Чтобы смягчить такое различие, гибка выполняется с выставлением более острого, чем это необходимо, угла.
На описываемый показатель влияют такие факторы, как:
- Свойства обрабатываемого материала. Так, жесткость металла непосредственно определяет угол пружинения: чем выше первая, тем больше второй. Так для тонколистовой мягкой меди угол обычно не превышает 0,5°, для стали уже около 1°, а для нержавеющей стали он может превысить 3°.
- Толщина. Для листа из тонкого металла угол пружинения меньше, чем для листа из толстого металла. В связи с этим гибка толстого листа под углом 90° требует матрицы с большим раскрытием и углом 80° и менее.
- Скорость гибки. Чем она выше, тем лучше для показателей производительности. В то же время ускорение – фактор снижения точности. Если процесс замедлить, то у металла остается больше времени для принятия окончательной формы. Уменьшение угла пружинения также связано с задержкой в нижней точке. Но производительность, будучи фактором себестоимости, — это определяющий фактор. Именно поэтому производителю приходится добиваться большей повторяемости, а также делать превентивный перегиб, адаптированный к определенным условиям.
- Радиус гибки. Чем ниже этот показатель, тем меньше обратное пружинение. Чтобы добиться меньшего радиуса гибки, уменьшают V-раскрытие матрицы. При таких условиях повышается степень воздействия на металл, в то время как упругая деформация уменьшается. В связи с этим используют матрицы с различным V- раскрытием в соответствии с показателями, свойственными определенному металлу.
- Направление проката. Детали, которые уложены на листе под разными углами, гнутся по-разному из-за разницы во внутренних напряжениях. В случае совпадения линии гиба с направлением проката угол пружинения минимален. Если это поперечное направление, то упомянутый показатель приобретает максимальное значение. На практике это иллюстрируют детали, на которых есть по меньшей мере 2 перпендикулярных гиба. Это значит, что последние должны иметь разные настройки по углу.
Часто возникает необходимость экономичного расположения заготовок на листе. Если для этого нужно расположить их перпендикулярно, то после раскроя изготовленные детали нужно рассортировать по расположению на листе. После, работая с оборудованием, нужно вначале выполнить гибы первой партии, которая расположена под одним углом, а затем – второй, расположенной перпендикулярно.
- Тип гибки. Угол обратного пружинения во многом зависит и от типа гибки в связи с различным воздействием на материал.
Станки часто оснащаются устройствами для превентивного перегиба. Для получения первичной детали используются системы с обратной связью, которые, после исчезновения усилия и расчетного гиба, выполняют замеры угла и при необходимости корректируют этот показатель для максимальной точности.
Упомянутые системы дорогостоящи и к тому же тормозят процесс гиба.
Гибка металлических листов и деформация.
Согнуть можно лбой сплав алюминия, титана, меди или стали. Хрупкое стекло и бетонные плиты гнутся. Радиус гибки , при котором можно согнуть , будет зависеть от пластичности и толщины пластины, которую надо согнуть. важен не угол загиба — только радиус.
Гибка листового алюминия, титана, стали и др. металлов осуществляется в результате упругопластической деформации, протекающей различно с каждой из сторон изгибаемой заготовки.
Слои металла внутри угла изгиба (со стороны пуансона) сжимаются и укорачиваются в продольном и растягиваются в поперечном направлении. Наружные слои (со стороны матрицы) растягиваются и удлиняются в продольном и сжимаются в поперечном направлении. Между удлиненными и укороченными слоями (волокнами) находится нейтральный слой, длина которого равна первоначальной длине заготовки.
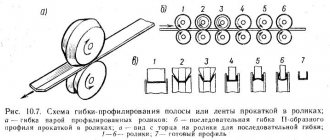
При гибке узких полос происходит сильное искажение поперечного сечения, заключающееся в уменьшении толщины в месте изгиба, уширении внутри угла с образованием поперечной кривизны и сужении с наружной стороны.
В результате утонення материала и искажения формы поперечного сечения нейтральный слой в месте изгиба не проходит посередине сечения, а смещается в сторону малого радиуса. При гибке широких полос и листов также происходит утонение материала, но почти без искажения поперечного сечення, так как деформации в поперечном направлении противодействует сопротивление материала большой ширины. Лишь по краям широких полос происходит деформация, аналогичная поперечной деформации узких полос.
В большинстве случаев гибка происходит при большой величине деформаций, когда в металле кроме продольных растягивающих и сжимающих напряжений образуются радиальные напряжения сжатия, которые возникают в результате давления крайних слоев металла на внутренние и достигают наибольшей величины у нейтрального слоя.
По мере увеличения ширины изгибаемой заготовки поперечная деформация постепенно уменьшается и становится весьма малой в результате значительного сопротивления, оказываемого большой шириной заготовки. С целью упрощения при изгибе широких заготовок деформацией боковых поверхностей можно пренебречь н рассматривать деформацию всего сечения как деформацию сдвига.
Следует отличать гибку с малым радиусом закругления при большой степени пластической деформации от гибки с большим радиусом закругления при небольшой степени пластической деформации. При гибке с малыми радиусами закруглений напряжения и деформации не сосредотачиваются под ребром пуансона, а распространяются на значительную длину. Минимально допустимые радиусы гибки должны соответствовать пластичности металла и не допускать образования трещин. Следовательно, минимальные радиусы гибки должны быть установлены по предельно допустимым деформациям крайних волокон.
Гибка металлов: методы и технологические особенности
ВВЕДЕНИЕ
«Гибка» звучит как простой процесс, но в действительности, он очень сложен. «Лист» и «гибка» не очень ассоциируются с высокой технологией. Однако, для того, чтобы гнуть «непослушный» лист необходимы специальные знания и большой опыт. Объясните техническому специалисту, который не знаком с листовым металлом, что в нашем высокотехничном мире невозможно постоянно получать при гибке угол 90°, не меняя параметров настройки. То получается, а то — нет!
Без изменения программы угол будет меняться, если, например, лист толщиной 2 мм сделан из нержавеющей стали или алюминия, если его длина — 500 мм, 1000 мм или 2000 мм, если гибка производится вдоль или поперек волокон, если линия гибки находится в окружении пробитых или прорезанных лазером отверстий, если лист имеет различную упругую деформацию, если поверхностное упрочнение, вследствие пластической деформации, сильнее или слабее, если. если.
КАКОЙ МЕТОД ГИБКИ ВЫБРАТЬ?
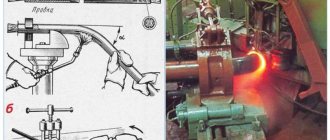
Различается 2 основных метода: Мы говорим о «воздушной гибке» или «свободной гибке», если между листом стенками V-образной матрицы существует воздушный зазор. В настоящее время это наиболее распространенный метод. Если лист прижат полностью к стенкам V-образной матрицы, мы называем этот метод «калибровкой». Несмотря на то, что этот метод является достаточно старым, он используется и даже должен использоваться в определенных случаях, которые мы рассмотрим далее.