Требования к кабелю для сварочника
«Какой удлинитель нужен для сварочного инвертора?» – наиболее распространенный вопрос, которым задаются новички. Приминая во внимание специфические условия работы, провод для переноски под сварку, должен обладать следующими свойствами:
- способность передачи токов высокой величины;
- гибкость для перемещения аппарата по рабочей площадке;
- устойчивость к механическим повреждениям;
- качество, обеспечивающее бесперебойное и безопасное проведение работ.
При соблюдении вышеуказанных требований возможно применение удлинителя для сварочного инвертора для проведения сварочных работ.
Классификация
Разнообразие сварочных агрегатов породило широкий выбор проводников, которые отличается по количеству жил:
- Одножильный кабель. Обладая неплохими показателями эластичности и проводимости, он используется при работе сварочных инверторов бытового назначения.
- Двужильный кабель. Каждая жила передает свой заряд – положительный и отрицательный. Благодаря высокой проводимости данный кабель используют в импульсной сварке.
- Трехжильный кабель. Используется в промышленный аппаратах, работающих при напряжении 380 В.
Сварочный кабель изготавливается из меди или других металлов, обладающих высокой токопроводностью.
Проводники маркируются буквами и цифрами. Расшифровка обозначений наиболее популярных удлинителей для сварочных инверторов приведена ниже:
- 1-3 – определяет количество жил;
- ВЧП/ ВЧ П – высокочастотный ток постоянного/переменного характера;
- ХЛ – хладостойкий. Возможно применение при температуре до -60 Сº.
- Т – тропический. Возможно применение при температуре до +55 Сº.
Наиболее употребляемыми видами являются:
- КГ – кабель гибкий;
- КС – кабель сварочный;
- КОГ – кабель особо гибкий. Разновидность предыдущей марки. Рассчитан на работу в условиях переменного напряжения, величиной 220 В, либо постоянного с показателей 700 В.
При выборе кабеля для сварочного агрегата рекомендует выяснить диаметр сечения заводского кабеля, а также размер клемм.
Как произвести подключение сварочного инвертора к источнику питания?
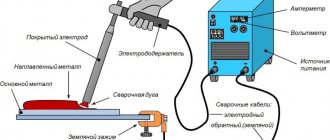
Сварочный инвертор — это устройство, с помощью которого можно значительно облегчить процесс дуговой сварки. С каждым годом его применение становится все популярнее, потому что оно позволяет осуществлять сваривание любых конструкций быстро и качественно. Чтобы сварочные работы проходили в нужных режимах, а аппарат имел долгий срок службы, нужно правильно подключать инвертор к источнику питания. Поэтому далее будет рассмотрено, как правильно подключить сварочный инвертор.
Схема устройство инверторного сварочного аппарата.
- Подключение сварочного инвертора
- Подключение сварочного инвертора к электрическому генератору
- Бензогенератор или электрогенератор?
- Выбор кабеля для подсоединения инвертора
- Подключение сварочных инверторов с помощью удлинителей
Подключение сварочного инвертора
Подсоединение сварочного аппарата может быть осуществлено к внешней сети напряжением 220 В или 380 В либо к генераторной установке определенной мощности. Соединительный кабель с вилкой соответствует максимальной мощности агрегата, поэтому здесь никаких вопросов быть не должно. Основные трудности могут возникнуть со стороны внешнего источника питания, особенно если электропроводка на дачном участке старая и имеет неизвестное сечение.
Современная проводка, вилки и розетки рассчитываются на ток не более 16 А. Суммарная мощность, которая потребляется всеми устройствами в доме, может быть больше этого значения, поэтому его ограничивают автоматическим предохранительным устройством или обычной пробкой. Чтобы осуществить подсоединение сварочного инвертора, сначала нужно убедиться, что его входная мощность не отключит защитное устройство домашней сети.
Одно из преимуществ сварочных устройств этого типа заключается в том, что их электрическая цепь имеет несколько типов защиты. В случае перегруза сети защита автоматически отключает аппарат по низкому напряжению. Такая ситуация может произойти, когда входное напряжение имеет низкое значение, или в случае недостаточного сечения электропроводки, сопротивление которой снизит напряжение при возникновении нагрузки в виде сварочного тока.
Выбор сечения и длины
Ошибки при выборе необходимого поперечного сечения кабеля чревато короткими замыканиями, которые существенно сокращают срок службы сварочного оборудования. В условиях малого сечения ток конденсируется на предохранителях. На это будет реагировать система аварийной защиты, периодически обесточивая аппарат.
Соотношение тока и мощности к сечению сварочного кабеля для проводников из меди и алюминия указано в таблице:
Подбор необходимого сечения кабеля по величине тока и мощности сварочного аппарата.
Как показывают производственные испытания, увеличение длины выносного провода не влияет на параметры работы и качество сварного шва. Однако подавляющее большинство пособий по эксплуатации рекомендую использовать кабель с заводскими параметрами, а после его износа – с аналогичными характеристиками.
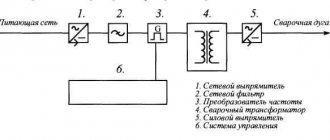
Технические характеристики
Каждый удлинитель для сварочного инвертора может обладать своими уникальными характеристиками, которые зависят от сфер применения и проявляются в виде диаметры жилы, самой длины, особенностях штыря и так далее.
Пример расчета по подбору удлинителя
Рассчитывая, какой удлинитель нужен для сварочного инвертора, следует понимать, что в первую очередь – это проводник активной нагрузки, которая с увеличением мощности становится более высокой.
Сопротивление удлинителя можно определить по следующей формуле R=ρ×L/S. Все электрические процессы, проходящие в системе подчиняются основным законам электротехники, в частности закону Ома I=U/R. Здесь берется закон для участка цепи, так как даже после подключения электродвижущей силы, она не влияет на результат. Символы в вышеприведенных формулах означают следующее:
- I – максимальный ток при самой высокой нагрузке инвертора;
- U — напряжение, которое получается из сети, причем берется реальное, а не номинальное, которое может заметно отличаться от стандартных 220 В;
- S – площадь сечения кабеля, которую можно узнать на маркировке, если есть готовый вариант;
- L – длина удлинителя;
- ρ – сопротивление удельное, которое зависит от металла жил, из которого сделан удлинитель.
Согласно приведенной формуле можно легко увидеть взаимосвязь длины проводника, которым здесь выступает удлинитель, от сопротивления. Также прослеживается обратная зависимость сопротивления от площади сечениям. Чем выше сопротивление удлинителя, тем больше будет падать напряжение на сварочном аппарате.
Чтобы правильно рассчитать, какой вам нужен удлинитель по вышеприведенной формуле, следует определиться с тем, какую силу тока вы в основном используете. Многие , а также зарубежные аналоги, нормально ведут работу при 170 А, хотя и обладают большим запасом по максимальному току. Исходя из этого, можно принять стандартное для таких параметров положение по сечению провода в 2,5 мм квадратных, которое и должно получиться по оптимальным расчетам для таких параметров.
Особенности выбора
Сварочные провода для инвертора и удлинитель не должны оказывать заметного влияния на подаваемое напряжение из сети, но при этом должно иметь соответствующую толщину, чтобы выдержать нагрузки. Таким образом, следует свести все к тому, чтобы при минимальном падении напряжения жила обладала максимальной стойкостью к высокой мощности. Если приходится определять все на глаз и нет точных инструментов для измерения, то стоит подбирать удлинитель такого сечения, который бы был не меньше, чем толщина жилы в комнате.
Безопаснее всего использовать покупные удлинители, в которых будет качественно сделана изоляция.»
В готовых кабелях легче подобрать, какое сечение провода нужно для сварочного аппарата, так как они сразу делаются по оптимальным стандартам под определенные виды техники.
Правильное использование удлинителя
Иногда, именно те преимущества, ради которых создается данное приспособление, могут стать недостатками. В первую очередь нужно обратить внимание на то, что удлинитель нужно использовать в распрямленном состоянии. Какой бы кабель для удлинителя сварочного инвертора вы не использовали, следует его располагать так, чтобы он не закручивался. По этой причине нужно оптимально выбирать длину, так как в ином случае, если все будет намотано на катушку или другое устройство, может возникнуть индукция, которая образуется в кольцевых проводниках. Возникающее индуктивное сопротивление может ни как не оказать влияние на работе инвертора, но остается риск повышения температуры до такого уровня, что изоляция на проводах начнет плавиться. Не рекомендуется делать полную намотку, так как она снижает уровень естественной вентиляции, а повышение температуры приводит к повышению сопротивления.
Средняя температура, которую могут выдержать провода удлинителя, составляет 70 градусов Цельсия. Таким образом, можно легко определить допустимую температуру, так как если рука выдерживает горячий провод, то это вполне нормально. При больших перегрузках вызванных сопротивлением удлинителя может отключаться инвертор.
Пояснения по сварочному кабелю и удлинителям.
Уважаемые покупатели, в этой статье мы расскажем вам какой длины можно использовать удлинитель для подключения сварочного аппарата, какой это должен быть удлинитель и дадим практические советы на эту тему.
Сопротивление отрезка провода:
R – Сопротивление.
L – Длина в метрах.
S – Сечение провода в мм².
P – Удельное сопротивление меди (равное 0.017 Ом умноженное на мм² и разделенное на метры)
Формула выглядит так:
Пример:
Вы берете удлинитель 30 метров. Сечение кабеля 1,5 мм². Сварочный кабель подключенный к вашему аппарату 7 метров и сечение 25 мм² .
Получается R =0.0017 x (30×2/1,5) – 0,68 Ом.
U = 0,68 Ом умножаем на 45 (45 это максимальный потребляемый ток, за пример взят аппарат Сварог ARC 250 R112) и получается 30,6 В.
Таким образом мы видим, что если вы используете 30 метровый удлинитель с сечением 1, 5 мм² , то к вашему аппарату доходит не 220 В от розетки, а 189,4 В. (220-30,6).
Если вы возьмете удлинитель с более толстым сечением, например 25 мм² , то потеря будет меньше и составит 18,4 В. А это значит, что к аппарату от вашей розетки дойдет 201,6 В. (220-18,4).
Не нужно требовать от аппарата невозможного, если вы подключаете очень длинный удлинитель, вы должны понимать, что будут потери в мощности аппарата. Если включить чайник в розетку в Москве, а сам чайник будет стоять в Санкт-Петербурге, то он никогда не закипит.
Давайте рассмотрим еще один пример. В стандартной комплектации практически все производители используют трехметровые сварочные кабели. Люди часто подключают очень длинные сварочные кабели к аппаратам.
Формула:
R = 0,017 x (7×2/25) = 0,00952 Ом.
Мы берем кабель сварочный длиной 7 метров и умножаем на 2 (ток идет туда и обратно, по этому нужно 7 метров умножать на 2) затем делим на сечение, пусть сечение будет 25 мм². Получаем 0,00952 Ом.
А теперь вторая формула.
Возьмем сварочный ток 210 А² и умножим на 0,00952 Ом. Получаем 420 Вт. Таким образом ваш аппарат потеряет в мощности 420 Вт. Чем толще сечение сварочного кабеля, тем меньше потери. Например взяв 35 мм² сварочный кабель, вы потеряете 300 Вт от мощности.
Важно!
Если вы используете удлинитель, всегда его полностью разматывайте. Если удлинитель собран в бобину, то ухудшаются условия охлаждения, что может привести к возгоранию проводов или их расплавлению, так как потребляемый ток сварочного аппарата выше допустимого тока удлинителя, как правило.
Итоги:
Чем больше удлинитель – тем больше потери.
Чтобы избежать серьезных потерь – используйте удлинитель с толстым сечением кабеля.
Чтобы избежать дополнительных потерь при удлинении сварочного кабеля – используйте кабель с как можно более толстым сечением.
Еще один часто задаваемый вопрос от наших покупателей. Сколько же будут потери в Амперах, если использовать длинный сварочный кабель. Это очень трудно рассчитать, поскольку свойства сварочного источника определяются в ВАХ (вольт амперная характеристика). Для этого необходимо подключать сварочный аппарат к балластному реостату и замерять Амперы при той или иной длине кабеля. Но на словах можно сказать, что при использовании хорошего сварочного кабеля с правильно подобрать сечением – потери в Амперах будут незаметны. Например кабель до 10 метров с сечением кабеля 25 мм² — вы не ощутите потерь.
Существует два вида типовых ВАХ источников: штыковая и пологая ВАХ. На разных аппаратх и у разных производтелях она своя. Мы попробуем провести опыты с разными аппаратами и сообщим вам о результатах.
зачастую требуется длина 20-30 метров и более. , в теории, является проводником с активной составляющей нагрузки. Сопротивление его, кто помнит из школьной программы, определяется из простой формулы Rпр.= ρ × L / S, а электрические процессы подчиняются закону Ома. В качестве формулы можно использовать ее вариант для неполной цепи I=U/Rпр. так как при использовании подключения к сети ЭДС источника не влияет на результат.
- ρ – удельное сопротивление проводника, зависит от материала провода. Из доступных материалов наименьшее значение имеет медь.
- L – длина проводника. В рассматриваемом случае это наш удлинитель.
- S – площадь сечения провода. Она указывается на маркировке.
- U – напряжение сети 220в. Но подобное напряжение идеально, практически необходимо замерить реальное значение. От этого зависит правильный выбор удлинителя.
- I – ток при максимальной нагрузке на инвертор.
Из формулы видна прямая зависимость сопротивления от длины проводника и обратная зависимость от площади сечения. А при возрастании сопротивления падение напряжения на участке цепи возрастает. Вот и все премудрости. Удлинитель для сварочного инвертора не должен оказывать существенное влияние на величину напряжения сети. Падение напряжения на нем должно быть минимально. В любом случае площадь сечения кабеля не должно быть меньше, чем сечение проводки в доме. Не стоит пытаться использовать бытовые переноски. Сечение проводов для бытовых приборов подбирают по минимуму, на дорогой меди можно хорошо сэкономить. Из опыта можно сказать, что сечение провода 2,5мм2 обеспечит безопасность при сварочном токе до 170А, при условии, что выдержит проводка сети. Редко кто в домашних условиях способен работать с подобным током.
Хочется предостеречь любителей удобств. Не стоит наматывать провод удлинителя на катушку. Не стоит забывать о возникновении индукции в кольцевых проводниках. Если возникшее индуктивное сопротивление не повлияет на работу инвертора, то повышение температуры в катушке, за счет дополнительной индуктивности способно расплавить изоляцию на проводе. Если решили намотать, то не делайте плотную намотку, она уменьшит естественную вентиляцию, а значит, ухудшит режим охлаждения.
Не следует бояться нагрева проводов удлинителя. Нормальная температура для проводов считается 70°С, при этой температуре руку обжигает, поэтому если рука выдерживает, то перегрева удлинителя не происходит. Но если при этом отключается инвертор, то подаваемое напряжение слишком мало и следует искать причину. Она не обязательно относится к переноске, скорее беда в низком напряжении питающей сети.
Силовой удлинитель для сварочного аппарата и инвертора на катушке 30 метров.
Удлинитель на катушке 30 метров для сварочного аппарата и инвертора. Сечение провода удлинителя 3х2,5 позволяет использовать удлинитель на катушке серии Умелец практически с любым сварочным аппаратом или инвертором. Мощный удлинитель выдерживает нагрузки до 5 000 Ватт при токе 16 Ампер. Сварочные бытовые аппараты (как трансформаторы, так и инверторы) имеют примерную мощность 3,0-5,0КВт. Удлинитель силовой на катушке используется при температуре +1-+40 градусов по Цельсию. Для работы при отрицательных температурах Вам стоит купить удлинитель на металлической катушке с проводом КГ.
Пример расчета по подбору удлинителя
Максимально допустимая длина медного сварочного кабеля определяется соотношением максимального сечения к поправочному коэффициенту. Он определяется по базовой силе тока:
- 200-500 А. Поправочный коэффициент равен «2»;
- до 200 А. Коэффициент равен результату деления применяемой силе тока на 100.
Например, рассчитаем максимально допустимую длину для инвертора «Бригадир ММА-180С». Сила тока равна 180 А. Поскольку сила тока не превышает 200 А, поправочный коэффициент составит 180/100=1,8. Производитель рекомендует применять силовой кабель, сечением не менее 16 кв. мм.
Таким образом, при работе с данным инвертором максимально допустимая длина сварочного кабеля составляет: 16/1,8=8,89 (метров)
Сварочные провода
Удаление сварщика от места расположения сварочного аппарата определяется длиною сварочных проводов. А это возможность неограниченного перемещения до необходимой точки сваривания, плюс удобство проведения самого сварочного процесса. Но сварочные провода выбираются не только по этому критерию, очень важно правильно подобрать их сечение по мощности инвертора, а также учесть некоторые характеристики самого провода. А именно:
- Высокую гибкость кабеля, которая позволяет изменять его положение в пространстве за счет того, что изменяется место нахождения самого сварщика.
- Прочность изоляции, потому что сварочные операции могут проводиться в разных условиях, где на сам кабель будут воздействовать механические нагрузки, влажность, технические материалы, разные температуры и так далее.
Исходя из этого, к проводам для сварки предъявляются особые требования.
Основные требования
Любой, даже самый маломощный инвертор, выдает ток достаточной величины, чтобы покалечить человека. Поэтому к электробезопасности проводов для сварочного инвертора предъявляются очень жесткие требования. О некоторых уже упоминалось выше, но разберемся в них более подробно.
Изоляция сварочного провода, или как ее называют – оплетка, изготавливается из прочного полимерного состава. Именно этот полимерный слой создает условия, при которых кабель может спокойно подвергаться ударным нагрузкам, негативному воздействию влаги и химически агрессивных материалов. При этом полимер прекрасно работает на растяжение, так что разрывов в теле изоляции никогда не произойдет. А это могло бы случиться, ведь в процессе проведения сварочной операции провод изгибается в разных направлениях, к тому же достаточно интенсивно. Плюс – хранится сварочный кабель в смотанном состоянии, поэтому оплетка должна выдерживать многократное сматывание и разматывание.
Некоторые модели сварочных кабелей покрываются резиновой оболочкой. Это более надежный вариант, потому что кроме резины внутри размещается полимерная прослойка, которая разграничивает металлические медные жилы от резины. При нагреве не происходит слипания металла с резиновым шлангом. А это намного продлевает срок эксплуатации проводов.
Что касается сечения провода, то, как уже было сказано выше, этот показатель зависит от силы тока, который подается на электрод. Для инверторов, выдающих максимальный ток величиною 180 ампер, подойдет кабель сечением 16 мм², для аппаратов с силой тока 100 ампер можно использовать кабель сечением 7 мм². Для тока 220 ампер подходит марка КГ 25 с сечением 25 мм², у которого внешний диаметр равен 15 мм. Сечение провода КГ 35 равно 35 мм², и этот кабель выдерживает ток силой 270 ампер. Чаще всего его используют для подключения сварочных трансформаторов.
Особенности выбора
Выбор кабеля для сварочного агрегата осуществляется в зависимости от следующих параметров:
- Напряжение в рабочей сети. Параметр, указанный в паспорте, не должен быть меньше сетевого.
- Мощность устройства. С ростом мощности аппарату увеличивается сила тока.
- Температура эксплуатации. Диапазон рабочей температуры стандартного кабеля – от -20 до +40. Если рабочая температура превышает данные показатели, воспользуйтесь кабелем определенного исполнения – холодоустойчивым или тропическим.
- Планируемый радиус изгиба. Минимальный радиус изгиба кабелей класса КГ составляет сумму восьми внешних радиусов. Если данное условие не соблюдено, рекомендует использовать кабели класса «КОГ» — кабели особо гибкие.
При выборе кабеля особое внимание уделяйте информации завода-изготовителя. По некоторым признакам можно определить качество продукции:
- Площадь сечения. В товаре ответственного производителя указывается полезная площадь жилы.
- Формирование жилы. Большое количество проволок свидетельствует о гибкости и хороших показателях пропускной способности.
- Наружная изоляция. Оболочка из ПВХ, вместо резины, увеличивает срок эксплуатации.
- Материал проволоки. Качественную продукцию изготавливают из меди.