Общая информация
Электродуговая сварка — метод соединения металлов, в основе которого лежит использование электрической дуги. Дуга нагревает и плавит металл, позволяя сформировать сварное соединение. Может нагреваться до температуры более 6000 градусов. Этого достаточно для плавления большинства существующих типов металлов.
Электродуговая технология широко используется при сварке и резке металлов. Бывает ручной, полуавтоматической и автоматической.
Технология электродуговой сварки
Технология электродуговой сварки проста. Сварочный аппарат подключается к сети. Один кабель присоединяется к детали, а второй к электродержателю с электродом. Концом электрода постукивают о поверхность металла, возбуждая дугу. Дуга образуется между электродом и свариваемым металлом. Дуга мгновенно начинает отдавать тепло, плавя кромки металла и сам электрод (если он плавящийся). В итоге образовывается сварочная ванна.
В ней смешивается расплавленный электрод и основной металл. Они заполняют стык между двумя деталями, и после остывания образовывается прочное неразъемное соединение. При этом на поверхности шва может образоваться так называемый шлак.
Для выполнения сварки можно использовать плавящиеся и неплавящиеся электроды или проволоку. Выбор зависит от выбранной вами технологии электродуговой сварки. Например, при ручной электродуговой сварке чаще всего используют плавящиеся электроды. А для полуавтоматической сварки — плавящуюся или неплавящуюся проволоку.
Если вы не умеете поддерживать устойчивое горение дуги, то можете использовать в работе специальные электроды или сварочную проволоку. У них в составе должен быть натрий, калий или кальций. Эти элементы стабилизируют дугу за счет своих ионизирующих свойств.
Чтобы защитить сварочную зону от окисления, можно использовать защитный газ. Например, аргон или углекислоту. Такие газы подаются прямо в сварочную ванну, защищая ее от кислорода из атмосферы.
Электродуговая сварка может проводиться как на постоянном, так и на переменном токе. Мы рекомендуем использовать постоянный ток, поскольку металл будет меньше разбрызгиваться и шов получится намного качественнее. Если вы новичок, то работа на постоянном токе просто обязательна.
Сущность и применение плазменно-дуговой резки
Сущность и применение воздушно-дуговой резки.
Сущность и применение дуговой резки.
Тема 3.3.2 Дуговая, воздушно-дуговая и плазменно-дуговая резка
Вопросы:
1. Электрическая дуговая резка. Теплота электрической дуги расплавляет металл, который вытекает из полости реза, – в этом сущность электрической дуговой резки. Дуга 2
горит между стальным или угольным электродом
1
и разрезаемым металлом
3
(рис. 87). Резку ведут как на постоянном, так и на переменном токе, на том оборудовании, которое используют для сварки. Сила тока 300…350 А
.
Хорошо оправдывают себя электроды с толстым слоем мелового покрытия.
Рассматриваемый способ применяется для грубой резки металла, в основном на строительных объектах. Качество резки низкое, низка также производительность.
Дуговая резка выполняется, как правило, вручную угольными (графитовыми) или металлическими электродами. Резка угольными электродами производится на постоянном токе, металлическими – на постоянном и переменном. Рис. 87 Электродуговая резка
Резку производят стальными электродами с качественным покрытием, но более тугоплавким, чем для сварки. Такое покрытие обеспечивает при резке образование небольшого козырька, закрывающего зону дуги. Козырек предохраняет электрод от короткого замыкания на разрезаемый металл, а также способствует более сосредоточенному нагреву металла и позволяет производительнее вести резку. В качестве покрытия применяют смесь, содержащую 70 % марганцевой руды и 30 % жидкого стекла. Успешно используются также электроды с покрытием ЦМ-7 и ЦМ-7с.
Дуговая резка вращающимся стальным диском осуществляется следующим образом. К стальному листу и разрезаемому металлу подводится электрический ток. При соприкосновении вращающегося диска с разрезаемым металлом возникает дуга, которая оплавляет металл, выбрасывает его из места реза. В производственных установках употребляют стальные диски диаметром до 500 мм и толщиной 4…6 мм. Диск вращается со скоростью около 40 м/с. Для охлаждения диска применяют сжатый воздух давлением до 0,5 МПа. Источником питания дуги служит любой понижающий трансформатор мощностью до 30 кВт с напряжением холостого хода 10…30 В. Производительность резки пропорциональна мощности источника питания. Зона термического влияния на кромках разрезанного металла составляет до 1 мм. Износ рабочей кромки стального дискового электрода не превышает 2 % от массы удаленного металла. При использовании электродов, армированных вставками из стойкого сплава, износ уменьшается до 20 раз.
По производительности труда и чистоте реза дуговая резка значительно уступает газовой резке и имеет поэтому второстепенное значение. Она применяется преимущественно в тех случаях, когда по каким-либо причинам нет возможности применить газовую резку. Дуговая резка применяется при удалении литников и прибылей чугунных отливок; при разборке и разделке в габаритный лом старых металлических конструкций, особенно если эти конструкции имеют швы или детали хромоникелевых аустенитных сталей, требующих обычно специальных методов газовой резки; при монтажных работах для снятия монтажных приспособлении.
Воздушно-дуговая резка. Этот способ является разновидностью электрической дуговой резки. Расплавленный электрической дугой металл непрерывно удаляется струей сжатого воздуха. Кроме резки, этим способом с успехом выполняется поверхностная обработка металла: вырезка канавок, разделка трещин, удаление дефектных участков в корне сварного шва, срез заклепок и пр. Электроды можно использовать любые. Как правило, используют угольные электроды. Сжатый воздух в резак поступает из воздушной магистрали под давлением 3…6 ати. Скорость резки углеродистых и низколегированных сталей толщиной до 30 ммсоставляет 0,4…0,5 м/мин.
Электрическая дуговая резка и ее разновидности могут применяться при работах под водой. На рис. 88 приведена схема процесса воздушно-дуговой резки.
Рис.88 Схема процесса воздушно-дуговой резки:
1 – резак; 2 – воздушная струя; 3 – канавка; 4 – электрод (угольный)
Воздушно-дуговую резку металлов выполняют постоянным током обратной полярности, так как при дуге прямой полярности металл нагревается сравнительно на широком участке, вследствие чего удаление расплавляемого металла затруднено. Возможно применение и переменного тока. Для воздушно-дуговой резки применяют специальные резаки, которые делятся на резаки с последовательным расположением воздушной струи и резаки с кольцевым расположением воздушной струи.
В резаках с последовательным расположением воздушной струи относительно электрода сжатый воздух обтекает электрод только с одной стороны.
Для воздушно-дуговой резки применяют угольные или графитовые электроды. Графитовые электроды более стойки, чем угольные. По форме электроды бывают круглыми и пластинчатыми. Величину тока при воздушно-дуговой резке определяют по следующей зависимости I = К · d, где I – ток, А; d – диаметр электрода, мм; K – коэффициент, зависящий от теплофизических свойств материала электрода, равный 46 … 48 А/мм, для угольных электродов и 60…62 А/мм для графитовых.
Источниками питания для воздушно-дуговой резки служат стандартные сварочные преобразователи постоянного тока или сварочные трансформаторы.
Питание резака сжатым воздухом осуществляют от цеховой сети, имеющей давление 0,4…0,6 МПа, а также от передвижных компрессоров. Применение сжатого воздуха при воздушно-дуговой резке давлением выше 0,6 МПа нецелесообразно, так как сильная воздушная струя резко снижает устойчивость горения дуги.
Воздушно-дуговую резку разделяют на поверхностную строжку и разделительную резку. Поверхностную строжку применяют для разделки дефектных мест в металле и сварных швах, а также для подрубки корня шва и снятия фасок. Фаску можно снимать одновременно на обеих кромках листа. Ширина канавки, образующаяся при поверхностной строжке, на 2…3 мм превышает диаметр электрода. Воздушно-дуговую разделительную резку и строжку применяют при обработке нержавеющей стали и цветных металлов. Она имеет ряд преимуществ перед другими способами огневой обработки металлов, так как более проста, а также более дешевая и более производительная.
3.Резка плазменной дуги (рис. 89, а) основана на способности сжатой дуги глубоко проникать в металл, проплавляя его по линии реза дуговым разрядом. Под действием высокой температуры сжатой дуги газ 2, проходя через дуговой разряд, сильно ионизирует, образуется струя плазмы, которая удаляет расплавленный металл из места реза.
Дуга 1 возбуждается между разрезаемым металлом 4 и неплавящимся вольфрамовым электродом 5, расположенным внутри головки резака 6. Дуговую газоразрядную плазму 3 называют низкотемпературной (ее температура 5000…20000° С).
Рис. 89 Схема процесса плазменно-дуговой резки:
а – плазменной дугой, б –плазменной струей
Применяемые при плазменно-дуговой резке плазмообразующие газы должны обеспечивать получение плазмы и необходимую защиту вольфрамового электрода от окисления. В качестве таких газов применяются аргон, азот и смеси аргона с азотом, водородом и воздухом. В качестве электродов используется лантанированный вольфрам ВЛ-15. Вольфрамовый электрод располагают соосно с соплом плазмотрона. Струя плазмы имеет большую скорость истечения и имеет форму вытянутого конуса, сечение которого на выходе соответствует сечению сопла.
Плазменно-дуговую резку применяют при резке металлов, которые невозможно или трудно резать другими способами, например, при резке коррозионно-стойких легированных сталей, алюминия, магния, титана, чугуна и меди.
При резке плазменной струей разрезаемый металл не включается в электрическую цепь дуги. Дуга горит между концом вольфрамового электрода и внутренней стенкой охлаждаемого водой наконечника плазмотрона. Сущность резки плазменной дугой заключается в выплавлении металла струей плазмы и выдувании расплавленного металла из зоны реза.
На рис. 89, б схематически представлен процесс резки плазменной струей. Питание осуществляется от источника постоянного тока 3. Минус подводится к вольфрамовому электроду 4, а плюс к медному соплу 2, которое охлаждается водой. Дуга 6 горит между электродом и соплом и выдувается газовой смесью из внутренней полости мундштука 5 с образованием струи плазмы 1, которая проплавляет разрезаемый металл 7. В качестве плазмообразующего газа используются в основном аргон и смесь аргона с азотом.
Плазменная струя применяется при резке тонкого металла.
Скорость резки плазменной струей зависит от свойств разрезаемого металла и от параметров и режима резки (сила тока, напряжение, расход газа). Резка плазменной струей производится как ручным, так и механизированным способом.
Для плазменно-дуговой резки применяется специальное оборудование, которое питается электрической энергией. Основным элементом при плазменной резке является режущий плазмотрон. В ручном плазмотроне имеется устройство для управления рабочим циклом резки – подачей и перекрытием газов, зажиганием вспомогательной дуги.
Сущность и применение воздушно-дуговой резки.
Сущность и применение дуговой резки.
Тема 3.3.2 Дуговая, воздушно-дуговая и плазменно-дуговая резка
Вопросы:
1. Электрическая дуговая резка. Теплота электрической дуги расплавляет металл, который вытекает из полости реза, – в этом сущность электрической дуговой резки. Дуга 2
горит между стальным или угольным электродом
1
и разрезаемым металлом
3
(рис. 87). Резку ведут как на постоянном, так и на переменном токе, на том оборудовании, которое используют для сварки. Сила тока 300…350 А
.
Хорошо оправдывают себя электроды с толстым слоем мелового покрытия.
Рассматриваемый способ применяется для грубой резки металла, в основном на строительных объектах. Качество резки низкое, низка также производительность.
Дуговая резка выполняется, как правило, вручную угольными (графитовыми) или металлическими электродами. Резка угольными электродами производится на постоянном токе, металлическими – на постоянном и переменном. Рис. 87 Электродуговая резка
Резку производят стальными электродами с качественным покрытием, но более тугоплавким, чем для сварки. Такое покрытие обеспечивает при резке образование небольшого козырька, закрывающего зону дуги. Козырек предохраняет электрод от короткого замыкания на разрезаемый металл, а также способствует более сосредоточенному нагреву металла и позволяет производительнее вести резку. В качестве покрытия применяют смесь, содержащую 70 % марганцевой руды и 30 % жидкого стекла. Успешно используются также электроды с покрытием ЦМ-7 и ЦМ-7с.
Дуговая резка вращающимся стальным диском осуществляется следующим образом. К стальному листу и разрезаемому металлу подводится электрический ток. При соприкосновении вращающегося диска с разрезаемым металлом возникает дуга, которая оплавляет металл, выбрасывает его из места реза. В производственных установках употребляют стальные диски диаметром до 500 мм и толщиной 4…6 мм. Диск вращается со скоростью около 40 м/с. Для охлаждения диска применяют сжатый воздух давлением до 0,5 МПа. Источником питания дуги служит любой понижающий трансформатор мощностью до 30 кВт с напряжением холостого хода 10…30 В. Производительность резки пропорциональна мощности источника питания. Зона термического влияния на кромках разрезанного металла составляет до 1 мм. Износ рабочей кромки стального дискового электрода не превышает 2 % от массы удаленного металла. При использовании электродов, армированных вставками из стойкого сплава, износ уменьшается до 20 раз.
По производительности труда и чистоте реза дуговая резка значительно уступает газовой резке и имеет поэтому второстепенное значение. Она применяется преимущественно в тех случаях, когда по каким-либо причинам нет возможности применить газовую резку. Дуговая резка применяется при удалении литников и прибылей чугунных отливок; при разборке и разделке в габаритный лом старых металлических конструкций, особенно если эти конструкции имеют швы или детали хромоникелевых аустенитных сталей, требующих обычно специальных методов газовой резки; при монтажных работах для снятия монтажных приспособлении.
Воздушно-дуговая резка. Этот способ является разновидностью электрической дуговой резки. Расплавленный электрической дугой металл непрерывно удаляется струей сжатого воздуха. Кроме резки, этим способом с успехом выполняется поверхностная обработка металла: вырезка канавок, разделка трещин, удаление дефектных участков в корне сварного шва, срез заклепок и пр. Электроды можно использовать любые. Как правило, используют угольные электроды. Сжатый воздух в резак поступает из воздушной магистрали под давлением 3…6 ати. Скорость резки углеродистых и низколегированных сталей толщиной до 30 ммсоставляет 0,4…0,5 м/мин.
Электрическая дуговая резка и ее разновидности могут применяться при работах под водой. На рис. 88 приведена схема процесса воздушно-дуговой резки.
Рис.88 Схема процесса воздушно-дуговой резки:
1 – резак; 2 – воздушная струя; 3 – канавка; 4 – электрод (угольный)
Воздушно-дуговую резку металлов выполняют постоянным током обратной полярности, так как при дуге прямой полярности металл нагревается сравнительно на широком участке, вследствие чего удаление расплавляемого металла затруднено. Возможно применение и переменного тока. Для воздушно-дуговой резки применяют специальные резаки, которые делятся на резаки с последовательным расположением воздушной струи и резаки с кольцевым расположением воздушной струи.
В резаках с последовательным расположением воздушной струи относительно электрода сжатый воздух обтекает электрод только с одной стороны.
Для воздушно-дуговой резки применяют угольные или графитовые электроды. Графитовые электроды более стойки, чем угольные. По форме электроды бывают круглыми и пластинчатыми. Величину тока при воздушно-дуговой резке определяют по следующей зависимости I = К · d, где I – ток, А; d – диаметр электрода, мм; K – коэффициент, зависящий от теплофизических свойств материала электрода, равный 46 … 48 А/мм, для угольных электродов и 60…62 А/мм для графитовых.
Источниками питания для воздушно-дуговой резки служат стандартные сварочные преобразователи постоянного тока или сварочные трансформаторы.
Питание резака сжатым воздухом осуществляют от цеховой сети, имеющей давление 0,4…0,6 МПа, а также от передвижных компрессоров. Применение сжатого воздуха при воздушно-дуговой резке давлением выше 0,6 МПа нецелесообразно, так как сильная воздушная струя резко снижает устойчивость горения дуги.
Воздушно-дуговую резку разделяют на поверхностную строжку и разделительную резку. Поверхностную строжку применяют для разделки дефектных мест в металле и сварных швах, а также для подрубки корня шва и снятия фасок. Фаску можно снимать одновременно на обеих кромках листа. Ширина канавки, образующаяся при поверхностной строжке, на 2…3 мм превышает диаметр электрода. Воздушно-дуговую разделительную резку и строжку применяют при обработке нержавеющей стали и цветных металлов. Она имеет ряд преимуществ перед другими способами огневой обработки металлов, так как более проста, а также более дешевая и более производительная.
3.Резка плазменной дуги (рис. 89, а) основана на способности сжатой дуги глубоко проникать в металл, проплавляя его по линии реза дуговым разрядом. Под действием высокой температуры сжатой дуги газ 2, проходя через дуговой разряд, сильно ионизирует, образуется струя плазмы, которая удаляет расплавленный металл из места реза.
Дуга 1 возбуждается между разрезаемым металлом 4 и неплавящимся вольфрамовым электродом 5, расположенным внутри головки резака 6. Дуговую газоразрядную плазму 3 называют низкотемпературной (ее температура 5000…20000° С).
Рис. 89 Схема процесса плазменно-дуговой резки:
а – плазменной дугой, б –плазменной струей
Применяемые при плазменно-дуговой резке плазмообразующие газы должны обеспечивать получение плазмы и необходимую защиту вольфрамового электрода от окисления. В качестве таких газов применяются аргон, азот и смеси аргона с азотом, водородом и воздухом. В качестве электродов используется лантанированный вольфрам ВЛ-15. Вольфрамовый электрод располагают соосно с соплом плазмотрона. Струя плазмы имеет большую скорость истечения и имеет форму вытянутого конуса, сечение которого на выходе соответствует сечению сопла.
Плазменно-дуговую резку применяют при резке металлов, которые невозможно или трудно резать другими способами, например, при резке коррозионно-стойких легированных сталей, алюминия, магния, титана, чугуна и меди.
При резке плазменной струей разрезаемый металл не включается в электрическую цепь дуги. Дуга горит между концом вольфрамового электрода и внутренней стенкой охлаждаемого водой наконечника плазмотрона. Сущность резки плазменной дугой заключается в выплавлении металла струей плазмы и выдувании расплавленного металла из зоны реза.
На рис. 89, б схематически представлен процесс резки плазменной струей. Питание осуществляется от источника постоянного тока 3. Минус подводится к вольфрамовому электроду 4, а плюс к медному соплу 2, которое охлаждается водой. Дуга 6 горит между электродом и соплом и выдувается газовой смесью из внутренней полости мундштука 5 с образованием струи плазмы 1, которая проплавляет разрезаемый металл 7. В качестве плазмообразующего газа используются в основном аргон и смесь аргона с азотом.
Плазменная струя применяется при резке тонкого металла.
Скорость резки плазменной струей зависит от свойств разрезаемого металла и от параметров и режима резки (сила тока, напряжение, расход газа). Резка плазменной струей производится как ручным, так и механизированным способом.
Для плазменно-дуговой резки применяется специальное оборудование, которое питается электрической энергией. Основным элементом при плазменной резке является режущий плазмотрон. В ручном плазмотроне имеется устройство для управления рабочим циклом резки – подачей и перекрытием газов, зажиганием вспомогательной дуги.
Электродуговая резка металлов
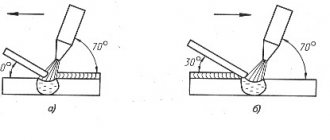
Резка металла сваркой с применением дуги — один из старейших способов резки. Существует ручная дуговая резка с применением плавящегося или неплавящегося электрода и воздушно- и кислородно-дуговая резка. Давайте подробнее остановимся на каждом из способов.
Резка неплавящимся электродом
Начнем с мало используемого, но все же применяемого метода. Резка неплавящимся электродом. В качестве электрода используют графитовый или угольный стержень, резку выполняют на любом роде тока, но при этом с прямой полярностью. Сила тока не должна превышать 800А. Чтобы разрезать металл его нужно сначала нагреть с помощью дуги, а затем выплавить.
Почему этот метод мало используется? Дело в том, что он применим только в особых случаях. Например, при разделке лома или разборке старых конструкций из металла. Словом, для работы со сложными крупногабаритными проектами. О красоте реза тоже говорить не приходится. Работа получается неровной и неаккуратной. Зато таким методом можно резать любые металлы: от чугуна до цветных металлов.
Резка плавящимся электродом
А вот резка плавящимся электродом — это, пожалуй, самый распространенный метод электродуговой резки. Разрез получается намного аккуратнее и ровнее, чем при использовании предыдущего способа. Чтобы выполнить резку установите повышенную силу тока (на процентов 30 больше, чем при сварке). Можно ориентироваться на толщину электрода. Для стержня толщиной 1 миллиметр установите силу тока примерно 50А. Для стержня 2 миллиметра — 100А. И так далее. Сам металл нужно нагревать с глубоким проплавлением. Такой способ нагрева также называют «метод опирания». Резать можно большинство металлов.
Для выполнения несложного реза в домашних условиях можно использовать любые плавящиеся электроды. Но чтобы достичь лучшего результата используйте специальные электроды для резки металла. Обычно у специальных электродов особое покрытие. Благодаря ему процесс сварки проходит быстрее и проще.
Но несмотря на улучшенное качество реза, он все еще далек от идеала. Если сравнивать такой метод резки металлов с более технологичными, то он проиграет во всем. Начиная от качества реза, заканчивая его эстетическими характеристиками. При этом сам процесс резки очень медленный.
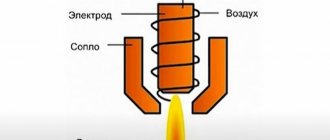
Воздушно- и кислородно-дуговая резка
Воздушно-дуговая и кислородно-дуговая резка металла электродуговой сваркой не имеют никаких отличий, кроме одного. При воздушной резке металл сначала плавится от тепла дуги, а затем он выдувается с помощью сжатого воздуха. При кислородной резке технология та же, только вместо воздуха используется поток кислорода.
Такой метод резки используют при работе с листами нержавейки. При этом толщина листа не должна превышать 20 миллиметров. Также такие методы резки используют при удалении дефектных частей у детали.
Чтобы выполнить такую резку нужно установить на сварочном аппарате постоянный ток и подобрать графитовые электроды. Можно также использовать трубчатые электроды. При использовании трубчатых электродов кислород подается через сквозное отверстие в сварочном стержне. Способ эффективный, но трудоемкий. Гораздо проще подать сжатый воздух или струю кислорода напрямую в место разреза.
Газовая резка
Газокислородная резка основана на способности некоторых металлов гореть в струе кислорода с выделением большего количества тепла.
Газокислородным способом можно резать только те металлы, у которых температура воспламенения (Тв) ниже температуры плавления (Тпл), а температура плавления образующихся окислов (Ток) ниже температуры плавления металла. Окислы должны обладать хорошей жидкотекучестью и легко удаляться продувкой воздухом или кислородной струей. Для концентрации тепла теплопроводность металла должна быть низкой. Этим методом можно резать углеродистую сталь с содержанием до 0,7 % С и низколегированные конструкционные стали. При резке высокоуглеродистых сталей требуется их предварительный нагрев до 650–700 °С.
Не поддаются газовой резке чугуны, высоколегированные хромистые и хромоникелевые стали, цветные сплавы, так как температура плавления образующихся окислов выше температуры плавления сплавов.
Газокислородная резка осуществляется с помощью обычного газосварочного оборудования, только вместо сварочной горелки присоединяют резак, подающий газовую смесь для подогрева металла и кислород для его сжигания. Резак имеет сменные мундштуки – подогревательные (наружные) и режущие (внутренние).
Рис. 42. Газовая резка: а – схема процесса: 1 – струя режущего кислорода; 2 – подогревающее пламя; 3 – металлическое изделие; 4 – зона реза; 5 – выдуваемые окислы; б – автоматическая резка металла газом
Схема процесса газовой резки приведена на рис. 42. Смесь кислорода и горючего газа направляется в кольцевой канал мундштука режущей горелки. При выходе из мундштука газовая смесь зажигается, образуя пламя 2, которое направляют на разрезаемый металл 3. После нагрева металла до требуемой температуры подача горючего газа прекращается и усиливается поступление кислорода, струя 1 которого при выходе из мундштука, соприкасаясь с нагретым металлом, активизирует горение. В процессе сгорания металла образуются окислы 5, которые увлекаются струей режущего кислорода и затем выдуваются из полости реза 4. Таким образом, газовая резка слагается из трех процессов: подогрева металла, горения металла в среде кислорода, выдувания окислов.