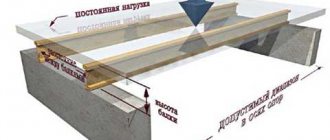
Чем больше нагрузка, тем больше и длина балочного пролёта. В строительстве балки применяются чаще всего как элемент междуэтажных перекрытий, колонн, мостов и эстакад. Классифицируются балки по различным особенностям: от внешней формы и расположения граней полок до особенностей производства и способов применения. Существует два основных типа двутавровых балок:
- Горячекатанная двутавровая балка
- Сварная двутавровая балка
Горячекатанная балка изготавливливается из стальной заготовки методом горячей прокатки
подробнее
О двутавровой балке
О сварной двутавровой балке и ее производстве
Двутавровая балка ― это один из основных видов профилей, применяемых в строительстве и вообще один из самых известных и широко распространённых видов профилей в мире. Двутавровая балка применяется в качестве несущего элемента перекрытий и колонных конструкций. Благодаря применению сварки, удаётся создавать балки разных типоразмеров, что при современной технологии производства невозможно реализовать в горячекатаных балках. Сварка балок двутавровых позволяет наиболее рациональным образом сочетать размеры и толщины полок с вертикальной стенкой. Варьирование разных толщин стенок и полок позволяет подобрать оптимальную площадь сечения балки и тем самым уменьшить вес балки и всей металлоконструкции в целом.
Сварная двутавровая балка обладает высокой жёсткостью при незначительном весе и по своим характеристикам значительно превосходит по жёсткости квадратный профиль и уголок.
Применяют при изготовлении сварной балки различные марок стали — когда, наиболее напряжённые участки балки, изготавливаются из стали повышенной прочности, а наименее напряжённые участки — из малоуглеродистой стали, что позволяет снизить стоимость балки, а возможность изготовления балок заданной длины, позволяет экономить на отходах.
О двутавровой балке …
Горячекатаные двутавры
Двутавры, имеющие уклон граней полок, составляющий 6-12%, подразделяется на два вида- обычный и специальный. Для специальных двутавров, которые применяются при возведении подвесных путей, предназначена маркировка буквой «М». Профили производят длиной 4-12 м. По согласованию с потребителем возможно изготовление балок длиной более 12 м. Двутавры, которые выпускаются промышленностью, имеют высоту в диапазоне 100-600 мм и ширину полки 55–190 мм.
Двутавры, имеющие параллельные грани полок, маркируются следующим образом:
- «К» – колонные
- «Б» – нормальные
- «Ш» — широкополочные
Двутавры данного типа изготавливаются на прокатных станах методом горячей прокатки. Двутавры с параллельными гранями полок производят с высотой в диапазоне 100-1000 мм и с шириной полок в диапазоне 55-400 мм. Длина двутавров может составлять 6 – 24 м.
Технология изготовления сварных двутавровых балок
О сварной двутавровой балке и ее производстве
Металлические конструкции лучше возводить из сварной балки т.к. они экономически выгодны в строительстве зданий и сооружений. Использование сварных балок двутавровых, в качестве строительных металлоконструкций каркасов, даёт возможность не только облегчить элементы конструкции, имеющие неоправданно большой коэффициент запаса прочности, но и создать более экономичную форму опор и сечения отдельных элементов, тем самым уменьшить массу металлической конструкции. Процесс изготовления сварных двутавровых балок экономичен и успешно конкурирует с изготовлением балок способом прокатки.
подробнее
Сварка двутавровой балки
О сварной двутавровой балке и ее производстве
Сварка двутавровой балки, способ сборки балки зависит от характера и конструкции применяемых приспособлений и запроектированного метода сварки поясных швов балки. Сварку длинных поясных швов выполняют автоматами под флюсом. Балку собирают из трех ее основных элементов (поясов и стенки), сваривают поясные швы автоматом, а затем устанавливают поперечные ребра жёсткости и приваривают их полуавтоматом или вручную. Сборку двутавровых сварных балок выполняют при помощи хомутов и прихваток или в специальном кондукторе. Большое распространение в настоящее время имеет так же автоматизированное оборудование для производства сварных двутавровых балок.
При сварке балки, применение флюса коренным образом улучшает протекание процесса сварки балки. Наличие пузыря из жидкого флюса, находящегося под давлением нерасплавленного флюса, устраняет разбрызгивание и разбрасывание жидкого металла и тем самым обеспечивает прекрасное формирование сварочного шва даже при силах тока до 3000—4000 а.
Если при открытой дугой сварке качественными электродами потери металла на угар и разбрызгивание достигают 20 — 30%, то при сварке под флюсом эти потери не превышают 1—2%. Под слоем флюса, при сварке под флюсом расплавленный металл остывает, что замедляет процесс остывания, что улучшает условия для выхода газов из расплавленного металла. Для сварки двутавровой балки применяют следующие виды сварочного оборудования:
подробнее
Завод по изготовлению металлоконструкций
Жуковский завод металлоконструкций оснащен всем необходимым оборудованием для проведения полного цикла производства сварных балок и контроля их качества. Мы используем передовые технологии производства, благодаря чему вся выпускаемая продукция отвечает международным и российским стандартам качества, в том числе ГОСТ «Сварные балки», 26020-83 и СТО АСЧМ 20-93.
Долговечность, надежность и безопасность большинства современных сооружений напрямую зависит от качества балок, которые были использованы для строительства. Сварные балки от Жуковского завода металлоконструкций обладают всеми необходимыми преимуществами, присущими современным строительным материалам.
- Возможность разнообразить архитектуру возводимых строений за счет использования балок, изготовленных по нестандартным параметрам.
- Сварные балки весят меньше горячекатных, что не отражается на их несущей способности, но позволяет снизить массу возводимых объектов.
- Уменьшение сроков строительства за счет того, что балки не нужно подгонять или обрезать, каждое изделие производится по индивидуальному проекту под нужды заказчика.
- Надежность и долговечность строений – качество балочных швов подтверждается ультразвуковой проверкой.
- Высокая рентабельность проектов – по желанию заказчика мы можем изготовить партию бистальных сварных балок, стоимость которых ниже, чему у моностальных аналогов.
Дефекты сварочных соединений
К дефектам в сварочном шве и околшовной зоне относятся различные отклонения от технологических параметров, вызванные небрежностью в работе, нарушением режимов и внешними причинами, часто не зависящими от сварщика.
К дефектам приводит и нарушение технологических приемов, как самого процесса сварки, так и некачественная подготовка свариваемых изделий, неисправность оборудования, отклонения от норм качества сварочных материалов, влияние погодных условий, низкая квалификация сварщика.
Возникновение дефектов часто связано с металлургическими и тепловыми явлениями, возникающими в процессе образования сварочной ванны и ее кристаллизации (горячие и холодные трещины, поры, шлаковые включения и т.д.). Эти дефекты снижают прочность и надежность сварного соединения, его герметичность и коррозионную стойкость. Все это может оказать значительное влияние на эксплуатационные возможности всей конструкции и даже вызвать ее разрушение. Дефекты сварочных швов могут быть наружными и внутренними. Наружные дефекты сварочных швов К наружным дефектам сварных швов относят нарушение размеров и формы шва, подрезы и другие отклонения, которые могут быть обнаружены при внешнем осмотре сварного соединения.
подробнее
Применяемые виды сварки
Электродуговая сварка
Огромный выбор типов электродов по их номинальным характеристикам и особенности работы ими обеспечивают неоспоримое преимущество перед остальными видами сварки и делают его предпочтительным для данной задачи. Самый лучший шов мы получим в случае применения электродов УОНИ. При работе данными электродами следует учесть их особенности и рекомендации:
- По возможности соединения должны быть выполнены внахлест.
- Для использования данного электрода нужен предварительный опыт работы с ним.
- Перед применением электрод подлежит прокалке в спец. печи на протяжении часа. Температура прокалки 250 С.
- Места соединений изделий должны быть очищены от загрязнений, ржавчины и подготовлены согласно ГОСТу 5264-80.
- Сварщик должен работать короткой дугой средней мощности, постоянным током и обратной полярностью.
- Металлоконструкция сваренная данным электродом не должна использоваться при температуре ниже – 40 С.
Рекомендуем! Как заварить глушитель холодной или электросваркой
Газовая сварка
Данным типом при сварки швеллеров зачастую не пользуются из-за огромной области и температуры нагрева. Данные факторы являться источником образования внутренних напряжений в структуре металла и общих деформаций негативно влияющих на всю металлоконструкцию. Тем не менее газовую сварку часто используют для устранения изъянов готовых конструкций или порезки заготовок с последующим снятием кромок.
Резка листа для двутавровой балки
Сварная двутавровая балка изготавливается из штрипс (полос листового металла). Для резки листового металлопроката для двутавра на промышленных предприятиях широко применяются машины термической резки металлов.
Термической резкой называют обработку металла (вырезку заготовок, строжку, создание отверстий) посредством нагрева.
Термическая резка отличается от других видов высокой производительностью при относительно малых затратах энергии и возможностью получения заготовок любого, сколь угодно сложного, контура при большой толщине металла.
При резке окислением металл в зоне резки нагревают до температуры его воспламенения в кислороде, затем сжигают его в струе кислорода, используя образующуюся теплоту для подогрева следующих участков металла. Продукты сгорания выдувают из реза струёй кислорода и газов, образующихся при горении металла. К резке окислением относятся газопламенная (кислородная) и кислородно-флюсовая резка.
подробнее
Сборка двутавровой балки
О сварной двутавровой балке и ее производстве
Сварная двутавровая балка составляется из трёх длинных листовых элементов (двух поясов и стенки). В высоких балках ставятся ребра жёсткости для повышения устойчивости сжатых элементов. Основными швами в балках являются стыковые швы поясов и стенки и угловые швы, соединяющие пояса со стенкой.
При изготовлении сварных балок в цехах целесообразно сначала сварить стыки поясов и стенки, так как стыковые швы являются наиболее ответственными, поэтому для уменьшения остаточных напряжений варить их следует при отсутствии закреплений в свариваемых листах. При сборке пояса или стенки необходимо, чтобы продольные оси стыкуемых листов легли по одной прямой линии, смещение стыкуемых кромок из плоскости листов не выходило за пределы допустимых отклонений, и зазор был выдержан согласно чертежу.
Способ сборки балки зависит от характера и конструкции применяемых приспособлений и запроектированного метода сварки поясных швов.
В настоящее время сварку длинных поясных швов выполняют преимущественно автоматами под флюсом. Балку собирают из трёх её основных элементов (поясов и стенки), сваривают поясные швы автоматом, а затем устанавливают поперечные ребра жесткости и приваривают их полуавтоматом или вручную. Сборку сварных балок выполняют при помощи хомутов и прихваток или в специальном кондукторе.
подробнее
Технологический процесс производства сварных балок двутаврового сечения
Технология изготовления сварных балок, имеющих двутавровое сечение, состоит из нескольких последовательных процессов, каждый из которых на сегодняшний день уже отлично отработан. Итак, изготовление качественной и надежной сварной балки требуемого сечения состоит из нескольких процедур.
Создание заготовки по чертежу
Для ее изготовления используется оборудование термической резки, на котором листы металла требуемой толщины раскраиваются по заданным размерам. Итогом выполнения такой технологической операции являются штрипсы, имеющие длину и ширину, оговоренные в чертеже. На современных предприятиях для выполнения такой операции используются станки с ЧПУ, на которых раскрой металла может производиться несколькими резаками одновременно.
Обработка кромок методом фрезеровки
Для данной операции уже не требуется чертеж и выполняется она на специальном оборудовании (кромкофрезерном станке). Это этап производства необходим для того, чтобы обеспечить лучшую провариваемость стенки балки двутаврового сечения и ее полок.
Сборочная операция
На этой стадии будущая сварная балка собирается в готовую конструкцию, для чего используются специальные сборочные приспособления, позволяющие увеличить производительность процесса в 2–3 раза по сравнению с ручной сборкой. При осуществлении сборочной операции перед сваркой балки, имеющей двутавровое сечение, важно обеспечить правильное взаимное положение стенки двутавра и его полок (симметричность и взаимная перпендикулярность).
Целесообразнее всего для выполнения этих важных требований использовать специальное сборочное оборудование, оснащенное быстродействующими прижимными элементами. Оно позволяет не только точно позиционировать составные элементы будущего двутавра, но и делать это оперативно и с высокой надежностью. Технология сборки с использованием таких приспособлений состоит из двух основных этапов: сначала собирается только часть балки, составляющая Т-образный профиль, затем собранную конструкцию при помощи приспособления переворачивают на 180 градусов и комплектуют ее второй полкой. На современных предприятиях, как правило, используются сборочные приспособления с гидравлическими прижимными механизмами, что дает возможность сократить время выполнения данного технологического процесса.
Сварка
На тонкостях данного этапа мы подробнее остановимся в следующем разделе нашей статьи.
Автоматическая сварка элементов двутавровой балки
Правка конструктивных элементов готового изделия
Производство любых конструкций с использованием сварки предполагает сильный нагрев, что неизбежно приводит к возникновению деформации отдельных составных элементов изделия. Не является исключением и сварная балка, имеющая двутавровое сечение. Как правило, у таких балок после окончания процесса сварки наблюдается эффект «грибовидности», выражающийся в нарушении геометрии полок двутавра. Для того чтобы исправить этот дефект, как раз и необходима операция правки, заключающаяся в прокатывании сварной балки через ролики специального стана. После выполнения такой процедуры получают балку двутаврового сечения, геометрия которой четко соблюдена.
Подготовка листового металлопроката к производству сварной двутавровой балки
О сварной двутавровой балке и ее производстве
Зачастую листовой прокат, поступающий на производство от поставщика, имеет волнистости и выпучины. Для сборки балки необходимо использовать только прямые листы, соответствующие «УКАЗАНИЯМ ПО МЕТОДАМ ПРАВКИ ЭЛЕМЕНТОВ СВАРНЫХ МОСТОВЫХ КОНСТРУКЦИЙ» ГОСТ 23118-99, ГОСТ 21779-82.
Если лист не соответствует ГОСТ, для изготовления сварной двутавровой балки необходимо произвести операцию правки листа. Правкой называется операция по выправлению листового металла. Недостатки на деталях и заготовках из металла могут образоваться после термической обработки, сварки, пайки, а также после вырезки заготовок из листового металла.
Подробнее