Общие сведения и классификация калибров
Следует сразу сказать, что калибры не позволяют в полной точности определить геометрический размер изделия, инструмент предназначается для установки соответствия параметров детали указанным в чертеже размерам. Иными словами, калибры используются для определения допусков при изготовлении детали.
Многие автопроизводители и строители используют данный инструмент для сортировки деталей. Несмотря на простоту конструкции калибра, с его помощью можно быстро и легко осуществить контроль изделия даже самой сложной конфигурации. Правда имеются у инструмента и некоторые минусы – недостаточная универсальность и отсутствие возможности выявлять значительные отклонения в размерах.
В зависимости от типа и назначения калибры подразделяют на:
- калибр-пробку;
- калибр-кольцо;
- калибр-скобу.
Также инструмент обычно делят на предельный и нормальный. Предельные калибры имеют два основных параметра, один из которых соответствует максимальному (проходному) размеру детали, второй – минимальному (непроходному). Нормальный калибры включают необходимый для конкретной детали размер.
Чаще применяют инструменты предельного типа, нормальные калибры обычно используют в качестве контрольных. К тому же, предельными калибрами легко пользоваться без особых навыков, а эксплуатация нормального инструмента предполагает наличие высокого уровня профессионализма.
Используемые для проведения контрольных замеров и определения форм детали на начальной стадии калибры называют рабочими, а те, которые применяются для контроля резьбы – контркалиберными. Существуют также приемные калибры, используемые для определения качества изготавливаемой продукции.
В зависимости от предназначения также существует несколько вариантов инструмента. Для наружной резьбы применяют резьбовые калибры-кольца, контркалибры-пробки используются для конусных колец, для гладких колец подходят конусные гладкие калибры-пробки или контркалибры-пробки конусные. Внутренняя резьба измеряется с помощью гладких или резьбовых конусных калибров-пробок.
Калибры. Контроль калибрами. Виды, устройство, обозначение калибров.
Рис. 2.44. Калибр-скобы
Предпочтение отдают односторонним предельным калибрам. Они сокращают время контроля изделий и расход материала.
Калибр-скобы для контроля валов.
Применяют предельные и регулируемые калибр-скобы (ГОСТ 18358-93 — ГОСТ 18369-93). К предельным калибр-скобам относятся: скобы листовые односторонние (рис. 2.44, а) и двусторонние; скобы штампованные односторонние (рис. 2.44, б), двусторонние (рис. 2.44, в) и односторонние с ручкой (рис. 2.44, г).
Регулируемые калибр-скобы (рис. 2.45) позволяют компенсировать износ и могут настраиваться на разные размеры, относящиеся к определенным интервалам. Однако по сравнению с нерегулируемыми скобами они имеют меньшую точность и надежность и обычно применяются для контроля размеров с допусками не точнее 8 квалитета точности.
Рис. 2.45. Регулируемый калибр-скоба
По назначению предельные калибры подразделяют на рабочие, приемные и контрольные.
Рабочие калибры предназначены для контроля деталей в процессе их изготовления. Ими пользуются операторы и наладчики оборудования, а также контролеры ОТК завода- изготовителя.
Приемные калибры применяют для приемки деталей представителями заказчика.
Для установки регулируемых калибр-скоб и контроля нерегулируемых калибр-скоб, а также для изъятия из эксплуатации вследствие износа применяют контрольные калибры (К- И), которые имеют форму шайб (см. рис. 2.43, з). Несмотря на малый допуск контрольных калибров они все же искажают установленные поля допусков на изготовление и износ рабочих калибров, поэтому вместо них, по возможности, целесообразно применять концевые меры длины или универсальные измерительные приборы.
Вставки и насадки калибр-пробок изготавливают из сталей X по ГОСТ 5950 — 2000 или ШХ-15 по ГОСТ 801—78. Допускается изготовление вставок и насадок из сталей У10А или У12А для калибров всех видов, кроме неполных калибр-пробок, получаемых штамповкой, а также из стали 15 или 20 для калибров диаметром более 10 мм.
При изготовлении деталей калибров с рабочей поверхностью из цементуемой стали 15 или 20 толщина слоя цементации должна быть не менее 0,5 мм. Рабочие поверхности, а также поверхности заходных и выходных фасок (притуплений) калибр-пробок всех видов размером 1… 100 мм (кроме листовых и неполных калибр-про- бок) хромируют или наносят другое износостойкое покрытие.
Твердость рабочих поверхностей и поверхностей заходных и выходных фасок калибр-пробок с хромовым покрытием — HRC3
57…65. Параметры шероховатости рабочих поверхностей должны находиться в пределах Ra 0,04…0,32 мкм в зависимости от вида калибра, точности контролируемого параметра изделия и его размера.
Для повышения износостойкости и снижения затрат в условиях производства часто применяют калибры со вставками и насадками из твердосплавных материалов (ГОСТ16775 — 93 — ГОСТ16780 — 71). Износостойкость таких калибров в 50… 150 раз выше по сравнению с износостойкостью хромированных калибров при повышении стоимости калибров в 3…5 раз.
Рис. 2.46. Эскизы калибр-пробки (а), калибр-скобы (б) и калибр- шайбы (в)
Технические требования на гладкие нерегулируемые калибры устанавливает ГОСТ 2015 — 84.
Маркировка калибра предусматривает номинальный размер детали, для которого предназначен калибр, буквенное обозначение поля допуска изделия, числовые значения предельных отклонений изделия в миллиметрах (на рабочих калибрах), тип калибра (например, ПР, НЕ, К-И) и товарный знак завода-изготовите- ля. На рис. 2.46 представлены эскизы калибр-пробки (ГОСТ 14810 — 69), калибр-скобы (ГОСТ 18360 — 93) и контрольного калибр-шайбы с указанием типовой маркировки, исполнительных размеров, точности формы и шероховатости рабочих поверхностей.
Калибры для контроля глубин и высот уступов.
Эти калибры (рис. 2.47) составляют особую группу. Конструктивно представляют собой ступенчатые пластины той или иной формы. ГОСТ 2534 — 77 предусматривает виды калибров с охватом размеров
1…500 мм 11… 18 квалитетов точности. Калибрами определяют годность изделия по наличию зазора между соответствующими плоскостями калибра и изделия. Вместо проходной и непроходной сторон у этих калибров имеются стороны, соответствующие наибольшему (Б) и наименьшему (М) предельным размерам изделия.
Основными методами контроля являются следующие методы: световой щели, или на просвет, надвигания, осязания, по рискам.
От выбранного метода зависят и средства контроля:
— калибры для контроля на просвет (рис. 2.47, а, б, в);
— калибры для контроля методом надвигания (см. рис. 2.47, г, д, е);
— калибры для контроля методом осязания (рис. 2.47, ж, з);
— калибры для контроля по рискам (рис. 2.47, и, к).
Калибрами по методу на просвет контролируют допуски не менее 0,04…0,06 мм. Минимальные допуски изделий, контролируемых ступенчато-стержневыми калибрами, составляют 0,03 мм, контролируемых по осязанию — 0,01 мм.
Рис. 2.47. Калибры для контроля глубин и высот уступов
Рис. 2.48. Виды конусных калибров
В системе ИСО предельные калибры для глубин и высот не стандартизованы.
Конусные калибры.
Контроль наружных конусов выполняется конусными калибр-втулками, а контроль внутренних конусов — конусными калибр-пробками. ГОСТ 24932 — 81 устанавливает виды и исполнения калибров для гладких конусов с раздельным нормированием каждого вида допуска с диаметрами в заданном сечении до 200 мм, конусностью от 1:3 до 1:50, допусками диаметров 6… 12 квалитетов, допусками углов конусов 4…9 степеней точности. Некоторые представители конусных калибров изображены на рис. 2.48.
Примеры обозначения:
калибр-втулки 40 4-й и 5-й степени точности — «Втулка 40 АТ4, ГОСТ 20305 — 94»;
контрольной калибр-пробки 60 6-й и 7-й степени точности — «Пробка 60-К АТ6, ГОСТ 20305 — 94».
Калибры для контроля расположения поверхностей.
Допуски, методика расчета исполнительных размеров и общие указания по применению калибров для контроля расположения поверхностей установлены ГОСТ 16085 — 80.
Он распространяется на калибры неразъемной конструкции, предназначенные для контроля поверхностей (их осей или плоскостей симметрии) с зависимыми допусками расположения, а также для контроля прямолинейности оси при зависимом допуске формы.
Измерительные поверхности калибров расположения представляют собой композицию элементов, воспроизводящих совокупность поверхностей сопрягаемых деталей.
При этом размеры отдельных измерительных поверхностей выполняют по самому неблагоприятному для сборки размеру (по проходному пределу), а их относительное расположение или расположение относительно базового элемента с очень высокой точностью выдерживают по указанным на чертеже изделия номинальным размерам.
Калибры контроля точности цилиндрических резьб.
С помощью калибров используют комплексный и дифференцированный (поэлементный) методы. Комплексный метод применяют для резьбовых деталей, допуск среднего диаметра которых является суммарным. Он основан на одновременном контроле среднего диаметра (d2 (D2)), шага (Р), половины угла профиля (а/2), а также внутреннего (d, (D,)) и наружного (d (D)) диаметров резьбы путем сравнения действительного контура резьбовой детали с предельными.
При дифференцированном методе контроля отдельно проверяют внутренний и наружный d диаметры, шаг Р и половину угла профиля а/2 с помощью обычных гладких калибров и шаблонов.
Все виды калибров и контркалибров (всего 37 видов) для цилиндрических резьб (метрической, трапецеидальной, трубной и упорной) устанавливает ГОСТ 24939 — 81. Конструктивные размеры резьбовых калибров и их элементов регламентируют ГОСТ 18465—73 и ГОСТ 18466 — 73.
В комплект резьбовых калибров входят рабочие гладкие и резьбовые проходные и непроходные калибры, калибры и контркалибры (КПР, ПР, КПР-НЕ, КНЕ-ПР, КНЕ-НЕ, КИ-НЕ, У-НЕ, У-ПР) для проверки и регулирования (установки) рабочих резьбовых скоб и колец.
Условное обозначение (номер вида) некоторых калибров по ГОСТ 24997 —81:
ПР (1) — калибр-кольцо резьбовой нерегулируемый;
КПР-ПР (2) — калибр-пробка резьбовой контрольный проходной для нового резьбового проходного нерегулируемого калибр- кольца;
КНЕ-НЕ (3) — калибр-пробка резьбовой контрольный непроходной для нового резьбового проходного нерегулируемого калибр-кольца;
ПР (4) — калибр-кольцо резьбовой проходной регулируемый;
ПР (7) — калибр-скоба резьбовой проходной;
У-ПР (8) — калибр-пробка резьбовой установочный для резьбового проходного калибр-скобы.
Проходные резьбовые калибры должны свинчиваться с проверяемой резьбой. Свинчиваемость калибра с гайкой означает, что приведенный средний и наружный диаметры резьбы гайки не выходят за установленные наименьшие предельные размеры.
Маркировка резьбового калибра предусматривает нанесение обозначения резьбы, поля допуска резьбы, назначения калибра (например, ПР), товарного знака предприятия-изготовителя, а на калибрах с левой резьбой предусматривается добавление букв «Ш».
На калибрах, используемых для собственных нужд предприятия-изготовителя, товарный знак может не наноситься.
Номинальный шаг резьбы (или число ниток на дюйм) определяется с помощью резьбовых шаблонов (резьбомеров) (рис. 2.49, а). В соответствии с ТУ 2-034-228 — 87 резьбовые шаблоны выпускают наборами для метрической резьбы с шагом от 0,4 до 6 мм включительно (20 шаблонов) и для дюймовой резьбы с числом ниток на дюйм от 28 до 4 включительно (17 шаблонов).
При наложении шаблона на профиль резьбы (рис. 2.49, б) следует использовать возможно большую его длину, так как это повышает точность определения шага.
Комплексные проходные калибры.
Точность размеров, формы и положения поверхностей у деталей с прямобочными шлицами, как правило, контролируют комплексными проходными калибрами (ГОСТ 24959—81, ГОСТ 24960—81): шлицевые втулки проверяют калибр-пробками, а шлицевые валы — калибр-кольцами.
Рис. 2.49. Резьбовые шаблоны (резьбомеры): а — набор; б — принцип контроля
Рис. 2.50. Калибры-щупы (а) и контроль с помощью щупов (б, в]
При необходимости производят также поэлементный контроль центрирующих и нецентрирующих диаметров, ширины впадин и шлицев специальными гладкими калибрами по ГОСТ 24961—81 — ГОСТ 24968—81.
Условное обозначение калибра состоит из наименования калибра («пробка» или «кольцо»), номера вида калибра, условного обозначения шлицевой втулки вала, для которых предназначен данный калибр, степени точности калибра и обозначения стандарта.
Примеры обозначения:
калибр-кольца 1-го вида 4-й степени точности для вала 50х2х9дпо ГОСТ 6033 — 80— «Кольцо 1-50х2х9g/4, ГОСТ 24969 — 81»;
комплексного калибр-пробки 5-го вида 4-й степени точности для шлицевой втулки 50х2х9Н по ГОСТ 6033 — 80— «Пробка 5-50х 2 х 9Н/4 ГОСТ 24969—81».
Калибры-щупы.
Это нормальные калибры для проверки зазора между поверхностями (рис. 2.50). Щупы представляют собой пластины с параллельными измерительными плоскостями. В соответствии с ТУ 2-034-0221197 — 91 щупы изготавливаются длиной 100 и 200 мм. Щупы длиной 100 мм могут изготавливаться отдельными пластинами и наборами (четырех номеров), включающими следующие номинальные размеры пластин:
набор № 1 (9 щупов) — с толщиной от 0,02 до 0,1 мм с градацией через 0,01 мм;
набор № 2 (17 щупов) — с толщиной от 0,02 до 0,5 мм;
набор № 3 (10 щупов) — с толщиной от 0,055 до 1 мм с градацией через 0,05 мм;
набор № 4 (10 щупов) — с толщиной от 0,1 до 1 мм с градацией через 0,1 мм.
При применении щупов либо используется один из них, либо складываются два и более щупа для набора требуемой толщины.
Допускаемые отклонения толщины новых щупов колеблются от 5 до 15 мкм в зависимости от их номинальной толщины. При применении набора щупов погрешность контроля увеличивается.
Калибры-кольца, калибры-пробки и калибры-скобы – их особенности и предназначение
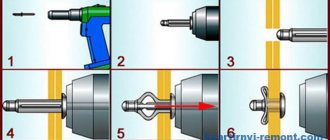
Резьбовые калибры-пробки имеют цельную конструкцию, дополненную вставками на хвостовике конического типа. Инструмент состоит из проходной резьбовой части, которая длинная, и непроходной части, которая короткая. Проходной калибр отличается полным профилем, непроходной калибр имеет от 3 до 5,5 витков в длину. Кроме того, на конце непроходной части располагается цилиндрическая направляющая. Основная задача этих инструментов состоит в измерении размеров у изделий с наименьшим средним диаметром.
Во время работы калибр-пробку нужно ввинчивать в контролируемые кольца. Если процесс происходит легко и свободно, значит проверяемый средний диаметр не меньше установленного определенного размера.
Калибры-кольца представлены двумя видам: они бывают жесткими (нерегулируемыми) и регулируемые. Нерегулируемые калибры отличаются наличием резьбы по всей ширине, в то время как у регулируемых калибров резьба имеет ограниченный профиль. Кроме того, регулируемые кольца оснащены роликами, позволяющими регулировать степень износа. Одним из преимуществ регулируемых калибров состоит в том, что их можно неоднократно регулировать, за счет чего повышается износостойкость и долговечность инструмента.
Нерегулируемые калибры-кольца используются для контроля больших диаметров изделия и внутренних диаметров наружной резьбы. Наружный диаметр таким образом измерить не получится. Для проверки степени износа колец можно использовать калибры-пробки.
Самыми производительными видами калибров считаются скобы, которые чаще всего используются для измерения наружной резьбы. Такие калибры легко фиксируются непосредственно на измеряемое изделие, довольно просто поддаются контролю и регулировке при износе. К сожалению, имеются у подобного инструмента и свои недостатки: они легко деформируются, приводя к существенным измерительным погрешностям.
Конструкция инструмента
Этот измерительный инструмент изготовлен из цельного металлического бруска. На обоих концах расположены цилиндрические элементы заданного диаметра. Поэтому, их подразделяют на следующие классы:
- измерительные;
- резьбовые;
- гладкие (односторонние или двухсторонние);
- проходные;
- предельные.
Каждый устройство конструктивно состоит из следующих элементов:
- ручки (с нанесённым рифлением по ГОСТ 14748-69);
- вставки;
- шпонки;
- фиксирующего винта.
Скачать ГОСТ 14748-69
Например, калибр пробка резьбовая в качестве вставки используется для проверки метрической резьбы. Они делятся на две категории: для проверки резьбы от 1 до 68 мм и от 68 до 200 мм. Требования к ним приведены в специальных стандартах. Все резьбовые пробки имеют конструкцию с полным или укороченным профилем резьбы. Каждая из пробок имеет свою специфику применения.
Гладкие предельные пробки на основании установленных стандартов делятся на следующие конструкции:
- двусторонние с вставками цилиндрической формы;
- с коническими вставками;
- с цилиндрическими насадками;
- полные и неполные;
- односторонние листовые;
- полные и неполные шайбы.
Калибр-пробка гладкая двухсторонняя имеет на обоих концах ручки соответствующие вставки. Одна пробка называется проходная и обозначается аббревиатурой «ПР». Вторая пробка является не проходной и имеет обозначение «НЕ». Размеры гладких калибров пробок определяются их назначением и приведены в стандарте на такие инструменты. Основными параметрами являются внешний диаметр, размер головки (вставки) класс точности обработки. Для проведения проверок отверстий, имеющих диаметр в интервале от пяти до двадцати миллиметров, для пробки изготавливают насадку в форме конуса. Для отверстий большего диаметра такая насадка выполняется цилиндрической.
Проходные гладкие пробки производятся на основании существующих типоразмеров. Промежуточные пробки имеют ближайший размер по ГОСТ. Предельные калибры- пробки состоят из таких же элементов, как и проходные. Каждый размер отдельной детали пробки наносится на чертёж. Он служит для определения точного размера конструкции и порядка его применения.
Особенности расчета резьбовых калибров
При проектировании резьбовых калибров учитываются такие показатели:
- шаг;
- поля допусков контролируемой резьбы;
- длина свинчивания;
- наружное номинальное сечение.
Для расчета метрической резьбы учитывают показатель номинального внутреннего и среднего сечения соединения. Для трапецевидной резьбы также принимают в расчет диаметры гайки (внутренний и наружный) и винта (внутренний).
Конкретная форма калибра выбирается в зависимости от типа инструмента.
В современном производстве расчет калибров осуществляется при помощи специальных программ.
Электроинструмент калибр и дополнительные классификации
Кроме основной классификации есть и другая. В ней данные приспособления бывают предельными и нормальными. Предельными калибрами пользуются там, где требуется не только надежное, но и прочное соединение деталей. При помощи таких калибров можно узнать соответствует ли размер на контролируемой детали допустимым пределам или же он намного превосходит. Под нормальными калибрами понимаются особо точные шаблоны. Обычно их используют тогда, когда требуется провести контроль над сложными элементами и профилями.
Можно рассматривать и еще одну классификацию, обусловленную недавними разработками, которые дали миру калибры с электрическим приводом, причем появились они действительно не так давно. В основном, их используют на крупных предприятиях, где требуется быстро и качественно проконтролировать большое количество деталей. К концам инструмента устанавливаются электропроводы и механизм, который проводит ввинчивание сам. Имеет электроинструмент калибр и специальный регулятор, который сам снимает показатели, сравнивает полученные размеры с допустимыми. При пользовании данным инструментом нужно познакомиться с инструкцией.
Основные требования к калибрам
Независимо от типа и предназначения любой калибр должен отвечать определенным требованиям:
- Точность изготовления – рабочие размеры инструмента должны соответствовать установленным на изготовление допускам.
- Высокая жесткость при малом весе необходима для снижения погрешностей при деформации калибров (особенно скоб больших размеров) во время измерении. Малый вес позволяет повысить чувствительности контроля средних и больших размеров.
- Износоустойчивость – это показатель необходим для обеспечения минимального расхода на изготовление и периодическую проверку калибров. Для этого рабочая поверхность инструмента изготавливается из легированной стали, которая впоследствии закаливается до повышенной твердости и хромируется.
- Оптимальная конструкция калибров обеспечивает высокую производительность при выполнении измерений.
- Включение в производственный этап процесса термообработки позволяет добиться стабильных размеров инструмента.
- Антикоррозийные свойства крайне важны для сохранности калибров.
Назначение калибра-пробки
Эти бесшкальные измерительные системы используются для проверки точности выполненных операций механической обработки различных деталей. В зависимости от типа работ (токарных, фрезерных, сверлильных) пробки предназначены для контроля следующих результатов:
- диаметра просверленного отверстия после всех видов обработки;
- установления класса точности обработки поверхности;
- геометрических (линейных) размеров;
- углов наклона поверхностей по отношению к заданным нормалям;
- соответствие формы обработанной детали заданным параметрам;
- правильность взаимного расположения поверхностей;
- правильности нарезания резьбы (внутренней и внешней).
Отсутствие в этих измерительных приборах непосредственно индикатора, шкального или цифрового требует создания большого числа таких устройств. Это связано с тем, что каждый инструмент может быть использован только для контроля одного параметра. Применение подобных измерительных приспособлений позволяет механизировать операцию проверки и сократить время в технологической цепочке на проведения этой операции. Сокращение времени контроля обязательных параметров позволяет существенно повысить производительность труда.
Поэтому в настоящее время применяют следующие виды изделий:
- гладкие калибры-пробки;
- скобы;
- щупы (обычно плоские пластины определённой толщины для измерения зазора между деталями, то есть проверки его разрешённой величины);
- конусные (насадка имеет форму конуса под заданным углом наклона);
- для взаимного расположения поверхностей;
- резьбовые калибры (для контроля цилиндрической резьбы различных размеров).
Каждый из перечисленных видов имеет своё назначение. Первый тип предназначен для оценки параметров изготовленных труб. Его используют для оперативной проверки качества изготовленных трубопроводов. Соответствие всех необходимых параметров установленных стандартом.
Резьбовые предназначены только для проверки качества нарезанной резьбы. Они изготавливаются укороченными или полными (для повышения точности контроля). С помощью укороченных калибров можно проверить только часть нарезанной резьбы, что затрудняет получения полной картины качества изготовленной детали. Для получений полной картины точности и качества резьба проверяется с помощью полных резьбовых конструкций.
Полный контроль трубной продукции осуществляется резьбовыми и гладкими калибрами.