Общеизвестно, что ремонт сварочных аппаратов в подавляющем большинстве случаев может быть организован и проведён самостоятельно. Исключением является лишь восстановление работоспособности электронного инвертора, сложность схемы которого не позволяет провести полноценный ремонт в домашних условиях.
Одна только попытка отключить защиту инвертора может поставить в тупик даже специалиста по электротехнике. Так что в этом случае лучше всего обратиться за помощью в специализированную мастерскую.
Частые неисправности
Основными проявлениями неполадок аппаратов электродуговой сварки являются:
- прибор не включается при подсоединении к электросети и запуске;
- залипание электрода с одновременным гулом в районе преобразователя;
- самопроизвольное отключение сварочного аппарата в случае его перегрева.
Ремонт всегда начинается с осмотра сварочного аппарата, проверки питающего напряжения. Провести ремонт трансформаторных сварочных аппаратов несложно, к тому же они непривередливы в обслуживании. У инверторных аппаратов определить поломку сложнее, а ремонт в домашних условиях зачастую невозможен.
Однако при правильном обращении инверторы служат долго, и не ломаются. Необходимо защищать от пыли, высокой влажности, мороза, хранить в сухом месте. Есть наиболее характерные неисправности сварочных аппаратов, устранить которые можно своими руками.
Как почистить силовые элементы
Как и деку, в которой расположена катушка (подающий механизм) отсек в котором расположено электрооборудование – электронные платы сварочника, также периодически необходимо продувать и чистить от пыли, разнообразных загрязнений при помощи сжатого воздуха. Однако в этом случае работать нужно аккуратно и выставлять невысокое давление, чтобы потоки сжатых воздушных масс во время продувки, не повредили электросхемы на платах сварочного аппарата.
В некоторых случаях, слои пыли, которая появилась на электрооборудовании и силовых элементов, со временем начинают плотно слеживаться и уплотняться. В этом случае удалить такие загрязнения при помощи одной лишь продувки будет очень проблематично. Поэтому, для того чтобы качественно почистить силовые элементы сварочного аппарата нужно:
- При помощи сжатых воздушных масс выполнить продувку электромонтажа оборудования.
- Устранить разрыхленные слои грязи или пыли.
- При помощи жесткой малярной кисти, сделанной из капрона, разрыхлить плотно скомканные слои пыли.
- Выполнить повторную продувку.
Выполнять процедуру по разрыхлению больших слоев уплотнившейся пыли и продувку необходимо до тех пор, пока все загрязнения не будут удалены с поверхности силовых элементов. Выполнять работы по очистке модулей с электроникой и силовых плат нужно аккуратно, чтобы не повредить их целостность.
Устройство не запускается
В этом случае, прежде всего, необходимо убедиться в наличии напряжения в сети и целостности предохранителей, установленных в обмотках трансформатора. При их исправности следует прозвонить с помощью тестера токовые обмотки и каждый из выпрямительных диодов, проверив тем самым их работоспособность.
При обрыве одной из токовых обмоток потребуется её перемотка, а в случае неисправности обеих проще заменить трансформатор целиком. Повреждённый или «подозрительный» диод заменяют новым. После ремонта сварочный аппарат снова включают и проверяют на исправность.
Иногда из строя выходит фильтрующий конденсатор. В этом случае ремонт будет заключаться в его проверке и замене новой деталью.
В случае исправности всех элементов схемы необходимо разобраться с сетевым напряжением, которое может быть сильно занижено и его просто не хватает для нормального функционирования сварочного аппарата.
Залипание электрода (прерывание дуги)
Причиной залипания электрода и прерывания дуги может быть снижение напряжения из-за короткого замыкания в обмотках трансформатора, неисправности диодов или ослабления соединительных контактов. Также возможен пробой конденсаторного фильтра или замыкания отдельных деталей на корпус сварочного аппарата.
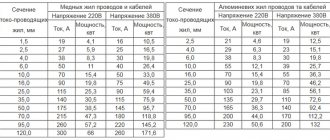
К причинам организационного характера, вследствие которых аппарат не варит как надо, можно отнести чрезмерную длину сварочных проводов (более 30 метров).
Если залипание сопровождается сильным гудением трансформатора – это также свидетельствует о перегрузке в нагрузочных цепях прибора или замыкании в сварочных проводах.
Одним из вариантов ремонта с устранением этих эффектов может стать восстановление изоляции соединительных кабелей, а также подтяжка ослабевших контактов и клеммников.
Самопроизвольное отключение
В некоторых случаях ремонт можно провести самостоятельно, если аппарат начал самопроизвольно отключаться. Большинство моделей сварочных аппаратов оснащено защитной схемой (автоматом), срабатывающей в критической ситуации, сопровождающейся отклонением от нормальной работы. Один из вариантов такой защиты предполагает блокировку работы устройства при отключении вентиляционного модуля.
После самопроизвольного отключения сварочного аппарата, прежде всего, следует проверить состояние защиты и попытаться возвратить этот элемент в рабочее состояние.
При повторном срабатывании защитного узла необходимо перейти к поиску неисправности по одной из описанных выше методик, связанных с замыканиями или неисправностью отдельных деталей.
В этой ситуации в первую очередь следует убедиться в том, что узел охлаждения агрегата работает нормально, и что перегрев внутренних пространств исключён.
Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. Единственно верное решение в этом случае – дать ему «отдохнуть» порядка 30-40 минут, после чего попытаться вновь включить.
При отсутствии внутренней защиты предохранительный автомат может быть установлен в электрическом щитке. Для поддержания нормального функционирования сварочного агрегата его настройки должны соответствовать выбранным режимам.
Так, некоторые модели таких аппаратов (сварочный инвертор, в частности) в соответствии с инструкцией должны работать по графику, предполагающему перерыв на 3-4 минуты после 7-8-ми минут непрерывной сварки.
Как почистить подающий механизм
При работе сварочного полуавтомата, непосредственно в отсеке, в котором располагается сама бобина, со временем скапливается большое количество пыли и мелких частиц метала. Эти металлические частицы образовываются по всей линии подающего узла и могут в итоге оказывать негативное влияние на качество проводимых сварочных работ.
Кроме того, скопления пыли в отсеке с бобиной опасно для сварочного полуавтомата тем что:
- Пыль способна провоцировать скопление большого количества влаги в отсеке. Это чревато уменьшением уровня сопротивления изоляции.
- Скопление грязи, а также пыли отрицательно влияют на теплоотводящие характеристики силовых полупроводников.
Для очистки отсека, с расположенной в нем катушкой, предпочтительнее воспользоваться сжатым воздухом. Благодаря специальному продувочному пистолету и порывам сжатого воздуха можно быстро избавиться от скопившейся грязи, пыли, а также металлических частиц внутри отсека. Чтобы добраться до отсека с расположенной в нем бобиной, необходимо открыть боковую откидную дверь полуавтомата.
Чтобы провести ревизию и комплектную профилактику всего электрооборудования сварочного устройства, нужно полностью демонтировать защитный кожух (корпус). Для этих целей можно воспользоваться обыкновенной крестовой отверткой либо шуруповертом.
После продувки электрооборудования, защитный кожух нужно поставить на место, закрутив после этого все саморезы, на которых он крепиться к конструкции сварочного полуавтомата.
Перед выполнением профилактики и устранением грязи и пыли с электрооборудования, следует убедиться в том, что сварочный полуавтомат отключен от электрической сети. Ни в коем случае нельзя проводить работы по чистке сварочного оборудования, которое подключено в сеть.
Неисправности инверторных устройств
Перед ремонтом инверторного сварочного аппарата своими руками желательно ознакомиться с принципом действия, а также с его электронной схемой. Их знание позволит быстрее выявить причины поломок и постараться своевременно устранить их.
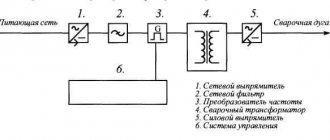
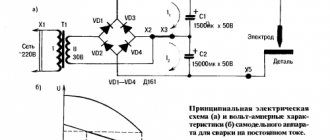
Электрическая схема
В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
Использование промежуточного сигнала высокой частоты позволяет получить компактное импульсное устройство, располагающее возможностью эффективной регулировки величины выходного тока.
Поломки всех сварочных инверторов условно можно разделить на следующие виды:
- неисправности, связанные с ошибками в выборе режима сварки;
- отказы в работе, обусловленные выходом из строя электронного (преобразовательного) модуля или других деталей устройства.
Метод выявления неисправностей инвертора, связанных с нарушениями в работе схемы, предполагает последовательное выполнение операций, производимых по принципу «от простого повреждения – к более сложной поломке». С характером и причиной поломок, а также со способами ремонта более подробно можно ознакомиться в сводной таблице.
Там же приводятся данные по основным параметрам сварки, обеспечивающие режим безаварийной (без отключения инвертора) работы устройства.
Особенности эксплуатации
Обслуживание и ремонт сварочных аппаратов инверторного типа отличается рядом особенностей, связанных со сложностью схемы этих электронных агрегатов. Для их ремонта потребуются определённые знания, а также умение обращаться с такими измерительными приборами, как цифровой мультиметр, осциллограф и подобные им.
В процессе ремонта электронной схемы сначала производится визуальный осмотр плат с целью выявления обгоревших или «подозрительных» элементов в составе отдельных функциональных модулей.
Если в ходе осмотра никаких нарушений обнаружить не удаётся – поиск неисправности продолжается путём выявления нарушений в работе электронной схемы (проверки уровней напряжения и наличия сигнала в её контрольных точках).
Для этого потребуется осциллограф и мультиметр, приступать к работе с которыми следует лишь при наличии полной уверенности в своих силах. Если возникли какие-либо сомнения по поводу своей квалификации – единственно верным решением будет отвезти (отнести) прибор в специализированную мастерскую.
Специалисты по ремонту сложных импульсных устройств оперативно найдут и устранят возникшую неисправность, а заодно и проведут техобслуживание данного агрегата.
Правила ухода за сварочным полуавтоматом
В данной статье мы расскажем Вам о том, как правильно проводить чистку и ухаживать за сварочным полуавтоматом. Ведь эти моменты не только смогут продлить жизнь вашему полуавтомату, но и окажет положительный эффект на качество сварки.
Все обладатели сварочных полуавтоматов должны осознавать, что даже если у них самый живучий и надежный аппарат от качественного зарубежного производителя, то он нуждается в периодической очистки его внутренних полостей от грязи и пыли, и в частом уходе, как и любые другие аппараты.
Это должно касаться, как отсека, в котором размещены бобина с проволокой и подающий механизм, так и отсека, в котором расположен сварочный выпрямитель, трансформатор и электронные блоки (схемы).
Важно! Чистку сварочного полуавтомата производите, только убедившись в том, что аппарат отключен от сети.
Чистка подающего механизма
При чистке отсека с бобиной Вы заметите, что в нем собирается не только пыль, но и частицы металла, которые образовываются в протяжении сварочной проволоки по подающему узлу. Для того, что бы удалить эту грязь необходимо воспользоваться продувочным пистолетом и его порывом сжатого воздуха. Чаще всего доступ к отсеку с бобиной получить очень просто, стоит лишь открыть откидную дверцу.
Далее для того, что бы получить доступ к внутреннему электрооборудованию аппарата, необходимо полностью снять кожух. Для этого вам понадобиться крестовая отвертка или шуруповерт, так как необходимо будет открутить больше десятка саморезов.
После долгой эксплуатации полуавтомата и его внутреннего обзора после, заверяем, Вы зададитесь вопросом «Откуда здесь оказалось столько грязи?». Ответом будет, то что, у каждого сварочного полуавтомата в конструкции присутствует вытяжной вентилятор. Он «проносит» через полуавтомат пыльный воздух мастерской (гаража) в достаточно большом объеме, примерно 2-3 кубов в один час. Поэтому эта пыль скапливается на электромонтаже плотным толстым слоем.
Помните:
- Пыль достаточно хорошо накапливает влагу, из-за этого уменьшается сопротивление изоляции полуавтомата.
- Грязь и пыль внутри сварочного полуавтомата сильно ухудшают теплоотводящие свойства силовых полупроводников, тем самым создают большую вероятность выхода из строя вашего аппарата.
Чистка силовых элементов
Как и отсек для бобины (подающего устройства), отсек с электрооборудованием необходимо, тщательно и очень осторожно продувать сжатым воздухом, только так, что бы не повредить схемы и электронные блоки. Однако очень часто бывает, что пыль плотно слежалась, и её невозможно до конца удалить продувкой. В таком случае Вам, нужно будет провести несколько дополнительных операций:
- Продуть электромонтаж сжатым воздухом и удалить разрыхленные залежи пыли.
- Разрыхлить плотно скомканные залежи малярной кистью сильной жесткости (капрон), и повторить продувку.
Разрыхлять пыль и продувать, необходимо до того, как полностью не удалите пыльный налет.
Теперь, рассмотрим то, как и для чего необходимо ухаживать за газовым соплом сварочной горелки.
Чистка газовых сопел горелки
Отметим, что этот элемент потребует более частого ухода, чем весь сварочный полуавтомат. Все из-за того, что при процессе сварки сопло забивается расплавленным металлом, а в частности его брызгами и после из-за этого внутренней поверхности сопла образуется прочная корка. Впоследствии этого капли расплавленного металла «слипают» газовое сопло с медным наконечником. Результатом этого действия, сопло для газа оказывается под напряжением, и в конечном итоге сварка становится крайне проблематичной.
Дабы избежать этого, для очистки сопла Вам потребуется отвернуть его от сварочной горелки для полуавтоматической сварки и округлым напильником (желательно с крупной насечкой) выпилить корку. Можете, смело производить это действие, т.к. напильник практически не будет вредить мягкому медному газовому соплу. Желательно взять в привычку и чистить сопло каждый раз перед сваркой, пока оно не вышло из строя и ему не потребуется замена. Следите за тем, что бы изношенные наконечники регулярно заменялись, это повысит качество сварки и комфорт при проведении работ.
Надеемся, что эти простые советы по уходу за сварочным полуавтоматом, оказались Вам полезны и повысят срок службы Вашего кормильца или просто напарника по быту