Что это такое?
Пламенная резка металла (перейти к услуге) — это раскрой и разрезание металлической заготовки, листа или трубы, с использованием плазменной струи.
Плазма — четвёртое состояние вещества. В обычной жизни мы сталкиваемся только с тремя состояниями, твёрдым, жидким и газообразным, причём из одного в другое вещество переходит при потере или приобретении тепла: если добавить тепла ко льду (твёрдому), он превратится в воду (жидкое), а если к воде, то станет газом (газообразным). Но если добавить тепла к пару, он начнёт ионизироваться и проводить электричество, превратившись в ту самую плазму.
Плазменный резак использует электропроводящий пар, разогретый до температуры порядка 22000°C, для разрезания материалов.
Разновидности автоматической плазменной резки и принцип выбора
Существует несколько факторов, на основе которых можно выделить виды автоматической плазменной резки. Так, по конструкции агрегата различаются:
- стационарные устройства, характеризующиеся крупными габаритами и большим весом;
- портативные модели, которые легко перемещать на объекте при помощи силиконовых колесиков.
По способу позиционирования заготовки различают:
- агрегаты со специальными порталами, в которых прокат надежно закрепляется – это позволяет получать наиболее точные срезы;
- устройства, не имеющие специального рабочего стола – консольные. Такое оборудование не считается промышленным.
Также существует градация по количеству одновременно обрабатываемых заготовок и по их виду. Так, одни устройства предназначены для резки прокатного материала, а другие – для разрезания металлических труб.
Перед покупкой автоматической установки для плазменной резки нужно определить область ее применения.
При выборе устройства стоит обратить внимание на следующие характеристики:
- программное обеспечение машины;
- производительность устройства – она зависит от скорости выполнения каждой операции;
- мощность агрегата и максимально возможная толщина листа;
- рабочая сила тока – не забудьте проверить соединения элементов и контакт электрооборудования.
Как работает плазменная резка металла
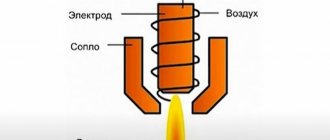
Чтобы получить возможность резать плазмой, нужна электрическая дуга, которая образуется между электродом и соплом резака в результате короткого замыкания. В сопло подаётся газ под давлением, который электрическая дуга преобразует в плазму высокой скорости и температуры. Из-за интенсивности плазменного луча он способен резать даже заготовки толщиной до 100 мм.
Охлаждение осуществляется потоком газа или прохладной жидкости. Жидкостное охлаждение применяется в высокомощных установках из-за своей большей эффективности, однако воздушные форсунки немного надёжнее.
Также для резки разных видов металла (перейти к услуге) используются разные газы. Чёрные чаще режутся активными газами, к которым относятся кислород и воздух, а цветные и всевозможные сплавы — неактивными: это водяной пар, аргон, азот, водород.
Особенности лазерной резки
Лазерные установки состоят из трех основных частей:
- Рабочей (активной) среды – источника лазерного излучения.
- Источника энергии (системы накачки), создающего условия, при которых начинается электромагнитное излучение.
- Оптического резонатора – зеркала, усиливающего лазерное излучение.
Металл разогревается на небольшом участке. Процесс раскроя может идти при температуре расплавления или испарения металла. Второй вариант энергозатратней и применяется только для тонких материалов.
Для облегчения работы в зону резки подается газ: азот, гелий, аргон, кислород или воздух. Он необходим для удаления расплавленного металла, поддержания его горения, охлаждения прилегающей зоны, увеличения скорости и глубины резки.
Процесс лазерной резки можно посмотреть на видео ниже:
Виды лазерной резки
По типу рабочей среды лазеры бывают трех типов:
- Твердотельные. В качестве рабочего тела используется стержень из неодимового стекла, рубина или алюмо-иттриевого граната, легированного неодимом или иттербием. Источник энергии – газоразрядная лампа-вспышка или полупроводниковый лазер.
- Газовые. Рабочее тело – углекислый газ или его смесь с азотом и гелием. В зависимости от конструкции такие лазеры делятся на устройства с продольной или поперечной прокачкой и щелевые. Возбуждение газовой среды достигается с помощью электрических разрядов.
- Газодинамические. Рабочее тело – углекислый газ, нагретый до 1 000–3 000 °К (726–2 726 °С). Он возбуждается с помощью вспомогательного маломощного лазера.
Преимущества и недостатки лазерной резки
У лазерной резки есть ряд достоинств:
- благодаря отсутствию контакта с поверхностью разрезаемого металла ее используют для работы с легкодеформируемыми или хрупкими материалами;
- с ее помощью можно изготавливать детали любой конфигурации;
- экономный расход листового металла за счет более плотной раскладки на листе;
- высокая скорость и точность;
- можно резать металлы толщиной до 30 мм.
Недостатками лазерной резки считаются высокое энергопотребление, дорогое оборудование.
Лазерная резка оптимальна для изготовления сложных по конфигурации изделий из тонких металлов
Виды плазменной резки металла
Деление происходит на традиционную и высокоточную:
- традиционная представляет из себя систему, где используется обычный воздух, средняя сила тока электрической дуги — порядка 12000–20000 ампер на кв. дюйм. Размер дуги зависит от диаметра сопла. Традиционную систему можно встретить в ручных и некоторых механических приборах,
- высокоточные обладают высокой плотностью тока, их применяют для точной плазменной резки металла. Сила тока дуги может достигать 40000–50000 ампер на кв. дюйм, в качестве газа используется не воздух из помещения, а аргон, кислород, азот, также воздух, прошедший специальную подготовку.
Автоматические станки представляют из себя машины для высокоточной резки, достаточно сложные и дорогостоящие, однако выдающие чистый быстрый результат, способные справляться практически со всеми заготовками любой толщины.
Отдельно разделяют плазменную резку листового металла (перейти к услуге) и плазменную резку труб (перейти к услуге):
- плазменная резка листового металла представляет из себя раскройку и разделение листовых заготовок любой толщины, брать в обработку можно различные сплавы, цветные и чёрные металлы, включая нержавеющую сталь. Резка плазмой обеспечивает ровные чистые края без наплывов и грата, а также отсутствие деформации, в том числе на тонких листах. Именно поэтому резать на плазменном станке можно материалы без предварительной механической обработки,
- плазменная резка труб производится на станке-труборезе со специальным поворотным столом, который фиксирует трубу и проворачивает её под струёй плазмы для равномерного, ровного и чистого реза. Поскольку струя плазмы обладает высокой температурой, так можно резать трубы любой толщины, в том числе из тугоплавких металлов.
Раскрой разных видов металлов
С помощью плазменной резки можно выполнить раскрой практически всех видов металла, но работа с каждым из них имеет свои особенности. Рассмотрим их подробнее.
- Плазменная резка стали.
При работе со сталью нужно учитывать не столько ее марку и состав, сколько содержание в нем углерода. Именно этот показатель имеет решающее значение при выполнении резки – от него зависит качество получаемого края.
Самые высококлассные кромки достигаются при обработке низкоуглеродистой стали. Производители автоматических плазморезов ориентируются именно на нее, составляя карты резки и определяя табличные значения скорости резки и интенсивности подачи тока для материалов разной толщины.
Получить хороший результат при работе с высокоуглеродистой сталью (в т. ч. оцинкованной) тоже можно. Но для этого потребуется максимально точная настройка агрегата.
VT-metall предлагает услуги:
Что же делать с легированной сталью, например, нержавеющей, ведь этот материал используется в производстве достаточно часто? Ее тоже может обработать аппарат автоматической плазменной резки. Несмотря на то, что его нет в картах резки и в табличных значениях, опытный оператор всегда сможет подобрать нужные параметры для раскроя. Как правило, они отличаются в пределах 20 % от табличных значений. Рассекать легированную сталь рекомендуется не одним газом, а смесью аргона, азота, реже водорода. Это делается для того, чтобы сохранить структуру материала у кромки.
Преимущества и недостатки плазменной резки металла
Преимущества технологии:
- Сравнительная дешевизна для больших партий толщиной до 60 мм. Можно сэкономить по сравнению с кислородной резкой (перейти к услуге), правильно выставив настройки и обеспечив хорошее соотношение эффективности и цены. Однако для более толстого металла лучше использовать кислород.
- Универсальность — плазма хорошо берёт чугун, сталь, медь, алюминий и другие виды металлов, более того, предварительной зачистки изделия не требуют, их можно резать поверх краски и ржавчины. И менять оборудование для обработки металлов других видов тоже не требуется.
- Точность, качество, аккуратные кромки. Часто рез не нужно обрабатывать дополнительно, поскольку он получается минимальной ширины, с минимумом грата и наплывов. Это происходит из-за сравнительно маленькой площади нагревания металла при резе.
- Экологично и безопасно.
И её недостатки:
- Ограничение по толщине листов до 80–100 мм, тогда как у кислородной резки металла верх достигает 500 мм.
- Невозможно использовать два резака, подключённые к одному аппарату.
- Владение технологией плазменной резки металла требует предварительного обучения — это достаточно сложный процесс и при ручной обработке материалов, и при использовании станка.
Как устроен плазморез
Этот аппарат состоит из следующих элементов:
- источник питания;
- воздушный компрессор;
- плазменный резак или плазмотрон;
- кабель-шланговый пакет.
Источник питания для аппарата плазменной резки осуществляет подачу на плазмотрон определенной силы тока. Представляет собой инвертор или трансформатор.
Инверторы довольно легкие, в плане энергопотребления экономные, по цене недорогие, однако, способны разрезать заготовки небольшой толщины. Из-за этого их применяют только в частных мастерских и на маленьких производствах. У инверторных плазморезов КПД на 30% больше, чем у трансформаторных и у них лучше горит дуга. Часто используют их для работ в труднодоступных местах.
Трансформаторы гораздо увесистее, тратят много энергии, но при этом имеют меньшую чувствительность к перепадам напряжения, и с их помощью разрезают заготовки большой толщины.
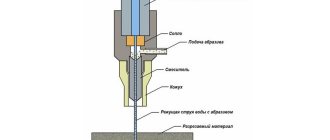
Плазменный резак считается главным элементом плазмореза. Его основными элементами являются:
- сопло;
- охладитель/изолятор;
- канал, необходимый для подачи сжатого воздуха;
- электрод.
Компрессор требуется для подачи воздуха. Принцип работы плазменной резки предусматривает применение защитных и плазмообразующих газов. Для аппаратов, которые рассчитаны на силу тока до 200 А, применяется только сжатый воздух как для охлаждения, так и для создания плазмы. Они способны разрезать заготовки толщиной в 50 мм.
Кабель-шланговый пакет используется для соединения компрессора, источника питания и плазмотрона. По электрическому кабелю от инвертора или трансформатора начинает поступать ток для возбуждения электрической дуги, а по шлангу осуществляется подача сжатого воздуха, который требуется для возникновения внутри плазмотрона плазмы.
Принцип работы
При нажатии на кнопку розжига начинается подача тока высокой частоты от источника питания (инвертора или трансформатора). В результате этого внутри плазмотрона образуется дежурная электрическая дуга, температура которой достигает 8 тыс. градусов. Столб этой дуги начинает заполнять весь канал.
После того как возникла дежурная дуга, в камеру начинает поступать сжатый воздух. Вырываясь из патрубка, он проходит через электрическую дугу, нагревается, при этом увеличиваясь в объеме в 50 или 100 раз. Кроме того, воздух начинает ионизироваться и перестает быть диэлектриком, приобретая свойства проводить ток.
Сопло плазмотрона, суженное книзу, обжимает воздух, создавая из него поток, которое начинает вырываться оттуда со скоростью 2 – 3 м/с. В этом момент температура воздуха часто достигает 30 тыс. градусов. Именно такой раскаленный ионизированный воздух и является плазмой.
В то время, когда плазма начинает вырываться из сопла, происходит ее соприкосновение с поверхностью обрабатываемого металла, дежурная дуга в этот момент гаснет, а зажигается режущая. Она начинает разогревать заготовку в месте реза. Металл в результате этого плавится и появляется рез. На поверхности разрезаемого металла образуются небольшие частички расплавленного металла, сдуваемые с нее потоком воздуха. Таким образом осуществляется работа плазмотрона.
Преимущества плазменной резки
Работы по резке металла часто осуществляются на стройплощадке, в мастерской или цеху. Можно использовать для этого автоген, но не всех это устраивает. Если объем работ, связанный с резкой металла, слишком большой, а требования, предъявляемые к качеству реза, очень высоки, то следует подумать о том, чтобы использовать плазменный резак, имеющим следующие достоинства:
- Если мощность подобрана правильно, то аппарат плазменной резки позволяет в 10 раз повысить производительность. Такой параметр позволяет плазморезу уступить только промышленной лазерной установке, однако, он значительно выигрывает в себестоимости. Целесообразно с экономической точки зрения применять пламенную резку для металла, имеющего толщину до 50 – 60 мм.
- Универсальность. С помощью плазменной резки обрабатываются чугун, медь, сталь, алюминий и прочий металл. Необходимо просто выбрать оптимальную мощность и выставить конкретное давление воздуха.
- Высокое качество реза. Аппараты плазменной резки способны обеспечить минимальную ширину реза и кромки без перекаливания, наплывов и грата практически без дополнительной обработки. Кроме того, достаточно важен такой момент, что зона нагрева материала в несколько раз меньше, чем при использовании автогена. А так как термическое воздействие минимально на участке реза, то и деформация от этого вырезанных деталей будет незначительной, даже если они имеют небольшую толщину.
- Не происходит существенного загрязнения окружающей среды. С экономической точки зрения, если имеются большие объемы работ, то плазменная резка гораздо выгоднее кислородной или механической. Во всех остальных случаях учитывают не материалы, а трудоемкость использования.
Недостатки плазменной резки
Недостатки в работе плазменной резки тоже имеются. Первый из них – максимально допустимая толщина реза довольно небольшая, и у самых мощных агрегатов она редко бывает больше 80 – 100 мм.
Следующий недостаток – достаточно жесткие требования, предъявляемые к отклонению от перпендикулярности реза. Угол отклонения
не должен быть больше 10 – 50 градусов и зависит это от толщины детали. Если случается выход за эти пределы, то возникает довольно существенное расширение реза, что в результате влечет за собой быстрый износ расходных материалов.
Кроме того, рабочее оборудование довольно сложное, что делает совершенно невозможным использование двух резаков одновременно, которые подключаются к одному аппарату.
Виды сварки
Плазменная сварка, в зависимости от применяемого оборудования, может осуществляться:
- проникающей и непроникающей дугой;
- на токе любой полярности;
- быть точечной и импульсной;
- без присадочной проволоки и с присадочной проволокой;
- вручную, с помощью полуавтоматов и автоматов.
Сварку можно вести на следующих токах: В зависимости от силы сварочного тока различают 3 вида плазменной сварки:
- малых (от 0, 1 до 25 А);
- средних (от 25 до 150 А);
- больших (свыше 150 А).
Сварку на малых токах называют микроплазменной и она используется чаще всего. Ее применяют для изготовления конструкций имеющих толщину не более 1,5 мм. Обычно эти видом сварки изготавливают тонкостенные емкости и трубы, приваривают тонкие детали к массивным, в ювелирной промышленности изготавливают украшения, соединяют детали, изготовленные из фольги, при производстве термопар.
Если сварка производится с применением присадочной проволоки, то обычно применяют цельнотянутую проволоку или специальный вид проволоки — порошковую.
Основные параметры плазменной сварки:
- сила тока, измеряемая в амперах (А);
- напряжение, измеряемое в вольтах ( В);
- Ø канала сопла (указывается в мм);
- Ø электрода (указывается в мм);
- расход плазмообразующего газа (указывается в м/ч);
- расход защитного газа (указывается в м/ч).
Улучшенная безопасность
Для работы систем плазменной резки используется только сжатый воздух, в отличие от кислородной резки, в работе которой применяется смесь кислорода с топливным газом (ацетиленом, пропаном, пропиленом и природным газом). Среди этих соединений самым популярным является ацетилен, обеспечивающий более горячее пламя и снижающий время прожига. Однако, при этом ацетилен – это нестабильный и легко воспламеняющийся газ, чувствительный даже к статическому электричеству, не говоря уж о повышенном давлении и температуре. В таких условиях работа на оборудовании кислородной резки уже не может считаться полностью безопасной.
В заключение предлагаем посмотреть видео, в котором все преимущества плазменной резки перед кислородной наглядно иллюстрируются и поэтому становятся более понятными:
Примеры резки плазменной струей
Такой способ резки – практически универсален. Он подходит для работы почти со всеми видами металла, выполнения раскроя разной сложности и геометрии. Чаще всего его применяют в промышленности и строительстве для рассечения тонких листов металла, резки стальных рулонов, изготовления штрипсов и чугунных ломов.
Агрегаты, оснащенные центраторами, называют труборезами. С их помощью легко можно рассечь трубы любого диаметра. Оборудование также позволяет просверлить в них отверстие, выполнить разделывание кромок и шлифовку швов.
Геометрически сложная художественная резка часто применяется в строительстве. С помощью этой технологии изготавливают уникальные изгороди, очаги, беседки, флюгеры, а также декоративные элементы интерьера.
Автоматическая плазменная резка позволяет обрабатывать прокаты толщиной до 200 мм. Она хорошо справляется со всеми металлами, обладающими электропроводностью: алюминием, медью, сталью, латунью, чугуном, титаном и некоторыми сплавами. В качестве ножа здесь используется струя плазмы, которая расплавляет материал в месте сечения. Остатки металла сдуваются газом.
Существует несколько видов оборудования такого типа: ручное и механизированное; инверторное и трансформаторное; портальное, ручное и переносное. Несмотря на такую вариативность, у них схожее строение. Все агрегаты имеют источник питания, электронную дугу и плазмотрон. Стандартный принцип работы автоматического устройства позволяет самостоятельно собрать его в условиях гаражной мастерской.
Принцип появления плазмы
Плазменная струя образуется следующим образом: Электрическая дуга. Образуется она между электродом агрегата и соплом (или обрабатываемым металлом). Температура при этом достигает показателя в 5 тыс. градусов по Цельсию. Подача газа совмещается с процессом повышения температуры дуги до 20.000 градусов. Образование струи плазмы происходит за счет ионизации газа. При этом показатель температуры достигает 30.000 градусов.
Внешне полученный результат выглядит как яркое свечение, которое выходит из сопла со скоростью от 500 до 1.500 м/с. Именно этим потоком и производится резка металлического листа толщиной до 20 мм. При этом дополнительная шлифовка изделия практически исключается за счет высокой эффективности работы плазмореза.
Что касается газа, то на практике применяются разные варианты:
- воздух из окружающей среды;
- кислород технический;
- азот;
- аргон;
- водород.
Также может быть использован пар, который образуется в процессе кипячения воды.
Видео: