Гибка (вальцовка) швеллера
На первый взгляд эта деталь кажется симметричной. На самом деле ее симметричность весьма условна и связана только с горизонтальной плоскостью. Это намного осложняет процесс. Выполнить его максимально точно, без титанических усилий и риска образования дефектов можно только на специальном оборудовании.
Гнутый швеллер используется для получения таких деталей, как кольца, арки и изделия нестандартных форм. Деформированный профиль востребован в ведущих сферах производства:
- в строительстве (например, для монтажа каркасов);
- в ремонте и отделке (изготовление каркаса под обшивку, возведение перегородок);
- в монтаже уличных рекламных объектов;
- в производстве рам для специализированной техники, в том числе грузовиков, асфальтоукладчиков и т.п.
Как согнуть полосу металла в круг? — Станки, сварка, металлообработка
страница » Металлообработка — гибка металла
На нашем сайте продолжается серия статей, посвящённая обработке металла. О том, как листы и рулоны из состояния поставки распускаются на полосы (штрипсы), мы рассказывали в статье «Линии продольной резки металла».
Гибка металла производится на специализированном оборудовании или вручную. Как это происходит на импортном оборудовании, мы рассказывали на примере продукции итальянского станкостроительного концерна «WARCOM». Об использовании для этих целей отечественных листогибов мы рассказывали в статье о Липецком листогибочном заводе.
Сегодня расскажем о ручной гибке полосового металла.
Ручная гибка полосового металла
Ручная обработка металлических полос – это трудоёмкая операция, в большинстве случаев требующая специальной подготовки рабочего и соответствующего инструмента. Эту операцию выполняет слесарь на специально оборудованном рабочем месте:
- слесарный верстак, оснащённый соответствующими тисками;
- набор слесарного инструмента.
Рассмотрим несколько несложных операций с полосовым металлом.
Гибка под прямым углом
Полосовую сталь будем гнуть в слесарных тисках. Заготовку устанавливаем (зажимаем) в тиски.
Гибка в тисках.
Выполняем это таким образом, чтобы сторона с риской места гиба была обращена к неподвижной губке тисков (от рабочего). При этом риска должна быть выше губки тисков примерно на 0,5 мм.
Удары молотком следует наносить в направлении неподвижной губки тисков.
Во избежание получения травмы (в случае отпружинивания заготовки), слесарь, при выполнении этой операции, не должен располагаться на траектории движения молотка.
Гибка под острым углом
В этом случае используется оправка, имеющая требуемый угол. Она устанавливается в тиски вместе с заготовкой, как указано на рисунке (высокой стороной к заготовке). Заготовка деформируется ударами молотка до касания скоса оправки.
Изготовление скоб и хомутов
Для изготовление скобы следует применить брусок-оправу, толщина которого будет ровна проёму скобы. Далее, следует закрепить в тисках, как указано на рисунке, полосу с оправкой и изогнуть сначала одну сторону, а потом – другую.
Изготовление скоб и хомутов.
Для изготовления хомута следует оправу закрепить в тисках и на ней изогнуть полосу (смотри рисунок). Затем, отогнуть концы хомута, оснастку освободить из тисков и на столе верстака придать молотком детали окончательную форму.
Удары молотком не следует наносить по самому хомуту, чтобы не оставить на нем царапины, забои и вмятины. Их следует осуществлять через медную пластинку небольшой толщины, т. к. она хорошо перераспределит усилие удара.
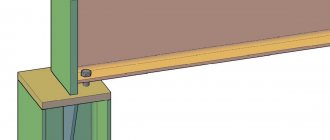
Гибочное соединение
Полосовую гибку широко применяют при гибочных соединениях деталей. Соединение может быть полностью гибочным, как показано на рисунке. Здесь крепежное усилие создается изгибом одной детали (часто деформируются все соединяемые детали).
В целом ряде случаев, полосовая гибка играет вспомогательную роль. Она может, например, усиливать резьбовое соединение.
Примеры гибочных соединений.
На рисунке примеры полосовой гибки и усиления резьбового соединения гайка-болт: шплинт и стопорная шайба.
Гибка на ребро
Операция выполняется на роликовом станке, изображённом на рисунке.
Гибка стальной полосы «на ребро».
Следует учитывать две особенности этого станка:
- верхняя направляющая бруска основания должна иметь паз, точно соответствующий размеру деформируемой металлической полосы;
- рабочий ролик и верхнюю часть полосы необходимо смазывать консистентной смазкой.
Таковы основные несложные приёмы ручной гибки полосового металла.
По указанным здесь адресам вы можете выбрать и приобрести станок для гибки металла.
Высадка металла. Гибка уголка по радиусу. Малкование
Высадка металла. Гибка уголка по радиусу. Малкование. 5.00/5 (100.00%) проало 7
Высадка металла.
Гибка листового металла, называемая высадкой, применяется в случаях, когда один лист должен перекрыть кромку другого листа (рис.1).
Виды гибки металла. Вальцы трехвалковые. Вальцы четырехвалковые.
Расчет гибки металла. Гибка толстого металла. Минимальные радиусы гибки металла.
Высадка выполняется в холодном или горячем состоянии металла вручную или на высадочных станках (роликовых, эксцентриковых) или на прессах. На эксцентриковых станках и прессах лист высаживается одновременно по всей длине или постепенно отдельными участками. При высадке на роликовых станках лист пропускают между роликами.
Рис.1. Высадка кромок листов.
.
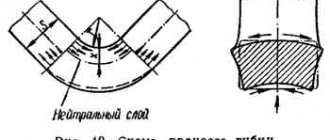
Профильная гибка. Гибка уголка по радиусу.
Профильный металл гнется вручную или на вальцах. Профильный металл (уголок) с малыми радиусами кривизны гнется в нагретом состоянии во избежание искажения профиля.
Профильный металл в нагретом состоянии гнется вручную на шпангоутных плитах. Шпангоутные плиты представляют собой рихтовальные (правильные) плиты с отверстиями, в которые по шаблону вставляются стержни. По стержням производится гибка металла (рис.2). Угловой металл можно гнуть полкой наружу и внутрь.
Рис. 2. Гибка по шаблону на шпангоутной плите.
В первом случае горизонтальная полка подвергается растяжению, во втором — сжатию с образованием складок. Для устранения искажений в том и другом случае необходимо править вертикальную и горизонтальную полку с последующей проверкой по угольнику.
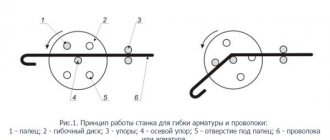
Рис. 3. Приспособление для гибки колец:
1 — диск с выточкой; 2 — полоска; 3 — крепление конца полоски; 4 — ролик; 5—ручка; 6 — гайка-барашек.
Кольца из профильного металла загибаются на специальном приспособлении, приведенном на рис. 3.
Рис. 4. Положение роликов для гибки уголка.
Станок для гибки уголка
Дальнейшим шагом в усовершенствовании приспособлений для гибки профильного металла является гибочный станок приводного действия с четырьмя роликами для гибки уголка (рис. 4). Гибка угольников различных профилей выполняется на составных роликах.
Рис. 5. Разрубание полок уголка для гибки под углом:
а — вырубка полки; б — согнутое положение.
В новейших станках роликам придают очертания, соответствующие очертаниям профиля металла.
Гибочные станки для профильного металла применяются главным образом для деталей с большими радиусами изгиба; при малых радиусах целесообразнее выполнять гибку вручную в нагретом состоянии.
Для того чтобы выполнить гибку профильного металла под углом, полка разрубается, загибается и заваривается электросваркой, как показано на рис. 5.
Высаживание профильного металла (уголков) на концах и в средней части полос выполняется вручную (рис. 6) или на станках в нагретом состоянии.
Рис.6. Высадка уголка.
Малкование профильного металла.
Операцией, близкой к высадке, является малкование металла. При малковании двухгранного угла угол профиля изменяется на острый или тупой (рис. 7).
Рис.7. Малкование профильного металла.
а — образование тупого угла; б — образование острого угла; в — изменение положения полки коробчатого металла (швеллера).
Гибка швеллера по радиусу
На тематических сайтах и в специальной литературе можно встретить термин “гибка швеллера по радиусу”, или “радиусная гибка”. От обычной она отличается тем, что проводится строго на заданную величину. Добиться такой точности можно только с помощью профилегиба, и прежде чем работать с партией изделий — обязательно выполнить гибку одного-двух опытных образцов и оценить результат.
Учет особенностей и возможностей материала помогает произвести аккуратную пластическую деформацию и избежать таких последствий, как изломы и нарушения геометрии швеллера.
Где заказать вальцовку металлов
Если нужно заказать вальцовку металлов в Москве или регионе — мы готовы вам быстро помочь. Наша компания — владелец сверхсовременного оборудования для вальцовки, которое позволяет работать с материалами любой сложности и объема.
К каждому клиенту индивидуальный подход. Работаем как с чертежами заказчиков, так и с расчетами нашей компании. В случаи необходимости, наши специалисты порекомендуют клиенту другую удобную услугу. У нас низкие цены в Москве и действуют гибкие скидки для постоянных клиентов.
Заказать услугу вальцовки металлов различной сложности можно у нас на сайте, предварительно заполнив заявку. По вашим чертежам и эскизам или с помощью нашего эксперта мы сможем быстро выполнить любой заказ.
Основные способы гибки балки и швеллера
Швеллер, как и его ближайшая родственница — двутавровая балка, — может быть согнут в трех направлениях: по полкам, то есть в горизонтальной плоскости, и по стенкам (вертикально). В последнем случае гибка может проводиться полками внутрь или наружу.
По особенностям деформации, которые приобретает заготовка, выделяют гибку плавную и местную. Результатом плавной становится деталь криволинейной формы, имеющая один или несколько радиусов. При более простой, местной, образуется профиль с прямыми концами, объединенными под нужным углом (обычно методом сварки). Преимущество плавной гибки швеллера в том, что она не нарушает целостности заготовки и не имеет сварных швов, которые, даже несмотря на прочность, становятся “зонами уязвимости”.
И, наконец, по технологии исполнения гибка может быть ручной или автоматической. Ручная выполняется по заранее нарисованному радиусному шаблону. Если работа ведется с твердыми материалами — такими, как сталь, — для нагрева зоны гиба используется ацетиленовая горелка. Провести такую операцию можно даже в гаражных условиях, но качественный результат не гарантирован.
В отличие от этого полукустарного способа автоматическая гибка швеллера на профилегибах помогает обойтись без нагрева заготовки, а за счет системы валков, которые проходит профиль, максимально точно соблюсти радиус. Этот способ также отличают универсальность, эффективность и возможность массовой обработки заготовок.
Особенности гибки двутавровой балки
Двутавр — стандартный профиль, который сгибается только по радиусу (плавно). В зависимости от назначения деформированного изделия различают два вида работы:
- изгиб плашмя (например, для рельсов);
- изгиб на ребро (для несущих конструкций).
Выполняется гибка двутавровой балки только на профилегибочных станках. Для способа «на ребро» требуются особые машины, предотвращающие завал боковых сторон и сохраняющие сечение профиля.
Наименьший радиус изгиба зависит от размеров профиля и устанавливается заводом-изготовителем станков. Процесс выполняется по аналогии со швеллером с любыми видами балок (колонными либо широкополочными).
Чтобы заготовка не получилась кривой, необходим тщательный контроль за каждым этапом работы со стороны оператора агрегата. Хоть современные машины не требуют участия человека в операциях, они не смогут повлиять на жесткость конструкции, если исходные параметры будут выставлены неверно. Поэтому работа на станке выполняется плавно, желательно, неторопливыми подходами. Если требуется получить минимальный радиус для конкретного двутавра, лучше разбить процесс гибки на несколько стадий.
В домашних условиях гибка двутавра вряд ли возможна. Это габаритный и прочный профиль, который не возьмут устройства для изгиба того же алюминиевого профиля. Способ, описанный в разделе «Гибка швеллера в домашних условиях», также не подойдет, ведь полки выходят в обе стороны от поперечного сегмента. Если сделать разрез двух параллельных полок, при сгибе произойдет разрыв двух других. Если же последние предварительно разрезать, нарушится структура материала, и двутавровая балка перестанет выполнять несущую функцию.
Приведенные выше советы помогут начинающим специалистам гнуть металлический швеллер или двутавр. Во многих городах страны есть предприятия, готовые выполнить описанные работы на профилегибочных станках. Обратиться к ним намного выгоднее, чем покупать оборудование на свои деньги. Согнуть швеллер же в домашних условиях не составит труда, если под рукой имеется нужный инструмент. Если вам известны иные способы плавного или местного изгиба профилей, поделитесь своими навыками в комментариях к статье.
Гибка стального швеллера
Технология и качество гибки стального швеллера во многом зависят от разновидности материала. Более простые по составу углеродистые стали лучше подвергаются деформации. Эффективность той же операции над легированными зависит от включений других элементов: некоторые из них снижают пластичность материала и могут негативно влиять на процесс.
Свою лепту вносит и способ изготовления швеллера: известно, что профиль, произведенный холодным способом, лучше переносит деформацию, чем термически обработанный — горячекатаный. Некоторые разновидности стали (например, особо прочную — конструкционную) можно согнуть только после предварительного нагрева.
Особенности изгиба швеллера
Чтобы гибка швеллера по радиусу прошла легко для исполнителя и безвредно для профиля, к процессу нельзя подходить “с налету, с повороту”. Подготовка важна не менее, чем само техническое воплощение. Чтобы избежать проблем, необходимо:
- детально изучить свойства заготовки;
- определить усилие, которое понадобится для ее сгибания;
- рассчитать величины деформации;
- настроить оборудование.
И, как мы уже упоминали, “потренироваться” на сигнальном образце, учесть негативный опыт, если таковой имеется, и только затем переходить к серийному выпуску.