Как обжать шланг высокого давления своими руками?
Одним из самых надежных хомутов для обжима шланга высокого давления являются так называемые ( хомуты литые универсальные типов таких хомутов много вот один из них:
Так же к большой степени надежности можно отнести хомуты ( хомуты проволочные оцинкованные ) они выглядят вот так:
Далее есть хомуты которые тоже так же надежны как и выше перечисленные это ( хомуты стальные оцинкованные ) эти выглядят так:
Ну и еще есть так называемые ( силовые хомуты ) они применяются для шлангов с повышенной жесткостью и твердостью один из видов — двух-болтовый хомут:
Как обжать шланг высокого давления своими руками?
Само название шланга говорит о том, что оно предполагает использование в системах с высоким давлением, а соответственно, и изготавливается по особой технологии с применением соответствующих материалов. Поэтому и надежно обжать такой шланг (для ремонта проблемного места или оборудовать необходимым фитингов) своими руками без использования специальных станков или приспособлений затруднительно.![][1 ]
Конечно, если вам необходимо отремонтировать подобный шланг и использовать для полива огорода, где в системе не высокое давление, можно пойти по пути использования различных «елочек» с усиленными хомутами ( делается все по стандартной схеме — разрезается проблемное место, вставляется «елочка» и обжимается хомутом.
Другое дело, если шланг будет использоваться в системах с высоким давлением. В этой ситуации не обойтись без оборудования. К примеру, у нас на металлургическом оборудовании используются РВД (рукава высокого давления), так служба техники безопасности и служба надежности работы оборудования следит за состоянием таких шлангов и не допускает использования отремонтированных кустарным способом (ручные приспособления запрессовки, подобные указанных коллегами) не допускаются к работе. Это травмы, аварии и потери производства. Поэтому я не буду рекламировать эту работу с помощью различных приспособлений.
Это должны делать специалисты и на специальном оборудовании.
Источник
Станок для опрессовки рвд своими руками — Металлы, оборудование, инструкции
Для изготовления РВД ООО «ЦПК» разместила у себя на складе в Москве оборудование Finn-Power, так же мы используем комплектующие компании Parker.
Рукав высокого давления – незаменимая и одна из самых важных частей производственного процесса. По нему осуществляется транспортировка газов и жидкостей. Но монтаж РВД требует специального оборудования для надежного крепления шлангов и их прочного соединения.
Линии по выпуску рукавов высокого давления сегодня нуждаются в оснащении специальным опрессовочным оборудованием. Станки и прессы для обжима РВД выпускаются различных видов и размеров и могут быть использованы как в промышленных условиях, так и для срочного ремонта в любом месте (мобильные прессы).
Виды обжимов РВД
Опрессовка РВД (рукавов высокого давления) осуществляется на специализированном оборудовании. Технологический процесс достаточно трудоемок и требует внимательности и аккуратности. Сегодня для обжима применяется в основном два метода:
- 1. Европейский (продольный). Этот метод также применим при опрессовкеоплеточного РВД. Суть метода заключается в следующем: внутренняя муфта снабжена кольцевыми зубьями, которые вставляются в оплетку рукава, обеспечивая надежное соединение. При опрессовке РВД двух типов — 1SN и 2SN – наружный тонкий слой резины не удаляется. Это позволяет сделать соединение еще более плотным.
- 2. Поперечный обжим. Этот метод считается классическим и используется наиболее часто. Применяется в опрессовке оплеточного рукава высокого давления. В этом технологическом процессе используется трубчатая муфта. Процесс выглядит следующим образом: верхний слой резины убирается по всей длине, которая изнутри удерживает рукав поперечными выступами. Муфта плотно придавливается к рукаву и обеспечивает крепление.
Традиционная обжимка – поперечная. Продольная применяется чаще всего для обжима РВД с металлической оплеткой отечественного производства, выпущенных в соответствии с ГОСТ 6286-73. Такие РВД – наиболее экономичные и надежные в эксплуатации.
В гидравлических системах с большим давлением используются в основном продольные методы обжима. Острые зубья на муфте прочно врезаются в металлическую оплетку, позволяя не счищать верхний резиновый слой.
Соединение получается герметичным за счет высокого давления, сжимающего рукав на ниппеле.
Опрессовочное оборудование можно разделить на виды в зависимости от сферы применения:
- сервисный пресс чаще всего применяют в мастерских и мелкосерийном или даже единичном производстве;
- мобильный пресс востребован в срочном ремонте, шахтах и замене РВД непосредственно на участке;
- промышленный пресс используется на крупном производстве.
Особенности станка для изготовления РВД
Пресс для обжимки рукава является частью производственной линии. Сегодня на рынке есть как небольшие мобильные станки, так и стационарные для промышленности. При выборе станка необходимо учитывать исходные параметры работы с оборудованием: тип и диаметр рукава, предельный размер фитингов, тип и производительность станка.
Сфера использования станков для обжима достаточно велика:
- · производство гидравлических шлангов;
- · выпуск автодеталей;
- · производство строительного оборудования;
- · изготовление морского и железнодорожного транспорта;
- · выпуск проволоки, шлангов, труб и трубопроводов, кабелей.
Обжимной станок обладает такими особенностями:
- · работает от нескольких источников: батарея, сжатый воздух или в ручном режиме;
- · точность обжимки всегда на высоте;
- · конструкция станка удобна и эргономична, он прост в эксплуатации;
- · быстрая опрессовка РВД возможна за счет системы оперативной замены кулачков;
можно использовать станок в условиях производства и на месте.
Выбор станка для обжима
От качества, рабочих характеристик оборудования зависит надежность крепления рукавов и шлангов. При выборе обращайте внимание на детали и характеристики станков и прессов:
- 1. Скорость обжима. Этот параметр особенно важен в производстве. Станки с высокой скоростью обжима используются в многосерийном производстве, различных конвейерах. В стандартных моделях прессов скорость колеблется в пределах 300–2500 обжимов в один час.
- 2. Мобильность. В промышленных условиях устанавливаются в основном стационарные мощные станки. В полевых условиях для срочного монтажа, ремонта потребуются мобильные переносные прессы.
- 3. Сила обжима. Варьируется в пределах 3500-12000 кН.
- 4. Рабочий диаметр. Предельно допустимое раскрытие обжимных кулачков в миллиметрах показывает допустимый размер РВД, который получится обжать.
Рукава высокого давления сегодня используются и на крупных предприятиях, и в небольших мастерских. Обжим РВД может потребоваться в любой момент. Качественный станок для опрессовки – гарантия надежности соединения, длительного срока эксплуатации и крепости места соединения.
Мы занимаемся изготовлением РВД любой сложности и размеров до 2.5 дюймов. с фитингами из оцинкованной и нержавеющей стали, а также полимерной защитой (пластиковая спираль).
Обращайтесь по телефону +7 (495) 247-87-27. Мы находимся по адресу: 115230, г. Москва, Электролитный проезд, д.3 в 5 минутах от метро Нагорная.
Изготовление и ремонт возможен при вас и в кратчайшие сроки!
Бизнес на производстве рукава высокого давления (РВД) (ноябрь 2018) — как открыть с нуля, примеры и готовый план с расчетами для начинающих
Тренируйте мозг с удовольствием
Начать развиваться
Рукава высокого давления – это трубопровод, по которому можно перегонять любой газ или жидкость. Их используют и в быту, и в производственных целях. Конечно, характеристики этих изделий, в зависимости от назначения, разные. На рынке эта продукция существует и от производителей из Европы и стран СНГ. Сегодня мы рассмотрим, как наладить изготовление качественных рукавов высокого давления.
- Какое оборудование выбрать для изготовления рукава высокого давления?
- Технология производства РВД
- Бизнес по франшизе
- Пошаговый план открытия бизнеса
- Сколько можно заработать
- Сколько нужно денег для старта бизнеса
- Какой ОКВЭД необходимо указать для производства рукавов высокого давления
- Какие документы нужны для открытия
- Какую систему налогообложения выбрать для производства рукавов высокого давления
- Нужно ли разрешение для открытия
Изделие это требует определенных знаний технологического процесса. Организовать цех по производству так же невозможно без специального оборудования. Оно бывает разной мощности, отличается и другими характеристиками. Изучить их нужно до покупки. Также не лишним будет узнать отзывы промышленников, которые на нем уже работают.
Какое оборудование выбрать для изготовления рукава высокого давления?
Купить оборудования для производства РВД можно в виде готовой линии или каждый станок в отдельности. Стандартный комплект выглядит приблизительно так:
| Наименование станка | Цена, тыс.руб. |
| Пресс для обжима или обжимное устройство | 200,00 |
| Отрезной автомат | 80,00 |
| Аппарат для зачистки резины внутри и на поверхности РВД | 60,00 |
| Станок для маркировки | 50,00 |
Дополнительное оборудование (роллы, станины) обойдется еще в 150 тыс. рублей. Цены в таблице указаны минимальные. Этот ценовой сегмент оборудования даст возможность открыть небольшое производство.
Для начала бизнеса этого достаточно, так как очень важно определить каналы будущего сбыта продукции.
После установления прочных партнерских отношений с покупателями можно думать об увеличении производственных мощностей.
Чтобы сделать рукав высокого давления понадобится такое оборудование:
| 1 | Обжимной станок или пресс для обжима. |
| 2 | Устройство для снятия верхних и внутренних слоев резины с рукавов высокого давления. |
| 3 | Аппаратура для маркировки. |
| 4 | Ролл для разматывания бухт. |
| 5 | Стеллажи для прессов. |
| 6 | Хранилище для набора кулачков. |
Технологический процесс можно разделить на несколько этапов:
- подготовительные работы с материалом и настройка оборудования;
- операция обжима;
- контроль качества и испытания готовых изделий.
Рукава высокого давления различают по типу металлического покрытия. Они могут выполняться оплеткой или навивкой. Материал для этого процесса также использую разный.
Цели и специфика работы
Шланг (или, что правильнее, рукав) высокого давления — гибкий трубопровод, предназначенный для транспортировки жидкостей. По определению — под высоким давлением. Цель — передача рабочего усилия в гидравлических системах различного назначения.
Наиболее наглядный пример работы гидравлической системы, который каждый из нас наблюдал многократно — подъем кузова самосвала. Простая подача жидкости в гидроцилиндр под высоким давлением позволяет без применения сложной и быстро изнашивающейся механики с многоступенчатыми редукторами развить усилие в десятки тонн.
Гидроцилиндр подвижен, и для обеспечения работоспособности нужен механизм подачи рабочей жидкости, удовлетворяющий двум условиям:
- Гибкость. Точнее, возможность выдерживать многократные изгибы со сравнительно большим радиусом. Это требование сразу отметает возможность использования любых металлических труб.
- Возможность выдерживать высочайшие давления — от 40 до 450 атмосфер.
Любопытно: все рукава высокого давления испытываются с двукратным превышением заявленных рабочих параметров. Так, 8-миллиметровый рукав типов 2 ST и 2 SN при рабочем давлении в 350 атмосфер испытывается на 700.
Остальные характеристики режима работы рукавов тоже экстремальны:
- Минимальный диапазон рабочих температур для них — от -55 до +100С. Понятно, что гидравлика должна нормально работать даже в условиях самой суровой зимы; кроме того, при работе под огромными давлениями и рабочая жидкость, и магистраль для нее сильно разогреваются.
- В качестве жидкости выступает не относительно химически инертная вода, а минеральные масла, производные перегонки нефти, соединения гликоля или различные виды смазки.
Фитингам, соответственно, предстоит обеспечивать соединение гибкого шланга с неподвижными частями конструкции. От них требуется как собственная механическая прочность и химическая стойкость, так и высокая надежность соединения с рукавом.
Устройство
Рукава
Многократные перегибы материала диктуют выбор эластичных внутренней и внешней оболочек. Шланги для гидросистем изготавливаются из резины. Разумеется, не вполне обычной: если, к примеру, трубы ПВХ для канализации комплектуются уплотнителями из резины с невысокой химической стойкостью (прежде всего по отношению к углеводородам), то здесь применяется исключительно маслобензостойкая резина.
Однако сама по себе резина не обладает достаточной для наших целей механической прочностью. Для того, чтобы эффективно противостоять огромным давлениям, рукав армируется: между слоями основного материала располагается один или несколько слоев гибкой и прочной оплетки или навивки.
Что еще полезно знать об устройстве рукавов?
- В качестве оплетки или навивки может применяться текстиль или синтетическая нить; однако наибольшую прочность обеспечивает стальная проволока.
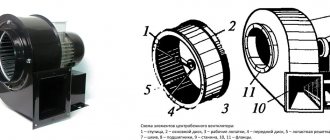
Схема устройства рукава из старого учебника. Разумеется, текстильная оплетка сейчас встречается редко.
- Максимальное количество слоев армирования может достигать шести. Однако в тяжелой технике наиболее часто используются навивочные рукава 4SH с четырьмя слоями навивки проволокой высокой прочности.
- Каждый слой оплетки расположен по винтовой линии, в то время как навивка строго перпендикулярна оси трубы. Благодаря этой особенности навивочное армирование позволяет выдерживать большие давления, зато оплеточное обеспечивает меньший радиус изгиба.
- Максимальное рабочее давление обратно пропорционально внутреннему сечению рукава. Причину этого понять несложно: при фиксированном давлении в 400 кгс/см2 суммарное усилие, воздействующее на внутреннюю поверхность шланга, будет тем выше, чем больше площадь этой поверхности. А она линейно зависит от внутреннего диаметра.
Причины поломок
Ремонт шлангов ГУР может потребоваться по целому ряду причин:
- заводской брак — недостаточно хороший обжим стыка шланга и фитинга актуален из-за работы на неотлаженном, устаревшем или некачественном оборудовании;
- порезы и разрывы — появляются вследствие провисания рукава внутреннего давления из-за того, что его длина не соответствует необходимым параметрам;
- разрывы шланга и срывы соединительных частей — возникают из-за того, что давление в нём оказалось выше, чем то, на которое он рассчитан;
- повреждения внешнего слоя — появляются из-за эксплуатации шланга в температурном режиме, на который он не рассчитан.
Повреждения шлангов высокого давления
Причины повреждений можно разделить на следующие виды:
Важно! Чтобы максимально обезопаситься от возможных повреждений РВД, при их выборе необходимо тщательно проверять соответствие их характеристик и параметров условиям эксплуатации.
Рукава высокого давления с фитингами
Соединение шлангов. Способы соединения шлангов своими руками
Если вы не хотите покупать современные пластиковые приспособления для соединения изделий, можете воспользоваться одним из проверенных народных способов: через недорогой переходник, через отрезок трубы и через штуцер (в случае если шланг подключается к трубе).
На сегодняшний день в продаже доступны штуцеры для шлангов под любую трубу и под любой шланг, и стоят они достаточно дешево.
Для полипропиленовых труб можно использовать аналогичные решения с внешней резьбой, вкручивая в фитинг. Единственный момент, на который нужно обязательно обратить внимание — это толщина и длина штуцера. Прихватить шланг можно при помощи специального хомута, можно воспользоваться проволочной скруткой. По качеству соединения разницы абсолютно никакой, зато стоимость снижается в несколько раз, если сравнивать с фабричными пластиковыми соединителями.
Обычное дело, когда на садовом участке или в огороде валяется множество различных шлангов. Отрезки изделий можно соединить при помощи куска трубы подходящего размера и использовать в хозяйстве. Делается это очень просто: на отрезок длиной около 10 см с 2-х сторон надеваются шланги и схватываются, как уже было сказано ранее, проволокой или хомутами.
Схема соединения сливного шланга.
Переходник-соединитель, как и труба, упомянутая в предыдущем примере, соединяет оба куска шланга, только имеет на концах специальные насечки, которые делают процесс стыковки с шлангом легче и удобнее, если диаметры соединений не совсем подходят друг к другу.
Вы можете самостоятельно сделать соединитель шлангов из соединительной муфты и полипропиленовых отрезков. В сборе подобный самодельный соединитель выглядит достаточно хорошо и качественно держит шланги на ¾. Аналогичным способом можно изготовить и тройник для соединения шлангов. Ближайший магазинный аналог — муфта (изделия зажимаются с помощью накидной гайки и лепестков с обеих сторон).
Для качественного и надежного соединения шлангов подготовьте необходимые инструменты и материалы, а именно:
- труборезные ножницы;
- верстак;
- муфты;
- переходники;
- гайки;
- хомуты;
- проволоку;
- гаечные ключи.
Устранение поломок
Ремонт шлангов и трубок охлаждения АКПП, равно как и ГУР, заключается в следующем:
- замена вышедшего из строя элемента;
- замена сломанных соединительных элементов.
Стоит отметить, что технология работ и в первом, и во втором случае очень похожа, поскольку предусматривает необходимость обжима муфт. Этапы работы включают в себя:
- отсоединение повреждённого шланга, замеры его длины и ознакомление с маркировкой для подбора диаметра;
- отрезание нового рукава на специальном станке в соответствии с размерами старого;
- для ремонта рукава повышенного давления — зачистка его краёв как снаружи, так и внутри до стальной оплётки;
- подбор фитингов с требуемыми параметрами;
- на обжимных станках осуществляется опрессовка фитингов с подбором обжимных кулачков для разных диаметров;
- тестирование качества опрессовки при помощи специального щупа или на испытательном стенде.
Замена поврежденных шлангов высокого давления
Из всего вышесказанного можно сделать вывод, что ремонт РВД заключается или в замене поврежденного участка или в замене пришедших в негодность фитингов.
При замене поврежденного участка, так же как и при замене фитингов, понадобится обжимать соединительные муфты, то есть технологически эти два действия очень похожи.
Шланги высокого давления
Последовательность операций при этом выглядит таким образом:
- Поврежденный рукав отсоединяется от основного механизма.
- На отрезном станке режется новый рукав по размеру старого. Причем для замера берется расстояние между торцами ниппелей на его концах. Выбирать лучше РВД, рассчитанный на большее давление, чем то, на которое был рассчитан старый РВД.
- Подобрать нужный диаметр поможет маркировка, которая ставится на рукавах.
Заводская маркировка DN обозначает диаметр внутреннего канала шланга.
Если попалось нестандартное соединение, то ремонт осуществляется с помощью ремонтного фитинга. Для этого берется головка старого фитинга, к которой припаивается часть, подлежащая опрессовке.
Рукава высокого давления
Этим методом часто пользуются автолюбители для экстренного ремонта шлангов ГУР, а так же владельцы насосов и минимоек Кирхер.
Как соединить поливочный шланг. Как и чем соединять поливочные шланги
Шланги очень популярны в частных секторах, особенно на дачах в летний период (для поливки и организации водопровода). С ними легче, чем с трубами – захотел обрезал, захотел – нарастил, их легко переносить и никаких умений по коммутации вообще не нужно.Существует несколько решений соединять шланги – народные средства и появившиеся в последнее время пластиковые соединители.Сперва посмотрим на понтовые картинки взрослых решений:Таких переходников, тройников и крестовин очень много в продаже. А у Gardena вообще соединители очень здорово выглядят:
Быстросъёмные соединения для шлангов. Быстросъемные соединения для шлангов: описание и виды
В организации современных систем полива быстросъемные соединения незаменимы. Эти детали упростят весь процесс подачи и распределения воды. Основной сложностью остается выбор устройств, так как они отличаются функциональностью, размерами, основным материалом производства.
Особенности
Кроме поливочной системы, быстросъемные соединения могут использоваться в агрегации с компрессорным оборудованием. Например, при покрасочных работах, для подачи воздуха. Все эти системы требуют подключения определенных шлангов. Эксплуатационные особенности быстросъемных соединений различны. Эти детали для соединения шлангов имеют общие характеристики.
- Компактность. Легкий вес соединительного элемента значительно упрощает его эксплуатацию.
- Высокая коррозионная стойкость. Современные материалы изготовления обеспечивают этот фактор.
- Надежность крепления. Это обеспечивается формой изделия. За счет сочетания ступенчатых деталей и уплотнительных колец элементы обеспечивают повышенную степень герметизации.
- Геометрическая форма изделия позволяет быстро подключать и отключать соединение. Быстрая смена шлангов позволяет расширить возможности использования оборудования.
- Быстросъемные соединения удобны тем, что их монтаж доступен любому человеку. Специальных навыков и профессиональных инструментов для этого не нужно. Многие современные соединения снабжены автоматикой. Для скрепления двух частей шланга на разъем достаточно немного надавить.
Оборудование для опрессовки (обжима) шлангов высокого давления
Для изготовления шлангов высокого давления применяют особый тип оборудования — опрессовочные станки. С их помощью происходит формирование надежного соединения компонентов конструкции РВД.
Принцип работы опрессовочных станков
Общий принцип работы станка основан на прессовании фитингов различной конфигурации на торцевые части рукава. Выполнение этой работы требует точного расчета оптимальной степени прижима, сохранение целостности шланга высокого давления.
Конструктивно обжимной центр состоит из гнезда для кулачков, блока увеличения давления (механического, электрического или гидравлического), устройства управления.
Предварительно на заготовку РВД устанавливается требуемый фитинг. Важно контролировать глубину его монтажа.
В случае надобности выполняется обработка торца рукава – выравнивание плоскости, обезжиривание и снятие технологической кромки. Это не должно сказаться на качестве соединения.
Порядок выполнения работы на обжимном оборудовании для изготовления или ремонта рукавов высокого давления.
- Выбор плашки, соответствующей диаметру шланга и фитинга.
- Установка ее в гнездо, проверка надежности.
- Монтаж соединительного элемента на рукав.
- Проверка величины опрессовочного воздействия.
- Установка заготовки в станок для опрессовки и его активация.
Длительность воздействия определяется размерами детали и характеристиками оборудования. Эти данные можно взять из технического паспорта.
Во время выполнения процедуры нельзя проворачивать или иным способом изменять положение рукава. Это может сказаться на качестве обжима.
Классификация опрессовочного оборудования
Станки для подобной обработки востребованы во всех типах производства, автомобилестроения, химической и пищевой промышленности. Они отличаются техническими и эксплуатационными характеристиками, а также конструкцией.
Важно изначально определиться с планируемым объемом производства. Если оборудование предназначено для ремонта гидравлических шлангов высокого давления автомобильной техники – можно выбрать недорогой станок, но с минимумом функций. Для постоянной эксплуатации потребуется модель с большей производительностью.
Существует определенная классификация, знание которой поможет выбрать оптимальный вариант:
- стационарный или переносной. Первые используются для комплектации производственной линии. Переносные предназначены для проведения оперативных ремонтных или профилактических работ;
- производительность. Учитывается время смены плашки, скорость изготовления одного РВД;
- тип привода. Для небольших объемов работ по изготовлению РВД используют ручные модели. Электрические отличаются высокой надежностью, но для их работы необходимо подключение к сети. Гидравлические чаще всего имеют большие размеры, так как для создания воздействия в их комплектации присутствует компрессор или баллоны со сжатым воздухом.
Главным является тип задачи, которую должно выполнять это оборудование. Учитывается не только производительность, но и эксплуатационные качества.
Для стационарных моделей потребуется обустроить монтажную площадку, так как их масса достаточно велика.
Совет по выбору станка
Промышленное или ремонтное оборудование имеет определенные технические характеристики. Они являются основным критерием выбора. Поэтому предварительно необходимо изучить параметры готового изделия и подобрать обжимной станок, который бы соответствовал им.
Основные параметры выбора:
- усилие опрессовки, тонн;
- максимальный и минимальный диаметр РВД. Учитывается количество слоев оплетки;
- для электрических моделей – напряжение в сети;
- максимальное значение раскрытия кулачков, мм;
- габариты и вес;
Важное значение придается плашкам. Они могут быть как опрессовочные, так и маркировочные. В некоторых случаях потребуются специальные конструкции для ограниченного обжима изделия. Они изготавливаются под заказ.
Преимуществом опрессовочного станка является его универсальность. С его помощью можно не только изготавливать качественные РВД, но и делать обжим любых изделий. Важно, чтобы они соответствовали параметрам оборудования.
Быстросъемное соединение для садовых шлангов. Виды
Основное качество всех видов быстросъемных коннекторов – взаимозаменяемость. Пластиковые переходники для поливочных целей могут использоваться самые разные.
Один из самых популярных видов креплений элементов в различных сферах – байонетное соединение. Оно универсальное и быстровыполнямое. Обычно достаточно осевого поворота или перемещения вокруг оси одной части относительно другой. Само обозначение «байонет» переводится как «штык» и является действующим обозначением крепления штыка к стрелковому оружию.
Байонетным способом соединяются детали в электричестве, в основном высокочастотные разъемы. Байонетным соединением крепятся все пожарные рукава. Оно же используется для быстрого крепления объектива к фотоаппарату. Этот механический рычаг вытеснил многие резьбовые соединения, которые применялись раньше, например, в железнодорожной и автомобильной сферах.
Это универсальное быстросъемное соединение.
Пластмассовый или латунный штуцер – это изделие, на одном из концов которого присутствует внутренняя или наружная резьба, а на другом есть «елочка», на которую надевается шланг.
Виды штуцеров с «елочкой» подразделяются на:
- приварные;
- без шестигранника;
- двойной (елочка-елочка).
Эта соединительная деталь предназначена для крепления шлангов для полива, пищевых рукавов к оборудованию или к системе трубопроводов в целом. Штуцер бывает стальной (из черной либо нержавеющей основы), латунный, медный и из прочих металлов, например ПНД, или резиновый.
Соединение тоже быстроразъемное, удобное в применении, но не универсальное, так как различается размерами.
Работа гидравлики
Шланги, которые принято чаще именовать рукавами высокого давления, являются гибкими трубопроводами, для которых основной задачей является перекачка рабочих жидкостей. В качестве транспортируемого материала выступают специально подготовленные моторные масла или рабочие жидкости, имеющие в основе минеральные масла, водные растворы эмульсолов, гликоля, а также консистентных смазок.
Без качественных гибких рукавов, выдерживающих требуемое давление, и разветвленной системы трубопроводов сложно представить работу гидроусилителя. Кроме прямой обязанности, касающейся перекачки рабочей жидкости, такие шланги выполняют роль демпферов (компенсаторов), повышающими эксплуатационный период соединительных элементов, арматуры, фитингов и системы в целом.
Получению таких результатов способствует поглощение вибрации гибкими элементами. Негативная сторона явления заключается в том, что требуется периодическая замена или ремонт шлангов гидроусилителя руля на износившихся участках. Ведь все потертости или перегибы в скором времени приводят к тому, что трубка дает течь.
Виды работ по ремонту гидравлических шлангов высокого давления
Чаще всего требуются следующие виды ремонтных работ:
- замена только шланга без фитингов. Это возможно, если из строя вышел только рукав, а муфты и прочие соединительные элементы не повреждены. В этом случае фитинги демонтируются, а шланг меняется на новый. После этого изделие опрессовывается с помощью старых соединений;
- замена фитингов. Ее выполняют, если повреждены только соединительные элементы. Процедура замены аналогична предыдущему пункту, за исключением того, что старый шланг опрессовывается новыми фитингами.
Особенности ремонта шланга с высоким давлением
Шланги высокого давления, чаще называемые рукавами высокого давления (РВД), предназначены для создания или поглощения рабочего усилия, которое под высоким давлением передается закачанными в них жидкостями или газами.
Шланг высокого давления
Основная область применения РВД – гидравлические и пневматические системы различных устройств и механизмов. Вне промышленного производства с РВД чаще всего имеют дело владельцы автотранспорта, это шланги гидроусилителя руля (ГУР), и те, кто пользуются насосами высокого давления, например, самой распространенной у нас марки Керхер.
Часто задаваемые вопросы
Как быстро вы проводите ремонт гидравлических шлангов высокого давления?
Мы устраняем повреждения рукавов максимально быстро и с гарантией качества. В большинстве случаев время ремонта не превышает 20-30 минут.
Ремонтом РВД каких типов и разновидностей вы занимаетесь?
Мы ремонтируем практически все виды продукции. Работаем с рукавами, которые рассчитаны на давление свыше 700 бар, шлангами ГУР, трубками кондиционеров, шлангами моек высокого давления.
Сколько стоит ремонт гидравлических шлангов?
Стоимость ремонта определяется индивидуально. Она зависит от длины, диаметра, класса рукава, типа используемых соединительных элементов. Например, усиленные шланги типа 4SP или 4SH требуют дополнительной зачистки внешнего резинового слоя, а при установке фитингов с двойным замком Interlock необходима также зачистка и внутреннего слоя. Все эти операции влияют на итоговую цену работ.
Конструкционные особенности рукавов ГУР
Кроме работы под высоким давлением, шланг гидроусилителя обязан иметь пониженную восприимчивость к используемым рабочим жидкостям. Благодаря этому его внутренняя поверхность изготавливается на основе маслостойкого и бензостойкого синтетического каучука.
Наружная поверхность защищена слоями износостойкой резины. При определенных обстоятельствах данный слой играет роль термической защиты. У него могут быть такие поверхности:
Наружный и внутренний слой делятся металлической оплеткой. Это придает всей конструкции требуемую эксплуатационную прочность и допустимую жесткость. Проволочные слои чередуются с прорезиненными элементами.
Принято разделять такие типы шлангов:
- Навивочные. Во время изготовления данного изделия витки проволоки оплетаются равномерно по всему периметру.
- Оплеточные. Каждый виток охватывает рукав под определенным углом к общей оси таким образом, чтобы происходило перекрещивание с витками предыдущих слоев. Такая технология повышает прочность конструкции и может работать под более высоким давлением, чем предыдущий тип.
Каркасом для рукава в отдельных моделях выступает текстиль. Геометрические и физико-химические параметры проволоки и резины стандартизированы для различных сфер применения.
Структура РВД
Конструкция РВД обусловлена необходимостью выдерживать внутреннее давление, которое может доходить до нескольких сотен атмосфер.
Кроме того, внутренняя поверхность шланга высокого давления должна быть невосприимчива к воздействию транспортируемой среды. Поэтому нижний его слой делается из маслобензостойкой резины или синтетического каучука.
Для изготовления верхнего, более толстого слоя рукава высокого давления используется износостойкая резина, которая в случае необходимости дополняется термозащитой в виде гофрированного покрытия, металлического или полимерного.
Между верхним и нижним слоями резины в несколько слоев наматывается металлическая проволока, благодаря чему шланг получает нужную жесткость и прочность. Слои проволоки перемежаются тонкими резиновыми плёнками.
В зависимости от способа намотки проволоки различаются два вида шлангов высокого давления:
- Навивочные. При производстве шлангов этого типа витки проволоки наматываются ровными рядами.
- Оплеточные. В этом случае витки навиваются под углом к оси шланга так, чтобы витки предыдущего слоя скрещивались с витками следующего слоя проволоки. Оплеточные РВД обладают большей прочностью и способны выдержать большее давление, чем навивочные шланги.
Рукав высокого давления
В роли внутреннего жесткого каркаса кроме проволоки может выступать текстиль.
Количество слоёв проволоки и толщина слоев резины задаются стандартами, определяющими область применения того или иного типа РВД.
Изготовление и ремонт рукавов гидроусилителя
Бессрочная акция: — 30% скидка на все виды работ и услуг.
Варшавское шоссе 170Г
Режим работы отдела: с 9:00 до 23:00, ежедневно.
Консультация по телефону:
+7
Чуть более полувека назад «легковушками», да и значительной частью грузовых машин, «рулили» используя только механический привод и физическую силу водителя. Мехнизмами гидравлического усиления рулевого управления оснащалась только большегрузная либо военная техника. В настоящее время системами ГУР оснащено большинство марок легковых автомобилей.
Гидроусилитель руля значительно облегчил управление транспортным средством. Теперь можно править машиной без применения особых физических усилий. Кроме того, использование гидравлики позволяет более надежно удерживать автомобиль при движении на больших скоростях, обеспечивает высокую скорость реагирования при проколах колес и изменении дорожной ситуации.
Штуцера, трубки и шланги гидроусилителя руля
находятся в непосредственной близости от дорожного покрытия, и поэтому подвергаются множеству вредных воздействий. Это ― разрушающее влияние воды, дорожной грязи, химических реагентов, погодных условий и еще множества факторов, повышающих опасность повреждения соединительных частей ГУР. Очень часто разрыв магистрали происходит во время наезда на препятствия или движения по бездорожью.
Одной из самых распространенных неисправностей гидравлического усилителя, являются поломки соединительных элементов трубопроводов ГУР. Поскольку рабочее давление системе составляет 60…70 бар, а кратковременные пиковые нагрузки могут достигать и 160 бар, то нередки случаи, когда рукава слетают с трубок и штуцеров или даже рвутся. Для устранения такой опасности гидравлические системы рулевого управления современных автомашин оснащены гасителями гидроударов.
Но наиболее часто поломки происходят по причине неправильного подбора гибких деталей и недостаточно плотного обжатия мест их соединения, которое случается при неквалифицированном ремонте. Не стоит пытаться произвести эти работы самостоятельно. Отсутствие навыков, специального оборудования и нужных материалов делают ремонт шланга высокого давления ГУР своими руками
весьма рискованным и трудоемким занятием, особенно, если тот оснащен демпфером гидроударов. Для ремонта таких рукавов требуется специальное оборудование и опыт, которые имеются у специалистов автосервисов .
- Ремонт шлангов высокого давления ГУР
происходит в следующей последовательности: - Подбирается материал нужного сечения, рассчитанный на нужное давление.
- Отрезается кусок нужной длины на специальном резаке и к нему подбирается соответствующая обжимная муфта.
- Наносятся метки на металлические соединительные части и штуцера или изготавливается шаблон, для того чтобы при сборке придать нужную конфигурацию изделию.
- Снимаются заводские обжимки со старых трубок с помощью специальных режущих инструментов.
- На посадочные места надевается шланг с обжимными муфтами, и производится первичный обжим соединений.
- Восстанавливается прежняя, заводская геометрия изделия по меткам или шаблону, путем поворота трубок и штуцеров в нужное положение.
- Производится финишная фиксация соединений, со строгим контролем заранее установленного усилия.
Учитывая высокую возможность внезапного отказа системы гидроусиления руля из-за некачественного обслуживания ее магистралей, мы настоятельно рекомендуем обращаться к профессионалам чтобы произвести быстрый и надежный ремонт шлангов ГУР высокого давления в Москве
.
Для ремонта автомобильных трубопроводных магистралей используется продукция ведущих мировых производителей из Японии, Германии и США. Это высококачественные эластичные рукава высокого давления с тканевым, металлическим или комбинированным армированием. В ассортимент входят изделия, специально предназначенные для трубопроводов рулевого управления с гидроприводом.
Одной из распространенных формулировок в протоколах о ДТП является: «Не справился с управлением». Нарушение герметичности магистрали гидроусилителя руля стоит не на последнем месте среди множества причин для таких заключений. При малейшем подозрении на любую неисправность в системе необходимо произвести срочный квалифицированный ремонт шлангов ГУР
в сервисных .
Предполагаемые повреждения
Автомобилисты могут в процессе эксплуатации сталкиваться с разными типами повреждений гидравлики, после которых необходим ремонт шлангов ГУР. Можно обозначить такие пункты:
- Брак производителя. Особенность характерна для недостаточно известных компаний-изготовителей гидравлического оборудования. Характеризуется поломка некачественным обжимом стыка рукава либо фитинга. Такое происходит при неотлаженном или неверно настроенном оборудовании.
- Эксплуатационная выработка. Повреждения получаются вследствие износа во время работы механизма. Основными проблемами являются разрывы корда, порезы и перетертые участки. Часто это возникает за счет провисаний шланга из-за неправильно подобранной длины.
- Конструкционные нестыковки. Выход из строя происходит по причине установки несоответствующего по заданным автопроизводителем характеристикам оборудования. В таких ситуациях возможен разрыв провода либо срыв фитингов по причине несоответствия давления в системе с допустимым значением для шланга.
- Разногласие в температурных либо химических характеристиках. Повреждение структуры может наступать во время эксплуатации при температуре окружающей среды, на которую не рассчитывалась такая резина, а также во время использования агрессивных химических веществ в структуре рабочей жидкости.
Повреждения на шлангах ГУР
Все характеристики и допустимые эксплуатационные параметры для каждого шланга производитель указывает в инструкции по применению.
Неисправности гидравлики, с которыми не рекомендуется дальнейшая эксплуатация автомобиля:
- фитинги значительно повреждены коррозионными процессами;
- значительный излом рукава;
- существенное истирание наружной части шланга;
- наличие полной или частичной закупорки внутри рукавов;
- отсутствие герметизации соединений;
- срыв фитинга с посадочного диаметра;
- утечка жидкости на стыках;
- деформация или повреждения внутренней поверхности от высокого давления или превышения температуры.
Во всех случаях требуется замена или ремонт рукава.
Ремонт шлангов ГУР своими руками
Шланги высокого давления используются в пневматических и гидравлических конструкциях. В автомобильной отрасли они нашли широкое применение в рулевом управлении. Благодаря встроенному гидроусилителю водитель имеет возможность не прикладывать значительную нагрузку на руль при повороте.
Однако, в определенных условиях эксплуатации возможны различные деформации трубок или рукавов. Впоследствии это приводит к нестабильной работе узла, исправить которую сможет ремонт шлангов высокого давления ГУР своими руками или при помощи специалистов станции техобслуживания.
Работа гидравлики
Шланги, которые принято чаще именовать рукавами высокого давления, являются гибкими трубопроводами, для которых основной задачей является перекачка рабочих жидкостей. В качестве транспортируемого материала выступают специально подготовленные моторные масла или рабочие жидкости, имеющие в основе минеральные масла, водные растворы эмульсолов, гликоля, а также консистентных смазок.
Без качественных гибких рукавов, выдерживающих требуемое давление, и разветвленной системы трубопроводов сложно представить работу гидроусилителя. Кроме прямой обязанности, касающейся перекачки рабочей жидкости, такие шланги выполняют роль демпферов (компенсаторов), повышающими эксплуатационный период соединительных элементов, арматуры, фитингов и системы в целом.
Получению таких результатов способствует поглощение вибрации гибкими элементами. Негативная сторона явления заключается в том, что требуется периодическая замена или ремонт шлангов гидроусилителя руля на износившихся участках. Ведь все потертости или перегибы в скором времени приводят к тому, что трубка дает течь.
Конструкционные особенности рукавов ГУР
Кроме работы под высоким давлением, шланг гидроусилителя обязан иметь пониженную восприимчивость к используемым рабочим жидкостям. Благодаря этому его внутренняя поверхность изготавливается на основе маслостойкого и бензостойкого синтетического каучука.
Наружная поверхность защищена слоями износостойкой резины. При определенных обстоятельствах данный слой играет роль термической защиты. У него могут быть такие поверхности:
- гофрированная;
- полимерная;
- металлическая.
Наружный и внутренний слой делятся металлической оплеткой. Это придает всей конструкции требуемую эксплуатационную прочность и допустимую жесткость. Проволочные слои чередуются с прорезиненными элементами.
Принято разделять такие типы шлангов:
- Навивочные. Во время изготовления данного изделия витки проволоки оплетаются равномерно по всему периметру.
- Оплеточные. Каждый виток охватывает рукав под определенным углом к общей оси таким образом, чтобы происходило перекрещивание с витками предыдущих слоев. Такая технология повышает прочность конструкции и может работать под более высоким давлением, чем предыдущий тип.
Каркасом для рукава в отдельных моделях выступает текстиль. Геометрические и физико-химические параметры проволоки и резины стандартизированы для различных сфер применения.
Предполагаемые повреждения
Автомобилисты могут в процессе эксплуатации сталкиваться с разными типами повреждений гидравлики, после которых необходим ремонт шлангов ГУР. Можно обозначить такие пункты:
- Брак производителя. Особенность характерна для недостаточно известных компаний-изготовителей гидравлического оборудования. Характеризуется поломка некачественным обжимом стыка рукава либо фитинга. Такое происходит при неотлаженном или неверно настроенном оборудовании.
- Эксплуатационная выработка. Повреждения получаются вследствие износа во время работы механизма. Основными проблемами являются разрывы корда, порезы и перетертые участки. Часто это возникает за счет провисаний шланга из-за неправильно подобранной длины.
- Конструкционные нестыковки. Выход из строя происходит по причине установки несоответствующего по заданным автопроизводителем характеристикам оборудования. В таких ситуациях возможен разрыв провода либо срыв фитингов по причине несоответствия давления в системе с допустимым значением для шланга.
- Разногласие в температурных либо химических характеристиках. Повреждение структуры может наступать во время эксплуатации при температуре окружающей среды, на которую не рассчитывалась такая резина, а также во время использования агрессивных химических веществ в структуре рабочей жидкости.
Повреждения на шлангах ГУР
Все характеристики и допустимые эксплуатационные параметры для каждого шланга производитель указывает в инструкции по применению.
Неисправности гидравлики, с которыми не рекомендуется дальнейшая эксплуатация автомобиля:
- фитинги значительно повреждены коррозионными процессами;
- значительный излом рукава;
- существенное истирание наружной части шланга;
- наличие полной или частичной закупорки внутри рукавов;
- отсутствие герметизации соединений;
- срыв фитинга с посадочного диаметра;
- утечка жидкости на стыках;
- деформация или повреждения внутренней поверхности от высокого давления или превышения температуры.