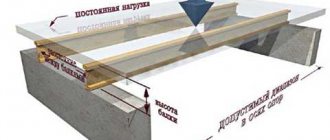
Общая информация
Главную роль в сварке играет дуговой разряд, обладающий высокой температурой. Для его создания электрод и заготовки подключают к источнику напряжения. Разряд плавит металл кромок деталей, и тот сливается в одно целое.
Переносчиками заряда в дуге являются ионизированные атомы, молекулы и свободные электроны. С увеличением их количества горение улучшается. Для этого в обмазку электродов вводят компоненты с низким потенциалом ионизации.
Согласно закону Ома, через поперечное сечение любого участка неразветвленной цепи за единицу времени протекает одинаковое количество заряда. Отсюда следует, что сила сварочного тока ограничена значением, максимально допустимым для данного аппарата.
Для соединения заготовок методом плавления используют 2 вида напряжения:
- постоянное;
- переменное.
Первое обеспечивает более качественные швы и соединения, металл меньше разбрызгивается.
Для соединения заготовок используют постоянное и переменное напряжение.
6.1. Расчет режимов ручной дуговой сварки (наплавки)
При ручной дуговой сварке (наплавке) к параметрам режима сварки относятся сила сварочного тока, напряжение, скорость перемещения электрода вдоль шва (скорость сварки), род тока, полярность и др.
Диаметр электрода выбирается в зависимости от толщины свариваемого металла, типа сварного соединения и положения шва в пространстве.
При выборе диаметра электрода для сварки можно использовать следующие ориентировочные данные:
В многослойных стыковых швах первый слой выполняют электродом 3–4 мм, последующие слои выполняют электродами большего диаметра.
Сварку в вертикальном положении проводят с применением электродов диаметром не более 5 мм. Потолочные швы выполняют электродами диаметром до 4 мм.
При наплавке изношенной поверхности должна быть компенсирована толщина изношенного слоя плюс 1–1,5 мм на обработку поверхности после наплавки.
Сила сварочного тока, А, рассчитывается по формуле:
где К – коэффициент, равный 25–60 А/мм; dЭ – диаметр электрода, мм.
Коэффициент К в зависимости от диаметра электрода dЭ принимается равным по следующей таблице:
Силу сварочного тока, рассчитанную по этой формуле, следует откорректировать с учетом толщины свариваемых элементов, типа соединения и положения шва в пространстве.
Если толщина металла S ≥ 3dЭ, то значениеIСВ следует увеличить на 10–15%. Если же S ≤ 1,5dЭ, то сварочный ток уменьшают на 10–15%. При сварке угловых швов и наплавке, значение тока должно быть повышено на 10–15%. При сварке в вертикальном или потолочном положении значение сварочного тока должно быть уменьшено на 10–15%.
Для большинства марок электродов, используемых при сварке углеродистых и легированных конструкционных сталей, напряжение дуги UД= 22 ÷ 28 В.
Расчет скорости сварки, м/ч, производится по формуле:
где αН – коэффициент наплавки, г/А ч (принимают из характеристики выбранного электрода по табл. 9 приложения); FШВ – площадь поперечного сечения шва при однопроходной сварке (или одного слоя валика при многослойном шве), см2; ρ – плотность металла электрода, г/см3 (для стали ρ =7,8 г/см3).
Масса наплавленного металла, г, для ручной дуговой сварки рассчитывается по формуле:
где l – длина шва, см; ρ – плотность наплавленного металла (для стали ρ=7,8 г/см3).
Расчет массы наплавленного металла, г, при ручной дуговой наплавке производится по формуле:
где FНП – площадь наплавляемой поверхности, см2; hН – требуемая высота наплавляемого слоя, см.
Время горения дуги, ч, (основное время) определяется по формуле:
Полное время сварки (наплавки), ч, приближенно определяется по формуле:
где tO – время горения дуги (основное время),ч; kП – коэффициент использования сварочного поста, который принимается для ручной сварки 0,5 ÷ 0,55.
Расход электродов, кг, для ручной дуговой сварки (наплавки) определяется по формуле:
где kЭ – коэффициент, учитывающий расход электродов на 1 кг наплавленного металла (табл. 9 приложения).
Расход электроэнергии, кВт ч, определяется по формуле:
где UД– напряжение дуги, В; η– КПД источника питания сварочной дуги; WO–мощность, расходуемая источником питания сварочной дуги при холостом ходе, кВт; Т– полное время сварки или наплавки, ч.
Значения η источника питания сварочной дуги и WO можно принять по таблице:
Выбор и обоснование источника питания сварочной дуги может быть осуществлен по табл. 1–5 приложения.
Техника безопасности при сварке
Нормативы устанавливают следующие правила:
- Сварщик надевает специальный костюм, рукавицы из искростойкого материала, закрытую обувь на резиновой подошве. Они защищают кожу от брызг расплавленного металла и жесткого ультрафиолетового излучения дуги. Лицо закрывают маской с темным стеклом. Глаза необходимо защищать не только от прямых лучей ультрафиолета, но и от боковых бликов (отражения от стен).
- Пост оборудуют вытяжкой. Если работы ведутся в полевых или монтажных условиях, организуют проветривание. При отсутствии такой возможности сварщик работает в респираторе. Наиболее токсичны электроды с кислым покрытием. Вместо них рекомендуется использовать рутилово-кислые.
- Если вблизи поста находятся люди, мастер непосредственно перед зажиганием дуги громко произносит слово «глаза». Так он предупреждает их о необходимости отвернуться или защитить органы зрения.
- При выполнении работ на высоте используют монтажный пояс и другие средства страховки.
- Соблюдают требования электробезопасности.
Последний пункт включает в себя следующие установки:
- Перед началом работ проверяют целостность изоляции кабелей и других токоведущих частей. При наличии разрывов, выкрошившихся участков и прочих дефектов пользоваться аппаратом запрещено.
- При необходимости ремонта, замены расходника, перемещения, а также на время простоя или обеденного перерыва оборудование обесточивают.
- Подсоединение к сети производят через автомат, защищающий от короткого замыкания.
- Сварку в условиях повышенной влажности (в бойлерной, градирне, подвале или на улице во время дождя) должен проводить мастер, обладающий соответствующими навыками.
Сварщик надевает рукавицы и специальный костюм.
Тест с ответами на тему: Сварочное производство
1) В каком году русский ученый Василий Владимирович Петров при помощи вольтового столба смог зажечь электрическую дугу между двумя кусочками древесного угля? а) 1800; б) 1801; +в) 1802; г) 1804.
2) Какому русскому изобретателю удалось разработать пригодный способ электродуговой сварки металлов? а) Петрову; +б) Бенардосу; в) Васечькину; г) Мучирину.
3) Какой химический элемент входит в состав обмазки неплавящегося электрода? +а) вольфрам; б) алюминий; в) никель; г) медь.
4) В каком году русский инженер-изобретатель Николай Гаврилович Славянов разработал способ сварки плавящимся электродом? а) 1820; б) 1858; в) 1899; +г) 1888.
5) С помощью чего была решена проблема неустойчивости электричекой дуги? а) элемента; +б) обмазки; в) конструкции; г) газа.
6) Кто изобрел покрытый электрод современного вида? а) Патон; б) Новожилов; +в) Кельберг; г) Петров.
7) Аббревиатура ручной сварки штучными электродами? +а) MMA; б) TIG; в) MAG; г) MIG.
Какая фирма получила патент на способ сварки стали под слоем порошкообразных веществ? +а) Линде; б) Пинде; в) Манди; г) Винди.
9) Аббревиатура полуавтоматической сварки в струе инертного газа? а) TIG; +б) MIG; в) MAG; г)MMA.
10) Какой газ применяется для сварки неплавящимся электродом? а) водород; б) кислород; в) ацетилен; +г) аргон.
11) Сколько процентов выделяется на катоде при дуговой сварке? а) 43%; б) 21; +в) 36; г) 50.
12) Какой участок соответствует средней плотности тока в вольтамперной характеристики? а) нисходящий; +б) горизонтальный; г) восходящий.
13) От чего зависит напряжение дуги на участке при ручной сварке на постоянном токе? +а) длина дуги; б) диаметр электрода; +в) газового состава; г) напряжения.
14) Какой ГОСТ применяется для обозначения напряжения холостого хода? а) ГОСТ 5264-80; +б) ГОСТ 95-77Е; в) ГОСТ 16037-80.
15) Условное обозначение стыкового соединения с отбортовкой кромок одностронний шов? +а) C28; б) С2; +б) C1; г) C5.
16) Какой светофильтр применяется для ручной дуговой сварки при силе тока 60-150 A? а) С3; +б) С5; в) С6.
17) Какой диаметр сварочной проволоки применяется для сварки в защитном газе на полуавтомате на постоянном токе обратной полярности? +а) 0,5-2; б) 1-2; в) 3-4.
18) Горючий газ с резким неприятным запахом, в 1,1 раз легче воздуха, растворяется в жидкостях, взрывоопасен? а) кислород; б) гелий; +в) ацетилен.
19) Аппарат, предназначенный для получения ацетилена из карбида кальция с помощью воды? а) калькулятор; +б) генератор; в) сепаратор.
20) Какую температуру имеет ацетиленокислородное пламя,°C? +а) 3100-3200; б) 2800-3000; в) 3300-3400.
21) Мощность сварочной горелки при правом способе, дм3/ч? а) 90-100; +б) 120-150; в) 100-300.
22) Под каким давлением находится кислород в баллоне, кгс/ см2? +а) 150; б) 130; в) 170.
23) Стационарное сооружение для приема, хранения и выдачи газов в распределительные газопроводы а) генераатор; +б) газгольдер; в) трансформатор.
24) Какое значение давления имеет ацетиленовый генератор среднего давления, Мн/м2? а) 0,15; б) 0,01; +в) 0,01-0,15.
25) Электрод для сварки чугуна +а) МНЦ-1; б) ОЗН-350; в) ОМА-2.
26) Обозначение электрода с толстым покрытием а) Г; б) C; +в) Д.
27) Обозначение основного покрытия в маркировке электрода +а) Б; б) Ц; в) Р.
28) Обзначение электрода для сварки высоколегированных сталей с особыми свойствами в маркировке электрода а) Т; +б) В; в) Н.
29) Обозначение особо толстого покрытия в маркировке электрода +а) Г; б) С; г) М.
30) Какой марки электрод применяется для сварки углеродистых и низколегированных сталей с пределом прочности при разрыве до 490 МПа? а) Э100; в) Э60; в) Э42
На что влияет сила сварочного тока
Данная величина определяет количество выделяемой теплоты: Q=(I^2)*R,
Рекомендуем к прочтению Информация о сварочной дуге и о том, как она работает
где:
I – ампераж;
R – сопротивление дуги.
Таким образом, от данного параметра зависит глубина плавления металла. Если выбрать его заниженным, шов получается непрочным, имеются непроваренные участки.
Завышенный ампераж приводит к сквозному прогоранию заготовки с последующим вытеканием металла из сварочной ванны.
От чего зависит параметр
Чтобы правильно подобрать величину тока для сварки, необходимо учесть ряд факторов. Для понимания их роли каждый следует рассмотреть подробно.
Толщина электрода
Наиболее важный критерий. С увеличением диаметра расходника ампераж возрастает. Среднее соотношение – 30 А на 1 мм.
Толщина электрода влияет на величину тока для сварки.
На упаковке с расходниками рекомендуемый ток указывают в виде диапазона, например, 80-120 А. Точное значение мастер подбирает опытным путем.
Толщина листа металла
Данный показатель влияет на выбор расходника. С увеличением толщины металла диаметр стержня возрастает. Соответственно увеличивается и ампераж. Это объясняется тем, что для плавления кромок массивных заготовок требуется больше тепла.
Необходимо принимать во внимание фактический размер детали. Если кромки подвергались разделке, т.е. с них срезали фаски, то их толщина в зоне стыка будет меньше. Соответственно снижают и силу тока.
Характеристики шва
Различают 2 способа сварки:
- Однопроходный.
- Многослойный.
Второй тип применяется для соединения деталей большой толщины. В каждом слое используют свой диаметр расходника и ампераж. Корневую часть варят электродом 3 мм, затем применяют более толстые стержни.
На выбор силы тока влияние оказывает пространственное положение шва. В зависимости от этого используется рекомендуемая производителем величина:
- Нижнее – 100% рекомендуемой производителем величины.
- Вертикальное – 85-90%.
- Потолочное – 75%.
На выбор силы тока влияет положение шва.
В последнем случае применяют расходники диаметром не более 4 мм.
Полярность тока
При сварке на постоянном токе различают 2 вида полярности:
1 Прямая. Отрицательный полюс источника подсоединяют к расходнику.
2 Обратная. «Минус» подключают к одной из заготовок.
От полярности зависит распределение температур в дуге. С учетом этого регулируют ампераж.
Сварочный ток: что нужно знать о нем
Сам процесс варки зависит от двух составляющих – диаметр электродов и сила тока при сварке электродом. Если вы правильно определяете их, проблем в работе не возникнет. При работе с металлом также обратите внимание на марку электродов, положение аппарата при сварке, полярность тока для сварки. Перед началом работы определить со швом, который вы хотите получить в результате, насколько для вас важна его аккуратность, точность. Тогда уже переходите к установке режима сварки и силы сварочного тока.
Для новичков важно запомнить базовое правило: сила сварочного тока определяется после ознакомления с диаметром электродов, который вы намерены использовать для сварки. Это базовый фактор для планирования работы.
Универсальная таблица для определения силы тока
Зависимость ампеража и диаметра расходника от толщины заготовки удобно представить в табличном виде. При этом учитывают взаимное расположение деталей.
Для стыковых соединений
Свариваемые поверхности расположены параллельно друг другу. Устанавливают следующий ампераж:
| Толщина кромки, мм | Диаметр расходника, мм | Ампераж, А |
| 1,5-2,0 | 1,6-2,0 | 30-45 |
| 3 | 3 | 65-100 |
| 4-8 | 4 | 120-200 |
| 9-12 | 4-5 | 150-200 |
| 13-15 | 5 | 160-250 |
| 16-20 | 6-8 | 200-350 |
| Свыше 20 | 6-8 | 200-350 |
Для угловых и тавровых соединений
Поверхности заготовок расположены перпендикулярно. Поперечное сечение наплавки имеет вид прямоугольного треугольника с выпуклой гипотенузой. Ампераж устанавливают в соответствии с таблицей:
| Катет шва, мм | Диаметр расходника, мм | Ампераж |
| 3 | 3,0 | 65-100 |
| 4-5 | 4,0 | 120-200 |
| 6-9 | 5,0 | 160-250 |
Как настроить сварочный ток начинающему сварщику, чтобы варить металл от 1 до 5 мм
Правильные настройки сварочного тока не только улучшат качество сварки, но и заметно облегчат работы по свариванию металла. Однако добиться правильных значений тока начинающим сварщикам сложно, поскольку у них нет соответствующего опыта.
Для этих целей можно воспользоваться уже готовой таблицей со значениями сварочного тока или же прислушаться к нижеприведённым советам.
Ток сварки должен быть подобран с учётом толщины свариваемого металла и диаметра используемых электродов. Если при этом инвертор все равно отказывается варить, то значит проблемы с напряжением в сети, оно низкое, и сварочный ток нужно подкорректировать.
При выборе оптимального тока для сварки рекомендуется ориентироваться на следующие показатели:
- Электродом 2 мм можно сваривать металл толщиной от 1 до 2 мм. Сварочный ток при этом должен быть от 20 до 50 ампер;
- Электродом 2,5 мм сваривается металл толщиной от 2-3 мм. Значения тока на инверторе выставляются в пределах от 40 до 80 ампер;
- Электродом 3 мм рекомендуется варить металл, толщина которого составляет 3-5 мм. Значения тока при этом должно быть около 100-120 ампер.
Важно знать, что тонкий металл, толщиной до 3 мм, нужно сваривать на обратной полярности, когда держатель электрода подсоединяется к плюсу инвертора, а зажим массы к минусу. В таком случае сварочный шов получается неглубоким и широким, исключаются прожоги металла.
Подробнее о выборе тока для сварки электродом на практике
Найти оптимальную величину помогут рекомендации опытных сварщиков.
Влияние режима сварки
Параметры, регулирующие процесс, делятся на основные и дополнительные. К первой группе относят:
- скорость перемещения расходника;
- его диаметр;
- напряжение на дуге;
- род, полярность и силу тока.
Рекомендуем к прочтению Как выполняется сварка выпускных коллекторов
Напряжение на дуге, полярность и сила тока регулируют процесс сварки.
Дополнительными параметрами являются:
- положение расходника;
- состав и толщина его обмазки;
- ориентация детали.
Все перечисленные факторы называют режимом сварки. Они взаимосвязаны: изменение одной величины влечет за собой коррекцию другой. Например, при необходимости уменьшить тепловложение можно поступить 2 способами:
- Снизить ампераж.
- Увеличить скорость перемещения расходника.
Эту взаимосвязь учитывают и при необходимости увеличить производительность. Устанавливают более высокую скорость, одновременно поднимая ампераж.
Оценить влияние каждого фактора математически и вывести соответствующие формулы невозможно. В каждом случае важно приспособиться и подобрать оптимальный ампераж опытным путем.
Длина дуги
Существует линейная зависимость между длиной дуги и напряжением на ней. С ростом первого показателя увеличивается и второй. При этом сила тока и тепловыделение меняются мало.
Длина дуги влияет на напряжение.
С увеличением длины дуги снижается качество шва. Причины следующие:
- Разряд «гуляет» по поверхности, в результате чего тепло распространяется по большой площади. Соответственно кромки в зоне стыка хуже прогреваются.
- Расплавленный металл из стержня расходника отскакивает от плохо прогретой поверхности. Увеличивается разбрызгивание, шов получается грязным. В сварочную ванну попадает только часть легирующих элементов.
Оптимальную длину дуги в мм определяют по формуле L=d+0,5, где d – диаметр электрода в мм.
Плавящийся расходник в процессе работы постепенно укорачивается, поэтому держатель понемногу приближают к заготовке.
Прямая или обратная полярность
При сварке на постоянном токе в дуге различают 2 зоны:
- Анодное пятно. Расположено со стороны положительного полюса источника.
- Катодное. Находится со стороны «минуса».
Зоны имеют разную температуру. При использовании плавящегося электрода анодное пятно холоднее катодного, поэтому для соединения тонкостенных заготовок поступают так:
- «Плюс» подключают к свариваемой детали (прямая полярность).
- Устанавливают минимальную силу тока из рекомендуемого диапазона.
При аргонодуговом методе используют прямую полярность.
Благодаря этому исключается прогорание заготовок.
Для соединения толстостенных деталей нужен сильный прогрев. Для этого:
- К ним подсоединяют «минус» (обратная полярность при сварке).
- Устанавливают максимальный ампераж из предлагаемого диапазона.
Этим обеспечивается глубокий провар, соединение получается прочным и надежным.
При использовании тугоплавкого электрода (аргонодуговой метод) наблюдается обратное распределение температур: анодное пятно является более горячим. Данная технология предусматривает только прямую полярность, поскольку на обратной дуга бьет в расходник и тот быстро засоряется. При соединении тонкостенных деталей тепловложение регулируют амперажом и скоростью сварки.
Покрытие электрода
По составу различают 4 вида обмазки:
- Рутиловая.
- Основная.
- Целлюлозная.
- Кислая.
Покрытие электрода может быть рутиловым.
Основное покрытие отличается от остальных наличием деионизирующего элемента – фтора. Он сокращает число носителей заряда, что затрудняет горение дуги. Для стабилизации этого процесса приходится увеличивать ампераж на 20-30 А. Так, если для сварки рутиловым расходником диаметром 2 мм аппарат настраивают на 40-70 А, то для основного той же толщины – на 60-100 А.
Постоянный и переменный ток
Род тока не влияет на ампераж. Его выбирают по следующим критериям:
- Если к качеству и прочности шва предъявляются высокие требования, используют постоянное напряжение. Оно характеризуется небольшим отклонением дуги и слабым разбрызгиванием металла. Шов получается ровным и чистым. На постоянном токе дуга горит лучше, имеется возможность регулировать распределение температур путем изменения полярности. Это используется в работе с тонкостенными заготовками и цветными металлами.
- Если требования к качеству и прочности соединения низкие, применяют переменное напряжение. Оно позволяет снизить затраты, т.к. оборудование для этого вида сварки стоит в 1,5 раза дешевле. Также у него меньше размеры и вес.
Рекомендуем к прочтению Технология сварки блоков ДВС
Кроме того, предпочтение переменному току отдают в следующих случаях:
- Материал заготовок содержит оксиды. Частое изменение направления тока способствует их большему разрушению. Например, на переменном напряжении варят алюминий, т.к. на его поверхности образуется окисная пленка.
- Поверхность детали загрязнена так, что ее невозможно очистить.
При постоянном токе шов получается ровным.
При выборе рода напряжения учитывают и материал обмазки расходника. На электродах с основным покрытием дуга горит хуже из-за деионизирующего воздействия фтора, поэтому ими можно варить только на постоянном токе. Для прочих разновидностей подходит любой род.
Особенности для инверторов
Главное отличие аппаратов этого типа заключается в наличии особого электронного узла, повышающего частоту сетевого тока до десятков кГц. Это дает следующий результат:
- Уменьшаются размеры и вес трансформатора.
- Увеличивается его КПД.
- Снижается цена (за счет уменьшения материалоемкости).
Электронное управление упрощает настройку силы тока. Ее задают переключателем на инверторе, величину напряжения аппарат выбирает автоматически. Наиболее удобны в работе модели с плавной регулировкой.
Электроника самостоятельно корректирует ампераж при:
- Зажигании дуги. Функция получила название «Горячий старт» или Hot Start. Ток кратковременно увеличивается на 5-100% номинального, что облегчает возникновение дугового разряда. На дешевых моделях величину превышения производитель устанавливает на свое усмотрение, и изменить ее нельзя. На дорогих параметр задает пользователь. Функция востребована при сварке плохими расходниками, наличии ржавчины и окалины на деталях, нестабильном напряжении в сети.
- Разрыве дуги или соединении электрода с заготовкой посредством капли расплавленного металла (расходник приваривается). Тоже происходит наброс тока. Это способствует возобновлению горения разряда или отрыву капли от стержня. Функцию называют «Форсирование дуги» (Arc Force).
- Касании стержнем заготовки. Ампераж сбрасывается, что позволяет оторвать расходник. Название функции – “Антизалипание” (Antistick).
Нужный режим для сварки инвертором подбирают с учетом его мощности. Многие модели относятся к классу бытовых и не рассчитаны на большие токи. Максимальный диаметр расходника для них часто не превышает 2 мм, рекомендуемый ампераж составляет 30-45 А.
Режим сварки, факторы влияющие на его выбор
Для выбора нужного нам режима сварки требуется определить состав свариваемого материала, его геометрические размеры, конфигурацию и планируемый тип сварного шва. Только зная ответы на все эти вопросы мы сможем верно выбрать электрод и характеристики сварного тока.
Так как факторов множество и каждый из них по своему влияет на сам процесс сварки – рассмотрим их основные параметры:
- типоразмер электрода;
- значение тока;
- длина дуги;
- скорость провара;
- тип и полярность;
- количество швов.
Анализируя данный список мы видим, что главные критерии режима сварки связаны с условиями и характером горения сварочной дуги. Поэтому перед началом работ нужно выполнить подбор значений этих параметров для получения нужной конфигурации и, следовательно, отличного качества места сварки.
Хорошее увеличение производительности труда получают путем использования сварки, где применяется трехфазный ток.
Применяя трехфазную сварку КПД возрастает в 2—2,5 раза. Проходя сквозь дугу трех токов смещенных по фазе на 120 градусов качество и устойчивость дуги становится намного выше чем при применении однофазного тока. Данный тип сварки позволяет применять электроды с фтористо-кальциевыми покрытиями, которые не годятся при работе на однофазном переменном токе.
ТОК И ЭЛЕКТРОД
Одним из главных характеристик электродуговой сварки считается сварочный ток. В большей степени его сила определит характер шва и продуктивность сварки в общем. Чем выше значение тока-тем лучше дуга и глубже проплав. Сила тока при сварке находится в прямой зависимости с размером электрода и вида взаимного размещения свариваемых деталей в пространстве. Наивысшие значения тока применяются для стыковки горизонтальных деталей. При вертикальных проварах силу тока уменьшают на 15%, при потолочных – уменьшают на 20%.
Зачастую данные о силе тока нанесены на пачке от сварочных электродов. Вдобавок ее можно узнать с помощью расчетов или таблиц.
Рекомендуем! Как настроить сварочный полуавтомат
Диаметр электрода подбирается исходя из толщин скрепляемого металла, способа сварки и геометрических размеров шва.
Для каждого отдельного случая подбирается определенное количество Ампер:
- Электродом 1 мм. сваривают материал толщиной до 1 мм, сила тока выставляется в пределах 10-30 А.
- Электродом 1,5-2 мм. сваривают материал толщиной до 2 мм, подают на электрод 30-50 А.
- Электродом 3 мм. сваривают материал толщиной до 4 мм, подают на электрод 60-120 А.
- Электродом 4 мм. сваривают материал толщиной до 11 мм, подают на электрод 140-2000 А.
- Электродом 5 мм. сваривают материал толщиной до 15 мм, подают на электрод 150-270 А.
- Электродом 6 мм. сваривают материал толщиной до 16 мм, подают на электрод 210-340 А.
Такой разброс ампер существует из-за разности применяемых металлов и положения заготовок при сварке. При начале сварки советуют выставлять среднее значение силы тока.
ДЛИНА ДУГИ
Силу тока мы определили, теперь самое время разобраться какая длина сварочной дуги должна быть при заданных нами параметрах. Постоянная равномерная длина сварочной дуги окажет положительное воздействие на характер сварного шва. Наилучшим вариантом будет применение короткой дуги (длина дуги не больше диаметра применяемого электрода) Даже имея солидный опыт сварщика данное требование выполнить будет очень тяжело. Длина дуги имеет связь с калибром электрода и силой тока. Для обеспечения хорошего сварного шва требуется придерживаться зависимости между диаметром электрода и длиной дуги:
- При размере 1,5-2 мм – дуга составит 2,5 мм.
- При размере 3 мм – дуга составит 3,5 мм.
- При размере 3-4 мм – дуга составит 4 мм.
- При размере 4 мм – дуга составит 4,5 мм.
- При размере 4-5 мм – дуга составит 5 мм.
- При размере 5 мм – дуга составит 5,5 мм.
- При размере 6-8 мм – дуга составит 6,5 мм.
СКОРОСТЬ НАЛОЖЕНИЯ СВАРОЧНЫХ ШВОВ
Определение наилучшего скоростного режима наложения сварного шва напрямую зависит и привязано к геометрическим размерам свариваемых деталей и силы сварочного тока. При выборе правильной скорости шов получится в 1,5-2 раза больше размера электрода. При
Влияние скорости сварки на форму шва
малой скорости проводки получится переизбыток металла в сварной ванне, который будет расходиться и образовывать дефектный шов. При повышенной скорости проводки метал не сможет
Рекомендуем! Как настроить сварочный полуавтомат
прогреться в нужной степени, что несомненно приведет к непровару и шов получится хрупким.
Для определения наилучшего скоростного режима советуется придерживаться полученных экспериментальным способом характеристик ванны: ширина – 9-15 мм, глубина – до 6 мм, длина – 10-30 мм. При повышении скорости перемещения электрода ширина шва становится меньше, причем глубина провара фактически останется прежней. Получается, что швы наилучшего качества получим при соблюдении скорости 30-40 м/ч.
ПОЛЯРНОСТЬ
На выбор нужной нам силы тока влияет и полярность. Инвертор может менять направленность движения электричества. Каким образом это происходит и в чем преимущество изменения полярности?
Виды полярности сварочного тока
Поток электронов при сварке направлен от отрицательной клеммы к положительной. Клемма, на какую приходят электроны (положительная) имеет более сильный прогрев. Эти знания применяют для улучшения качества сварки при различных металлах и толщинах заготовок. При сварке габаритных деталей имеющих большую массу и плотность положительная клемма крепится к их поверхности, данный тип подключения будет считаться “с прямой полярностью”. Зачастую при сварке используют именно этот тип. При работе с металлами имеющими тонкую стенку или высоколегированный сплав склонный к выгоранию легирующих элементов к ним подключают отрицательную клемму (обратная полярность). При использовании данного подключения наибольшая температура припадает на электрод, а свариваемые поверхности имеют меньший нагрев. Большая сила тока также будет меньшее влиять на деталь.
Верный подбор описанных выше показателей (силе тока, полярность, диаметр и вид электрода) гарантируют наилучшие показатели сварных швов. Для повседневной обычной сварки наиболее лучше подойдет сварочный инвертор с размером электродов диаметром 3-4 мм, выставленной силой тока приблизительно 100 А и использованием прямой полярности. Данный выпрямитель потребляет небольшое количество энергии, имеет малый вес и габаритные размеры и очень удобен в использовании. При работе нужно учесть, что любой сварочный аппарат имеет свои огрехи, поэтому проводить регулировку нужно на свое усмотрению отталкиваясь от заданных режимов. Помните, что подбор силы тока происходит в зависимости от совокупности большого количества факторов. Ошибочное определение режима может стать причиной того, что металл не будет провариваться при нехватке тока, а при его переизбытке-материал прожжется. При применении электродов с большим калибром плотность сварочного тока уменьшится, что обусловит появление блуждания сварочной дуги, её колебания и изменения длины. Все это приведет к увеличению ширины сварочного шва и меньшей глубине провара.
Рекомендуем! Как настроить сварочный полуавтомат
Влияет ли марка электрода на выбор силы тока
По марке определяют состав обмазки. Например, расходники Уони-13 и ЦУ-5 имеют покрытие основного типа. Они обеспечивают высокие качество и прочность шва за счет отсутствия водорода в металле, но горят хуже других. Поэтому ими варят только на постоянном напряжении, ампераж увеличивают на 20-30 А. Другие расходники не столь требовательны к режиму сварки.
Рекомендуемые параметры для всех изделий указываются на упаковке.
Зная, как подобрать сварочный ток, мастер качественно выполнит работу любым электродом и во всех пространственных положениях.
От чего зависит сварочный ток
Сварочный ток бывает постоянным и переменным. В первом случае источниками сварочного тока выступают инверторы, во втором — трансформаторы понижающего типа. Что немаловажно, но от рода тока также зависят и некоторые особенности сваривания металлов.
Выбор тока зависит от следующих факторов, которые так или иначе, но тесно связаны между собой:
- Толщина свариваемого металла — чем больше толщина, тем выше ток сварки должен быть. Исключением лишь является резка металла сваркой, для которой итак используются большие значения тока для сварки;
- Вид металла, который потребуется варить;
- Диаметр применяемых электродов;
- Пространственное положение сварки, а также вид сварного соединения;
- Параметры электросети — немаловажный нюанс, на который следует внимательно обращать внимание. Низкое напряжение или использование удлинителей приведут к потере силы тока по известным обстоятельствам.
Итак, выше были перечислены основные нюансы, от которых зависит сила тока.