Введение
В настоящее время одной из актуальных проблем машиностроения является повышение качества и надежности конструкций при одновременном повышение производительности труда и автоматизации производства.
Требования по улучшению качества и надежности сварных конструкций обеспечиваются путем правильного выбора вида сварки, сварочных материалов, расчета наиболее рационального режима сварки.
Сварка — один из ведущих технологических процессов современной промышленности, от степени развития и совершенствования которого во многом зависит уровень технологии в машиностроении, строительстве и ряде других отраслей хозяйства. Правильно разработанный технологический процесс сварки обеспечивает получение не только надежных соединений и конструкций, отвечающим всем эксплуатационным требованиям, но и допускает максимальную степень комплексной механизации и автоматизации всего производственного процесса изготовления деталей, экономически выгоден по затратам на энергию, на сварочные материалы и по затратам человеческого труда. Преимущества сварных конструкций в настоящее время общепризнанны, такие конструкции повсеместно применяют взамен литых и клепаных соединений. Эти преимущества сводятся к уменьшению расхода металла, снижению затрат труда, упрощению оборудования, увеличению производительности.
В проектируемом технологическом процессе изготовления балки коробчатого профиля особое внимание уделено повышению производительности труда, механизации и автоматизации сварочных работ за счет внедрения нового высокопроизводительного оборудования и применения новых сварочных материалов.
Сварка двутавровых балок
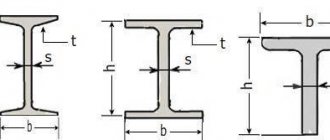
Балочные двутавры стандартных размеров производят в промышленных объемах, по индивидуальным чертежам изготавливают небольшие партии. Сварная балка состоит из трех элементов: двух стенок и промежуточного пояса. Она изготавливается из марочного листового проката, используется в высокопрочных металлоконструкциях. При небольших металлозатратах получаются надежные конструкции, выдерживающие разнонаправленные нагрузки за счет ребер жесткости.
Назначение конструкции и требования к сварным соединениям
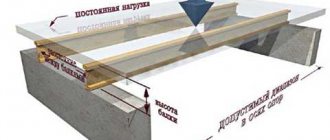
Балка коробчатого сечения представляет собой сварную конструкцию из четырёх металлических пластин, сваренных между собой с образованием замкнутого контура. Подобные конструкции нашли широкое применение в строительной отрасли в качестве различных видов опор и несущих конструкций. Преимущество применения балок коробчатого профиля заключается в том, что металл балки более полно работает при различного рода изгибах (по сравнению с цельнометаллической балкой), имея при этом сравнительно небольшую массу.
Балка изготавливается из конструкционной низколегированной стали марки 09Г2. Условия эксплуатации конструкции нормальные, интервал рабочих температур от -30 до +50 градусов.
Конструкция должна выдерживать предельно допустимые нагрузки в течение расчетного срока службы, обеспечить долговечность и надежность, предусматривать возможность технического освидетельствования, ремонта и контроля металла в соединении.
Основные типы, конструктивные элементы и размеры сварных соединений выполняемых сваркой под слоем флюса должны соответствовать ГОСТ 8713-79, ГОСТ 11533-75.
Качество сварных конструкций определяется:
- рациональной конструкцией;
- качеством основного материала; качеством сварочных материалов, флюса (соответствие сертификату, государственному стандарту или техническим условиям);
- качеством сборки детали;
- качеством подготовки поверхности деталей под сварку;
- уровнем разработанного технологического процесса, степенью автоматизации сборочно-сварочных операций;
- квалификацией сварщиков, операторов и наладчиков, общей культурой производства;
- качеством сварного шва: т.е. выполненного без дефектов, в соответствии требованию прочности, плавным переходам к основному материалу.
Входящие детали под сварку должны удовлетворять требованиям чертежа. Свариваемые кромки деталей в местах наложения швов и прилегающие к ним кромки шириной не менее 20мм в каждую сторону должны быть очищены от окалины, ржавчины, краски, масла смазки и других загрязнений до металлического блеска. Контроль размеров зачистки осуществляется линейкой измерительной металлической или штангенциркулем.
Детали, подготовленные под сварку, не должны иметь острых кромок. Детали, предназначенные для сварки, после штамповки должны быть очищены от масла, жира, грязи моющими растворами.
Под технологичностью понимают конструктивные оптимальные формы, которые отвечают служебному назначению изделия, обеспечивают работу в пределах заданного ресурса, позволяют изготовить изделие с минимальными затратами материала, труда, времени.
Конструкцию можно считать технологичной, когда:
- Материал обладает хорошей свариваемостью, не склонен к образованию холодных и горячих трещин, охрупчиванию, не чувствителен к образованию закаленных структур, малая склонность к красноломкости, хладноломкости, жаропрочен, коррозионно-стойкий.
- Конструкция изделия позволяет применять механизацию и автоматизацию сборки, сварки и транспортных операций.
- Конструкция может обеспечить свободный подход электродов к месту сварки. т.е. тип соединения — открытый.
На основании вышеизложенного делаем вывод, что конструкция технологична.
Сварка двутавровых балок между собой
Монтаж балочных металлоконструкций предусматривает соединение двутавров встык или под углом. Для усиления соединений используют металлические накладки – прямоугольники, вырезанные из листового проката.
Сварка балок встык проводится после обработки торцов. На них делают угловые скосы, чтобы шов хорошо проварился. Дополнительно на каждую из сторон стенок и обе полки обязательно крепят накладки, их приваривают для укрепления и защиты соединительного шва. При таком соединении несущая конструкция из двутавровых балок после сварки не снижается.
Под углом двутавры соединяют так, чтобы второстепенный опирался на главный. В верхней полке главного вырезают равнобедренный треугольник с вершиной в 90°. Его место займет аналогичная вставка второстепенного двутавра, срезы должны плотно прилегать друг к другу. Нижняя полка срезается на ½ ширины так, чтобы срез упирался в полку главной двутавровой балки. Сварка проводится заподлицо. Усиливается соединение нижней накладкой.
Второстепенный швеллер приваривается к опорному двутавру под углом 90°. Сначала стыкуют верхнюю полку швеллера с балочной полкой, срезая их под углом 45°. Нижние полки соединяются так, чтобы швеллер упирался в стенку двутавровой балки, лишнее срезается. Затем наваривается нижняя укрепляющая накладка.
В горизонтальном положении сварку проводить легче. Продольная ось искривляется минимально. При вертикальной сварке возможен прогиб поперечин, поэтому проводят разметку всех ребер жесткости.
Накладки для сварки двутавра выкраиваются в форме ромба, размещаются симметрично продольной оси. Обвариваются косыми швами по всему периметру. Накладки концентрируют напряжение у швов, компенсируя изменившуюся после сварки форму сечения.
Двутавровые балки рассчитывают на большую нагрузку. При работе с ними необходимо придерживаться разработанной технологии. Она учитывает распределение усилий по направляющим. Качественно выполненные сопряжения – залог долгой эксплуатации металлоконструкций.
Оценка свариваемости основного металла
Под технологической свариваемостью понимают способность материала образовывать при рациональном технологическом процессе сварки прочное соединение без существенного снижения технологических свойств свариваемого материала в самом соединении и в прилегающей зоне.
Обязательными критериями при оценке свариваемости являются стойкость сварного соединения против образования горячих и холодных трещин, а также равноценность механических свойств сварного соединения основному металлу.
Для углеродистых и низколегированных сталей стойкость сварного соединения против образования горячих и холодных трещин оценивается косвенным способом по эквиваленту углерода.
- Оценка стойкости углеродистых сталей против образования горячих трещин по эквиваленту углерода
Сталь не склонна к горячим трещинам.
- Оценка стойкости углеродистых сталей против образования холодных трещин по эквиваленту углерода
Сталь не склонна к холодным трещинам.
Главные достоинства применения сварных двутавровых балочных конструкций
Такая конструкция, как двутавровая балка, имеет ряд преимуществ, выделяющих её в ряду других металлоконструкций, использующихся в строительстве:
- Сварные двутавровые металлоконструкции способны выдерживать огромные статические и динамические нагрузки, не теряя при этом своих эксплуатационных показателей. Благодаря таким характеристикам, в большинстве случаев, усиление двутавровой балки не требуется.
- Легкость транспортировки и относительная простота монтажа делают двутавровые элементы незаменимыми при строительстве быстровозводимых сооружений.
- Такие балки крайне популярны и широко используются для возведения зданий и сооружений самого разнообразного назначения, поэтому цены на них достаточно демократичны. Для приобретения таких металлоконструкций, достаточно зайти на сайт ближайшего завода-изготовителя и пройти в раздел — продам балку двутавровую. Большинство предприятий предлагают широкий ассортимент двутавровых металлоконструкций, имеющихся на складе, а также изготавливают их на заказ. Также, позвонив в отдел маркетинга, легко узнать сколько стоит балка интересующей марки, в зависимости от тоннажа.
Выбор вида сварки
Технологию сварки выбираем исходя из следующих требований:
- Равнопрочность металла шва с основным металлом;
- Отсутствие трещин, непроваров, пор, подрезов, шлаковых включений;
- Сварное соединение должно быть стойким против перехода в хрупкое состояние;
- Изменение форм и размеров (деформации), должны находится в разумных пределах, не отражающихся на работоспособности конструкции;
Рассмотрим три способа сварки для заданной стали:
- Ручная дуговая сварка покрытыми электродами;
- Сварка в среде защитных газов плавящимся электродом;
- Автоматическая дуговая сварка под флюсом;
Преимущества сварных двутавровых балок
В наше время очень сложно найти строительный объект, который возвели без использования сварных двутавровых балок. Балки, имеющие такое сечение, широко распространены потому, что позволяют значительно снижать затраты на строительство сооружений различного назначения, обеспечивая при этом высокую надежность возводимых конструкций.
Сварная балка, сечение которой имеет форму двутавра, способна выдерживать значительные статические и динамические нагрузки, не теряя при этом, своих эксплуатационных характеристик. Важным фактором является и то, что использование таких сварных балок позволяет снизить вес строительных конструкций, что в итоге уменьшает нагрузку на фундамент здания и на его несущие конструкции.
Использование двутавровых балок при изготовление каркаса здания
Сварной двутавр особенно незаменим в тех элементах строительных конструкций, где особенно важны прочность и способность успешно противостоять механическим нагрузкам различной направленности. К таким элементам, в частности, относятся каркасы для различных конструкций, колонны, межэтажные перекрытия, эстакады, рабочие площадки и прочее.
Очень востребована сварная балка в различных отраслях машиностроения и при строительстве сооружений быстровозводимого типа, поскольку технология ее производства очень экономична.
Несмотря на то, что организовать изготовление сварных балок двутаврового сечения достаточно несложно, экономически более выгодно производить их с использованием автоматизированного оборудования. Автоматизированные линии, на которых производство таких сварных балок поставлено на поток, позволяют не только значительно снизить себестоимость продукции, но и строго соблюдать технологию ее изготовления.
Перекрытия по металлическим двутавровым балкам
Ручная дуговая сварка покрытыми электродами
В настоящее время остается одним из распространенных методов, используемых при изготовлении сварных конструкций. Это объясняется простотой и мобильностью применяемого оборудования, возможностью выполнения сварки в различных пространственных положениях и в местах, труднодоступных для механизированных способов сварки. Существенный недостаток ручной дуговой сварки металлическими электродами с покрытием — малая производительность процесса и зависимость качества сварного шва от практических навыков сварщика.
Необходимо также отметить, что ограниченность сварочного тока при ручной сварке приводит к меньшей глубине проплавления, что в свою очередь обуславливает необходимость применения разделки кромок, а малый коэффициент наплавки приводит к увеличению числа проходов для заполнения разделки. Всё это, в конечном счёте, ведёт к снижению производительности работ и ухудшению качества сварного соединения. Кроме того, необходимость периодически обрывать дугу для смены электрода также нарушает однородность шва по его длине и ухудшает общие механические свойства соединения.
Таким образом, достоинства ручной дуговой сварки:
- простота и мобильность способа сварки;
- наличие широкой номенклатуры электродов;
- низкая стоимость сварки.
Недостатки:
- невысокая производительность сварки (3 кг/час);
- невысокое качество металла шва;
- некрасивый внешний вид шва;
- наличие разбрызгивания.
Технология производства сварных балок двутаврового сечения
Мелкие партии делают с применением электродуговой или аргоновой сварки в зависимости от марки металла, его способности свариваться.
Для изготовления сварных балок промышленным способом применяются специальные сварочные линии. Для защиты ванны расплава от окисления применяют флюсы.
Сварка балки в автоматическом режиме схожа с ручным изготовлением двутавра. Основные технологические этапы:
- раскрой листового проката на полосы необходимой ширины на терморезке с программным управлением, средняя скорость раскроя 1 м/мин.
- фрезерование торцов на торцефрезерных станках сокращает зазор стыка между стеной и полкой, улучшает качество сварки;
- процесс сборки двутавра осуществляется с большой скоростью на специальном станке, ленты металла фиксируют прижимные приспособления с гидравлическими усилителями; сначала делается т-образный стык, затем присоединяется вторая стенка; такую конструкцию удобно сваривать;
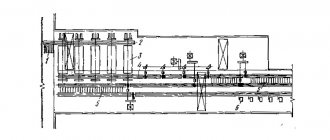
- сварные работы проводятся на автоматах портального типа двух видов: а) наклоненными электродами неглубоко проваривают сразу два шва; б) шов в «лодочку» создается поэтапно: сначала с одной стороны двутавровой перегородки, затем с другой; металл проваривается на большую глубину;
- завершающий этап – правка двутавровой балки на специальных роликах, устраняются небольшие перекосы, возникшие во время сборки и сварки профиля.