Аргонная сварка из инвертора своими руками — решаемая задачка даже в критериях личного гаража, не говоря уже о мастерской либо металлообрабатывающем цехе.
Сварка цветных металлов и сплавов — непростая операция даже для опытнейшего мастера. Кто хоть раз стыкался с необходимостью сваривания алюминия либо титана, тот понимает цены на эти услуги. Нередко они настолько высоки, что от сварки приходится отрешаться и брать новейшую деталь либо поменять целый узел. Но почаще всего, 80-90% цены — это не стоимость оборудования, а оплата (выдача денег по какому-нибудь обязательству)
услуг сварщика.
Не желаю утверждать, что сварка аргоном, а конкретно она применяется в этом случае, весьма сложна и очень различается от сварки ММА. Да, она несколько труднее с технической точки зрения и просит определенных способностей, но если вы освоили сварку покрытым электродом, то, опосля маленькой практики, можете варить и аргоновой сваркой ТИГ.
Закономерный вопросец — где взять аппарат? Решить его можно 2-мя способами — приобрести инвертор с режимом TIG либо переработать собственный аппарат. Аргонная сварка из инвертора своими руками — полностью решаемая задачка даже в критериях личного гаража, не говоря уже о мастерской либо металлообрабатывающем цехе.
Индивидуальности аргоновой сварки
Сварка в аргоновой атмосфере различается от обыкновенной ММА таковыми чертами:
- делается при неизменном обдуве аргоном;
- ток может употребляться как переменный, так и неизменный (оборотной полярности);
- нужно применять вольфрамовый электрод;
- без присадочной проволоки варить можно лишь особо тонкие листы;
- для розжига дуги нужен осциллятор;
- техника проводки электрода имеет определенную специфику.
Разглядим все пункты по отдельности. Может показаться, что они впрямую не относятся к теме, как из обыденного инвертора создать профессиональную аргоновую сварку, но, зная эти тонкости, станет легче учитывать все индивидуальности аппарата и технологии.
Схема аргонной сварки:
Для чего нужен аргон
Практические характеристики при сварке описывает его вес — он тяжелее азота и кислорода наиболее чем вдвое, появляясь в зоне сварного шва, он просто теснит эти газы и кутает ванну, не допуская появления хим реакций окисления. Данный факт нужно учесть при сварке на открытом воздухе — мощный либо умеренный ветер может усугубить свойство сварки.
Сварочный ток
Электронный ток напряжением 30-80 В и силой 20-200 А — спектры, применяющиеся при сварке цветных металлов в инертной атмосфере. Выбор характеристик тока делается согласно особых таблиц и зависит от поперечника электрода и толщины свариваемого сплава. Верно выбрав свойства тока, вы можете выполнить самый непростой шов даже на самодельном аппарате.
Электрод
- он не расплавляться (Т плавления выше 3000 0 С, даже при красноватом калении он не размягчается) при температурах сварки цветных металлов;
- дозволяет получить весьма узкую дугу, дает возможность формирования малогабаритного шва;
- испарение электрода составляет не наиболее 0,01 грамма на 1 м шва.
При всем этом индустрия выпускает такие электроды в наиболее чем 25 видах, избрать подходящий не составит особенного труда.
Присадочная проволока
Материал проволоки выбирается в согласовании со свариваемым сплавом: для алюминия — дюралевая, для нержавейки — из легированной стали определенной марки.
Осциллятор
При сварке неизменным током вольфрамовым электродом достаточно трудно разжечь электронную дугу. Если делать эту операцию касанием, как при сварке ММА, то может быть пригорание электрода, проплавление сплава, приварка части материала к острию электрода и остальные проблемы.
Осциллятор — особый аппарат, который производит частотный ток для подачи импульса розжига. В предстоящем он временами генерирует поддерживающие импульсы, стабилизирующие дугу и дозволяет сварщику уверенно работать как при неизменном, так и при переменном токе.
Перед тем, как создать всеполноценную аргоновую ТИГ сварку самому, нужно приобрести осциллятор, к примеру УВК 7, либо собрать его без помощи других по одной из схем:
Но практика указывает, что осциллятор промышленного производства работает намного надежнее. А стоимость его не настолько высока, чтоб растрачивать недельку времени на поиск деталей, сборку и настройку самодельного устройства.
Тем наиболее, что заводской осциллятор подключается весьма просто фактически к хоть какому аппарату инверторного либо трансформаторного типа — довольно с помощью особых разъемов навесить его на сварочные электрокабели. Он работает наряду с аппаратом и на сварочный ток воздействия не оказывает, поддерживая лишь стабильность дуги.
Но при покупке осциллятора следует учитывать, что некие модели работают при напряжении холостого хода от 40 В. Если вы собрались вести сварку при U= 28-30В, то генератор импульса может не сработать.
Как подключить аргоновую горелку к сварочному инвертору?
Оборудование для аргонодуговой сварки, как правило, имеет достаточно высокую стоимость, поскольку в него входят специальные шланги, горелка, вольфрамовые электроды, а также узел подачи инертного газа. Кроме того, цена инвертора с режимом MMA+TIG достаточно велика.
Если нет долговременной потребности в такой технике, а необходимо сделать разовую работу, то вполне можно собрать комплект для аргоновой сварки своими руками из подручных материалов.
Мы расскажем, что для этого необходимо, какие нужны детали и инструменты, и как можно сэкономить на покупке дорогостоящих комплектующих изделий.
Из каких узлов состоит оборудование для аргонодуговой сварки?
Прежде чем собирать собственный комплект для аргоновой сварки своими руками, нужно ознакомиться с принципом действия оборудования заводского изготовления. Необходимо отметить, что сварка в инертной среде зачастую предполагает применение смесей газов из-за высокой стоимости чистого аргона и повышенного расхода при сварке деталей большой толщины.
Эти обстоятельства диктуют применение двух баллонов, в одном из которых находится инертный, а в другом углекислый газ. Соответственно, в этом случае, необходимо использовать двойной комплект редукторов и манометров, которые придётся приобрести наряду с баллонами необходимой ёмкости.
Нужно знать, что подача импульсов от осциллятора, которые способствуют быстрому розжигу дуги практически без касания электрода и свариваемых деталей, должна происходить с задержкой относительно подачи защитного газа.
Это необходимо для того, чтобы сварка происходила без окисления будущего шва в агрессивной воздушной среде.
Для обеспечения этого процесса используется схема задержки подачи импульса при нажатии кнопки старта.
В основном оборудование для сварки в инертной среде состоит из следующих узлов:
- источник питания, которым может быть сварочный трансформатор или инвертор, позволяющий переключать полярность при работе;
- комплект баллонов и редукторов с манометрами для подачи газовой смеси;
- соединительные шланги, с возможностью подачи управляющих импульсов, сварочного тока и инертного газа в зону плавления, снабжённые евроразъёмом;
- горелка с узлом крепления вольфрамового электрода и соплом подачи защитного газа в сварочную ванночку;
- встроенный в источник питания сварочный осциллятор и схема задержки подачи высоковольтного импульса.
Процентное соотношение компонентов газовой смеси зависит от типа металлов и подбирается по справочным таблицам. В их состав может входить аргон, гелий и углекислый газ, с суммарным расходом от 6 до 12 л/мин.
Тугоплавкие вольфрамовые электроды затачивают определённым способом, крепят в керамическом держателе горелки и по возможности оберегают от загрязнений, существенно влияющих на качество сварки.
Состав присадочной проволоки, подаваемой вручную в зону плавления, должен быть как можно ближе к свариваемым металлам или их сплавам.
Необходимые инструменты и комплектующие детали
При выборе комплекта для аргонно-дуговой сварки необходимо исходить из величины затрат, которые вы можете себе позволить. Существует несколько вариантов сборки установки с разным количеством затрачиваемых средств.
В одном случае можно собрать установку из уже готовых частей с невысокой стоимостью и в этом варианте вам понадобится простой инверторный источник питающего напряжения с возможностью работы в режимах постоянного и переменного тока сварки.
Также нужен комплект шлангов с заводской горелкой и осциллятор для упрощённого розжига дуги. Кроме того, следует озаботиться приобретением схемы задержки подачи тока.
В иных вариантах необходимо будет изготавливать все элементы комплекта своими руками, что, безусловно, обойдётся дешевле, но будет менее надёжным и потребует значительных временных затрат на сборку и настройку оборудования. В обоих вариантах приобретать газовые баллоны, редукторы и манометры совершенно необходимо.
Для сборки нового оборудования понадобится корпус, в котором можно будет закрепить элементы конструкции, эффективную систему охлаждения и контактную группу, поэтому для работы понадобятся следующие инструменты и оборудование:
- мощный вентилятор для охлаждения радиаторов силовых полупроводниковых элементов;
- электродрель или шуруповёрт со свёрлами;
- углошлифовальная машина и ножовка по металлу;
- наждачная бумага, напильники;
- пассатижи, отвертки, гаечные ключи;
- линейка, штангенциркуль и микрометр;
- крепёжный материал или устройство для нарезки резьбы;
- текстолит разной толщины, в том числе и фольгированный;
- мощный паяльник, трансформаторные и соединительные провода соответствующей длины и диаметра;
- мультиметр, осциллограф;
- радиодетали и полупроводниковые элементы.
Основой комплекта является блок питания, который можно собрать из подходящего по параметрам трансформатора и диодного выпрямителя с ёмкостным фильтром, обеспечивающим напряжение холостого хода от 45 до 60 В и выходным током не менее 120 А.
Особенности аргоновой сварки
Сварка в аргоновой атмосфере отличается от обычной ММА такими особенностями:
- производится при постоянном обдуве аргоном;
- ток может использоваться как переменный, так и постоянный (обратной полярности);
- необходимо использовать вольфрамовый электрод;
- без присадочной проволоки варить можно только особо тонкие листы;
- для розжига дуги необходим осциллятор;
- техника проводки электрода имеет определенную специфику.
Рассмотрим все пункты по отдельности. Может показаться, что они напрямую не относятся к теме, как из обычного инвертора сделать профессиональную аргоновую сварку, но, зная эти тонкости, станет легче учесть все особенности аппарата и технологии.
Схема аргонной сварки:
Зачем нужен аргон
Этот элемент (Ar) входит в группу (18) инертных (можно посмотреть в периодической таблице) газов, которые в обычном состоянии практически не взаимодействуют с большинством веществ, включая металлы, кислоты, соли и щелочи. По распространенности в природе он находится на третьем месте после кислорода и азота, что определяет его достаточно невысокую цену по сравнению, например, с гелием.
Практические свойства при сварке определяет его вес — он тяжелее азота и кислорода более чем в два раза, появляясь в зоне сварного шва, он попросту вытесняет эти газы и окутывает ванну, не допуская возникновения химических реакций окисления. Этот факт необходимо учитывать при сварке на открытом воздухе — сильный или умеренный ветер может ухудшить качество сварки.
Сварочный ток
Электрический ток напряжением 30-80 В и силой 20-200 А — диапазоны, применяющиеся при сварке цветных металлов в инертной атмосфере. Выбор параметров тока производится согласно специальных таблиц и зависит от диаметра электрода и толщины свариваемого металла. Правильно выбрав характеристики тока, вы сможете выполнить самый сложный шов даже на самодельном аппарате.
Электрод
Вольфрамовый остро заточенный стержень, использующийся в роли электрода удобен тем, что:
- он не плавиться (Т плавления выше 3000 0 С, даже при красном калении он не размягчается) при температурах сварки цветных металлов;
- позволяет получить очень тонкую дугу, дает возможность формирования компактного шва;
- испарение электрода составляет не более 0,01 грамма на 1 м шва.
При этом промышленность выпускает такие электроды в более чем 25 видах, выбрать нужный не составит особого труда.
Присадочная проволока
Дополнительный материал, который при сварке плавиться электрической дугой и заливает шов. При застывании он образует монолитное соединение. На особо тонких листах проволока практически не нужна, но для сварки объемных деталей она необходима.
Материал проволоки выбирается в соответствии со свариваемым металлом: для алюминия — алюминиевая, для нержавейки — из легированной стали определенной марки.
Осциллятор
При сварке постоянным током вольфрамовым электродом довольно сложно разжечь электрическую дугу. Если выполнять эту операцию касанием, как при сварке ММА, то возможно пригорание электрода, проплавление металла, приварка части материала к острию электрода и прочие неприятности.
Осциллятор — специальный аппарат, который вырабатывает высокочастотный ток для подачи импульса розжига. В дальнейшем он периодически генерирует поддерживающие импульсы, стабилизирующие дугу и позволяет сварщику уверенно работать как при постоянном, так и при переменном токе.
Перед тем, как сделать полноценную аргоновую ТИГ сварку самому, необходимо купить осциллятор, например УВК 7, или собрать его самостоятельно по одной из схем:
Но практика показывает, что осциллятор заводского изготовления работает намного надежнее. А цена его не столь высока, чтобы тратить неделю времени на поиск деталей, сборку и настройку самодельного устройства.
Тем более, что заводской осциллятор подключается очень просто практически к любому аппарату инверторного или трансформаторного типа — достаточно при помощи специальных разъемов навесить его на сварочные электрокабели. Он работает параллельно с аппаратом и на сварочный ток влияния не оказывает, поддерживая только стабильность дуги.
Но при покупке осциллятора следует учесть, что некоторые модели работают при напряжении холостого хода от 40 В. Если вы собрались вести сварку при U= 28-30В, то генератор импульса может не сработать.
Техника сваривания
К конструкции аппарата отношение имеет косвенное, но в виде справочной информации необходимо знать, что при сварке ТИГ используется максимально короткая дуга — около 2 мм. Электрод ведется только прямолинейно, не осуществляя характерных для ММА движений перпендикулярно направления шва в двух плоскостях.
Этим достигается две цели — поток аргона не уходит из зоны сварочной ванны и не позволяет ей окислиться и появляется возможность выполнения очень тонкого шва, практически незаметного на поверхности металла.
Самодельный аппарат ТИГ на инверторе
Основными частями такой установки являются:
- инвертор с возможностью сварки ММА;
- горелка TIG;
- баллон с аргоном;
- манометр;
- осциллятор;
- соединительные шланги и кабели.
Собрать их нужно в соответствии со следующей схемой:
После настройки параметров тока, включить инвертор, подготовить металл и начинать сварку.
При выборе составных частей аппарата особое внимание следует уделить сварочной горелке. Промышленность производит их очень много разновидностей, рассчитанных на разные диаметры электродов и величину сварочного тока. Для бытового применения, а именно так и используются самодельные аппараты, нужно выбирать горелку, рассчитанную на минимальные диаметры вольфрамового стержня и токи до 200 А.
На максимальных параметрах работать все равно не придется, а переплачивать вдвое за горелку промышленного уровня нет смысла. Многие сайты интернета рекомендуют сделать горелку самостоятельно. В принципе, это возможно.
Но если купить все детали и собрать самостоятельно, то по стоимости она сравняется с заводской, а по качеству сборки и возможности регулировок и настроек будет хуже на порядок.
В этом случае остается только успокаивать себя тем, что горелка сделана своими руками.
Можно сделать вывод, что переделка инвертора ММА в установку ТИГ не требует вмешательства в работу самого аппарата — необходимо только докупить периферию и правильно все собрать. По сравнению с покупкой инвертора, в котором предусмотрен режим TIG, это обойдется почти вдвое дешевле.
О собственном опыте трансформации инвертора в аппарат TIG редакция предлагает поделиться на страницах сайта. Нас и наших читателей интересуют советы и личные разработки практиков. Пишите нам, самые интересные разработки будут опубликованы под именем автора.
Сборка аппарата для аргоновой сварки своими руками из инвертора
Сварочная технология с применением аргона даёт мастеру много возможностей. Аргонодуговой метод поможет соединить стали, сплавы и углеродистые металлы с любой толщиной.
Но у сварщика, который работает для себя, может не быть возможности купить производственный аппарат для такой сварки: кто-то сомневается в производителях, кто-то не найдет аппарат с нужной ценой.
Эту проблему можно решить так же, как и многие другие технологические проблемы в сварке – сделать аппарат для аргонодуговой методики самому из инвертора. Он может заменить простые заводские модели, не уступая им по функционалу и удобству работы.
Мы расскажем вам об основах сборки аргонного аппарата.
Общая информация
От простой ручной электродуговой сварки аргоновая отличается наличием газового баллона с аргоном и присадочного материала. Остальные детали этих методов похожи.
Аргонодуговая сварка (также известная как ТИГ/TIG) обязательно включает применение вольфрамового тугоплавкого электрода, который поджигает дугу. Шов формируется присадкой.
Аргонодуговая сварка сама по себе не сложная. В зону образования шва из горелки подаётся защитный газ. После начала подачи, зажигается дуга. Для зажигания дуги горелка со вставленным стержнем подносится к металлической детали.
В какой момент и из-за чего происходит поджог?
Этим занимается осцилляторный механизм. Он заряжает аргон и направляет его частицы. Этот заряд и провоцирует поджог дуги.
Присадочная проволока подаётся в сварочное углубление только после стабилизации электродуги. Она двигается или подающим механизмом, или рукой сварщика.
Металл плавится дугой, а сварные валики формируются из присадки. Последняя расплавляется одновременно с металлом и сливается с ним в однородную массу.
В следующем блоке мы опишем сборку аппарата для аргонодуговой сварки и что понадобится для неё.
Самодельный аппарат ТИГ на инверторе
Главными частями таковой установки являются:
- инвертор с возможностью сварки ММА;
- горелка TIG;
- баллон с аргоном;
- манометр;
- осциллятор;
- соединительные шланги и кабели.
Собрать их необходимо в согласовании со последующей схемой:
Опосля опции характеристик тока, включить инвертор, приготовить сплав и начинать сварку.
На наибольших параметрах работать все равно не придется, а переплачивать в два раза за горелку промышленного уровня нет смысла. Почти все веб-сайты веба советуют создать горелку без помощи других. В принципе, это может быть. Но если приобрести все детали и собрать без помощи других, то по цены она сравняется с заводской, а по качеству сборки и способности регулировок и опций будет ужаснее на порядок. В этом случае остается лишь успокаивать себя тем, что горелка изготовлена своими руками.
Можно прийти к выводу, что переделка инвертора ММА в установку ТИГ не просит вмешательства в работу самого аппарата — нужно лишь докупить периферию и верно все собрать. По сопоставлению с покупкой инвертора, в каком предусмотрен режим TIG, это обойдется практически в два раза дешевле.
О своем опыте трансформации инвертора в аппарат TIG редакция дает поделиться на страничках веб-сайта. Нас и наших читателей заинтересовывают советы и личные разработки практиков. Пишите нам, самые достойные внимания разработки будут размещены под именованием создателя.
Аргоновая горелка: аспекты выбора
Аргонная сварка – неповторимый и единственный метод соединения деталей из цветных металлов, отличающийся идеальным качеством и скоростью. Для этого вида сварки применяется особенная аргоновая горелка (АГ), выполненная с глиняним соплом и держателем вольфрамового электрода. Устройство довольно высококачественное и надежное, чтоб работать в средах с высочайшими температурами. Головка горелки обязана проворачиваться на 180 градусов, чтоб ее можно было навести ко шву, защитив при всем этом ручку от перегрева температур.
Устройство и механизм работы
Аргоновая сварка похожа на обычную дуговую, лишь сварочная ванна заполняется аргоном, который на 38.0 % тяжелее атмосферного воздуха, он опускается в сварочную ванну, вытесняя воздух и изолирует ее от атмосферного О2. В связи с таковой обработкой сварочный шов выходит без оксидной пленки, а свойство сварки улучшается. Аргон не является дорогостоящим газом, он имеется в воздухе и является побочным газом, в процессе выработке О2 и N2.
Главный элемент устройства – горелка. На электрод поступает рабочий ток, а сварочная площадка защищается аргоном от контакта с О2 из атмосферы, тем предутверждает окисление поверхности. В набор устройства заходит шлейф, шланг для газоподачи и силовой кабель. Время от времени в комплекте отсутствует шлейф, потому будет нужно направить на это внимание, оформляя покупку. Сварка АГ может производиться вручную, в режиме полуавтомата и 100% автоматический метод. От этого будет зависеть выполнение агрегата, чем больше процент автоматизации, тем труднее система и выше стоимость.
В конструкции АГ имеется резервуар для циркуляции воды с 2-мя штуцерами для входа и выхода. В центре сосуда на диэлектрических упорах расположен электрод, имеющий провод и точку для присоединения кабеля. Газ из баллона подается к соплу в свободное место рядом с электродом.
Как смотрится аргоновая горелка
Порядок подключения аргоновой горелки:
- Сварщик запускает циркуляционную охлаждающую систему и сварочный аппарат.
- Открывают подачу аргона на АГ.
- Опосля сотворения защитного слоя зажигают дугу.
- Начинается нагрев, при Т плавления появляется ванночка из сплава на границе соединения, в которую подается присадочный материал в виде проволоки.
- Опосля образования неплохого соединения, сварщик перемещает горелку далее по шву.
Интересно почитать: Сварочные электроды монолит характеристики
Настройка TIG аппарата от А до Я
Практически все металлы свариваются на прямой полярности (на электроде минус). Исключением является лишь сварка алюминия и его сплавов. Ярким примером сплава может могут стать медные сплавы со значительным содержанием алюминия. Для них обязательным является использование переменного тока.
Итак, настраиваем FUBAG INTIG 200 DC Pulse:
- На панели управления выставляем метод сварки – TIG.
- Устанавливаем предпродувку газа на 0,5 сек.
- Настраиваем ток поджига – 25% от рабочего тока (А).
- Фиксируем время нарастания до рабочего тока – 0,2-1,0 сек.
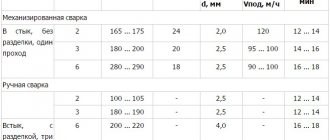
- Устанавливаем ток сварки (А) (см. Таблицу ниже)
- Выставляем время до тока заварки кратера (спада в секундах)
- Выбираем значение тока заварки кратера в амперах
- Последним параметром станет время продувки газа после сварки (сек)
Параметры, которые относятся к заварке кратера, подбираются в зависимости от толщины металла.
В данной таблице даны общие рекомендации по подбору сварочного тока для наиболее используемых металлов и толщин. Это поможет вам сориентироваться при подготовке к началу работы.
Таблица. Настройка аргонодугового аппарата в зависимости от вида металла и толщины
| Вид металла | Толщина металла, мм | Род тока | Сила тока¸А |
| Стальные сплавы | 1,0 | DC | 20 — 30 |
| 1,5 | DC | 40 — 60 | |
| 2,0 | DC | 70 -90 | |
| 3,0 | DC | 100 — 120 | |
| 4,0 | DC | 120 — 140 | |
| Алюминий | 1-2 | AC | 20 — 60 |
| 4-6 | AC | 120-180 | |
| 6-10 | AC | 220-230 | |
| 11-15 | AC | 280-360 |
Почему следить за силой тока важнее, чем за остальными параметрами? Во время TIG сварки можно прожечь заготовку, выставив слишком сильный ток. Низкое значение не позволит расплавить металл, что сведет все попытки сварить деталь на нет.
Разновидности аргоновых горелок
Аргоновые горелки разделяются по виду остывания: воздух либо вода. В почти всех моделях TIG устроено воздушное, потому что водяной способ востребует сложного оборудования. По способу подачи инертной среды бывают АТ с вентилем либо клавишей. Почти все современные устройства снабжены и тем, и иным. По типу соединительного разъема со сварочным аппаратом, АТ не систематизируют из-за обилия вариантов. Обычно производитель комплектует их под определенные виды инверторов, единственное условие – разъем должен соответствовать гнезду аппарата. С сиим появляются трудности, в особенности при покупке в вебе, потому что почти все изготовители запамятывают указывать тип разъема. Также в комплекте обязана быть указана длина шлейфа 4 либо 8 метров.
Характеристику горелки можно найти от маркировки наименования, к примеру, TIG 26, что значит огромную горелку с водяным остыванием. АГ делятся на две группы: мелкие и огромные. К первым относятся маркировка 9 (воздушное остывание) и 20 (водяное). Расходники и запчасти для их – взаимозаменяемы.
По типу конструкции
АГ подразделяют на вентильные и кнопочные. 1-ая система — самая обычная, для начала процесса просто открывают вентиль на баллоне. Нередко такие горелки соединяются лишь к инвертору. Процесс розжига дуги заключается в постукивании проволокой по свариваемой поверхности. Таковая система АГ не применяется для соединения деталей из алюминия.
Кнопочная модель — наиболее улучшенный тип. Клавиша довольна, функциональна и имеет несколько положений режима: газоподача, настройка сварочного тока, розжиг, образование дуги и остальные. Подобные горелки ординарны в эксплуатации и обеспечивают достойное свойство швов.
По типу остывания
Варианты остывания в АГ, есть воздушное, работающее на естественном принципе циркуляции и водяное с принудительной подачей охлаждающей воды. 1-ый способ конструкционно прост, детали охлаждаются воздухом под действием О2. Таковая система применяется при сварке маленьких швов и с током до 200 А, по другому устройство аргоновой горелки будет перенагреваться.
Водяное остывание — процесс производится за счет особенных конструкционных частей, для подачи к корпусу прохладной воды.
Аспекты выбора
Сварка TIG больше всего применима там, где имеет значение вид выполняемого шва или где свариваемые детали тонкие, и будет нужно надзирать характеристики дуги. Аппаратами TIG сваривают тонкие нержавеющие, детали из цветных деталей, требующих четкого режима дуги, так как при перегреве узлы будут деформированы.
При подборе АГ используют такие аспекты:
- Режим тока от 5.0 до 230.0 А, сваривает нержавейку 0.5 мм и дюралевые узлы 6.3 мм.
- Стабильность сварочного режима — принципиальный параметр высококачественного процесса, в особенности при окончании процесса.
- Режим тока — переменный либо неизменный.Если планируется сваривать не только лишь нержавеющую сталь, да и цветные сплавы, то агрегат должен быть двух-режимным.
- При соединении переменным током, направление его изменяется. Когда сваривают дюралевые детали, при «+» направлении поверхность освобождается от оксидов, а при обратном – производится процесс плавления. Важен также баланс меж направлениями, потому допустимо поменять длительность сварки электротоком определенной направленности.
- Простота использования. Этот вид аргонной сварки может делать мастер с высочайшей квалификацией. Потому для начинающих юзеров будет нужно обычный аппарат с понятными функциями управления.
- Наличие вентилятора для воздушного остывания. Он может врубаться автоматом по температурному датчику либо работать в неизменном режиме.
- Рентабельность и производительность — принципиальные причины при выбирании АГ, на их влияют система и расходники. При приобретении крайних, необходимо уделять свое внимание не только лишь на стоимость, да и срок использования.
Плюсы и минусы
Сварка аргоном, в общем, сложное оборудование для новичков, необходимо готовиться к тому, что в этом случае скорость работы будет низкая. Тем не наименее, часто сиим устройствам кандидатуры нет. Главные достоинства аргонодуговой сварки:
- Создание защитного шва от гибельного действия атмосферы.
- Отсутствие перегрева сплава при определенном опыте работ.
- Нет повреждения кристаллической сетки в местах соединения.
- Широкая сфера внедрения для всех видов сплавов.
- Редчайшая смена электродов.
- Доступность на рынке девайсов для аргоновой горелки.
- Защита от окружающего воздуха просто быть может нарушена, если сварщик будет работать на сквозняке, так как защитный газ будет просто «сдуватся»;
- при режиме с большенный силой тока будет нужно периодическое остывание сварки;
- массивное излучение ультрафиолета при применении гелия;
- довольно сложное оборудование, чтоб подключить и применять, нужно выполнить его опции;
- нужна квалификация и опыт у сварщика.
Как правильно подключить прибор
Для того, чтобы машина работала правильно, нужно научиться подключать горелку для аргонодуговой сварки. Если у вас зарубежная модель, есть 2 способа подключения:
Применение силовых вставок. Аппарат подсоединяют к гнезду от 25 до 50 квадратных миллиметров. Диаметр контакта должен быть от 9 до 13 миллиметров. Что касается аргона, то его нужно подводить по отдельному шлангу с оплеткой из меди.
Работа с накидкой гайкой вида G3/8. Подсоединяйте аргон так, как описано в первом пункте.
Аспекты подключения
Аргоновый аппарат различается от обыкновенной дуговой, потому сварщику необходимо соблюдать определенные правила:
- Шов должен накладываться только по направлению обрабатываемой кромки, любые колебательные движения будут утолщать шов, и снижать его прочностные свойства.
- При выполнении работ будет нужно смотреть за режимной скоростью движения дуги и глубиной провара сплава.
- Лучше делать ручную сварку с применением инверторного оборудования оборудованного механической подачей присадочного материала.
- Для того чтоб сделать защитное аргоновое скопление, подают газ за 20 сек до начала сварки и кончают опосля 5 сек. Газ защищает приобретенный шов микротрещин, тем обеспечивая его крепкость.
- Кончают выполнения шва при помощи реостата, медлительно снижая напряжение дуги.
- Зажигают дугу с внедрением осциллятора с источником питания. Тогда можно создавать высокочастотные импульсы для ионизации зазора дуги, к примеру, при частоте в сети 55 Гц (единица частоты периодических процессов в Международной системе единиц СИ)
и напряжении 220 В, осциллятор может подать напряжение в 5000 В счастотой до 450 Гц
(единица частоты периодических процессов в Международной системе единиц СИ)
, что дозволит просто зажечь электрод. - В противоположность обыкновенной дуговой, АГ недозволено начинать с касания электродом свариваемых деталей.
- Поначалу на их подают газ в течении 20 сек, потом плавненько подносят сопло аргоновой горелки к сплаву на 2 мм, дугу медлительно и ровно ведут вдоль шва, не допуская колебательных движений, при всем этом присадочную проволоку располагают перед соплом и подают также плавненько.
Лаконичный обзор фаворитных производителей
Более популярны модели АГ по рейтингу 2022:
- AURORA TIG 9V 110A – российская горелка работает со сварочными агрегатами марки СВАРОГ, имеет неплохую доступность в торговой сети и по расходникам и по запасным частям
- Стоимость зависит от модификации, и колеблется в границах от 2.5 до 4.5 тыс. руб.
- СварогTS 26V (M12-1) – сварочный агрегат с воздушным остыванием наибольшим рабочим током — 180 А для неизменного и 130 А для переменного, допустимые электроды — от 0.5 до 4 мм, стоимость в Москве — от 4 до 6 тыс. руб.
- Барс TIG-17V – для режима с неизменным током 140 А и воздушным остыванием, шлейф, длиной 4 м, большенный набор девайсов, стоимость 3.5 тыс. руб.
- Горелки TORCH для переменного и неизменного тока, стоимость до 3.0 тыс. руб. BlueWeld No 9 от 9.0 тыс. руб. тыщ, а No 26 — от 15.0 тыс. руб.
Таковым образом, можно подвести результат, что аргонодуговая горелка — главный элемент для аппарата сварки (WIG/TIG), дозволяет работать с материалами разной толщины, в том числе с разнородными сплавами, что делает ее неподменной для таковых видов работ. В руках опытнейшего мастера она делает осторожный шов, при всем этом сплав фактически не разбрызгивается.
Самодельная аргоновая сварка
Аргонная сварка является неподменным способом, при помощи которого можно создавать неразъемные соединения изделий из цветных металлов, титана, нержавеющей стали и остальных сплавов. К тому же, данный вид сварки различается неплохим качеством шва и высочайшей производительностью. Всепригодные способности аргоновой сварки завлекают и домашних мастеров. Но данное оборудование имеет высшую стоимость, и для домашнего использования фактически не покупается. Потому больше мастеров начинают думать о изготовлении агрегата аргонной сварки своими руками.
Разработка и применение аргонной сварки
Аргоновая сварка мало припоминает обычную дуговую, но для защиты сварочной ванны в ней употребляется защитный газ — аргон. Данный инертный газ имеет ряд присущих лишь ему параметров.
- Так как аргон тяжелее воздуха на 38%, он отлично просачивается в сварочную ванну и защищает ее от газов, находящихся в атмосфере. Благодаря этому сварочный шов выходит без образования оксидной пленки, что улучшает свойство соединения.
- Аргон находится в воздухе, потому он является побочным продуктом, образующимся при получении кислорода и азота из атмосферы, и является самым дешевым посреди защитных газов для сварки.
Интересно почитать: Сварка для начинающих видео уроки вертикальный шов
Процесс сварки в среде аргона происходит по последующему принципу. Практически за 1 секунду до розжига дуги в горелку подается аргон. Сварщик подносит электрод к детали, приготовленной для соединения, и надавливает клавишу включения. Но так как для розжига дуги в среде защитного газа требуется его высочайшая ионизация, то в работу вступает осциллятор.
Осциллятор — это устройство, вырабатывающий высокочастотные и высоковольтные импульсы, способные ионизировать газ и зажечь дугу меж электродом и заготовкой.
Опосля розжига дуги в пространство соединения деталей подается присадочная проволока вручную либо в автоматическом режиме. Детали свариваются за счет плавления присадки, сплав которой попадает на расплавленные кромки соединяемых заготовок.
Обычно под аргоновой сваркой предполагают соединение металлов при помощи неплавящегося вольфрамового электрода, создающего дугу, и присадки в виде железного прутка либо проволоки. Данный тип сварки имеет международное обозначение “TIG”.
Применяется аргонная сварка в последующих сферах.
- Каркасное стройку. Сварные швы способны выдерживать неизменные перегрузки.
- Стыковка труб как железных, так и из цветных металлов, в том числе труб из разных сплавов.
- Соединение разнородных металлов.
- Сращивание фактически всех металлов меж собой: титана, меди, алюминия, нержавейки, бронзы, латуни, чугуна и т.д. В особенности это принципиально для автопромышленности.
- Изготовка декоративных и ювелирных изделий.
Принцип полуавтоматической сварки аргоном
VT-metall предлагает услуги:
Полуавтоматическая аргонодуговая сварка представляет собой механизированный процесс. В данном случае электродная проволока подается в рабочую зону с постоянной или переменной скоростью, параллельно с этим осуществляется подача аргона из баллона.
За рубежом для обозначения полуавтоматической сварки в среде аргона часто используется аббревиатура MIG. Точнее говоря, таким образом обозначают любые работы в среде неактивных газов.
Если сравнивать сварку аргоном с работой в среде других газов, то первый вариант отличается лучшим соотношением цены и качества.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Нужно понимать, что за счет полуавтоматической сварки удается справиться с проблемой неравномерного нагрева заготовки и защиты сварного соединения. Такой эффект достигается за счет того, что зона сварки защищается инертным газом, а подача присадочной проволоки регулируется в соответствии с автоматической подстройкой силы тока. За подачу проволоки отвечает протяжный механизм, а при помощи грамотно выбранного соотношения скорости подачи и температуры плавления достигается равномерное заполнение шва.
Полуавтоматическая сварка аргоном имеет такие особенности:
- Обеспечивает защиту шва от окисления.
- Аргон является инертным газом, поэтому не способен вступать в реакцию металлом заготовки.
- Газ вытесняет из зоны сварки воздух, оберегая таким образом сварной шов от окисления. Данная функция наиболее важна для качественной обработки цветных металлов.
- Обеспечивает повышенную прочность соединения.
Элементы для сборки самодельного аппарата
Чтоб собрать оборудование для аргоновой сварки, потребуются последующие элементы:
- сварочный аппарат неизменного тока либо инверторного типа;
- осциллятор;
- блок защиты инвертора;
- горелка;
- баллон с аргоном;
- газовый редуктор;
- газовый шланг;
- сварочные кабели.
Источник тока
В качестве источника тока для TIG сварки можно взять обыденный сварочный трансформатор и на его выходе приспособить диодный мост для выпрямления тока. Также можно применять сварочный выпрямитель. Но для обоих типов аппаратов будет нужно добавить к тому же осциллятор, который будет содействовать бесконтактному розжигу дуги.
На просторах веба можно прочесть, что проще всего создать аргонную сварку из инвертора. Но тут есть некоторое количество аспектов. Есть инверторы, в каких уже встроена возможность для TIG сварки. В таком случае довольно подсоединить к аппарату рукав с горелкой для аргоновой сварки, подсоединить шланг к баллону с аргоном, и агрегат готов к работе. Но поначалу необходимо переключить его в режим TIG и выставить нужную силу тока.
Следует увидеть, что в таковых инверторах уже встроен осциллятор и нужная защита.
Инверторы без интегрированной функции TIG сварки применять для данной для нас цели не получится. Даже если к нему подключить наружный осциллятор, то инвертор просто сгорит. Чтоб этого не вышло, пригодится маленькая переделка инвертора, которая заключается в добавлении в его схему блока защиты. Данный блок можно собрать вкупе с осциллятором на одной плате и поместить ее в отдельный корпус. Получится маленькая приставка к инвертору.
Осциллятор и блок защиты
Как уже говорилось выше, для сварочного инвертора будет нужно особая приставка для TIG сварки. Ее можно собрать своими руками по схеме, предоставленной ниже.
Данная схема включает блок защиты (размещен слева) и осциллятор. Крайний можно приобрести в Китае либо собрать без помощи других. Как собирается приведенная выше схема, можно выяснить, посмотрев это видео.
Горелка
Для аргоновой сварки употребляется особая горелка, состоящая из глиняного сопла и держателя вольфрамового электрода.
Также на горелке размещены клавиша запуска и вентиль для подачи газа. Горелку можно собрать из девайсов, которых довольно на китайских веб-сайтах, либо там же приобрести уже готовую (собранную).
Баллон с аргоном
В целях сохранности все баллоны с газом принято окрашивать в различные цвета и наносить на их надписи тоже разных цветов. Ниже приведен набросок, на котором показаны все разновидности газовых баллонов с соответственной их содержимому маркировкой и цветом.
Как видно из рисунка, для аргона употребляют баллоны темного цвета (с белоснежной полосой) или сероватого цвета (с зеленоватой полосой и надписью). Для TIG сварки используют очищенный аргон. Потому пригодится приобрести баллон сероватого цвета с зеленоватой надписью “Аргон чистый”.
Совет! Для проф использования употребляются баллоны емкостью около 50 л., имеющие большенный вес. Но для бытового использования будет довольно баллона на 10 л., который можно перемещать без помощи других.
Редуктор
Так как газ в баллоне находится под огромным давлением, то чтоб подать его на горелку, будет нужно редуктор. Данный устройство указывает давление в баллоне и дозволяет регулировать скорость потока газа по шлангу, ведущему к горелке.
Редуктор должен подбираться строго под определенный газ, другими словами в этом случае – под аргон. Обычно устройство имеет таковой же цвет, как и баллон с газом.
Шланг и сварочные кабели
Если собирать рукав для аргоновой сварки без помощи других, то он получится толстым и плохо гнущимся, так как в него необходимо поместить электронный кабель и газовый шланг. К тому же, будет нужно раздельно получать разъемы для подключения к горелке и к инвертору (если применять инвертор с возможностью TIG сварки). Готовый рукав для аргоновой сварки можно приобрести там же, где и горелку.
Сборка самодельного аргонного аппарата
Из чего собрать?
Аппарат для сварки аргоном не требует покупки сложных компонентов. Мы расскажем про главные составляющие, которые понадобятся для этого оборудования.
Во-первых, у вас должен быть источник тока для сварки. Мы возьмём инверторное сварочное устройство.
Далее нужен осцилляторный прибор, о назначении которого мы говорили. В дополнение нам нужен защитный блок аппарата. Вторичные детали — газовые баллоны, сварочные горелки, редукторы, шланги для газа и соединительные кабели.
Метод сборки сварочного аппарата
Сборка оборудования для аргоновой сварки из инвертора довольно ординарна.
- Подключите к инвертору защитный блок с осциллятором согласно схеме, приведенной выше.
- Кабель массы нужно подсоединить к клемме осциллятора со знаком “+“. Кабель, который идет к горелке, подключается к клемме со знаком “-”. Для сварки алюминия кабели подключаются напротив.
- Подсоедините к рукаву с кабелем и газовым шлангом горелку.
- Прикрутите к баллону с аргоном редуктор.
- Газовый шланг нужно подсоединить к редуктору, установленному на баллоне с аргоном.
- Подключите инвертор к сети 220 В, а осциллятор к блоку питания на 6 В.
Опосля этого собранный своими руками сварочный аппарат TIG будет готов к работе. Но за ранее его следует верно настроить.
Аргон-подключение горелки
- Авторизуйтесь для ответа в теме
#1 KCTRADE
- Наверх
- Вставить ник
#2 Spec
памажите подключить аргонодуговую горелку с водяным охлаждением к аппарату
- 1
- Наверх
- Вставить ник
#3 pro100chaynick
Аргонодуговые горелки с водяным охлаждением имют выводы: — трубку подачи защитного газа. Не перепутать газовую магистраль с водяной! Подключается к газовому редуктору, установленном на баллоне с аргоном. Давление аргона установить не более 1,5кгс/см2, расход 8-12 л/мин. — трубку подачи воды. Подключается к водопроводу или к системе охлаждения, работающую по замкнутому циклу. Давление воды на входе не более 2 кгс/см2, расход — 0,5-0,8 л/мин. — трубку слива воды, в ней же и многожильный провод для подачи сварочного тока. Подключается к «-» сварочного выпрямителя. В зависимости от пипа горелки возможно придется устанавливать переходник для вывода воды на слив. — провод управления осциллятором или электромагнитным клапаном подачи защитного газа (не во всех типах горелок).
- Наверх
- Вставить ник
#4 Spec
спец вы не совсем правы и вводите человека в заблуждение. 1 в горелках обычно совмещены газовый тракт и силовой кабель-исполнение разное может быть байонет с выводом под газ может быть гайка -хорошобы ссылку или фото на вашу горелку 2 воду запускать в горелку не желательно-может вызвать ускоренную коррозию горелки 3 если в сварочнике есть встроеный клапан то горелка подключается туда-если клапана нету то желательно что бы горелка была с вентилем хотелосьбы увидеть фото морды сварочника(того места куда горелка подключается.) для более точных рекомендаций и хорошобы до кучи фото концов хвоста(шлангового пакета) горелки
Прикрепленные изображения
- 1
- Наверх
- Вставить ник
#5 pro100chaynick
1 возможно вы правы 2 обычно используется жидкость наподобие тосола или антифриза и блок охлаждения 3 клапан или вентиль не дело вкуса а вопрос оснащения источника для тиг сварки -в специализированных(современных. в советского производства клапан вынесен в отдельный блок с расходомером но можно работать и без него с вентильной горелкой) он есть поэтому горелка подключается к встроенному вывода с клапана.
- Наверх
- Вставить ник
#6 Spec
1 возможно вы правы 2 обычно используется жидкость наподобие тосола или антифриза и блок охлаждения 3 клапан или вентиль не дело вкуса а вопрос оснащения источника для тиг сварки -в специализированных(современных. в советского производства клапан вынесен в отдельный блок с расходомером но можно работать и без него с вентильной горелкой) он есть поэтому горелка подключается к встроенному вывода с клапана.
- Наверх
- Вставить ник
#7 pro100chaynick
- Наверх
- Вставить ник
#8 Spec
1 не нада так самоуверенно,- у меня на работе кемпи стоят .там что то типа модульной системы(на 1 источник навешивается доп оборудование для адс и п/а или для адс/рдс) там охлаждение что на миг/маг что на тиг организовано одинаково- ток+управление подключается к разъемам на источнике или приставках ,охлаждение на отдельный блок 2 я не утверждал что тосол , там какаято фирменная жидкость (но она более липкая чем водка ) -а антифриз обычно на основе спирта + всякие антикорозийные присадки 3 всетаки не дело вкуса( хотя и это тоже присутствует в немалой степени) — если есть возможность подключится к клапану то лучше подключатся к клапану- с клапаном расход газа меньше и удобнее, к томуже управление клапаном совмещено с управлением сварочника и осцилятора без более конкретной информации от KCTRADE дальнейший спор считаю не особо продуктивным и предлагаю ничью
Настройка готового оборудования
Самодельная установка для аргоновой сварки просит последующих опций.
- Заточите вольфрамовый электрод на точиле, чтоб он стал похож на иглу. Делается это для того, чтоб дуга концентрировалась на конце иглы и не “гуляла” в различные стороны.
- Возьмите горелку и установите в нее вольфрамовый электрод. Поперечник электрода должен соответствовать цанге, в какой он закрепляется.
- Откройте вентиль на горелке и отрегулируйте нужную скорость потока аргона при помощи редуктора (будет довольно расхода 12-15 л/мин.), опосля чего же опять закройте вентиль на горелке.
- Включите осциллятор и поднесите горелку с электродом к сплаву, к которому подключен кабель массы.
- При нажатии клавиши включения меж сплавом и электродом на расстоянии около 0,5 мм обязана показаться дуга.
- Включите подачу газа и опять нажмите на клавишу. В этом случае дуга обязана поджигаться уже на расстоянии 10 мм и наиболее.
Опосля проведения вышеперечисленных легких опций можно сказать, что аппарат c функцией TIG стопроцентно готов к работе.
Настройка самодельного аппарата
Даже заводской прибор должен быть грамотно настроен. Это касается и самодельной аппаратуры. Так сварка пройдёт без проблем и даст швы хорошего качества. Мы отметим, что нужно учитывать при настройке переделанного инвертора.
Первый этап — заточка электродного стержня. Для этого нужна специальная точилка. Кончик стержня должен быть острым, как карандаш.
Тупой электрод дестабилизирует сварочную дугу, и она не сможет идти по одной ровной линии. Поэтому избежать этапа заточки не получится.
После заточки электрод вставляется в держатель горелки. Последняя включается прокруткой вентиля на баллоне и нажатием кнопки зажигания. Редуктором поправьте ход аргона.
Он не должен быть больше пятнадцати литров в минуту. После того, как расход газа будет настроен, отключите горелку и поставьте подачу на паузу.
После этого подключите осцилляторный прибор с защитным блоком и поднесите горелку к заготовке. Перед этим разместите на металле массу. Горелка должна быть очень близкой к металлу.
После включения возникнет электродуга. Потом откройте газ и в это время отводите горелку немного дальше.
Теперь переделанный инвертор может работать.
Индивидуальности аргоновой сварки
Общий принцип аргонодуговой сварки проще обрисовать, пользуясь приведенной на рисунке схемой соединения сварочного оборудования.
Главный рабочий инструмент – аргоновая горелка, подключаемая к сварочному аппарату. На электрод подается ток требуемой величины, а сама зона сварки защищена облаком инертного газа аргона от взаимодействия с кислородом воздуха, что предутверждает возможность окисления сплава.
Механизм работы схож для горелок различных изготовителей. Система представлена ниже.
Интересно почитать: Периодичность проверки сварочных аппаратов
При продаже в набор заходит шлейф: шланг для подачи аргона и силовой кабель.
В редчайших вариантах горелка продается без шлейфа — необходимо обращать на это внимание при заказе.
Подключение
Важно знать не только о том, как правильно выбрать, но и том, как подключить горелку к сварочному аппарату. Если вы приобрели аппарат от зарубежного производителя, то в таком случае существует два типа подключения: с применением силовых вставок и с использованием накидной гайки типа G3/8.
При первом способе горелка подключается на гнездо от 25 до 50 мм2, при этом диаметр контакта обычно от 9 до 13 мм. Аргон подводится по специальному шлангу с медной оплеткой.
При втором способе используется накидная гайка. Способ подвода аргона такой же, как выше.
Виды аргоновых горелок для ручной сварки
Сварка может выполняться вручную, в автоматическом режиме и в автоматическом. Соответственно, конструктивное выполнение будет различаться. Чем наиболее автоматизирован процесс, тем труднее устройство.
Разглядим устройства только для ручной сварки (TIG): какие они бывают, на что уделять свое внимание при выбирании той либо другой модели.
Главные функции горелки: держать сварочный электрод, создающий дугу, и подавать газ в зону сварки. С сиим управляются даже простые горелки. Для высококачественного результата, не считая опыта сварщика, требуется, чтоб было комфортно работать и можно было не ждать подкола в виде, к примеру, выпадающего электрода либо иной противной «мелочи».
Систематизировать аргоновые горелки можно по виду остывания: воздушное либо жидкостное. В большинстве моделей горелок TIG предвидено воздушное остывание. Водяной теплоотвод просит доборной оснастки.
По способу подачи газа различают горелки, оборудованные вентилем либо клавишей. Некие модели снабжены и тем, и иным.
По типу разъема, подключаемого к сварочному аппарату, систематизировать горелки трудно из-за их обилия.
Обычно производитель устанавливает разъемы под определенные виды инверторов. Разъем должен соответствовать гнезду сварочного аппарата. Тут могут появиться трудности при покупке горелки через веб, так как только единичные изготовители указывают в наименовании тип разъема. К примеру, в горелке FUBAG FB TIG 26 5P – управляющий разъем 5pin, в TORCH 24 WATER 4m M12x1 – разъем M12x1. В последнем случае разъем перепаивают.
Зато непременно указана длина шлейфа. Самый всераспространенный его размер – 4 метра, пореже — 8 метров, еще пореже – промежные значения.
Что может дать подсказку маркировка?
На большинстве горелок либо в наименовании продукта на веб-сайтах торговцы все таки указывают «определяющее» числовое значение. К примеру, TIG 26 опосля наименования производителя.
При выбирании горелки начинающему сварщику стоит иметь представление о различиях горелок, скрывающихся под цифрами.
По большенному счету, аргоновые горелки по габаритам можно поделить на две группы: мелкие и огромные. К небольшим относятся 9 (воздушное остывание) и 20 (водяное). Расходные и комплектующие изделия для их – взаимозаменяемы. Для огромных (пригодных для бытовых сварочных работ) горелок с номерами 18 (водяное остывание), 17 и 26 (воздушное) в отношении подмены то же самое.
В обозначении дешевых российских горелок нередко встречается обозначение вида WP 17 (имя производителя кое-где обозначено, но его придется выискать). В принципе, минимум инфы получен: большая аргоновая горелка с воздушным остыванием под электроды из незапятнанного вольфрама.
Электроды для аргоновой сварки
При аргоновой сварке употребляют электроды из тугоплавкого вольфрама, время от времени незапятнанного, время от времени с присадками. Наличие добавок дозволяет облегчить работу с рядом металлов и сплавов.
Не считая буквенной маркировки, различные виды вольфрамовых электродов отмечают цветом хвостовика.
Сведения для удобства представлены в таблице.
| Буквенное обозначение. | Цвет | Ток (DC либо AC) | Свариваемые сплавы | Примечание |
| WP | зеленоватый | AC | Магний, алюминий, сплавы | |
| WZ | белоснежный | AC | Бронза, алюминий, никель, сплавы | |
| WT | красноватый | DC | Нержавеющая сталь, тантал, молибден | Особенные меры сохранности: неотклонимая вентиляция в помещении. |
| WY | голубий | DC | Углеродистые, низколегированные, нержавеющие стали, титан | |
| WL | золотистый | DC, AC | Любые стали и сплавы | |
| WC | сероватый | DC, AC | Любые стали и сплавы |
Поперечник электрода выбирают зависимо от рабочего тока: до 50 А — поперечник 1 мм, до 100 А – 1,6 мм, до 200 А – от 2 мм до 2,4 мм, выше 200 А – 3,2 мм, выше 300 А – 4 мм. Не считая силы тока учитывают толщину свариваемого сплава. Вернее будет сказать, что от толщины и состава сплава зависит выбор электрода и тока.
Неплавящиеся вольфрамовые электроды требуют заточки перед внедрением. Общий принцип выбора остроты угла – чем обширнее планируемый шов, тем тоньше острие.
Само острие зачищается.
Что еще необходимо сварщику перед работой?
Забота о технике сохранности при выполнении сварочных работ ложится на плечи самого сварщика. Маска (со щитком наименее комфортно), комбинезон либо куртка со брюками, рукавицы из специально обработанной ткани (Строение тканей живых организмов изучает наука гистология)
– неотклонимая экипировка. Открытые участки кожи недопустимы.
Необходимо проверить рабочее пространство на правильное подключение горелки к сварочному аппарату и баллону, целостность кабеля и рукава, наличие огнетушителя, отсутствие рядом легковоспламеняющихся и горючих предметов.
Процесс аргоновой сварки
Главные составляющие рабочего места:
- сварочный аппарат;
- баллон с аргоном;
- горелка;
- электроды;
- присадочный пруток.
Общий порядок работ имеет некие отличия от обыкновенной дуговой сварки, на их стоит направить внимание.
Когда избран и выставлен на аппарате нужный сварочный ток, а к свариваемой детали подключена масса, можно начинать процесс.
В одной руке горелка, в иной — присадочный пруток. Сварку, в отличие от обыкновенной дуговой, недозволено начинать с касания электродом заготовки. Поначалу на заготовку на 15-20 секунд подают газ, потом плавненько подносят сопло к сплаву (расстояние меж деталью и электродом обязано составить приблизительно 2 мм и оставаться таковым в процессе работы). Образовавшуюся дугу плавненько ведут вдоль шва, не допуская поперечных движений. Присадочная проволока размещается перед соплом и подается плавненько. Опытнейший сварщик совладевает с сиим просто, начинающему придется «прочуять процесс». Как правило, довольно 3-5 попыток.
Заканчивать подачу аргона следует не сходу, а через 5-7 секунд опосля окончания шва.
Пользующиеся популярностью модели аргоновых горелок
Невзирая на общий механизм работы аргоновых горелок, любой производитель привносит что-то свое. Кто-то применяет особо крепкие либо особо гибкие материалы, кто-то дорабатывает базисную систему для комфортной работы, кто-то ставит целью долговечность либо еще какой-либо параметр.
Рассматривая предложения по картинам на веб-сайтах продавцов, трудно получить исчерпающую информацию, в особенности при разбросе цен от 2,5 до 20 (время от времени выше) тыщ рублей, при этом это стоимость без доставки.
Лаконичный обзор производителей
Бренд, очевидно, заносит коррективы в стоимость аргоновой горелки, но для работы заглавие устройства ничего не означает. Разглядим продукцию более нужных на нынешний денек производителей.
- AURORA TIG 9V 110A – горелка российского производителя, приспособлена к работе со сварочными аппаратами марки СВАРОГ. Просто отыскать и приобрести расходники. Устройства этого производителя, зависимо от модификации, стоят от 2,5 до 4,5 тыщ рублей.
- Сварог TS 26V (M12×1) 4м – наибольший рабочий ток — 180 А (неизменный) и 130 А (переменный). Используемые электроды — от 0,5 до 4 мм, воздушное остывание. Стоимость — от 4 до 6 тыщ рублей.
- Барс TIG-17V – ток (неизменный) — 140 А, остывание воздушное, тип разъема не указан. Шлейф, как и в прошлых образчиках, длиной 4 метра. Стоимость — около 3,5 тыщ рублей.
- Горелки TORCH различает низкая стоимость (до 3-х тыщ рублей). Преимущество – работа на неизменном и переменном токе. Разъем схож для всего ряда моделей – М12х1.
По отзывам опытнейших сварщиков, исключительным качеством работы различаются аргоновые горелки BlueWeld, надежны в работе АГНИ. Горелки от СВАРОГ не безупречны, но полностью подходящи, если учесть их стоимость. Полезное видео на данную тему
Рекомендуемые аспекты выбора
- Если сварочный аппарат приобретен не так давно, стоит попытаться доукомплектовать его аргоновой горелкой такого же производителя.
- Чтоб не было заморочек со сваркой алюминия, следует направить внимание, рассчитана ли система на работу с переменным током.
- Нужно пристально изучить комплектацию. Если набор запасных частей отсутствует, но весьма нравится стоимость, нелишне вспомянуть, что позже придется около тыщи рублей выложить на расходники.
- Лучше выбирать не по картинке, а вручную: разглядеть, прикинуть, комфортно ли ложится в руку, убедиться, что разъем такого же типа, что и на инверторе, а шлейф довольно гибкий.
Но новичок может для себя дозволить приобрести недорогую горелку для тренировки, освоения процесса сварки в среде аргона, а потом, набив руку, присмотреть наиболее комфортную модель на основании собственного опыта.
Преимущества и недостатки полуавтоматической сварки аргоном
За счет сварочных полуавтоматов удается избежать корродирования шва. Оптимальным считается сочетание: 98 % аргона и 2 % углекислого газа. Но в некоторых случаях вполне может применяться пропорция 70/30, ведь такая смесь обходится дешевле. Немаловажно, что в процессе полуавтоматической сварки аргоном проволока подается без участия человека, что экономит время, силы специалиста, а значит, благотворно сказывается на производительности труда.
Еще одна особенность современных полуавтоматов состоит в том, что они обеспечивают охлаждение горелки. Подобные устройства подходят даже для сварки в труднодоступных местах и позволяют без труда разжечь дугу.
Полуавтоматическая техника не сложнее в работе, чем традиционные ручные устройства, поэтому даже неопытные сварщики без труда могут с ней справиться. Немаловажно, что она обеспечивает удобную настройку параметров работы.
Среди достоинств данного типа АДС необходимо назвать:
- простой поджиг дуги;
- увеличение производительности труда;
- простоту и понятность настройки параметров работы;
- возможность сварки заготовок малой толщины;
- меньшие временные затраты, так как исключаются этапы зачистки швов от шлака и замены электродов.
Аппараты для полуавтоматической сварки в среде аргона обеспечивают:
- наглядность процесса;
- возможность следить за процессом формирования соединения;
- освобождение пространства;
- возможность накладывать шов даже на тонкие детали;
- отсутствие необходимости часто менять электроды, дополнительно обрабатывать швы.
Если говорить о минусах данной технологии, то основными являются высокая цена оборудования и его малая мобильность. Нередко можно услышать, что при сварке в среде аргона получается пористый шов – чаще всего дефект вызван ошибками и недостатком знаний у самих специалистов. Они забывают про соблюдение пропорций при смешивании газа. Еще одна причина может крыться в неполадках оборудования. В целом, исправные полуавтоматы таких проблем не доставляют.