Двутавровая балка — один из наиболее востребованных видов сортового металлического проката. Она отличается повышенной прочностью, так, если сравнивать ее со стандартным прямоугольным профилем, то она будет в 7 раз прочнее и почти в 30 раз жестче, а сечение в виде буквы Н позволяет двутавровым балкам быть средством перенесения высоких вертикальных и горизонтальных нагрузок на основную несущую опору.
Благодаря этим своим свойствам двутавровые балки широко используются в строительстве и машиностроении как элемент подвесных путей, опорных и колонных конструкций, несущих ребер прочности в составе тяжелых механизмов и т.д. Как правило, в производстве двутавровых балок используют углеродистые и низколегированные стали. Изготавливают их методом горячего или прокатывания на металлургических станах.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1.Проектная документация.
2.1.1. Используемая проектная документация должна быть рассмотрена и принята к производству работ в установленном порядке.
2.1.2. Все изменения в проекте (чертежах) в период производства работ должны быть согласованы с организацией, разработавшей проект.
2.1.3. В чертежах должны быть указаны:
— все размеры, необходимые для изготовления;
— условия и параметры испытаний;
— вид и объем контроля сварных соединений;
— спецификация листа и деталей, с указанием количества и массы, марки стали;
2.2. Материалы.
2.2.1 Балки стальные сварные двутавровые изготавливаются из горячекатаного проката,
поставляемого в листах по ГОСТ 19903, из стали:
— углеродистой общего назначения и низколегированной толщиной 6 мм и более – по ГОСТ 27772;
— углеродистой общего назначения толщиной 6 мм и более – по ГОСТ 14637;
— низколегированной толщиной 6 мм и более – по ГОСТ 19281.
Марка, категория качества, класс прочности стали указываются в заказе.
2.2.2. Качество материалов должно быть подтверждено сертификатами завода-изготовителя.
2.2.3. При отсутствии сертификата или неполноте сертификатных данных применение материала может быть возможно только после проведения испытаний и соответствия всех свойств требованиям нормативного документа.
2.2.4. Каждый лист штучной поставки или пакет листов должен иметь маркировку или бирку с четким указанием данных:
— завод-изготовитель;
— товарный знак;
— номер стандарта или технических условий;
— размер листа;
— марка материала и номер плавки;
— масса пакета.
2.2.5. Материалы для сварки (сварочная проволока, электроды, флюс, углекислый газ
и/или газовые смеси) должны применяться в соответствии со СНиП II-23 и обеспечивать значения временного сопротивления металла сварного соединения не ниже чем у основного металла.
2.2.6. На поверхности листа не допускаются плены, трещины, рванины, закаты.
Сортамент сварной балки выпускаемый ООО «ЧЗСБ» — аналог сечения по СТО АСЧМ 20-93
Применение
Применение металлических балок весьма разнообразное. Самое главное их предназначение связано со строительными отраслями. Кроме этого такие металлоизделия используют в:
- машиностроении;
- автомобилестроении;
- вагоностроении;
- металлургической отрасли;
- сельском и народном хозяйстве;
- горной и добывающей промышленности.
Из этих стальных профилей устанавливают перекрытия для объектов промышленного и гражданского строительства, массивные колонны, опоры мостов, подвесные пути и другое. Специальные профиля широко применяют при строительстве и реконструкции гидроэлектростанций, станций метрополитена, при армировании стволов в шахте.
Полные тексты ГОСТов в формате PDF можно скачать по нижеприведенным ссылкам. ГОСТ 8239-89 Двутавры стальные горячекатаные, ГОСТ 19281-89 Прокат из стали повышенной прочности, ГОСТ 19425-74 Балки двутавровые и швеллеры стальные специальные.
ИЗГОТОВЛЕНИЕ СВАРНОЙ БАЛКИ
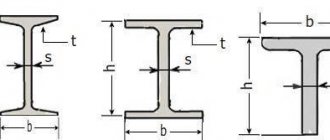
3.1. Поперечное сечение балки должно соответствовать рисунку 1.
Н – высота балки; h – высота стенки балки; s – толщина стенки;
t – толщина полки; В – ширина полки
Рисунок №1
3.2. Размеры балок, площадь поперечного сечения, масса одного метра балки и геометрические значения для осей приведены в таблице 1.
Таблица №3
| Размеры двутавров, мм | Стан ННХ 1500 |
| Длина, L | 6 000-15 000 |
| Высота стенки, h | 200 — 1500 |
| Ширина полки, при их симметричном расположении относительно стенки, B | 200 — 600 |
| Толщина стенки, S | 6 — 30 |
| Толщина полки, t | 8-40 |
Основные технические параметры стана указаны в таблице 3 и на рисунке 1.
3.3. В соответствии с заказом производится изготовление сварной балки длиной от 3000 мм до 12000 мм. По требованию потребителя допускается поставка балок до 15000 мм.С полным проваром балки изготовляются с толщиной стенки до 12мм.
3.4. Предельные отклонения по толщине стенки при изготовлении сварной балки и полки балки должны соответствовать предельным отклонениям по толщине исходной заготовки шириной свыше 1500 до 2000 мм.
3.5. Отклонение от перпендикулярности торцов балки не должно выводить ее длину за предельные отклонения. В качестве длины балки принимается максимальная длина условно собранной сварной балки с торцами, перпендикулярными продольной оси.
3.6. Предельные отклонения размеров, геометрической формы сварной балки и сварных
швов не должны превышать значений приведенных в таблице 2, минимальный размер катета шва определен сортаментом ЧЗСБ:
К = не менее 4 мм для балок: 25Б1, 25Б2, 30Б1, 30Б2, 35Б1;
К = не менее 5 мм для балок: 35Б2, 40Б1, 40Б2, 45Б1, 45Б2, 50Б1, 50Б2, 55Б1, 25Ш1, 30Ш1, 35Ш1, 35Ш2, 40Ш1, 25К1, 25К2, 30К1;
К = не менее 6 мм для балок: 50Б3, 55Б2, 60Б1, 60Б2, 70БС, 70Б1, 70Б2, 30Ш2, 40Ш2, 45Ш1, 50Ш1, 50Ш2, 50Ш3, 60Ш1, 60Ш2, 70Ш1, 80Ш1, 90Ш1, 25К3, 30К2, 30К3, 30К4, 35К1, 35К2, 40К1;
К = не менее 7 мм для балок: 50Ш4, 60Ш3, 60Ш4, 70Ш2, 70Ш3, 80Ш2, 90Ш2, 100Ш1, 100Ш2, 100Ш3, 40К2, 40К3, 40К4;
К = не менее 8 мм для балок: 70Ш4, 70Ш5, 100Ш4, 40К5.
3.7. По требованию заказчика производится резка торцов. Предельные отклонения косины реза должны соответствовать значению, указанному в таблице 2.
3.8. Виды испытаний, объем контроля сварных соединений выбираются в зависимости от установленного уровня качества в соответствии с ГОСТ 23118 — 99.
Размеры
Двутавровые балки ГОСТ 8239 выпускают с размерами от 10 до 100. Размер определяет высоту в сантиметрах. 10-й двутавр имеет высоту 10 см, полку – 55мм, толщину полки 4,5мм. При этом вес одного метра такой конструкции будет 9,460 кг. Одна 6-метровая штанга такого металлического изделия будет весить 57 кг. В 1-й тонне металлопроката — чуть более 17-ти метров балки 10-го размера. Эти показатели имеются в специальных справочных таблицах. Ходовыми размерами обладает стальной профиль 10-го, 18-го, 20-го, 30-го размеров. В огромных конструкциях масштабного строительства, мостостроения, возведения плотин, электростанций применяют мощные профили 80-го или 100-го размера. По особым заявкам возможно изготовление двутавровых профилей больших размеров и определенных требований. Двутавровая балка, цена на такие металлоизделия, изготовленные по заказу, определяется по договору.
СБОРОЧНЫХ И СВАРОЧНЫХ РАБОТ
4.1. Применяемые сварочные материалы, оборудование и технологии должны быть аттестованы в соответствии с требованиями РД 03-613-03, РД 03-614-03, РД 03-615-03.
4.2. Кромки полок балок после машинной кислородной резки не должны иметь неровностей, превышающих 0,3 мм.
4.3. Тавровые (поясные) и стыковые (стыки листов полок и стенок) швы должны выполняться механизированной сваркой (автоматической под флюсом и /или полуавтоматической в среде защитного газа) с плавным переходом швов к основному металлу.
4.4. Стыки листов полок и стенок балок должны выполняться встык без накладок с применением двухсторонней сварки. При этом стыки листов полок, относительно стыка стенки балки, должны находиться на расстоянии не менее 100 мм по обе стороны от стыка стенки, для подкрановых балок не менее чем на 500мм. Допускается односторонняя сварка при условии подварки корня шва.
4.5. Все сварные швы должны быть непрерывными.
4.6. Поверхность стыковых швов листов полок в местах сопряжения со стенкой должна быть зачищена заподлицо с основным металлом. По требованию потребителя допускается снятие усиления стыкового шва листов полок и стенки балки с двух сторон.
4.7. При выполнении стыковых швов должен обеспечиваться полный провар. Временное сопротивление наплавленного металла должно быть не ниже временного сопротивления основного металла.
4.8. Сварные швы должны соответствовать II категории и среднему уровню качества в соответствии с ГОСТ 23118. I и III категории качества (высокий и низкий уровень качества) устанавливаются по согласованию с потребителем.
4.9. Виды испытаний, объем контроля сварных соединений выбираются в зависимости
от установленного уровня качества в соответствии с ГОСТ 23118.
4.10. Швы сварных соединений и конструкции по окончании сварки металлоконструкций должны быть очищены от шлака, брызг и натеков металла.
При визуальном контроле сварные швы должны удовлетворять следующим требованиям:
а) иметь гладкую или равномерно чешуйчатую поверхность без резких переходов к основному металлу (требование плавного перехода к основному металлу должно быть специально обосновано и обеспечено дополнительными технологическими приемами);
б) швы должны быть плотными по всей длине и не иметь видимых прожогов, сужений, перерывов, наплывов, а также недопустимых по размерам подрезов, непроваров в корне стыкового шва, несплавлений по кромкам, шлаковых включений и пор;
в) металл шва и околошовной зоны не должен иметь трещин любой ориентации и длины;
г) кратеры швов в местах остановки сварки должны быть переварены, а в местах окончания — заварены.
4.11. Около шва сварного соединения должен быть поставлен номер или знак сварщика,
выполнившего этот шов. Номер или знак проставляется на расстоянии не менее 40 мм от границы шва, если нет других указаний в чертежах КМД. При сварке сборочной единицы одним сварщиком допускается ставить знак сварщика рядом с маркировкой.
4.12. Допускается производить ремонт сварных соединений, исправленные участки швов должны подвергаться повторному контролю.
4.13. На поверхности балки не должно быть трещин, расслоений, плен, закатов, рванин,
раскатанных загрязнений.
4.14. Допускается наличие местных вмятин по толщине и ширине проката на глубину, не превышающую удвоенной величины минусового допуска проката, но не более 1 мм по толщине и 3 мм по габаритам сечения.
4.15. Разрешается удалять дефекты наружной поверхности пологой зачисткой или сплошной шлифовкой, при этом толщина стенки и/или полки после зачистки не должна выходить за минимальные допустимые значения.
4.16. По требованию потребителя производится противокоррозионная защита балок.
4.17. Система защиты, марка материала, количество слоев, толщина каждого слоя, общая толщина покрытия должна согласовываться с потребителем.
4.18. Покрытие не должно иметь пропусков, пузырей, трещин, сколов, кратеров и других дефектов, влияющих на защитные свойства, а по внешнему виду должно соответствовать требованиям ГОСТ 9. 301.
Виды
Двутавровые профили имеют разную высоту, ширину полки, уклон, толщину стенки. Их изготавливают горячекатаным или сварным способом. Все модификации этих металлоизделий соответствуют требованиям определенных ГОСТов и ТУ. В связи с этим различают:
- нормальные двутавровые профили, которые обозначают буквами Б или ДБ;
- широкополочные (имеют обозначение Ш или ДШ);
- колонные (обозначают К);
- дополнительную серию (имеет обозначение Д) ;
- специальную строительную (обозначается С, в том числе для автомобильной промышленности);
- мостовую или монорельсовую (обозначается М);
- узкую ( с обозначением У).
Исходя из такой квалификации, формируется цена двутавровой балки.
КОНТРОЛЬ КАЧЕСТВА.
5.1. Виды и объемы контроля, применяемые при изготовлении сварных балок, должны гарантировать выявление недопустимых дефектов изделий, их высокое качество и надежность в эксплуатации.
5.1.1. Обязательным является осуществление предварительного (т.е. входного), операционного и приемочного контроля.
5.1.2. Объем контроля должен определяться чертежами или нормативными документами на каждый вид изделия (деталь, узел).
5.2. Предварительным контролем должно быть определено:
5.2.1. Соблюдение требований Правил в технической документации и рабочих чертежей.
5.2.2. Соответствие квалифицированного персонала (сварщиков, дефектоскопистов, мастеров).
5.2.3. Исправность и комплектность оборудования, наличие паспортов.
5.2.4. Необходимо вести журнал учета соответствия оборудования, в котором следует фиксировать ремонт и проверки оборудования.
5.3. Входным контролем согласно ГОСТ 24297-87 должно быть установлено:
5.3.1. Входной контроль основных материалов (металла и конструктивных элементов) осуществляют специалисты предприятия в соответствии с требованиями СТППИ. Результаты входного контроля должны заполняться в журнале входного контроля.
5.3.2. Присутствие заводской маркировки на изделиях или упаковочных листах, ярлыках, бирках, а также соответствие данных маркировок сертификатным данным и требованиям нормативных документов или рабочих чертежей на изготавливаемые изделия и наличия паспорта (сертификата) удостоверяющего его качество.
5.3.3. Осмотр металла и конструктивных элементов для выявления поверхностных дефектов и повреждений.
5.4. Операционный контроль проводится в соответствии с технологической документацией заказчика, где должен быть указан тип швов соединений и характеристика условий их эксплуатации согласно таблицы 4, или другие требования проектной документации. По согласованию с заказчиком может быть произведен 100% ультразвуковой контроль сварных швов.
5.4.1. При систематическом выявлении в сварных соединениях недопустимых дефектов (уровень брака более 10 %) методами неразрушающего контроля объем контроля должен быть удвоен, а при дальнейшем выявлении недопустимых дефектов необходимо выполнить контроль всех соединений данного типа в объеме 100%.
5.4.2. Сварные соединения, не удовлетворяющие требованиям к их качеству, должны быть исправлены в соответствии с разработанной технологией и повторно проконтролированы.
5.5. Приемочным контролем должно быть определено:
5.5.1. Контроль отклонения формы и линейных размеров сечения балок следует производить универсальными методами контроля и средствами измерений в соответствии с СП 53-101, ГОСТ 23118. Проверка размеров проводится на расстоянии не менее 500 мм от торца балки. Высота балки измеряется по оси Y-Y.
5.5.2. Методы контроля качества швов сварных соединений и размеров их сечений должны выбираться в соответствии с таблицей 4 и ГОСТ 23118.
5.5.3. Проверка комплектности производится сличением подготовленной к отправке партии сварных балок с нарядом – заказом.
5.5.4. Марка, химический состав и механические свойства материала балки должны быть удостоверены документом о качестве предприятия — поставщика листового проката.
МАРКИРОВКА И ТРАНСПОРТИРОВКА.
6.1. Комплектность
6.1.2. Балки должны поставляться комплектно.
В состав комплекта входят:
— балки одного типоразмера, заказа упакованные в пакеты
— документ о качестве оформленный в соответствии с ГОСТ 23118 .
6.2. Маркировка
6.2.1. Маркировка наносится непосредственно на балку.
6.2.2. Маркировка наносится на каждую балку с обеих сторон на расстоянии не менее 500 мм от торца.
6.2.3. Общая маркировка содержит:
— номер заказа;
— номер чертежа КМД, по которому изготовлена балка;
— условное обозначение балок;
— класс прочности стали;
6.2.4. Пример маркировки:
300-св 40Б1–С245, где 300 — номер заказа; 40Б1св — условное обозначение; С245 – класс прочности стали.
6.2.5. Маркировка на балку наносится несмываемой краской.
6.3. Упаковка
Упаковка балок производится в соответствии с ГОСТ 23118.
6.4. Транспортирование сварных балок допускается любым видом транспорта при условии защиты от механических повреждений.
6.4.1. Погрузку, транспортирование, выгрузку и хранение балок необходимо производить соблюдая меры, исключающие возможность их повреждения. Не допускается выгружать балки сбрасыванием, а также перемещать их волоком.
6.4.2. Условия транспортирования и хранения балок устанавливаются в зависимости от климатических факторов внешней среды по ГОСТ 15150 и согласовываются при заказе.
6.4.3. Балки следует хранить на специально оборудованных складах, рассортированными по типоразмерам и маркам стали.
6.4.4. При хранении балки должны опираться на деревянные подкладки и прокладки. Толщина деревянных подкладок не менее 150 мм.
6.4.5. При хранении должно быть обеспечено устойчивое положение балок, исключено соприкосновение их с грунтом, а также предусмотрены меры против скапливания атмосферной влаги на балках или внутри них.
6.4.6. Схемы складирования должны исключать деформации балок и обеспечивать безопасность их расстроповки и строповки.
6.4.7. Балки должны храниться в штабелях высотой не более чем 2,3 м.
И ГАРАНТИИ ИЗГОТОВИТЕЛЯ.
7.1 Балки стальные сварные двутавровые взрывобезопасны, нетоксичны, электробезопасны и радиационнобезопасны. Специальных мер безопасности при транспортировании и хранении балок не требуется.
Безопасность балок в процессе эксплуатации обеспечивается:
— механическими свойствами балок;
— проведением приборной дефектоскопии;
— применением противокоррозионной защиты при эксплуатации и сварки металлоконструкций;
— соблюдением условий эксплуатации и сварки металлоконструкций.
7.2. Поставщик гарантирует соответствие сварных балок требованиям настоящих технических условий при соблюдении потребителем условий транспортирования и хранения.
Гарантийный срок хранения сварных балок – 24 месяца с момента отгрузки с завода – изготовителя при условии выполнения раздела 6 данных технических условий.
Особенности производства двутавров
Самыми распространенными способами изготовления двутавровых изделий являются горячий прокат и методика сварки. Другие методы (например, прессование) применяют гораздо реже и только для некоторых типов изделий. При производстве горячекатаных моделей используются станы. Они могут иметь или не иметь универсальных клетей.
Применение механизмов с двух- или трехвалковыми клетями позволяет получить продукцию с параллельными полкам, размер которых составляет до 420 миллиметров в высоту и до 260 миллиметров в ширину. Для производства продукции небольших размеров используется метод проката через четырехвалковые калибры. Он делится на три варианта:
Конструкция двутавра
- прокатка в закрытых калибрах с нерегулируемыми валками;
- обработка в несимметричных калибрах;
- последовательная деформация двутавровой балки в трех клетях с четырехвалковыми калибрами.
Для этих методик приходится использовать очень крупные заготовки, поэтому изготовлять таким образом большие модели нерентабельно. При производстве продукции большого размера пользуются открытыми универсальными системами.
Двутавровая балка – это металлопрокат с сечением в форме буквы «Н». Благодаря наличию дополнительной полки она имеет большую жесткость, поэтому используется для придания конструкции прочности.