До, во время и после установки волоконно-лазерных станков у нас всегда возникает много вопросов о расходе газа при резке металлов. Ниже мы даем некоторую справочную информацию и советы для правильной подачи газа и использования вспомогательных газов.
Азот и кислород лазерного качества, используемые при резке металлов, должны, прежде всего, быть доступны для машины при правильном давлении.
Для кислорода должно быть не менее 8 бар (800 кПа), регулируемое от 5 до 10 бар.
для азота должно быть доступно до 20 бар (2 мПа), регулируемое от 10 до 20 бар.
Сколько газа в конечном итоге потребляет машина, зависит от многих факторов, таких как:
диаметры сопел, используемые при резке
Чем больше отверстие в режущем сопле, тем больше литров газа требуется в единицу времени для поддержания того же ДАВЛЕНИЯ. Если диаметр сопла удваивается, потребление газа будет в квадрате выше и поэтому будет потреблять в 4 раза больше газа.
давление газа, используемого при резке
Более высокое давление часто приводит к более чистой режущей выемке, но это также потребляет больше газа.
Расход ацетилена и кислорода при сварке труб
Разновидности термической резки металла.
Рассмотрим три основных способа терморезки. Первый по распространению тип – это кислородно-автогенная резка.
Область применения – раскрой листового и сортового углеродистого, низколегированного металлопроката, обрезка лишних выступов и кромок, которые образовались во время литья, подготовка деталей под сварку, разделка металлолома и прочее. Данный способ не применяется для разделения нержавеющих высоколегированных сталей, цветных металлов и чугуна.
Следующий тип – это плазменно-дуговая резка. Область применения – это также раскрой, но в данном случае низко- и высоколегированных сталей, а также алюминия, меди и их сплавов.
И последний тип, который мы рассмотрим в данной статье – это лазерная резка, которая является одним из инновационных методов резки металлов.
Этот способ значительно расширяет область применения газовой резки и, благодаря этому, можно эффективно разделять тонколистный прокат, специальный профильный прокат, тонкостенные трубы, как из металлических, так и не из металлических деталей.
Расход газового топлива в различных способах (кислород, ацетилен, пропан) на разделение определяется по специализированным таблицам в зависимости от режима резки, а также от толщины разрезаемого металла.
Читать также: Чем вырезать отверстие в дереве
При вышеупомянутых типах резки по видам топлива номинируется расход газов, которые используются для разогрева разрезаемой конструкции, для резки, а также для образования плазмы.
Повторим, что к таким относятся: кислород, газы-заменители (пропан- бутан, природный газ и др.), ацетилен, а также азот.
Кроме этих газов, используются водород и аргон, но их область и популярность применения не значительна, поэтому включать в содержание статьи мы их не будем.
Во время работы с плазменно-дуговым прибором важно заранее планировать количество сменных специальных электродов (катодов), с циркониевыми или гафниевыми вставками.
Нормы расхода данных электродов меняются в зависимости от интенсивности рабочего процесса и в общем, не превышают 4 стержней за одну смену.
Более точное нормирование расхода стержней будет указано в инструкции по эксплуатации данного агрегата.
Расход газов на резку металла: нормы.
Расхода кислорода на резку металла, как и расход других газов, рассчитывается по специальной формуле:
Рдет = HL + HКh
И в этом уравнении Н – это нормативы расхода во время рабочего процесса, кубический метр газа на метр реза. L – величина разреза или вырезаемой детали, метр.
Kh – это коэффициент, который учитывает множество особенностей рабочего процесса: расход газа на начальном этапе резке, продувка и регулировка, зажигание плазменной дуги, на прогрев металла, и, как правило, он равняется 1.
1 при единичном производстве, или 1.05 – при промышленном производстве.
Норма расхода кислорода на резку металла и прочих газов (Н, кубический метр на один метр разреза) во время разделения в зависимости от мощностей оборудования и режима резки, высчитывается по следующей формуле:
H = Р/V
Где Р – это допустимый расход газов, который указан в технических характеристиках используемого оборудования, метр кубический на час, а V – это скорость разделения метр на час.
Основные значения газового расхода по различным диапазонам скорости резки для некоторых типов оборудования, которые можно применять для расчётов крупного масштаба в промышленном производстве, приведены в следующей таблице.
Основные сведения
Наиболее распространенный способ для осуществления резки металла сегодня – автогенный, его еще называют газовый или кислородный. Его суть сводится к тому, что под воздействием пламени газа, металл нагревается и начинает плавиться, а под воздействием струи кислорода происходит его сгорание, делая узкий паз.
В качестве подогревателя используют ацетилен, пропан-бутан, природный, коксовый газ.
Резка металла может классифицироваться в зависимости от необходимого конечного результата:
- поверхностная;
- разделительная;
- резка копьем.
Поверхностная газовая резка применяется в случаях, когда необходимо удаление слоев металла, чтобы образовались шлицы, канавки и другие конструктивные элементы.
Разделительный вид предусматривает выполнения сквозного реза, для получения необходимого количества металлических элементов, частей. Прожиг металла для получения глубоких или сквозных отверстий называется резкой копьем.
Технологический процесс
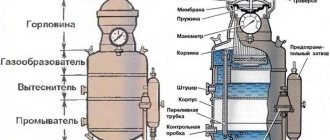
Строение режущего аппарата сконструировано таким образом:
- газовая горелка;
- два баллона;
- смеситель;
- регулятор давления;
- шланги.
Газовая горелка состоит из головки с несколькими соплами, в основном достаточно трех. Через два боковых подается горючее вещество, через третий, который размещается посредине, подается кислород. Баллоны предназначены непосредственно для газа и кислорода, в зависимости от объемов предполагаемой работы подбираются соответствующие по вместительности баллоны.
Для обеспечения одного часа непрерывной работы будет расходоваться в среднем 0,7 м 3 ацетилена (1 м 3 пропана) и 10 м 3 кислорода.
В целом необходимое количество исходного сырья будет зависеть от плотности металла и необходимой температуры для его нагрева.
Сократить расход пропана можно за счет специальных насадок на сопла, которые фиксируют подачу газа в определенном направлении, чем ближе будет подача к кислородной струе, тем возрастет расход топлива.
Регулятор давления необходим для обеспечения разных режимов и скоростей резки. Подавая меньшее количество топлива можно обеспечить низкую температуру, которая необходима для тонкой стали или металла невысокой прочности, а также сократить расход сырья.
Еще одной важной функцией редуктора является поддержание равномерного уровня давления. Если в процессе резки будет прервана подача газа, металл быстро охладеет и дальнейшая обработка станет невозможной.
Необходимое оборудование
Самым первым резаком было устройство Р1-01, его сконструировали еще в СССР, затем появились более модернизированные модели – Р2 и Р3. Отличаются аппараты размерами сопел и мощностью редуктора. Более современные ручные установки:
Они отличаются набором дополнительных функций и производительностью.
Quicky-Е может осуществлять фигурную резку, по заданным чертежам, скорость работы достигает 1000 мм в минуту, максимально допустимая толщина металла до 100 мм. Устройство имеет набор съемных сопел для обеспечения обработки металлических листов или труб различной толщины.
Этот аппарат может работать, используя различные виды горючего газа, в отличие от прототипа Р1-01,который работает только на ацетилене.
Ручной резак Secator имеет более улучшенные характеристики по сравнению с аналогами.
С его помощью можно обрабатывать металл толщиной до 300 мм, это обеспечивают дополнительные насадки, входящие в комплект, они съемные и их можно приобрести дополнительно, по мере износа. Secator может производить следующие виды резки:
Скорость может регулироваться в диапазоне от 100 1200 мм в минуту, а с помощью встроенной муфты свободного хода обеспечивается плавное перемещение машины по листу металла. Редуктор с воздушным охлаждением обеспечивает более чистую работу и сокращает расход горючего вещества.
Вышеперечисленные модели относятся к ручным, то есть они компактные, управляются с помощью рук мастера. Но для больших объемов обрабатываемого металла работать с такими
Читать также: Материал для резьбы по дереву для начинающих
Они представляют собой станок со столешницей, в которую встроен режущий механизм. Работу его обеспечивает электрический
компрессор, для которого необходима электросеть с не менее 380 В и трехфазными розетками. Технология работы моделей стационарных режущих установок ничем, но отличается от ручных. Разница лишь в производительности, максимальной температуре нагрева, и способности обрабатывать металл, толщиной более 300 мм.
Условия для резки металла газом
Для качественной работы установки необходимо обеспечить постоянную подачу газа, поскольку кислороду необходимо постоянное количество теплоты, которая поддерживается в основном (на 70%) за счет сгорания металла и лишь 30% обеспечивает пламя газа. Если его прекратить, металл перестанет вырабатывать тепло и кислород не сможет выполнять возложенные на него функции.
Максимальная температура ручных газовых резаков достигает 1300 о С, это достаточная величина для обработки большинства видов металла, однако, есть и такие, которые начинают плавиться при особо высоких температурах, например, окисел алюминия – 2050 о С (это почти в три раза больше чем температура плавления чистого алюминия), сталь с содержанием хрома – 2000 о С, никеля – 1985 о С.
Если металл достаточно не разогрет и не начат процесс плавления, кислород не сможет вытеснить тугоплавкие окислы. Обратная этой ситуация, когда металл имеет низкую температуру плавления, под воздействием горящего газа он может просто расплавиться, так, нельзя применять данный способ резки для чугуна.
Техника безопасности
Осуществление резки металла с помощью газовой установки лучше доверить опытному специалисту, поскольку при неаккуратном обращении последствия могут быть достаточно печальными.
Техника безопасности предполагает выполнения следующих условий:
Соблюдение этих простых условий обеспечит безопасную и эффективную работу по резке металла газовой установкой.
Особенности резки
Резак надо вести плавно вдоль линии разреза и следить за углом наклона, который отклоняется на 5—6 градусов против движения инструмента. При толщине металла более 0,95 м отклонение увеличивают, прорезав металл на глубину около 20 мм, угол отклонения опять уменьшается. Как резать резаком, чтобы срез был ровным, мы уже подробно объясняли в предыдущем разделе.
Сколько расходуется газа
Расход газов при резке металла пропаново-кислородным резаком, зависит от толщины конструкции и конфигурации разреза. Для наглядности приводим расположенную ниже таблицу:
Горелка для сварки ацетиленом
Газосварка ацетиленом, а точнее, ее качество, зависит от горелки. От точного ее выбора по размерам, от грамотной подачи газов в ее полость. Что касается размеров, то горелки маркируются от нуля до пяти.
В этом случае «0» является самым малым размеров, соответственно «5» — самым большим. Здесь в основном имеется ввиду размер отверстия.
И чем больше он, тем шире будет сварочный шов после сварки, соответственно и больше будет расход газовой смеси.
Поэтому, начиная варить металлические заготовки ацетиленом, нужно в первую очередь убедиться, что наконечник (его номер) соответствует форсунке, через которую будет подаваться горючая газовая смесь.
Перед тем как варить ацетилен сваркой, необходимо открыть подачу ацетиленового газа до появления резкого специфичного запаха. Горелка поджигается, после чего надо постепенно добавлять кислород до образования устойчивого синего пламени.
Обратите внимание, что на каждом баллоне: ацетиленовом и кислородном установлены редукторы. Так вот при подаче обоих газов на ацетиленовом баллоне должна устанавливаться подача под давлением 2-4 атм, на кислородном до 2 атм.
Повышать давление нет смысла, потому что это приведет к неправильной регулировке горючей смеси.
Когда производится сварка черных металлов, то обычно сварщики устанавливают так называемое нейтральное пламя. Состоит оно из трех частей, которые четко видны невооруженным глазом:
- Внутри располагается ядро, оно имеет яркий голубой окрас нередко с зеленоватым оттенком.
- Далее идет восстановительное пламя. Это так называемая рабочая область, имеющая бледно-голубой окрас.
- И сверху располагается факел пламени. И он тоже является рабочим.
Всего специалисты отмечают четыре разновидности пламени ацетиленовой сварки, но именно нейтральный вид используется чаще всего. Его нужно правильно настроить.
И если настройка была проведена неграмотно, то сварка ацетиленом будет не варить металл, а резать его. Очень важно не допустить, чтобы пламя горелки было длинным и с оранжевым концом. Такое пламя вводит в нагретый металл углерод в избытке.
А этот химический элемент для сварочного процесса – не самый лучший показатель.
Способы сваривания
Существует два вида сварки: «на себя» и «от себя». В первом случае горелка движется первой, разогревая до необходимой температуры сварочную ванну, а за ней присадочная проволока.
При этом необходимо, чтобы пламя горелки подавалось в зону сваривания под углом 45°.
Горелка должна двигаться кругами или полукругами вдоль шва, присадка должна поспевать за пламенем и двигаться внутрь сварной зоны.
Во втором случае, наоборот, перед горелкой движется присадочный стержень. Обычно таким способом сваривают заготовки из толстого металла.
Потому что сам процесс расплавления основного металла и присадки происходит одновременно, и смешанный расплавленный металл полностью заполняет сварную ванну.
Но самое важное при таком способе соединения необходимо добиться равномерного смешивания двух металлов. Если взаимное проникновение будет слабым, то и шов получится некачественным.
Кстати, взаимопроникновение металлов, по-научному пенетрация, может выглядеть чисто внешне некрасиво, но при этом прочность соединительного шва будет максимально высоким.
И, наоборот, красивый шов не обеспечивает высокое качество сварного соединения. В этом случае красота может оказаться обманчивой.
Но чтобы результат был гарантированно качественным, необходимо устанавливать зазор между заготовками по минимуму, а также проводить предварительные прихватки с той же целью – уменьшение зазора.
Особенности газовой сварки
Ацетилено-кислородная сварка имеет три основных параметра, от которых зависит качество конечного результата. Это мощность огня (пламени), это под каким углом к сварочной поверхности располагается горелка, диаметр используемого присадочного прутка.
Мощность пламени горелки выбирается в зависимости от теплофизических свойств металла и от толщины свариваемых заготовок.
Зависимость такая: чем толще детали, чем выше у их металла теплопроводность и температура плавления, тем больше должна быть и мощность пламени горелки. Последняя определяется расходом газовой смеси. Чем больше расход, тем выше мощность.
Для каждого вида металлов выбирается свой мощностной показатель. Существуют формулы, по которым он определяется. Основная зависимость – это толщина свариваемых заготовок.
- Для черных металлов (сталь и чугун) мощность располагается в пределах (100-150)n, где n – это толщина детали.
- Для цветных металлов, к примеру, для меди – диапазон равен (150-200)n.
Мощность пламени, как и расход газов, имеет единицу измерения – л/час.
Что касается угла наклона горелки, то она также изменяется в зависимости от толщины соединяемых изделий. К примеру, если толщина варьируется в диапазоне от 1 до 15 мм, то угол наклона будет изменяться от 10 до 80°.
И чем толще металл, тем больше угол наклона.
Но в самом начале сварки необходимо угол наклона выдерживать максимальным, даже до 90°, потому что при таком значении будет быстрее нагреваться соединяемые детали, плюс быстрее сформируется сварочная ванна.
Диаметр присадочного стержня также выбирается в зависимости от толщины заготовок. Формула определения проста: половина толщины плюс один миллиметр. К примеру, если свариваются между собой детали толщиною 4 мм, то для их соединения необходима присадка диаметром 3 мм.
Плюсы и минусы
К преимуществам газовой сварки можно отнести:
- Полная независимость от электричества.
- Возможность изменять температуру сварочной ванны только за счет изменения угла направления пламени, то есть, расположения горелки.
- Возможность избегать прожогов, изменяя расстояние от сварочной поверхности до горелки.
- Аппарат и все оборудования для ацетиленовой сварки мобильно.
Но есть у данной технологии и свои минусы.
- Небольшая производительность сварочного процесса.
- Достаточно большая площадь нагрева, что чаще всего отрицательно влияет на сам основной металл.
- Для проведения сварных работ требуется сварщик с высокой квалификацией.
- Редко используется в промышленных объемах.
Чаще всего же сварка ацетиленовым газом применяется для соединения тонкостенных заготовок. К примеру, для стыковки тонкостенных труб, где невозможно изнутри использовать флюс или защитный газ. Обязательно ознакомьтесь с видео-уроком, правила ведения ацетиленовой сварки.
Поделись с друзьями
Как определить расход сварочной смеси?
Во время планирования бюджета для сварочных работ основное внимание уделяется комплектующим и расходным материалам.
В случае использования защитных газов важным показателем является расход сварочной смеси, особенно если речь идет о серийном и крупносерийном производстве.
И хотя на данный параметр могут оказывать влияние несколько факторов, все же осуществить приблизительные расчеты, и на их основе составить план заправки газовых баллонов, вполне реально.
Резка металла кислородно-пропановым резаком
При возникновении необходимости работы с толстослойным металлом используется газовый резак. Он осуществляет разрез металлического листа с помощью горячей пламенной струи. Она формируется благодаря смешению двух газов — это пропан и кислород.
Кислородно-пропановым резаком невозможно осуществить резку высокоуглеродистых металлов, меди и ее сплавов, алюминия. Спектр материалов, поддающихся воздействию, ограничен низкоуглеродистыми сталями марки от 08 до 20Г по ГОСТу (1050-60) и среднеуглеродистым — от 30 до 50Г2 (ГОСТ 1050-60).
Пропановый резак раскраивает металл, имеющий толщину не более 300 мм.
Для работы необходимо иметь
- кислородные шланги высокого давления
- баллоны с пропаном и кислородом
- мундштук
- резак
Все детали газового оборудования стандартные и при поломке могут быть заменены.
Подготовка к работе
Перед началом работ необходимо убедится в безопасности: на одежде, полу, окружающих поверхностях должны отсутствовать следы масла и прочие легковоспламеняющиеся вещества. Далее следует осмотреть газовое оборудование на предмет полной комплектации и исправности. Следующие шаги помогут привести оборудование в режим готовности:
- Продуйте все шланги высокого давления газом для удаления пыли и грязи, прежде чем начнете подсоединять их. Проверьте подсос в каналах резака. Прикрепите с помощью ниппеля и гайки кислородный шланг к штуцеру с правой резьбой. Пропановый шланг прикрепите к левому штуцеру;
- Проверьте, нет ли утечки газов в разъемных соединениях;
- Проверьте исправность манометров. Обратите внимание на герметичность газовых редукторов.
Начало работы
Расход кислорода при резке металла в 10 раз выше, чем расход пропана.
- Закройте все вентили резака и выставьте на редукторах рабочие атмосферы: на кислородном – 5, на газовом – 0,5.
- Откройте пропановый баллон на четверть и подожгите.
- Уприте сопло резака под наклоном в металлическую поверхность и плавно откройте регулирующий кислород.
- Переходите к процессу регулировки пламени: поочередно открывайте кислород и газ, пока пламя не приобретет синий цвет и у него не появиться коронка.
- Силу пламени выбирайте исходя из толщины металла.
Процесс резки
- Начинайте резку металла с той точки, от которой должен пойти разрез.
- Разогрейте эту точку до температуры возгорания металла (1000-1300 C). Когда металл воспламенится (поверхность при этом будет выглядеть мокрой) откройте вентиль режущего кислорода и пустите узконаправленную струю.
- Плавно ведите резак кислородный по линии разреза, под углом 84-85° в противоположную сторону от резки. Если толщина метала больше 95 мм, сделайте отклонение на 7-10°.
- После того, как линия разреза достигла 15-20 мм, измените угол наклона на 20-30°.
При правильном выборе скорости перемещения газового резака поток искр и шлака вылетает из разреза прямо вниз, кромки при этом получаются чистыми, отсутствуют подтеки и наплавления.
Если в процессе выполнения работы у вас оборвался кислородный шланг – не паникуйте. Закройте подачу пропана, а затем оба баллона. Исчезнувшее в процессе регулировки пламя нужно разжечь повторно, предварительно закрыв вентили резака.
Расход ацетилена и кислорода при сварке труб – Справочник металлиста
Старая сварочная технология, с помощью которой всегда получается красивый и прочный шов, ацетиленовая сварка. В основе данного процесса лежит горючий газ – ацетилен, который всегда получали при помощи смешивания воды и карбида кальция.
И делали это в специальном баллоне, называемом генератором. К оборудованию добавлялся кислородный баллон, комплект шлангов, горелка, установленная на специальной рукоятке, на которой располагаются регулирующие вентили.
С их помощью регулировалась подача и расход ацетилена и кислорода.
Возни с генератором газа всегда было много. Его необходимо было перед каждым сварочным процессом загружать карбидом и заполнять водой. После окончания сварки смесь сливали, тем самым получали непредвиденный расход материалов. Сегодня вместо капризных генераторов используют баллоны, которые в заводских условиях заполняются ацетиленом под необходимым давлением.
От чего зависит потребление защитного газа
Основными показателями во время сварки, которые влияют на расход сварочных смесей, являются:
- Сила тока;
- Диаметр используемой проволоки;
- толщина свариваемого металла.
Многие производители указывают эти значения в паспортных данных на конкретный защитный газ, что значительно упрощает расчет.
Например, среднее потребление аргоновой смеси, применяемой при сварке методом TIG с током 100 А, будет равняться 6 л/мин. При увеличении силы тока до 300 А, расход увеличится до 10 л/мин.
Таблица влияния силы тока, напряжения дуги, скорости сварки на размер и форму шва
Такая же тенденция наблюдается и при методе MIG – увеличение диаметра проволоки с 1 мм до 1,6 мм приводит к увеличению потребления газа с 9 л/мин до 18 л/мин.
Диаметр проволоки также имеет важное значение
Большое влияние оказывают условия, в которых происходят сварочные работы.
На открытом пространстве, или при наличии сквозняков, расход будет увеличиваться, поскольку для создания оптимальной защиты металла от влияния посторонних факторов потребуется больше защитного газа.
В этом случае заправка баллонов будет осуществляться чаще, чем при работе в закрытом помещении. Кстати, обо всех нюансах наполнения газовых баллонов читайте в статье: заправка газовой смесью: как это делается.
Как определить расход сварочной смеси?
Во время планирования бюджета для сварочных работ основное внимание уделяется комплектующим и расходным материалам. В случае использования защитных газов важным показателем является расход сварочной смеси, особенно если речь идет о серийном и крупносерийном производстве. И хотя на данный параметр могут оказывать влияние несколько факторов, все же осуществить приблизительные расчеты, и на их основе составить план заправки газовых баллонов, вполне реально.
От чего зависит потребление защитного газа
Основными показателями во время сварки, которые влияют на расход сварочных смесей, являются:
- Сила тока;
- Диаметр используемой проволоки;
- толщина свариваемого металла.
Особенности использования ацетилена и кислорода во время сварки
Кислород позволяет довести температуру пламени до нужной при проведении сварки. Газопламенная обработка позволяет получить высокую эффективность проведения работ и хороший конечный результат. При проведении работ применяется газообразный кислород.
Кислород позволяет довести температуру пламени до нужной при проведении сварки. Газопламенная обработка позволяет получить высокую эффективность проведения работ и хороший конечный результат. При проведении работ применяется газообразный кислород.
Уровень расхода газа будет зависеть от целого ряда параметров, среди которых толщина проволоки и металла, а также тип шва. Далее мы приведем таблицу расхода газа при использовании наиболее распространенной смеси с ацетиленом.
Толщина металла, мм
Для того чтобы узнать подробности, свяжитесь с . Наши специалисты ответят на вопросы о расходе конкретного газа, а также об особенностях его использования в различных условиях. Мы поставим вам баллон нужного типа по наиболее выгодным ценам.
источник
Нюансы использования
Перед началом работ с ацетиленовой либо другим видом горелки, необходимо придерживаться следующих правил:
- Проволоку необходимо тщательно очистить от грязи, краски, следов масла и коррозии, окалины. Последняя легко удаляется при ударе прутка о твердую поверхность.
- Швы формируются равномерно, достаточно медленно.
- Не допускать разбрызгивание металла при сварке.
- Остывший валик шва должен иметь гладкую однородную поверхность.
- Исключается наличие дефектов в виде пор, различных выемок, шлаковых включений.
- Тугоплавкие оксиды не должны образовывать корку на поверхности рабочих элементов.
Отсутствие в сварочной ванне присадочного материала предупредит оформление нежелательного покрытия, которое образуется вследствие реагирования азота на кислород.
Несоблюдение правила негативным образом отразится на качестве шва.
Выбрать необходимую проволоку для проведения работ по сварке, специалисту большого труда не составит.
Главными условиями являются — соответствие диаметра электрода толщине рабочих элементов и аналогичность химического состава.
Материал электродов должен совпадать по строению с элементами конструкции.
Границы применимости
Толщина свариваемых материалов: применение газовой сварки экономически целесообразно для материалов толщиной до 10 мм.
Типы материалов: нелегированные и легированные стали, стальное литье, серый чугун, цветные металлы.
Область использования: сварка тонкостенных металлических изделий, сельскохозяйственное и транспортное машиностроение, монтаж и ремонт трубопроводов.
Параметры: скорость плавления стали 0,2 — 0,5, алюминия 0,15 — 0,2 кг/ч.
Выбор характеристики пламени: нейтральное пламя (соотношение горючий газ: кислород = 1: 1) применяют при сварке стали, окислительное пламя (избыток кислорода) — при сварке латуни, восстановительное пламя (избыток горючего газа) — при сварке алюминия и алюминиевых сплавов.
Положение шва при сварке: нижнее, горизонтальное, горизонтальное на вертикальной поверхности, полупотолочное, потолочное, вертикальное (снизу вверх и сверху вниз).
Расход сварочных материалов
Расход горючего газа: при толщине материала s = 1 мм 100 ацетилена (из 1 кг карбида кальция получают 300 л ацетилена; для полного разложения 1 кг карбида кальция необходимо 10л воды).
Расход сварочной проволоки при газовой сварке в зависимости от толщины металла (при разделке кромок с углом раскрытия 50°)
Максимально допустимый отбор газа из баллона: ацетилена 1000, кислорода 10 000 из каждого баллона.
Рабочие давления, регистрируемые манометром редуктора: для ацетилена 0,2, для кислорода 2,5 — 3,5 кг/см².
Горючие газы для газовой сварки
| Параметр | Ацетилен С2Н2 | Бытовой газ | Водород H2 | Пропан С3Н8 |
| Мощность пламени, ккал/(см². с) Температура пламени при использовании кислорода, °С | 10,7 | 3,03 | 3,34 | 2,56 |
| 3200 | 2000 | 2100 | 2750 | |
| Концентрация, обеспечивающая воспламенение, % (объемн.) | 2,8 — 82 | 6,5 — 35 | 4,1 — 75 | 2,1 — 9,5 |
| 2,8 — 93 | 4,5 — 95 | 3,0 — 45 | ||
| Минимальная температура воспламенения в кислороде, °С | 300 | 450 | 450 | 490 |
| 1,171 | 0,680 | 0,090 | 2,004 | |
| Условия хранения | В стальном баллоне под давлением до 15 кг/см² | Отбор из городской сети | В стальном баллоне под давлением до 150 кг/см² | В стальном баллоне |
| Цвет маркировки баллона | Желтый | Красный | Красный |
Гранулометрия зерен карбида (по TGL 11649, лист I):
Газы, применяемые при сварке и резке
Кислород при атмосферном давлении и обычной температуре – это газ без цвета и запаха, несколько тяжелее воздуха. При атмосферном давлении и температуре 20 °С масса 1 м3 кислорода равна 1,33 кг. Сгорание горючих газов или паров горючих жидкостей в чистом кислороде происходит очень интенсивно, в зоне горения развивается высокая температура.
Для получения сварочного пламени с высокой температурой, необходимой для расплавления металла в месте сварки, горючий газ или пары горючей жидкости сжигают в смеси с технически чистым кислородом.
Если горение газов происходит на воздухе, в котором кислорода содержится только 1/5 по объему (остальные 4/5 составляют азот и другие атмосферные газы), то температура сварочного пламени будет значительно ниже и процесс горения происходит значительно медленнее, чем в технически чистом кислороде.
Сам кислород не токсичен, не горюч и не взрывоопасен, однако, являясь сильнейшим окислителем, резко увеличивает способность других материалов к горению, а при очень высокой скорости горения – к взрыву.
Технический кислород добывают из атмосферного воздуха, который подвергают обработке в воздухоразделительных установках, где он очищается от пыли, углекислоты и осушается от влаги. Перерабатываемый в установке воздух сжимается компрессором до высокого давления и охлаждается в теплообменниках до сжижения.
Жидкий воздух разделяют на кислород и азот. Процесс разделения происходит вследствие того, что температура кипения жидкого азота жиже температуры жидкого кислорода на 13 °С. Азот оказывается более легкокипящим газом и испаряется первым, поэтому его отводят из воздухоразделительной установки в атмосферу.
Жидкий чистый кислород накапливается в воздухоразделительном аппарате. При испарении кислорода им заполняют баллоны под давлением, создаваемым с помощью компрессора.
Технический кислород транспортируют в стальных баллонах согласно требованиям существующих нормативных документов или в автореципиентах под давлением 15±0,5 МПа (150±5 кгс/см2) или 20±1,0 МПа (200 ±10 кгс/см2) при 20 °С.
При наполнении баллонов, их хранении и транспортировании в интервале температур от -50 до +30 °С давление газа в баллоне должно соответствовать приведенному в табл. 49.
Давление кислорода в баллоне в зависимости от температуры окружающего воздуха
Для сварки и резки выпускают технический кислород 1-го сорта чистотой не менее 99,7 % и 2-го сорта чистотой не менее 99,5 %.
При хранении или транспортировке наполненных баллонов давление в них должно соответствовать температуре окружающего воздуха. Хранение и транспортировка наполненных баллонов при температуре выше 60 °С не допускается.
Баллоны с кислородом должны возвращаться на заполнение с остаточным давлением не ниже 0,05 МПа (0,5 кгс/см2).
Вспомогательное оборудование для газовой сварки
Вспомогательное оборудование для газовой сварки
| Вспомогательное оборудование | Среда | Параметры | Изготовитель |
| Распределительный стеллаж I | Кислород, азот, сжатый воздух, водород, пропан, ацетилен, двуокись углерода | Распределительный стеллаж для 4 — 12 стальных баллонов | Autogen |
| Распределительный стеллаж II | Распределительный стеллаж для 2×6, 2×8; 2×10, 2×12, 2×24 стальных баллонов | ||
| Стандартные стальные баллоны для сжатого газа | Кислород, азот, сжатый воздух, ацетилен, двуокись углерода | Объем 40 л, масса без газа 70 кг | |
| Тележка для стеллажа | Кислород, азот, водород | Стеллаж для 20, 33, 54, 72 стальных баллонов | |
| Соединение баллонов | Кислород, водород, пропан, ацетилен | — | |
| Транспортная тележка для баллонов: | |||
| тип исполнения I | 2 стальных баллона | — | Предприятие , Грефендорф, ГДР |
| тип исполнения II | 1 стальной баллон, 1 газогенератор | — | |
| Быстродействующий клапан, один газ | Кислород, ацетилен | Расход 5200 м³/ч | Autogen |
| Быстродействующий клапан, смесь двух газов | Смеси: кислород — ацетилен, кислород — бытовой газ, кислород — водород | Расход кислорода 5200, ацетилена 2000 м³/ч |
Выбор основных и присадочных материалов, термообработка
Для групп материалов, указанных в п. 1.1.1, выбор основных и присадочных материалов при сварке сталей производится по табл. 1.7. Свойства (химический состав и параметры прочности) приведены в табл. 1.8. Параметры сварки стального литья соответствуют параметрам сварки стали.
Сварку серого чугуна производят с предварительным подогревом или до 250 °С («полугорячая сварка»), или до 600 °С (горячая сварка); скорость нагрева и охлаждения 50 °.
Присадочный материал — сварочный пруток из аманита (серого чугуна, Ó в = 30 кгс/мм2, твердость НВ 200, температура плавления 1200 °С), диаметром 4, 5, 6, 8, 10, 12 мм (изготовитель — предприятие по сварочной технике, Эйзенах).
Наиболее интересными (в аспекте газовой сварки цветных металлов) являются прежде всего алюминий и его сплавы. Присадочные материалы можно выбрать по TGL 14908, флюсы — по TGL 14709, лист 2, F-; подготовка соединений — по TGL 14906, листы 1 — 5.
Проволока для стали
Технологии резки металлов
На сегодняшний день в промышленности используются три типовых технологии термического разделения металлических заготовок:
- Кислородная резка.
- Плазменная резка.
- Лазерная резка.
Первая технология – кислородная резка – используется при разделении заготовок из углеродистой и низколегированной стали.
Кроме того, кислородным резаком можно подравнять края кромок уже отрезанных заготовок, подготовить зону раздела стыка перед сваркой и «подчистить» поверхность литой детали.
Расход рабочих газов, в данном случае, определяется тратой и топлива (горючего газа), и окислителя (кислорода).
Вторая технология – плазменная резка – используется при разделении сталей всех типов (от конструкционных до высоколегированных), цветных металлов и их сплавов. Для плазменного резака нет недоступных материалов – он режет даже самые тугоплавкие металлы.
Причем качество разделочного шва, в данном случае, значительно выше, чем у конкурирующей технологии. При определении объемов рабочих газов, в данном случае, важен расход кислорода — при резке металла плазмой за горение материала отвечает именно окислитель. А сама плазма используется, как катализатор процесса термического окисления металла.
Третья технология – лазерная резка – используется для разделения тонколистовых заготовок. Соответственно, объемы расходуемых газов, в данном случае, будут существенно меньше, чем у кислородной и плазменной резки, которые рассчитаны на работу с крупными, толстостенными заготовками.
Нормы расчета горючих газов и окислителя
Нормы расхода пропана и кислорода или ацетилена и кислорода или только окислителя рассчитываются следующим образом:
- Норматив расхода топлива или окислителя на погонный метр разреза (H) умножается на длину разделочного шва (L).
- После этого к полученной сумме прибавляют произведение все того же норматива расхода (H) на коэффициент потерь (k), связанных с продувкой и настройкой резака.
В итоге, расход кислорода при сварке (или расход горючего газа) считается по формуле:
P = HL x Hk
Причем коэффициент k принимают равным 1,1 (для мелкосерийного производства или штучной резки, когда требуется часто включать и выключать резак) или 1,05 (для крупносерийного производства, когда резак работает почти без перерывов).
Определение норматива расхода газов
Для точного определения объемов расходуемых газов необходимо определить основу формулы — норму, которой определяется расход газа на погонный метр прорезаемого металла, обозначаемую в формуле литерой «H».
Согласно общим рекомендациям нормированный расход равняется частному от допустимого расхода разделяющего аппарата (p) (кислородного, плазменного или лазерного резака) и скорости резания металла (V).
То есть формула, по которой рассчитывается нормированный расход кислорода на резку металла (Н), а равно и любого другого газа, участвующего в процессе термического разделения, выглядит следующим образом:
Н = р/V
Искомый результат подставляют в первую формулу и получают конкретное значение расходуемого объема.
Определение значения допустимого расхода и скорости резания
Используемые во второй формуле операнды p
(допустимый расход) и
V
(скорость резания) зависят от множества факторов.
В частности значение допустимого расхода определяется паспортными данными сварочного аппарата. По сути p
равно максимальной пропускной способности форсунки резака в рабочем режиме.
А вот скорость резания – V
– определяется исходя из глубины шва, ширины режущей струи окислителя или плазмы, типа разделяемого материала и целой серии косвенных параметров.
В итоге, значение допустимого расхода извлекают из паспорта «резака», а скорость резания находят в справочниках, которые содержат специальные таблицы или диаграммы, связывающие все вводные данные.
И согласно справочным данным допустимый расход кислорода равняется 0,6-25 кубическим метрам в час. А максимальная скорость резания – 5-420 м/час. Причем для лазерной резки характерен минимальный расход (0,6 м3/час) и максимальная скорость (420 м/час): ведь такой резак разделит только 20-миллиметровую заготовку.
А вот плазменный резак «сжигает» до 25 м3/час кислорода и 1,2 м3/час ацетилена. При этом он разделяет даже 30-сантиметровые заготовки, делая разрез на скорости в 5 метров в час.
Словом, в таких расчетах все относительно: чем больше скорость, тем меньше глубина и чем больше расход, тем меньше скорость.
Ацетиленовая сварка
Старая сварочная технология, с помощью которой всегда получается красивый и прочный шов, ацетиленовая сварка. В основе данного процесса лежит горючий газ – ацетилен, который всегда получали при помощи смешивания воды и карбида кальция.
И делали это в специальном баллоне, называемом генератором. К оборудованию добавлялся кислородный баллон, комплект шлангов, горелка, установленная на специальной рукоятке, на которой располагаются регулирующие вентили.
С их помощью регулировалась подача и расход ацетилена и кислорода.
Возни с генератором газа всегда было много. Его необходимо было перед каждым сварочным процессом загружать карбидом и заполнять водой. После окончания сварки смесь сливали, тем самым получали непредвиденный расход материалов. Сегодня вместо капризных генераторов используют баллоны, которые в заводских условиях заполняются ацетиленом под необходимым давлением.
Нормы расхода топлива на технологию
| Вид технологической операции | Расход топлива |
| Ваграночная плавка на холодном дутье | Кокс 110 — 160 кг на 1 т переплавляемого металла |
| То же на горячем дутье | Тоже 90- 130 кг |
| Сушка песка | Природный газ 25 — 40 МДж на 1 т сухого ■ продукта |
| Сушка глины | То же 50 — 80 МДж |
| Подсушка стержней | 10-15 МДж |
| Сушка и подогрев ковшей | То же 5 — 20 МДж на 1 т жидкого металла |
Расходкислорода и ацетилена приведен в табл.38.
Таблица38
Расход кислорода и ацетилена
| Цехи | Назначение энергоносителя | Расход на 1 т годных отливок, м | |
| Кислород Кислород | Ацетилен | ||
| Серого чугуна | Заварка дефектов | 0,6 — 0,8 | 0,5-0,6 |
| Ковкого чугуна | То же | 0,4 — 0,5 | 0,3-0,4 |
| Сталелитейные | Резка прибылей и заварка дефектов | 3,0 — 4,0 | 1,5-2,0 |
Водаиспользуется для производственных ибытовых нужд. Расчет расхода воды ведетсяпо конкретным потребителям с учетомрасхода, качества воды, системы оборотноговодоснабжения и потерь воды на испарение.
Применяютводу под давлением 0,2 — 0,3 МПа. Среднийрасход промышленной воды в зависимостиот технологической схемы процессаприведен в табл. 39. При этом до 90 %используется оборотного водоснабжения.
Таблица39