Как сделать ведро своими руками из жести, из оцинкованного железа или из нержавеющей стали с прямыми стенками.
Вырезаем из материала развертку изделия
h
– высота (устанавливаем заданную величину)
d
– диаметр (устанавливаем заданную величину)
l
– длина окружности (находим расчетным путем)
l = πd = 3,14 * 329 = 1033
(мм)
h = 310
(мм)
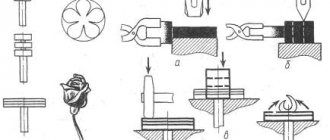
ИЗГОТОВЛЕНИЕ ЦИЛИНДРА
В середине развертки размечаем отверстия для крепления ушка
1.
На прямоугольном листе из тонколистовой оцинкованной стали , на , или ручным способом при помощи киянки и бруса, зафальцовываем «по высоте» края листа в противоположные стороны. Сгибаем лист в цилиндр.
2.
Скрепляем загнутые края. Равномерно прижимаем полученный шов киянкой или колотушкой по всей длине цилиндра.
3.
Чтобы шов остался внутри цилиндра, необходимо провести следующую операцию: поворачиваем готовый шов таким образом, чтобы он находился возле ребра бруса; ударяя киянкой по шву, получаем внешнюю поверхность цилиндра без выступающего шва.
ОТБОРТОВКА ФАЛЬЦА
Ширина фальца зависит от его назначения: получения замка; закатка проволоки.
4.
Установим цилиндр относительно бруска в первоначальное положение. Обстукиваем молотком и отгибаем фальц.
5.
Постукиваем заостренной стороной молотка. Следим за шириной фальца – она должна быть одинаковой.
6.
Выравниваем фальц постукиванием тупой стороной молотка.
7.
Окончательно отгибаем под прямым углом согнутый фальц.
ЗАКАТКА ПРОВОЛОКИ
Вкладываем кружок по периметру отбортовки,
сделанный из проволоки, диаметр которого должен совпадать с внешним диаметром цилиндра.
Округляем круговую кромку и окончательно доводим закатку.
СОЕДИНЕНИЕ ЦИЛИНДРА С ДНОМ
8.
Загнем края у круга и вставим в цилиндр.
9.
Легкими ударами заостренной части молотка, загибаем фальц внутрь круга.
10.
Крепкими ударами тупой части молотка обстукиваем фальц на брусе, поворачивая при этом цилиндр.
11.
Сваливаем фальц на наружную плоскость цилиндра.
12.
Если в результате работы получится выпуклое дно, необходимо его выровнять.
13.
По самому краю дна, ударяем тупой частью молотка, по всему периметру окружности. Дно при этом выровняется, ребра соединения получат ярко выраженный контур.
ПРИКРЕПЛЕНИЕ ПРОМЕЖУТОЧНОГО ОБРУЧА
Дно ведра можно прикрепить к промежуточному обручу, а промежуточный обруч прикрепить к цилиндру.
14.
Крепим дно ведра с обручем.
15.
Соединяем обруч с цилиндром (корпусом ведра).
16.
Отгибаем фальц у обруча.
17.
Сваливаем фальц на наружную плоскость цилиндра и основательно постукиваем по периметру всей окружности.
ИЗГОТОВЛЕНИЕ УШКА
Если вас интересует вопрос, как сделать трубу из оцинковки своими руками, значит, вы хотите сэкономить на строительстве. Действительно, изготовление самодельных жестяных конструкций – это разумная альтернатива фабричным водостокам, дымоходам и вентиляционным кожухам. Как практически выполнить работу, расскажет данная статья.
Характеристики материала
Оцинкованные конструкции делаются из жести. Материал представляет собой листовую прокатную сталь толщиной 0,1 — 0,7 мм.
Из мягкого материала формируются изделия сложной формы
Изготовление листов происходит на прокатных станках, но полученная таким образом продукция нуждается в дополнительной защите. Поэтому ее покрывают материалом, устойчивым к коррозии. В конечном итоге, потребители получают стальной лист, шириной 512-1000 мм, который имеет микронное покрытие хромом, оловом или цинком.
Продукт характеризуется пластичностью, что позволяет обрабатывать жесть ручным способом. Причем, если на материале накатаны ребра жесткости, по прочности он не уступает стальным аналогам. По этим причинам жесть используется при изготовлении изделий сложной формы.
Необходимые инструменты
Мягкий и пластичный материал легко поддается изгибу, поэтому изготовление труб из оцинковки производится с помощью простых инструментов:
- Ручных ножниц по металлу. Таким инструментом можно без усилий разрезать жесть, максимальная толщина которой составляет всего 0,7 мм.
- Молотка с мягким бойком. Эту роль может исполнять деревянный молоток или инструмент из металла, на ударной части которого находится резиновая накладка.
Для работы понадобится деревянный молоток
- Плоскогубцев.
Несмотря на мягкость, тонкий металл согнуть руками невозможно.
Помимо инструментов вам понадобится оборудование:
- Верстак, с помощью которого производится разметка и резка заготовок.
- Калибрующий элемент в виде стальной трубы диаметром 100 мм или уголка с величиной сторон 75 мм.
Важно! Калибрующие элементы следует жестко закреплять, поскольку на них производится заклепка стыковочного шва будущих водостоков или коробов.
В процессе разметки заготовок не обойтись без измерительных инструментов – металлической линейки, рулетки, угольника или разметчика (остро заточенного стального стержня с закаленным концом).
Из какого материала можно сделать ведро.
Обычно делают их из нержавейки. Смотря для каких целей, если под питьевую воду – однозначно нержавейка, для не пищевых продуктов или мусора подойдет любой тонкий металл, поддающийся обработке.
По качеству такие ведра не очень-то отличаются от покупных. Хотя все делается вручную. Конечно, с первого раза может и не получится то, на что надеялись. Поэтому простой совет: сделайте сначала из простой кровельной жести. Не так будет обидно, если окажется не ведро, а так, ни то — ни се.
Предлагаю описание последовательности операций.
Для начала нужно сделать шаблон – выкройку на плотном листе бумаги. Начинаем с расчерчивания бокового контура будущего ведра (как показано на рисунках, они отмечены красным цветом ) – 1 2 3 4. Линии 2, 1 и 3, 4 продлеваем вниз до точки их пересечения (О), из которой описываем дуги 2, 3 и 1, 4 с продолжением. Эти отрезки делим на семь равных частей и от точек 2 и 1 откладываем 22 совершенно равные части. Обязательно надо оставить припуски для фальцевого соединения с обеих сторон выкройки по — 12 мм. А так же припуски для отбортовки; верху — 10 мм, и внизу — 6 мм.
Изготовление труб из оцинковки своими руками
Изготовление кожухов и цилиндров из оцинкованной стали включает три этапа:
- Подготовительный. Начинается с разметки и заканчивается вырезанием готовой «выкройки».
- Формовочный. В это время происходит формирование заданного профиля дымохода или вентиляционного короба.
- Финальный. На данном этапе противоположные края заготовки соединяются между собой.
А теперь подробно остановимся на поэтапном изготовлении трубы из оцинковки ручным способом.
Выкраивание заготовки
Жесть легко разрезать ножницами
Возьмите лист оцинкованной жести и сделайте эскиз изделия. Далее действуйте таким образом:
- Вырежьте полученный мерный кусок листа, на котором вы начертили контур необходимого вам изделия.
- Раскатайте на ровном участке верстака лист оцинковки. Отмерьте от верхнего края величину длины короба и сделайте там отметку.
- Возьмите угольник и от метки длины изделия проведите линию перпендикулярно боковой кромке листа.
- Отметьте на верхней кромке заготовки и отмеченной линии длины изделия величину периметра вентиляционного короба или окружности цилиндра дымохода.
Обратите внимание! Фактическую величину окружности или периметра нужно увеличить на 15 мм для образования стыковочных кромок.
- Соедините полученные отметки сверху и снизу.
- Вырежьте «выкройку» из листа, сделав боковой и продольный надрез.
На заметку! Для измерения окружности трубы для дымохода из оцинковки воспользуйтесь рулеткой или вычислите ее по диаметру изделия, воспользовавшись школьной геометрической формулой. Для определения периметра суммируйте все стороны короба.
Формирование профиля
Загибать листы лучше плоскогубцами
Теперь приступаем к формированию профиля будущей конструкции.
- Отметьте вдоль заготовки линию загиба фальца (с одной стороны 0,5 см, с другой – два раза по 0,5 см).
- Загните фальцы под углом 90˚ к плоскости заготовки, которую перед этим разместили вдоль стального уголка (его ребро должно совпадать с линией загиба фальца).
- Деформируйте лист с помощью ударов молотка, пока он не соприкоснется со второй плоскостью уголка.
Важно! Изменять форму листа следует постепенно, потихоньку продвигаясь вдоль линии загиба. Вначале делайте работу с помощью плоскогубцев.
- Сделайте на фальце размером 1 см Г-образный загиб по линии 0,5 см параллельно плоскости заготовки.
- Теперь приступайте к формовке тела дымохода. Поместите заготовку на калибрующую плоскость и обстучите оцинковку молотком, пока не получите профиль нужной формы. Фальцы в конце должны встретиться.
Обработка стыковочного шва
Чтобы обжать стыковочный шов, совместите вертикальные фальцы. Загните горизонтальную часть Г-образного фальца вниз, чтобы он обернулся вокруг вертикального фальца другого края конструкции. Загните торчащий «сэндвич», прижав к плоскости дымохода.
Вопрос, как самому сделать трубу из оцинковки, решен. Желаем успехов!
Как сделать ведро из жести своими руками — Справочник металлиста
Статьи
С применением в строительстве новых технологий необходимость в использовании жестяных труб постепенно отпадает, но вопрос как сделать трубу из жести интересует людей, которые любят все делать в доме своими руками.
Какую жесть выбрать?
Как из жести сделать трубу? Какая жесть лучше всего подойдет для такой работы?
Жестяная труба
Тонкая жесть – отличный материал для самодельных бань и коптилен. Жесть – это листовая тонкая сталь, которая подвергается коррозии.
Для изготовления красивых водосточных труб, а также флюгеров, козырьков над трубами для дымохода, крышек над печными трубами своими руками или оригинальных филигранных кружев используется кровельное оцинкованное железо.
Совет: из жести трубы также можно использовать как самоварные, они хорошо увеличивают тягу, а также отводят дым.
Листовая жесть
Какие нужны инструменты?
Перед тем, как начать изготовление трубы из жести своими руками, необходимо позаботиться об инструментах и материалах, которые понадобятся.
Изготовление жестяных труб своими руками подразумевает использование следующего:
- лист кровельного тонкого оцинкованного железа (толщина 0,5-0,7 мм);
- ножницы для резки металла;
- металлическая планка;
- деревянный молоток (киянка);
- простой молоток;
- плоскогубцы.
Киянка
Ножницы по резке металла
Совет: для того, чтобы труба жестяная получилась красивой и ровной, необходимо взять лист железа с гладкой и ровной поверхностью, а также, чтобы углы были прямыми, а не оторванные или неровно отрезанные.
Инструкция по изготовлению жестяной трубы
Как сделать из жести трубу? С чего начать?
- Изготовление труб из жести начинается из составления рисунка. Нарисовать на железном листе выкройку будущей трубы в развернутом виде.
Совет: выкройку трубы можно нарисовать мелом или любым острым предметом.
Ведро для воды своими руками, оказывается, сделать совсем не сложно! Ведь, не имея емкости для жидкости, но зная, как сделать ведро, Вы в разы повысите свои шансы на выживание.
Достаточно найти дерево липу, подыскать четыре палочки нужного размера и иметь под рукой пару небольших кусочков веревки (а лучше – три). Из инструментов достаточно только ножа или топора, а еще подыскать тонкий плоский камень, кусок кости или же выстругать из дерева палочку в виде плоского клинышка.
Ведро для воды – без жидкости не обойтись!
Подсчитано, что человек, который находится в тенистом месте при температуре от 17 до 23 градусов выше нуля и не осуществляющий никаких активных действий, способен прожить без жидкости до десяти суток. Если на улице в пределах +26 по Цельсию, этот срок сократится до 7-9 суток. При столбике термометра +33+36 Вы проживете три-пять суток, а при +39 градусах – не более двух дней. Но это – в идеале!
По факту же в состоянии полного покоя может быть только сильно ослабленный человек либо лишенный всякого желания бороться за жизнь. Но такому индивидууму придется надеяться лишь на чью-то помощь или свершение чуда.
Человек же физически активный не будет лежать в тени, как «бревно», и станет пытаться выжить. Однако он очень быстро начнет терять жидкость из организма с потом и другим естественным путем, рискуя уже через сутки оказаться в исключительно незавидном положении, граничащем со смертью.
А если человек не один?! Ведь, в сутки каждому следует выпивать не менее 2-2,5 литров жидкости!
В конце концов, и приготовление пищи – тоже важнейшее условие для выживания.
Представьте себе, отправляясь в путь, Вы не забыли взятьвкусную тушенку
, крупу, макароны, заварку, соль. А емкости по какой-то причине оставили дома или утратили.
Да и вода могла попросту испортиться. А что-то на первое приготовить по рецептам с тушенкой
все-таки нужно!
Это значит, что критически важно не только найти источник влаги, но и сделать емкость, чтобы сохранить спасительную воду. Понятно, что из грязных луж, мутных рек и озер, болот пить нельзя. Поэтому Вас спасут родники и собравшиеся на листьях дождевые капли. А еще обязательно понадобится самодельное ведро для воды.
Как сделать ведро своими руками
Как сказано выше, сделать ведро для воды можно из коры липы. Кора этого дерева отличается особой эластичностью и способностью хорошо слоиться. Что и нужно!
Для начала подыщите дерево хотя бы сантиметров тридцать в диаметре или около того. Отмерьте ровный отрезок ствола длиной около 70 сантиметров.
Затем по всей толщине коры (она может достигать полутора-двух сантиметров) нужно сделать на дереве кольцевую зарубку в верхней и нижней части нужного отрезка. Далее обтешите верхний грубый слой, чтобы нужный Вам нижний было удобно отделить от ствола.
После этого прорубите от верхней к нижней зарубке вертикальную борозду и аккуратно, чтобы кора не лопнула, снимите кусок с дерева.
Как сделать ведро своими руками из жести. Как сделать водостоки и кровельные элементы из листового металла своими руками Расчет заготовки трубы из жести
9 августа, 2016
Специализация: профессионал в области строительства и ремонта (полный цикл проведения отделочных работ, как внутренних, так и наружных, от канализации до электрики и финишных работ), монтажа оконных конструкций.
Хобби: смотреть столбец «СПЕЦИАЛИЗАЦИЯ И НАВЫКИ»
Изготовление трубы из жести своими руками – это отличная альтернатива покупке дорогого водостока или вентиляционного кожуха.
На практике экономия выходит колоссальной, а если учесть, что освоив технологию, вы сможете буквально «штамповать» трубы любого (ну ладно, почти любого) диаметра – то прочитать мои советы и хотя бы попробовать реализовать их на практике определенно стоит!
Ниже я расскажу о том, что нам понадобится для формирования трубы, а также опишу алгоритм, по которому я уже пять лет успешно гну жестяные изделия.
Жесть как она есть
Итак, начнем наш обзор технологии с анализа материала. Гнуть мы трубу будем из жести:
- Основу жестяного листа составляет сталь, прошедшая обработку на прокатном стане. Как правило, в продаже встречаются листы от 0,1 до 0,7 мм – чем толще, тем выше цена.
- Для защиты от коррозии стальное основание жестяной заготовки покрывается материалом, предотвращающим окисление металла. Чаще всего для этого используются соединения хрома, олова и цинка.
- На заключительном этапе изделие нарезается в соответствии со стандартными размерами. Чаще всего в строительных магазинах продаются жестяные заготовки шириной от 512 мм до 2 м, но при необходимости можно найти или заказать и более широкие детали.
У такого металла есть очевидные плюсы:
- Малая толщина обеспечивает снижение массы жестяных изделий.
- Обработка поверхности достаточно эффективно защищает стальное основание от коррозии при контакте с факторами внешней среды.
- Тонкий металл неплохо режется, при этом для обработки не требуются очень мощные инструменты – вполне достаточно ручных ножниц.
- Прокатка и термообработка заготовок при производстве жести обеспечивают им высокую пластичность. Благодаря этому листы и полосы отлично гнутся по минимальному радиусу без риска растрескивания.
Обратной стороной жести является низкая прочность на изгиб, потому при изготовлении незамкнутых деталей в их конструкцию обязательно вносят ребра жесткости. Впрочем, нашей ситуации это не касается: труба сама по себе отлично держит форму.
Инструменты жестянщика
Как я уже отметил, жесть – это материал мягкий и пластичный, который обрабатывается довольно просто. Но есть у этой простоты и недостаток: металлический инструмент не только оставляет следы на поверхности листового металла, но и может при ударе повредить защитный слой, спровоцировав развитие коррозии.
https://www..com/watch?v=XMKXMTNu35A
Именно поэтому для работы с жестью и тонкой оцинкованной сталью применяются такие инструменты:
- ножницы по металлу. Я использую самые обычные, подпружиненные, с не очень длинными рукоятками – при относительно небольшом усилии они отлично режут сталь 0,7 мм;
Как сделать трубу из жести как согнуть жестяную трубу, дымоход из оцинковки своими руками,
Бытовые рабочие пытаются выбирать с целью решения проблем самые дешевые варианты. Благодаря этому вопрос, как выполнить трубу из жести собственными руками, считается важным для большинства мастеров-любителей. Ведь рукодельное трубное изделие из жести может вполне сравниваться с стоками для отвода воды или кожухами, которые хранятся на полках в специальных магазинах.
Шаг 1. Заготовка
Инструкция по изготовления трубы из жести начинается с описания изготовления заготовки:
- На верстаке или другой ровной поверхности раскатываем листовой металл, при необходимости выравнивая его с помощью механических воздействий.
- Отмеряем длину и ширину трубы, нанося мелом, маркером или разметчиком обозначения на материал. При разметке учитываем, что ширина заготовки должна быть равной длине окружности трубы + 1,5…1,6 см на формирование шва.
- Контролируем перпендикулярность проведённых линий с помощью угольника.
- Берем ножницы и делаем сначала боковой, а затем продольный разрез. Резать нужно строго по линиям, стараясь не делать больших отступов. Если линия реза будет «гулять» — на этапе формирования шва могут возникнуть проблемы.
- Еще раз выравниваем нашу заготовку. При необходимости простукиваем края для удаления волн и обрабатываем их, зачищая от заусенцев.
Шаг 2. Формовка трубы
Теперь нам нужно сделать из заготовки круглую трубу. И на первом этапе мы формируем профиль:
- С одной стороны детали проводим линию загиба фальца на расстоянии 0,5 см от края.
- С другой стороны проводим такую же линию на расстоянии 1 см.
- Укладываем заготовку на стальной уголок и отгибаем фальцы перпендикулярно плоскости листа. Для загиба используем киянку, при необходимости подправляя металл плоскогубцами.
- Я обычно поступаю таким образом: вначале захватываю металл плоскогубцами, формируя загиб шириной около 2-3 см. После того как направление деформации будет задано, меняю плоскогубцы на киянку и продолжаю работу, используя в качестве опоры стальной шаблон.
- Работая по шаблону, не прикладываем излишних усилий, иначе мы рискуем повредить материал и «счесать» часть защитного покрытия,
- Дальше отогнутый фальц шириной 1 см делим надвое по ширине и повторяем загиб. Теперь нам нужно отогнуть полосу шириной 0,5 см параллельно основной заготовке.
- Теперь формируем профиль трубы. Заготовку укладываем на калибрующую поверхность и постукиваем по ней, выгибая вначале дугу, а затем и полный круг. Чем ровнее он будет, тем лучше – меньше придется возиться на завершающем этапе работы.
Шаг 3. Обработка стыка
Теперь нам нужно сформировать шов, который превратит нашу заготовку в собственно трубу:
- Фальцы, отогнутые перпендикулярно основной части, совмещаем, плотно прижимая друг к другу.
- Горизонтальную часть длинного фальца загибаем таким образом, чтобы он обернул совмещенные части.
- Укладываем полученную трехслойную конструкцию на верстак и тщательно простукиваем, хорошенько уплотняя. При этом следим, чтобы не было перекосов, которые отрицательно скажутся на прочности конструкции.
- Шов из собранных вместе фальцев отгибаем к стенке трубы. Надеваем изделие на калибровочную заготовку и еще раз простукиваем стык. Полученное соединение отлично держится без всякого крепежа за счет пластичности жести.
При изготовлении труб большого диаметра, испытывающих значительные нагрузки ширину фальцев можно увеличить, а стык дополнительно усилить заклепками.
Заключение
Деревянное ведро своими руками: материалы и инструменты. Изготовление ведра
Все фото из статьи
https://www.youtube.com/watch?v=XMKXMTNu35A
Современные материалы и технологии вытеснили традиционную древесину из многих отраслей производства, однако в отдельных случаях она остается незаменимой. Если вам нужна стилизованная под старину утварь для бани или загородного дома, то без дерева не обойтись. Мы расскажем, как сделать деревянное ведро своими руками.
|
Видео: изготовление труб
С развитием строительного рынка потребность в трубах их жести мало-помалу падает. Сегодня они эксплуатируются больше как составные украшения интерьера (см. фото). Жесть являет очень тонкие листы стали, которые подвержены появлению ржавчины. Именно поэтому на сегодняшний день вместо нее для изготовления водосточных труб, интересных навесов над ними, а также небольших крыш над печными трубами используют оцинкованное железо. Но все же существуют сферы, где этот материал все еще востребован, например, для изготовления трубы для самовара, консервных банок, тары для лакокрасочных покрытий и химических продуктов, хозяйственных изделий, информационных табличек и другого (см. фото).
Существует несколько видов жести. Так, на сегодняшний день она бывает консервной или пищевой, тонколистовой черной, одно- и двукратной прокатки, а также лакированной. Впервые ее начали изготавливать много лет назад, и делалось это своими руками. Листы материала размером 1х1 метр и толщиной около 2 миллиметров делались при помощи больших молотов, после чего их на некоторое время оставляли в емкостях с молочной кислотой. С того времени технология ее изготовления значительно изменилась и сегодня для этого используются специальные механизмы. Изготовить трубу из таких качественных листов не составляет труда.
Приступаем к работам
Для того чтобы создать трубу из жести не нужно особых умений (см. видео). Необходимо подготовить лист металла толщиной около 0,6 миллиметра, плоскогубцы, а также ножницы для рассекания металла. Кроме того должен быть наготове молоток и клепки из стали или алюминия. Металлический лист должен быть максимально плавным и отшлифованным, а также обладать углами 90 градусов, как на фото. Чтобы сделать трубу на листе нужно представить своими руками образец конструкции в развернутом виде. Это можно сделать либо любой острой вещью, либо мелком. Ширина такого образца должна совпадать с величиной сечения трубы, к которому добавляется еще 1,5 сантиметра. После вышеперечисленных действий заготовка вырезается ножницами по металлу.
Далее конструкция кладется на рабочий стол для обработки вручную изделий из металла и на ней с одной стороны рисуется так называемая линия отгиба, ширина которой должна составлять 0,5 сантиметра (см. видео). Начерченная линия совмещается своими руками с противоположным углом листа металла, а ее край сгибается при помощи плоскогубцев и хорошо прижимается. Таким образом, получается труба из жести. Качественно зафиксировать края такой трубы можно с помощью клепок из стали или алюминия. Для этого в обоих краях трубы из жести нужно сделать отверстия с шагом примерно 3 сантиметра, как, например, на видео.
При медленной загрузке этой страницы основные её изображения можно открыть и посмотреть в каталоге «Чертежи, схемы, рисунки сайта».
Колпак — оголовок из оцинкованной жести для кирпичного столба.
Высоту «h» выбрать любую, или с учётом размеров готового столба. Размеры посадки «а» и «b» иногда полезно увеличить на 5 — 10 мм, в зависимости от качества кладки. Размер «d» можно «прикинуть» рулеткой прямо на столбе, или считайте по нижеприведённой формуле.
* Положить выкройку лицевой стороной вверх. Просверлить отверстие ф3,5 mm. Прогнуть рёбра жёсткости (15mm) вниз почти на 90°. Прогнуть все пунктирные линии на угол 90°. Прогиб линий следует делать в листогибе, хотя бы в самодельном из двух уголков (его сделать недолго). Тогда линии гиба будут прямые, чёткие, без вмятин, и изделие в итоге будет иметь эстетичный вид. Если нет листогиба, то линию «а» и «b» гнуть как обычно; линии «А» и «В» гнуть на куске уголка № 50 — 63 закреплённого на краю верстака полкой вверх. Чтобы гнуть плоскость А или В сразу всю, или почти всю — применить брусок (штакетину) 25×45 мм длиной 30-40 см.
Прогнуть грани по линиям «d» до правильной прямоугольной формы колпака, зонта. Для этого иметь узкую оправку: уголок 50 с обрезанной полкой, или прикреплённую к нему металлическую полосу толщиной 1,5-2 мм, ещё лучше полотно пилы.
Проверить плотность прилегания верхнего (закрывающего) ребра жёсткости к тыльной (задней) плоскости колпака. Ещё раз проверить отсутствие перекоса изделия; наметить тонким маркером ответное отверстие ф3,5 мм; накернить, просверлить, и зафиксировать сборку заклёпкой 3,2 мм.
Догнуть плоскости по линиям «А» и «В» внутрь зонта (на своё место), руками зажав её между полоской металла (толщиной 2 мм, шириной 40-45 мм, длиной ~30 см); и бруском (штакетиной) 25×45 мм подходящей длины. При необходимости уплотнить этот гиб киянкой. При необходимости слегка осадить верх закрывающего ребра жёсткости в вершине колпака.
Нижний пояс колпака можно в выкройку не включать, а изготовить его отдельно. Из полосы соответствующей длины и ширины согнуть прямоугольник посадочных размеров «а» и «b»; отогнуть в его верхней части борты для жёсткости и крепления, и вложить внутрь колпака перед окончательным догибом плоскостей по линии «А» и «B». При необходимости зафиксировать заклёпкой 3,2 мм.
При изготовлении колпаков больших размеров разделить выкройку на две половины, но не по угловым линиям «d», а по серединам противоположных плоскостей-граней. Соединить половины двумя реечными «швами», устанавливая рейки внутри зонта, лицевой стороной к соединению. Фальцевый шов, особенно на крашенном материале, может (и будет) выглядеть неаккуратным. Нижний пояс для больших колпаков делать отдельно.
Внешний вид колпака с маленькой высотой
— смотри рисунок квадратного зонта на странице «Газовая вытяжка».
Упрощённый колпак для столбов
с поясом из кирпича:
Для опорных стоек и металлических столбов из профильных труб применяются в виде маленьких колпачков. Заглушки изготавливаются из более толстого металла, обычно в форме низкой пирамиды.
Изготовление одинарного и двойного соединительного фальца см. на странице «Стальная кровля».
Узел прохода короба вытяжной трубы в кровле крыши.
Короб устанавливается (одевается) на прямоугольный стакан, все стороны которого на 3 — 4 мм меньше сторон короба. Стакан под углом ската крыши склёпан с листом того же цвета, что и цвет кровли. Выкройку короба и установочного стакана разделки удобно чертить на одном жестяном листе. При небольшой высоте конструкции вентиляционный (или защитный, теплоизоляционный) короб можно соединять непосредственно с кровельным листом, т. е. без промежуточного стакана.
Разметить прямоугольное отверстие на обратной (не лицевой) стороне кровельного листа разделки. Размеры листа принять такими, чтобы с достаточным запасом (минимум по 20 см) перекрыть примыкающие к трубам участки кровли, а часть листа со стороны конька накрыть листом кровли сверху.
Проверить плотность установки стакана на листе. Наметить ответные отверстия Ф3,5 мм для крепления заднего борта. Снять стакан, просверлить отверстия. Перед окончательной установкой стакана на лист нанести под борты крепления герметик или любой водо-морозоустойчивый клей. Зафиксировать заклёпками 3,2 мм задний борт; затем боковые и передний.
Стакан и короб (уже с зонтом) поочерёдно установить (одеть) на вытяжные трубы для их тепло-влагоизоляции и улучшения внешнего вида. Со стороны конька крыши в нижней части конструкции дополнительно установить перед ней уголок-отбойник для отвода стекающей воды, особенно в том случае, если напор потока усиливается на крутом или длинном скате крыше.
Квадратный зонт
и его выкройка, выкройка
круглого зонтика
для трубы диаметром 160мм — на странице «Газовая вытяжка».
Зонт, «дымник», флюгарка.
Высоту зонта выбрать любую. Если в торцевых деталях отрезать небольшие участки в их верхнем углу (по линии «К «), то у «дымника» будут два дополнительных окна для вытяжки. Сверху закрыть эти окна выступающим коньком, торцы которого можно срезать фигурно. По уровню этой же линии («К «) можно сделать одно прямоугольное окно в верхней части всего зонта, которое придётся защитить сверху вторым зонтом, но меньшего размера. Флюгарка — зонт с флюгером, часто флюгаркой называют комбинацию из двух зонтов различного размера и формы; один из простых её вариантов на этом . Выкройку основной (большой) детали можно разделить на две одинаковые части — по линии её конька.
В двух торцевых деталях просверлить по четыре отверстия ф 3,5 мм.
Прогнуть все рёбра жёсткости по линиям «d» почти на 90°.
Прогнуть рёбра жёсткости 15 мм по линиям «А» и «В» на 90°.
Прогнуть зонт по линии конька до угла плоскостей.
Прогнуть все линии *60 с учётом уклона плоскостей зонта.
Гибку желательно делать в листогибе — даже самодельный из двух уголков значительно повысит качество гибки линий и внешний вид изделия.
Временно закрепить основную деталь на ровной поверхности, выдерживая размер «В».
Плотно приложить торцевую деталь к основной. Наметить ответные отверстия ф 3,5 мм; просверлить. Зафиксировать сборку заклёпками 3,2 мм.
Стойки сделать из полос этого же материала, свернув полосу (ш.105-110мм, дл. около 40см) дважды — т. е. в три слоя по 35 мм, БЕЗ ОСАДКИ по линиям сгиба для сохранения жёсткости.
Разметка отверстий для крепления стоек к зонту:
В расчёте размера » y
» 3 см принимать к зонту для коробов или поясов из жести, 6 см — к зонту для кирпичной трубы.
Тройник для вытяжки.
Разметить и вырезать отверстие в выкройке основного патрубка «D». На нижнем чертеже представлена (как пример) точная разметка отверстия для входа d 140 mm в D 150 mm. На странице «Газовая вытяжка» дан чертёж разметки входного отверстия для тройника, объединяющего диаметр 120 мм с трубой 140 мм; и отвода диаметром 120 мм, как наиболее часто применяемых при устройстве индивидуального газового отопления в частном доме или в квартире.
Разметка входного отверстия диаметром 140 мм в трубу диаметром 150 мм:
Подготовить фальцы, «прокатать» патрубок «D» в форму трубы, но фальцевый шов не соединять.
Входной патрубок «d» временно установить в свёрнутый (но не уплотнённый по шву) патрубок «D». Выровнять взаимное положение патрубков. Патрубок «d» (входной) отчеркнуть и отрезать по линии входного отверстия. По линии отреза на патрубке «d» отогнуть борт шириной 8 — 10 мм как показано на рисунке. Установить входной патрубок в тройник изнутри «расстёгнутого» проходного патрубка «D», застегнуть фальцы, проверить плотность примыкания деталей. Уплотнить фальцевый шов, просверлить ответные отверстия ф 3,5мм — зафиксировать сборку заклёпками ф 3,2 мм. При необходимости изнутри тройника добавить в линию соединения любой герметизирующий материал: шпаклёвку, краску, герметик.
При устройстве вытяжки от газового оборудования, от отопительного котла или от водонагревательной колонки, плотности соединений следует уделить особое внимание.
Углы, отводы вентиляции и газоходов.
Представлен упрощённый метод разметки линии сопряжения звеньев отвода, который даёт хоть и приближённую, но вполне применимую на практике выкройку. Уменьшение числа звеньев отвода (угла) увеличивает искажение и необходимость корректировки (подрезки) при сборке. Точные выкройки отводов строятся приёмами начертательной геометрии.
Выкройка и разметка линии сопряжения звеньев трёхзвенного отвода на 90 градусов.
Точную (в цифрах) разметку лекальной линии для отвода диаметром 120 мм смотри на странице «Газовая вытяжка». Выкройка и разметка линии сопряжения звеньев для пятизвенного отвода 90 градусов находится на странице «Тройник, отводы, переходы». Лекала левой стороны выкроек зеркально перенести на правую сторону.
Точки разметки соединить в плавную линию, полученное лекало зеркально отразить справа.
Выкройка и приблизительная разметка линии сопряжения двух звеньев прямого угла:
На чертеже дано лекало прямого угла девяносто градусов для трубы диаметром 100 мм.
Кормушка для кроликов.
Выкройка для изготовления кормушки бункерного типа из оцинкованной жести. На чертеже даны размеры деталей кормушки ёмкостью 3,5 л сухого насыпного корма.
Сборку заклёпками можно заменить контактной сваркой или точечной пайкой.
Просверлить все отверстия в деталях первого (пробного) экземпляра. Сделать надрезы по краям линий сгиба задней и внутренней стенок. Прогнуть борты крепления 15 мм на 90 градусов. Линию 25 мм задней стенки прогнуть внутрь примерно на 135 градусов, придать форму лотка кормушки. Согнуть внутреннюю и заднюю стенки до своих рабочих положений, используя боковые стенки в качестве кондуктора. Убедиться в совпадении отверстий. При необходимости подкорректировать их расположение на деталях следующих экземпляров. Соединить заклёпками 3,2мм внутреннюю стенку с обоими боковыми. Вложить в заднюю стенку, установить заклёпки.
Кормушку можно дополнить верхней крышкой и элементами крепления к клетке.
Водосборная воронка, водосточный жёлоб.
Размеры, фигурный обрез верха и художественные элементы водоприёмной воронки — по усмотрению исполнителя. Ширину полосы для выкройки каждой следующей по стоку воды секции жёлоба полезно увеличить на 1 — 2 мм.
В связи с большим количеством материала, некоторые чертежи и рисунки перенесены на другие страницы, в соответствии с их тематикой.
Выкройки конфузора, диффузора, перехода с круглого сечения на круглое другого диаметра (ведро), с прямоугольного сечения на круглое, на прямоугольное — находятся на странице «Чертежи, схемы, рисунки сайта».
Каждый жилой или даже дачный дом, баня, не подключенные к центральной системе отопления, снабжаются теплогенерирующим прибором. Чтобы вывести из внутреннего помещения продукты сгорания топлива в топке к ним подводится канал дымоудаления. Самый доступный по цене вариант – дымоход из оцинковки, в строительных магазинах цена 1 м трубы из этого материала составляет порядка 110 р. Если к этому добавить затраты на поворотные элементы, дефлектор и кронштейны, монтаж обойдется в кругленькую сумму. Однако, в этой статье мы расскажем, как сократить расходы на 60% и как сделать дымоход из стальной трубы своими руками.
Плюс магазинных моделей дымоходов из оцинкованной стали состоит в том, что производители выпускают широкий ассортимент размеров. Кроме того, среди заводской продукции можно найти двухконтурные, снабженные термоизоляцией, гофрированные, обладающие повышенной гибкостью и одноконтурные. Изготовляя самодельный дымоход, приходится ограничиваться только одноконтурными трубами. Чтобы система дымоудаления работала эффективно, следует учесть следующие параметры:
Важно! Лист оцинкованной стали размером 2500х125 мм в строительных магазинах стоит около 600 р, при грамотном раскрое из одного листа получается 8,75 м трубы диаметром 100 мм, получается стоимость 1 м составляет примерно 68 рублей, что дает 60% экономии!
Как сделать ведро из жести своими руками?
Металлические ведра пришли на смену деревянным в быт российского народа уже на рубеже XIX и XX вв. До этого периода простому люду они не были доступны, поскольку являлись дорогими.
С развитием металлургической промышленности они вытеснили деревянного предшественника и надежно заняли свои позиции в доме каждого человека. Несмотря на то, что сейчас появились ведра из пластика, ведро металлическое не исчезло из обращения.
Более того, многие люди предпочитают простое ведро оцинкованное любому фигурному или складному из пластика.
Слухи о вреде посуды из пластика, порой и небезосновательные, делают свое дело. Ведро железное надежнее и безопаснее, таково мнение сельского жителя. Ведь в селе и по сей день достают питьевую воду из колодца. Ведром из пластика это сделать весьма затруднительно.
Область применения стального ведра необъятна: это и стройка для сыпучих материалов и для бетонного раствора, и в сельском хозяйстве оно необходимо повсеместно. Его используют как меру при торговле зерном и другой сельхозпродукцией.
Им достают воду из естественных водоемов, греют воду для хозяйственных нужд. Так что пока оно незаменимо.
Жестяные ведра
Практически все металлические ведра сделаны из жести. Потому целесообразно будет ознакомиться с процессом производства жести, а потом и с линией изготовления ведер из этого материала. Ведро металлическое 10 л — самый ходовой товар, поэтому к нему приковано пристальное внимание предприимчивых людей.
Жесть — это холоднокатаная листовая сталь, которая после прокатки проходит дополнительную обработку в зависимости от того, для чего она предназначена:
- Чаще всего это процесс лужения — покрытия листа слоем олова. Материал приобретает товарный вид и называется белой жестью. Лудят жесть горячим и холодным способами . В первом случае толщина оловянного покрытия находится в пределах от 1,6 до 2,5 мкм. После холодного, то есть электролитического осаждения олова, толщина покрытия варьируется от 0,34 до 1,56 мкм. Покрытие оловом — процесс дорогостоящий, поэтому все чаще используются другие способы покрытия черной жести.
- Жесть может быть еще покрыта лаком, из которой в основном делают консервные банки. Слой лака делает жесть нейтральной, благодаря чему консервированные продукты не вступают в реакцию с металлом. Жесть, покрытую лаком, используют и в машиностроении.
- Покрытие жести цинком делает ее более прочной и антикоррозийной. Оцинкованная жесть находит применение во многих областях жизни человека. Это и бытовые предметы — ведра, тазы, ванночки, баки; различные трубы для дымоходов и вытяжек, а также жестяное покрытие для кровель.
- Хромированная жесть получается в результате электролитического осаждения хромовым ангидридом. Область применения хромированной жести достаточно многочисленна: в машиностроении, как консервная тара, для создания различных бытовых предметов, в том числе и емкости для подачи на стол охлажденных вин и шампанского.
- Жесть покрывают никелем, и тогда она называется нержавеющей сталью. Ведра из нержавеющей стали, пожалуй, самые дорогие. Потому на фоне более демократичных вариантов рассматриваются как своего рода роскошь.
Ведро эмалированное с крышкой
Ведро эмалированное, с крышкой, 12 л. 2С28
Эмалированные ведра — незаменимая вещь в хозяйстве:
- в них можно держать воду;
- собирать и транспортировать ягоды, не опасаясь окисления;
- они годятся для молока, сметаны, творога в тех хозяйствах, где занимаются животноводством;
- в них можно квасить капусту, солить огурцы, грибы и другие разносолы.
Каковы преимущества эмалированных тар:
- благодаря эмалевому покрытию они не поддаются коррозии и не вступают в реакцию с агрессивными наполнителями;
- эмалированные емкости очень привлекательно выглядят. Производители выпускают их в широком цветовом ассортименте. Кроме того, их нередко украшают набивными рисунками, что не может не радовать глаз;
- как правило, они оснащены крышками и поддонами, что позволяет кипятить в них воду, белье и даже готовить первые блюда в большом объеме, когда это необходимо;
- ручка эмалированных емкостей продублирована пластиковой оплеткой, что очень удобно. Когда в ведре несут тяжелый наполнитель, ручка не врезается в руки;
- тара эмалированная с крышкой чаще всего выпускается стандартного размера — 10-12 л;
- в основном форма эмалированных ведер не отличается большим разнообразием: цилиндрическая и усеченного конуса.
Они очень удобны в эксплуатации, хорошо моются, не вбирают в себя посторонних запахов. Обычно производятся из высококачественной жести толщиной от 0,8 до 2,0 мм с двойным эмалевым покрытием, которое осуществляется, согласно техническим характеристикам, двумя способами:
- Мокрым, или шликерным способом, при котором эмаль наносится на стенки тары с помощью пульверизатора или при полном погружении предмета в жидкую эмаль. Затем предмет высушивается в печи, и процедура производится повторно.
- Сухим способом, при котором эмалевая пудра наносится на стенки раскаленного докрасна изделия. После этого производится обжиг предмета, наносится второй слой пудры и снова обжиг.
Изготовление
Для изготовления трубы из листа оцинкованной стали потребуется резиновая или деревянная киянка достаточного веса, чтобы гнуть металл . В процессе работы используются ножницы для резки металла, длинная линейка, чертилка для разметки, уголок и «пушка» для гибки. Процесс сгибания происходит следующим образом:
Обратите внимание! Для устройства дымохода требуются поворотные детали, которые изготавливают, обрезая под углом прямые трубы. Если обрезать трубы под углом 75 градусов, то при стыковке получается поворот 150 градусов, если под углом 45 градусов – поворот на 90 градусов. Чтобы улучшить эффективность самодельного дымохода, его оборачивают негорючим термоизоляционным материалом.
Преимущества
С появлением большого количества заводской продукции для сборки дымоходов из оцинкованной стали потребность изготовлять трубы своими руками снизилась. Однако, самодельные трубы позволяют снизить затраты и подобрать идеальный диаметр.
Кроме того, они используются для оборудования водостоков, поэтому умение делать трубы своими руками пригодится в быту. Металлические дымоходы по сравнению с другими обладают следующими преимуществами:
- Легкий вес. Каналы дымоудаления из самодельных оцинкованных труб весят гораздо меньше, чем кирпичные или керамические. Поэтому для не нужно оборудовать фундамент, стоимость заливки которого превышает затраты на материал и монтажные работы.
- Пожарная безопасность. Согласно строительным нормам дымоходы из стали являются полностью безопасными в пожарном отношении. Металл высокого качества выдерживает нагревание до 900 градусов, поэтому подходит даже для твердотопливных печей и каминов.
- Низкая стоимость. Дымоходные трубы из стали являются самым демократичным способом организации дымоудаления, стоимость установки в разы ниже, чем устройство кирпичных и керамических аналогов.
- Простота сборки. Собирается дымоход из оцинкованной стали без труда своими руками согласно инструкции, за счет чего экономятся средства, затрачиваемые на наем профессиональных работников.
Важно! Эффективность дымоудаления зависит от правильности сборки дымохода. Опытные мастера советуют выбирать преимущественно вертикальную конфигурацию с наименьшим количеством поворотов. Каждый поворотный элемент является препятствием на пути дыма, снижая силу тяги.
Ведро оцинкованное под микроскопом – как делают оцинкованную сталь?
Для начала выясним, из чего делают оцинкованные ведра. Ничего сверхсекретного в этом процессе нет и не было – в основе производства ведер лежит обычная сталь. Спрашивается, а как же она не ржавеет, соприкасаясь в быту с жидкостями. Все дело в оцинковке!
Наиболее распространенным способом производства стали, которая не будет ржаветь в процессе использования, является комбинация стали с металлом, отлично выдерживающим испытание коррозией. Таковым металлом является цинк. Достичь соединения стали и цинка достаточно легко, правда, сделать это в быту вряд ли возможно, а вот на сталелитейном производстве – запросто.
Чтобы получить не просто стойкую к повреждениям краску, а объединить сталь и цинк в одно целое, листы черного металла погружают в расплавленный цинк, благодаря чему они становятся одним целым.
Если после такой горячей ванны исследовать лист оцинкованной стали под микроскопом, вы увидите, что внешний слой листа полностью состоит из цинка, в последующих слоях вы найдете смесь железа и цинка, а с приближением к внутренней части слоя количество цинка будет приближаться к нулю. Можно, конечно, покрасить или опрыскать сталь цинком, но это как раз тот случай, когда верхний слой образует пленку, всего лишь покрывающую нижние слои. При первом удобном случае эта пленка будет содрана, поскольку ни цинк, ни сталь не имеют свойств образовывать прочную связь. Цена на такое оцинкованное ведро может не отличаться от цены качественного изделия, однако прослужит оно гораздо меньше.
Еще один вариант получения тонкого слоя оцинковки – это применение электричества, однако и это лишь альтернативный путь, который не в состоянии заменить основной способ. Именно из горячеоцинкованной стали тонколистового проката и изготавливаются ведра по всем соответствующим ГОСТам. Это позволяет достаточно долго эксплуатировать емкости без потери слоя оцинковки, впрочем, сроки эксплуатации во многом зависят от материалов, которые транспортировались в ведрах.
Правила сборки
Чтобы правильно собрать дымоход из оцинкованной стали, нужно предварительно разметить схему размещения и прокладки трубы. По этому чертежу следует определить, сколько потребуется труб, и разрезать на участки необходимой длины. Сборку выполняют следующим образом:
Обратите внимание! На кровлю канал дымоудаления выводят на расстоянии 30-50 см от конька. Чтобы обеспечить уровень тяги, должна быть на 50 см выше конек. Неправильное размещение на кровле может стать причиной возникновения обратной тяги или ветрового подпора.