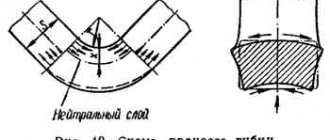
Электромеханические трубогибы
Чаще всего с их помощью сгибают трубы с разным поперечным сечением. Главное отличие электромеханического трубогиба от других станков данного типа – высокая точность радиуса сгибания и полное отсутствие нужды в человеческих усилиях.
Стоимость данных приспособлений довольно высокая, поэтому в основном они имеют профессиональное назначение. С помощью электромеханических трубогибов можно сгибать трубы значительных диаметров: ограничением в данном случае служат исключительно размеры самого станка
Сгибая стальные трубы таким образом, важно точно придерживаться соответствующих стандартов. Для этого существуют специальные сменные шаблоны в широком перечне размеров
Методы сгибания труб и их преимущества
Сгибание труб является технологией, где нужный поворот в направлении трубопроводной линии создается путем физического воздействия на заготовку, метод имеет следующие преимущества:
- Уменьшенная металлоемкость, в магистрали отсутствуют переходные фланцы, муфты и патрубки.
- Пониженные трудозатраты при монтаже трубопроводов по сравнению со сварными соединениями.
- Низкие гидравлические потери из-за неизменного профильного сечения.
Рис. 3 Дорны для трубогибов
- Неизменная структура металла, его физические и химические параметры по сравнению со сваркой.
- Высокое качество герметизации, линия имеет однородную структуру без разрывов и стыков.
- Эстетичный внешний вид магистрали
Существуют две основных технологии гибки – горячая и холодная, приспособления и методы можно разбить на следующие категории:
- По типу физического воздействия трубогибный агрегат может быть ручной и электрический с механическим или гидравлическим приводом.
- По технологии сгибания – дорновые (гиб при помощи специальных внутренних протекторов), бездорновые, и вальцовочные установки с роликами.
- По профилю – установки для металлопропрофильных прямоугольных или круглых изделий.
Рис. 4 Горячие способы гибки труб
Горячая гибка
Популярная в быту технология применяется в случаях, когда отсутствует трубогибный аппарат или нет возможности произвести работы холодным способом, процесс состоит из нескольких операций:
- Заготовка заполняется речным мелкозернистым сеяным песком без посторонних вкраплений в сухом виде. Для этого с одного конца вставляют заглушку, засыпают песок и закрывают отверстие с другой стороны.
- Место изгибания нагревается до температуры не более 900 градусов во избежание пережога и производится постепенное плавное механическое наматывание детали вокруг округлого шаблона.
- По окончании процесса заглушки извлекаются и из заготовки высыпается песок.
Холодные методы сгибания круглых труб
Холодные способы имеют неоспоримые преимущества перед горячими технологиями: они не нарушают структуру металла, более производительны и требуют меньше затрат. При холодном сгибе возникают следующие дефекты:
- уменьшение сечения трубы с внешней стороны профиля;
- искривления в загибе в виде гофры с внутренней стороны;
- изменение профильной формы в местах изгиба труб с круглой на овальную.
Рис. 5 Сгибание заготовок из металлопрофиля в быту
Чаще всего подобные дефекты возникают при деформации тонкостенных труб, поэтому при операциях с ними используется внутренний протектор – дорн, вставляемый во внутреннюю полость.
Дорн представляет собой устройство, состоящее из жесткого стержня с подвижными сегментами на краю шарообразной или полусферической формы. Перед работой устройство помещается во внутреннюю полость заготовки таким образом, чтобы его подвижные элементы располагались в точке гиба, по окончании процедуры дорн извлекают из готового элемента и процесс повторяют.
Как правильно согнуть профильную трубу с нагревом и при комнатной температуре?
Однозначно рекомендовать, в каких случаях необходимо повышать пластичность металла нагревом, не всегда возможно. Однако практический опыт подсказывает, что:
- Прокат с высотой профиля до 10 мм гнут без прогрева.
- Изделия с высотой в диапазоне 10-40 мм при наличии гибочного устройства изгибают обычно без нагрева. Если специализированного оборудования нет, то решение принимают, в зависимости от высоты профиля, толщины стенки, пластичности металла.
- Трубный профильный прокат с высотой профиля свыше 40 мм обычно обрабатывают при повышенных температурах.
Гибка с нагревом
При горячей радиусной гибке применяют наполнитель, функции которого обычно выполняет песок средней фракции – до 2,5 мм. Пылеватые частицы (менее 0,7 мм) отсеивают, поскольку они могут спечься при высоких температурах. Задача наполнителя – не допустить появления трещин на наружной стороне изгибаемой трубы и мелких складок – на внутренней. Песок перед использованием нагревают до температуры +150°C.
Заглушки для трубы изготавливают из глины или дерева в форме усеченной пирамиды. Длина пирамиды должна быть больше в 10 раз ширины основания. А площадь основания – в 2 раза больше площади сечения заглушаемой трубы. На одной заглушивающей детали изготавливают продольные пазы, которые при нагреве металла будут служить каналами для отведения газов.
Основные этапы процесса горячей гибки:
В один конец трубы вставляют заглушку, а во второй засыпают прокаленный песок. Для уплотнения наполнителя стенки трубы простукивают киянкой. Требуемый участок нагревают паяльной лампой или газовой горелкой до приобретения металлом бордово-красного оттенка. При обработке труб, сваренных по длине из отдельных отрезков, необходимо проконтролировать, чтобы в зоне нагрева отсутствовал сварной шов. При работе со сварными трубами продольный шов располагают на наружной части изгиба. Перед тем как загнуть трубу, ее фиксируют в тисках или специальных зажимах. Отрезок сгибают одним плавным движением. После гибки изделия удаляют заглушки и высыпают сыпучий наполнитель.
Многократно нагревать трубу не рекомендуется, поскольку она потеряет прочность.
Способ холодной гибки
Изделия с высотой профиля до 10 мм обрабатывают без наполнителя. В тонкостенных трубах малого сечения используют пружины плотной навивки для обеспечения равномерного деформирования стенок трубы. Подбирают пружину такого диаметра, чтобы она могла входить в трубу плотно, но без нажима. Для простого удаления пружины к ее крайним виткам привязывают кусок проволоки. В прокате большого сечения в качестве наполнителя применяется прокаленный песок.
Пластиковые трубы
Сгибание пластика является довольно сложной процедурой, так как постоянно присутствует угроза повреждения материала и снижения толщины стенок. Более оптимальным решением является приобретение специального поворотного переходника. Если по какой-то причине использовать угольник не получается, процедура сгибания пластиковой трубы проводится при помощи строительного фена.
Оптимальным температурным режимом в данном случае является 140 градусов. Прогревание сгибаемого участка должно осуществляться не спеша, чтобы не допустить перегревания. Дело в том, что при температуре 175 градусов пластик обычно начинает плавиться.
После того, как изделие приобретет необходимую пластичность, его осторожно сгибают. Чтобы толщина внешних стенок не поменялась, ее обкладывают небольшим кусочками пластика, и тоже прогревают
Таким образом осуществляется их приваривание, а участок в колене получает дополнительную защиту от прорыва.
Итоги
Трубопроводы делают жизнь людей намного комфортнее и эффективнее, при чем это касается как бытовой, так и промышленной сферы. Обустраивая различные коммуникации, почти невозможно избежать поворотов и изгибов, для организации которых применяются различные приспособления и методы
В процессе работы по сгибанию труб из различных материалов очень важно избегать спешки, четко соблюдая правила гибки труб.
Работа с трубогибом
Профилегиб — специальный станок предназначенный для профессионального сгибания профильных труб.
Отсутствие профессиональных цехов в шаговой доступности не оставляет другого выхода, кроме как согнуть трубу при помощи трубогиба. Качество результата зависит от диаметра и размера сечения, толщины стенки, желаемого радиуса, жесткости и твердости сгибаемого материала и т.д.
Во время работы очень сложно избежать деформаций трубы и небольших трещин стенок. Особенно сложно согнуть профтрубу по центру, ближе к краям сгиб дается намного легче и меньше деформируется.
Алюминиевые трубы
Трубы из алюминия сгибаются примерно так же, как и медные, ведь степень податливости этих металлов очень схожа. В целом, гибка алюминиевых труб не вызывает особых трудностей. Кроме песка, в случае с алюминием можно использовать замороженную внутри трубы воду. Естественно, такой метод можно реализовать только при наличии морозной погоды.
Для этого потребуется один конец трубы заглушить чопом, чтобы залить внутрь нее воду. После этого заполненное водой изделие выставляется на мороз, до полного замерзания жидкости. Дальнейшая процедура проводится точно также, как и в случае с песком.
Пример гиба трубы
Гибка алюминиевых труб примерно такая же, как и медных. Причиной тому является податливость этих двух металлов. Но в случае с алюминием можно также использовать лед. Для этого просто залейте воду в полость, предварительно поставив заглушку на один конец. Залив, нужно выставить ее на улицу (обязательным условием является морозная погода). После полного замерзания воды можно постепенно гнуть. Лед здесь точно так же работает, как и песок.
Пример гиба трубы
Металлопластиковые трубы
По мере распространения металлопластиковых труб многие начали применять их во всех возможных коммуникациях. Они надежны, практичны, недороги и удобны в монтаже. Но как гнуть металлопластиковые трубы? Для этого применяют или простой ручной труд (если металл в трубе мягкий), или метод гибки при помощи пружины (он рассматривался выше). Обязательным является выполнение условия, что нельзя гнуть металлопластиковую трубу больше 15 градусов на каждые 2 сантиметра. В случае пренебрежения этим параметром труба просто может стать непригодной по причине большого количества повреждений.
Гибка в штампах при помощи прессования
Сгибание заготовок, длиной не более 70 сантиметров, можно осуществлять при помощи штампования. В данном случае используются гидравлические либо механические прессы. Этот способ позволяет изготавливать элементы конструкций со сложной формой.
Прессование заготовок является самым дорогим способом гибки. Однако и производительность его наиболее высокая. Данный метод позволяет производить широчайший сортамент продукции.
Трубогибочное станочное оборудование
Гибка труб в промышленных масштабах осуществляется с помощью станков.
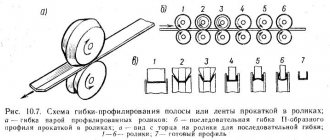
Гибка вальцеванием.
Наиболее распространены станки, гнущие изделия при помощи вальцевания. Чаще всего применяется оборудование с тремя валками, предназначенное для изгибания длинных заготовок. На нем может делаться спиральный трубный прокат.
Изделие двигается через ролики, местоположение которых определяет радиус его изгиба. Одновременно оно с обеих сторон сжимается деформирующим цилиндром. Он расположен между валиками, так, чтобы была возможность гнуть заготовку на весу. Ролики в процессе обработки металла выполняют функцию опоры.
Обработка сжатием
Нередко на производстве применяются станки, гнущие заготовки с малым радиусом способом сжатия. На них обрабатываются заготовки малого и большого сечения. Процесс происходит с местным разогревом изделий и одновременным осевым давлением на них.
Станок состоит из:
- станины с расположенным на ней нагревателем;
- опорного ролика;
- пары клещевых зажимов, первый из них — гибочный поворотный, второй — осадочный.
Устройство способно гнуть элементы под углом 180º. Оно зажимает заготовки с постоянным усилием независимо от их сечения и значения осевого усилия, образующегося в эпицентре деформации при изгибе изделия. Оборудование может обрабатывать квадратный и прямоугольный профиль.
Ротационно-вытяжная гибка
Ротационная вытяжка труб производится на станках с электрическими либо гидравлическими суппортами для передвижения давящих роликов. Последние служат для получения нужной конфигурации и толщины производимого элемента.
При ротационной вытяжке получают изделия из полых вращающихся стержней, деформируемых валиками по перемещающейся оправке. Сейчас в большинстве случаев используются ротационно-вытяжные станки с ЧПУ. Их программа учитывает сопротивление материала при его деформировании. При изготовлении продукции используется соответствующий ГОСТ.
Заключение
Смотреть видео
В небольших объемах гибка труб может производиться при помощи ручного инструмента. В промышленных масштабах это делается на специальных станках. Перед работой необходимо осуществить расчеты минимально допустимого радиуса гибки.
Добавить в закладки
Домашние мастеровые сегодня самостоятельно выполняют для своих хозяйств почти все системы жизнедеятельности: водопровод, отопление, канализацию, строят малоэтажные дома, подсобные помещения, теплицы. Изобретают недорогие приспособления для изготовления и обработки строительных материалов, гнутья всевозможных профилей, резки и гибки различных труб, используют технологии сварки и отливки.
Гибка труб используется при создании металлических ограждений, это позволяет исключить необходимость в сварке и добиться нужного результата, просто согнув цельную трубу под необходимым углом.
Постоянно встречающихся причин для частой гибки труб в домашнем хозяйстве частного домовладения нет.
Встает задача взять и загнуть нужную деталь.
Радиус гиба трубы приспособления для получения в быту и промышленности
На строительном рынке можно обнаружить большое количество приспособлений индивидуального использования для изгибания труб, от простейших пружин до сложных электромеханических станков с гидравлической подачей.
Ручные трубогибы
Трубогибы данного класса обладают невысокой стоимостью, имеют простую конструкцию, малый вес и габариты, процесс изгибания заготовки происходит за счет физического усилия работника. По принципу работы ручные агрегаты, выпускаемые промышленностью, можно разбить на следующие категории.
Рычажные. Изгибание производится за счет большого рычага, позволяющего уменьшить прилагаемое мышечное усилие. В таких устройствах заготовка вставляется в оправку заданной формы и размера (пуансон) и с помощью рычага происходит огибание шаблонной поверхности изделием – в результате получается элемент заданного профиля. Рычажные устройства позволяют получать радиус закругления в 180 градусов и подходят для труб из мягких металлов небольшого диаметра (до 1 дюйма). Для получения закруглений различного размера используют сменные пуансоны, для облегчения проведения работ многие модели оснащаются гидроприводом.
Рис. 7 Арбалетные приспособления ручного типа
Арбалетные. При работе заготовка помещается на два валика или упора, а изгибание происходит давлением на ее поверхность между упорами пуансона заданной формы и сечения. Агрегаты имеют сменные пуансонные насадки и передвижные упоры, позволяющие задавать радиус изгиба стальной трубы или заготовок из цветных металлов.
Гибочный башмак установлен на штоке, который может перемещаться с помощью винтовой передачи, гидравлического давления жидкости при ручном нагнетании или посредством гидравлики с электроприводом. Подобные устройства позволяют производить изгибание труб из мягких материалов диаметром до 100 мм.
Трехроликовые агрегаты (трубогибочные вальцы). Являются самым распространенным типом трубогибочных агрегатов в быту и промышленности, работают по принципу холодной вальцовки. Конструктивно выполнены в виде двух роликов, в ручьи которых устанавливается заготовка, третий ролик постепенно подводят к поверхности, одновременно прокатывая изделие в разные стороны. В результате происходит деформация заготовки без складкообразования большего сечения, чем в других ручных трубогибах.
Отличительной особенностью агрегата является невозможность получения малого радиуса закругления (обычное значение 3 – 4 величины внутреннего диаметра).
Все перечисленные устройства являются бездорновыми агрегатами, поэтому неэффективны при гибке тонкостенных изделий, также их нежелательно использовать при работе с заготовками со сварным стыком стенок – при пластический деформации возможно раскрытие отдельных участков шва.
Рис. 8 Трубогибочные вальцы
Электромеханические трубогибы
Электромеханические агрегаты в основном используются в промышленности и обеспечивают выполнение следующих технологических процессов.
Бездорновая гибка. Станки применяются при работе с заготовками, для радиусов гиба 3 – 4 D., способны изгибать толстостенные трубы для мебельной и строительной отрасли, магистральных трубопроводов. Станки имеют самую простую конструкцию и управление по сравнению с другими видами, отличаются малыми габаритными размерами и весом.
Бустерная обработка. Агрегаты, работающие по специальной технологии продвижения каретки с деталью дополнительным узлом, разработаны для получения сложных гибов без утоньшения стенок. Применяются для изготовления змеевиков различной формы в тепловой энергетике, котельной и водонагревательной индустрии.
Дорновая гибка. Агрегаты данного типа позволяют производить высококачественное изгибание тонкостенных элементов с наружным диаметром до 120 мм. Промышленные станки могут иметь автоматическое или полуавтоматическое исполнение с числовым программным управлением.
Трехвалковая гибка. Конструкция широко используется для изгибания любых металлов и сплавов, отличается универсальностью: отлично справляется с профилем круглого или прямоугольного сечения, уголками и плоскими пластинами. Многофункциональность агрегата достигается за счет смены валков с различным видом рабочих поверхностей и размеров.
При помощи данного агрегата удобно гнуть элементы большой длины с одинаковым большим радиусом закругления на всем протяжении.
Рис. 9 Промышленные трубогибы
Требования ГОСТов к радиусам изгиба труб
СТАТЬИ
Минимальный радиус гиба трубы может быть получен только на дорновых трубогибах, работающих способом наматывания. К таким трубогибочным станкам относятся:
- Ручные программируемые дорновые трубогибы СМ-30 серии PARTNER в 2-х и 3-х координатном исполнении;
- Полуавтоматические программируемые дорновые NC трубогибочные станки СЕ-30 серии PARTNER в 2-х и 3-х координатном исполнении
- Автоматические дорновые CNC трубогибочные станки СЕ-30 серии PARTNER.3X;
- Полуавтоматические программируемые дорновые NC трубогибочные станки СЕ-51 серии MASTER;
- Автоматические дорновые CNC трубогибочные станки СЕ-51 серии MASTER.3X;
- Полуавтоматические программируемые дорновые NC трубогибочные станки СЕ-80 серии PROFi;
- Автоматические дорновые CNC трубогибочные станки СЕ-80 серии PROFI.3X.
Минимально допустимые радиусы гибов круглых труб
Радиус гиба трубы зависит от ее наружного диаметра (Dн), толщины стенки (S) и пластичности материала.
Важным показателем, наравне с радиусом гиба, является длина прямого участка трубы, необходимая для ее зажима при гибе.
Рекомендуемые минимальные радиусы гибов и значений длин прямых участков, при гибке медных и латунных труб, изготовленных по ГОСТ 617-90 и ГОСТ 494-90
| Dн | Наружный диаметр трубы, мм | 3 | 4 | 6 | 8 | 10 | 15 | 18 | 24 | 30 |
| Ro | Радиус гиба по оси трубы (осевой радиус), мм | 7,5 | 10 | 15 | 20 | 25 | 37,5 | 45 | 84 | 105 |
| L | Минимальная длина прямого участка, мм | 10 | 12 | 18 | 25 | 30 | 45 | 50 | 55 | 60 |
Рекомендуемые минимальные радиусы гибов и значения длин прямых участков при гибке стальных водогазопроводных труб изготовленных по ГОСТ 3262-75
| Dу | Условный проход, мм | 8 | 10 | 15 | 20 | 25 | 32 | 40 | 50 | 65 | 80 |
| Dн | Наружный диаметр трубы, мм | 13,5 | 17 | 21,3 | 26,8 | 33,5 | 42,3 | 48 | 60 | 75,5 | 88,5 |
| R min | Минимальный радиус гиба при горячей гибке труб, мм | 44 | 58,5 | 75,6 | 93,4 | 116,7 | 151,6 | 174 | 210 | 262,8 | 309,3 |
| Минимальный радиус гиба при холодной гибке труб, мм | 84 | 108,5 | 140,6 | 173,4 | 216,7 | 271,6 | 314 | 390 | 487,8 | 574,3 | |
| L min | Минимальная длина прямого участка | 40 | 45 | 50 | 55 | 70 | 85 | 100 | 120 | 150 | 170 |
При выборе радиуса гибки, предпочтение следует отдавать радиусам гиба для холодной гибки труб.
При определении длины заготовки детали складываются длины прямых участков и длины дуг изогнутых участков трубы.
Длина дуги изогнутого участка (А) рассчитывается по формуле:
где:
Ro — осевой радиус гиба трубы, мм
Rв — внутренний радиус гиба трубы, мм
λ — угол гиба
dн – наружный диаметр труб, мм.
На радиусах гибов труб, изложенных в таблицах, гарантированно обеспечивается требуемое качество гиба по элипсности — овальности (не более 12,5%).
Технология гибки листового металла: особенности и классификация
Технология гибки, в зависимости от требуемой модификации листового металла, включает в себя следующие виды:
- Одноугловая (V-образная) – считается наиболее простой. Под воздействием силы гиба верхняя поверхность заготовки сжимается, а нижняя – прилегает к стенкам механизма и растягивается. Таким образом достигается нужный радиус.
- Двухугловая (П-образная) – выполняется схожим образом за исключением количества этапов обработки.
- Многоугловая гибка.
- Радиусная гибка листового металла (закатка) – позволяет получить плавный изгиб. Применяется для создания петель, хомутов и т. д.
Такая технология обработки заготовок не требует колоссального усилия, поэтому предварительного нагрева материала не требуется.
Горячая гибка по радиусу применяется лишь для толстых листовых заготовок (12–16 мм), а также малопластичных металлов. К последним относятся дюралюминий, высокоуглеродистые стали и их сплавы.
Такой способ обработки листового материала часто применяют в комплексе с другими операциями, например, резкой, вырубкой или пробивкой. В результате получаются сложные объемные изделия из металла. Для их изготовления прибегают к штампам, которые можно использовать в нескольких переходах.
С точки зрения пространственного позиционирования существует два способа гибки по радиусу:
- Продольная – при этом используется холодная технология работ, что не позволяет обрабатывать толстые листовые заготовки.
- Поперечная – включает в себя несколько этапов: в первую очередь загибаются кромки металлической детали, затем она нагревается. После начинаются непосредственно производственные операции: гибка, осаживание и вытяжка.
Для радиусной гибки листового металла требуется специализированный ручной или промышленный станок. Его конструкция модифицируется в зависимости от требуемой формы изделия.
Работа в холодной технике требует соблюдения оптимального соотношения радиуса изгиба, толщины металла и размера самого листа. Отступление от предельного значения чревато потерей прочностных характеристик заготовки, возможностью появления повреждений.
Придание радиусной формы заготовке под воздействием высоких температур способно изменить структуру материала. Так, во время охлаждения после нагрева связи между молекулами в листе металла становятся более тесными и упорядоченными, что способствует увеличению его твердости, прочности и упругости. Кроме того, в этот момент сокращается удлинение при разрыве. Пластичность материала изменяется мало.
Радиус гиба труб анурьев
Трубопроводы и соединения.
Наименьшие радиусы гиба труб и наименьшие длины прямых участков изогнутых труб показаны на рис. 1.
Длину изогнутого участка трубы А определяют по формуле
A = πa 180 R + D н 2
где R — наименьший радиус изгиба, мм; D н — наружный диаметр трубы, мм.
При выборе радиуса изгиба следует по возможности предпочитать для изгиба трубы в холодном состоянии.
Размеры минимальных радиусов гиба стальных труб в зависимости от наружного диаметра и толщины стенки, а также предельные размеры складок приведены в табл. 18.
Минимальные радиусы гиба труб назначают в технически обоснованных случаях. При этом должны выполняться следующие требования:
1. Предельные значения овальности в месте изгиба не должны превышать указанных в табл. 18.
2. Толщина стенки трубы в зоне изгиба с наружной стороны изгиба должна составлять не менее 80% исходной толщины.
3. Размеры складок на внутренней (сжатой) стороне трубы не должны превышать указанных в табл. 18.
Толщина стенок с наружной и внутренней стороны изгиба трубы определяется по формулам:
S н = 1- 1- S D н 2 R CP D н ; S B = 1+ 1- S D н 2 R CP D н
где S — исходная толщина стенки трубы; D н — наружный диаметр трубы (исходный), мм; Rcр — средний радиус гиба , мм.
При заданном предельно допустимом утоньшении (уменьшении толщины) S н /S ≤ 0,2, средний радиус гиба определяется по формуле:
R ср = D н 1- S / D н 2(- S н / S ) .
Данные приведены для труб с относительной толщиной стенки 0,04 ≤ S/ D н ≤ 0,05 из материалов с временным сопротивлением σв ≤ 600МПа в отожженном (мягком) состоянии.
В табл. 19 приведены размеры минимальных радиусов гиба водогазопроводных труб, в табл. 20 — медных труб по ГОСТ 617-90 и латунных по ГОСТ 494-90.
18. Радиусы гиба стальных труб в зависимости от их диаметра и толщины стенок, мм
Минимальный радиус гиба R при толщине стенки
Источник
Методы гибки труб без заводских приспособлений
В бытовых условиях нередко возникает необходимость в изгибании трубных заготовок при проведении строительных работ или монтаже газовых трубопроводов. При этом экономически нецелесообразно тратить финансовые средства на приобретение заводских трубогибов для разовых операций, многие применяют для этих целей простые самодельные приспособления.
Стальные трубы
Сталь относится к довольно жестким и прочным материалам, с большим трудом поддающимся деформации, основным методом изменения ее конфигурации является сгиб в нагретом состоянии с наполнителем при одновременном физическом воздействии. Для труб из тонкостенной нержавейки для получения длинного участка с небольшим радиусом изгиба применяют следующую технологию:
- Устанавливают заготовку вертикально, закрывают ее с одного конца пробкой и внутрь засыпают очень мелкий сухой песок, после полного заполнения вставляют пробку с другой стороны.
- Находят трубу или низкий вертикальный столб нужного диаметра и жестко закрепляют трубный конец на его поверхности.
- Оборачивают деталь вокруг трубной оси, поворачивая шаблон или обходя его вокруг.
- После навивки освобождают конец и извлекают изогнутую деталь из шаблона, снимают пробки и высыпают песок.
Рис. 11 Как получают нужный радиус изгиба медной трубы
Медные трубы
Медь относится к более мягким материалам, чем сталь, ее также удобно гнуть при нагревании или с помощью засыпанного внутрь песка. Можно также использовать для изгибания бытовой заменитель дорна – стальную пружину с плотными толстыми витками и сечением чуть меньше обрабатываемой детали. При проведении работ элемент вставляется внутрь и находится в точке, где производится деформация, а после проведения необходимых операций легко извлекается наружу. Но намного проще изгибать медные трубы специальным пружинным трубогибом (данные изделия можно приобрести в торговой сети), которые эффективны на коротких трассах и работают за счет равномерного распределения прилагаемого усилия на поверхность. Пружинное устройство работает следующим образом:
- Пружина одевается поверх трубы в нужное место, после чего ее вручную изгибают вместе с трубой.
- При дальнейшем изгибании пружину перемещают и производят загиб в другой точке.
- По завершении операции пружинный сегмент легко извлекается наружу без применения подсобных средств.
Другой популярный материал – алюминий, проще изгибать с нагреванием горелкой.
Рис. 12 Как гнут трубы без станка из алюминия
Металлопластиковые трубы
Да изгибания металлопластиковых труб в бытовом хозяйстве используется внутренняя или наружная пружина (кондуктор). Технология проведения работ аналогична операциям с медной трубой, при сгибке следует соблюдать допустимые ограничения по радиусу во избежание повреждения изделия.
Пластиковые трубы
Основным элементом для изменения конфигурации пластиковых труб является строительный или бытовой фен, для облегчения работ можно использовать песок. Изделия сложной формы гнут следующим образом:
- На деревянную плиту с помощью шуруповерта вкручивают саморезы по нужной конфигурации заготовки.
- Вставляют трубный конец между двумя шурупами и производят нагрев стенки трубы феном, обеспечивая направление изделия с поворотами и гибкой по заданному маршруту.
- По окончании работ выкручивают саморезы и извлекают заготовку.
Рис. 13 Способы гибки труб из металлопластика наружным и внутренним кондуктором
Можно воспользоваться еще одной простой технологией:
- Насыпают в пластиковую трубу песок и плотно закрывают ее концы.
- Помещают изделие на некоторое время в кипящую воду и затем извлекают на поверхность.
- Придают заготовке нужную форму, фиксируя ее в нужном положении и дожидаясь охлаждения.
Рис. 14 Как сгибают пластиковые элементы
Существующие промышленные и бытовые методы получения необходимого радиуса изгиба позволяет проводить данные операции с любыми материалами различных диаметров. Для проведения работ применяют специальные приспособления ручного или электромеханического принципа действия, в которых часто используются гидравлические узлы. В бытовом хозяйстве эффективными методами гибки является применение специальных пружин и нагрев изделий газовыми горелками или бытовым феном (при изгибании пластика).
Изгиб профильной трубы
Согнуть профильную трубу не просто, но частные строители и дачники перед подобными задачами не пасуют. Согнутая металлическая деталь из квадратной и др. трубы может понадобится для парника или малых форм, для укрепления хозпостройки и прочих целей. Конечно, речь не об алюминиевых профилях, которые можно без особого труба гнуть в кольцо, а о прочной «конструкционной» трубе. Гибка груб различных профилей требуется или с частичным изгибом, или с полным – до 90 град. Для такой гибки нужно не только давление, но порой и нагрев. Профильные трубы очень жесткие, причем при изгибе труба будет работать одновременно и на сжатие (по внутренней части профиля) и на растяжение (внешняя сторона изгиба).
Профильную трубу имеет смысл гнуть, если она имеет стенку не тоньше 2 мм. Даже при хорошем навыке и наличии фирменного трубогиба растянутая стенка трубы окажется слишком тонкой и непрочной. Для таких профилей предпочтительные сварные швы. Перед тем, как гнуть трубу, нужно убедиться, что металл подходит для этой цели, а также точно определиться и с параметрами профиля и гиба: толщина стенки, вид сечения, минимальный радиус сгиба, и по этим данным подбирать оборудование. Не для всех видов труб возможна ручная гибка.
Разнонаправленные усилия могут дать ряд проблем при сгибании профиля:
- По внутренней части сгиба могут образоваться складки;
- Внешняя часть стенки после изгиба сильно растягивается и металл может не выдержать, труба лопнет на сгибе или потеряет прочность (предел текучести);
- Соосность частей трубы всегда нарушается при изгибе вручную или трубогибом, поскольку невозможно добиться одинакового и равномерного изменения формы всех участков трубы.
Профильные трубы больших диаметров обычно сгибают с помощью трубогиба (классически это простое устройство из ведущего колеса на опоре, трубогибы нередко изготавливают своими руками под нужный диаметр трубы). Фирменный трубогиб может быть ручным (с колесом и рукояткой для вращения, оптимален для тонких труб), и электрический – для больших объемов работ и труб большого сечения. Также сгибают металлические трубы различных сечений без трубогиба, вручную с помощью изготовленных пружин (толщина проволоки от 2мм), болгарки, сварочного аппарата или применяя нагрев на открытом огне (участок сгиба при этом заполняют речным песком). В жилом помещении такую работу не сделаешь, но на даче или частном участке это вполне возможно, особенно в мастерской, где есть тиски и верстак. Умельцы гнут трубы, используя обычный газовый баллончик и прижимное устройство с шаблоном.
Нагревают участок трубы для повышения пластичности металла, длина участка – примерно 6 диаметров трубы. Работают так, чтобы циклов нагрева-остывания было как можно меньше, чтобы нагрев не привел к повышению хрупкости металла трубы. Профили большого сечения гнут с помощью болгарки, делая надрезы-распилы поперек трубы по разметке – три ли более пропила, которые после сгиба заваривают. Швы можно подшлифовать – для деталей, от которых требуется эстетика, это оптимальный вариант, складки не появляются, прочность не теряется и сгиб не станет слабым звеном в конструкции перголы, беседки и так далее. Изгиб будет выглядеть гладким; не круглым, а «ступенчатым», но это не так важно.
Еще несколько проверенных лайфхаков ручной гибки труб:
- Сварные трубы изгибают всегда швом наружу – внутри сгиба металл испытывает большее напряжение и шов может разойтись.
- Трубу из цветного металла и материала, абсолютно стойкого к коррозии, гнут с замерзшей водой: в трубу заливают воду и замораживают всю деталь, так сгиб будет и прочным, и эстетичным.
Объем воды в трубопроводе
Знать объем воды, который может находиться в трубе, полезно во многих ситуациях. Такой расчет может пригодиться при работах на отопительной системе, водопроводе, канализации. Формула для обычной трубы круглого сечения не представляет собой ничего сложного. Для проведения расчета нужно вооружиться штангенциркулем и рулеткой. Чтобы облегчить вычисления, не помешает калькулятор.
Для начала измеряем штангенциркулем диаметр трубы по внутренним краям. Делим полученное значение надвое, чтобы найти внутренний радиус. На основе радиуса находим площадь сечения трубы.
Далее нужно замерить рулеткой длину трубы. Полученный параметр умножаем на рассчитанную ранее площадь сечения. Готово! Мы нашли объем воды, который может находиться в трубе. Выразить объем можно либо в куб. м, либо в л. Соотносятся эти единицы так: 1 куб. м = 1000 куб. дм = 1 000 л. Однако эта формула годится только при условии, что труба полностью заполнена водой.
Для неполного заполнения труб водой применяются гораздо более сложные геометрические построения и формулы для вычисления объема жидкости. Мы предлагаем для ознакомления рисунок, на котором показано, как делать такие расчеты:
Пропускная способность различных труб определяется по специальным таблицам. Так, труба с сечением в 25 мм за минуту пропускает до 30 л за 1 минуту. Если у трубы диаметр в 32 мм, она уже способна пропустить до 50 л/мин. Однако большинство смесителей способны пропустить через себя не более 5 л воды за 1 минуту.
Стоит также внести поправку на материал, из которого изготовлена труба. Дело в том, что полипропиленовые трубы обладают существенно более гладкими стенками, чем металлические. Это значит, что их способность пропускать воду при одинаковом диаметре будет выше. Еще более сильно влиять на пропускную способность могут известковые осаждения, которые накапливаются в металлических трубах. Поэтому любая таблица показывает пропускную способность лишь приблизительно.
Как рассчитать минимально допустимый радиус
Минимальный радиус гиба трубы, при котором появляется критическая степень деформации, определяет соотношение:
- Rmin означает минимально возможный радиус гиба изделия;
- S обозначает толщину, которой обладает трубопровод (в мм).
Следовательно, радиус по срединной трубной оси равен: R=Rmin+0,5∙Dn. Тут Dn означает условный диаметр круглого стержня.
Обязательное условие, чтобы грамотно вычислить минимальный радиус изгиба — это необходимость принять во внимание соотношение:
- Кт означает коэффициент тонкостенности изделий;
- D указывает на наружный диаметр труб.
Следовательно, универсальная формула для вычисления минимально допустимого радиуса гибки:
Когда заданный радиус получается больше, нежели значение, получаемое по приведенной выше формуле, то используется метод холодной гибки труб
. Если он меньше рассчитанной величины, материал следует предварительно нагреть. Иначе его стенки при гибке деформируются.
- Тогда минимально допустимый радиус гибки полого стержня, без использования специального инструмента, должен составлять: R ≥9,25∙((0,2-Кт)∙0,5).
- Когда минимальный радиус гиба меньше рассчитанного значения, тогда использование оправки обязательно.
Определение сечения проводника на вводе
Уточнить номинальные показатели можно в компании Энергосбыта или документации к товару. К примеру, номинал автомата на вводе составляет 25 А, мощность потребления – 5 кВт, сеть однофазная, на 220 В.
Подбор сечения осуществляется так, чтобы допустимый ток жил за длительный период был больше номинала автомата. Например, в доме на ввод пущен медный трехжильный проводник ВВГнг, уложенный открытым способом. Оптимальное сечение – 4 мм2, поэтому понадобится материал ВВГнг 3х4.
После этого высчитывается показатель условного тока отключения для автомата с номиналом 25 А: 1,45х25=36,25 А. У кабеля с площадью сечения 4 мм2 параметры длительно допустимого тока 35 А, условного – 36,25 А. В данном случае лучше взять вводный проводник из меди сечением 6 мм2 и допустимым предельным током 42 А.
Трубы из меди
Если при сгибании стальных изделий проблем обычно не возникает, то медные трубы могут лопнуть или повредиться в процессе гибки (прочитайте: «Как гнуть медную трубку – проверенные и надёжные способы»). Один из самых простых способов обезопаситься от подобных явлений – использовать простой песок. Его засыпают перед началом процедуры внутрь трубы.
Песок обязательно должен быть сухим. Далее при помощи горелки осуществляется нагревание места изгиба. Чтобы проверить наличие оптимальной температуры нагревания достаточно поднести к трубе кусок бумаги: если она загорится, горелку можно выключать. Нужный радиус изгиба медной трубы выводится постепенно – резкие движения в данном случае будут лишними. Именно аккуратность позволит избежать нежелательных разрывов материала.
ГОСТ 17365-71 Справочник по холодной штамповке
Минимальные радиусы гибки труб R должны быть:
- для труб с наружным диаметром до 20 мм, не менее…2,5D
- для труб с наружным диаметром свыше 20 мм, не менее…3,5D (где D – наружный диаметр трубы).
Утонение стенок в местах изгиба труб и переходов криволинейных участков в прямолинейные не должно превышать:
- для стальных труб–20% от исходной толщины стенки
- для труб алюминиевых сплавов–25% от исходной толщины стенки.
Утонение стенок труб, штампованных из листов, не должно превышать 15% от исходной толщины листа.
Радиусы изгиба по оси трубы. Гибка без наполнения или оплавки. При меньших радиусах изгиба гибку следует производить с оплавкой или наполнением.
Обозначения: D — диаметр трубы; S — толщина стенки трубы
К оглавлению
Наименьшие радиусы и наименьшие длины прямых участков изогнутых труб показаны на рис. 1.
Длину изогнутого участка трубы А определяют по формуле:
Где R – наименьший радиус изгиба, мм; dн – наружный диаметр труб, мм.
При выборе радиуса изгиба следует по возможности предпочитать для изгиба трубы в холодном состоянии.
Наименьшая длина прямого участка трубы Lmin необходима для зажима конца трубы при изгибе
Радиусы изгиба медных и латунных труб, изготовляемых соответственно по ГОСТ 617-90 и ГОСТ 494-90 (см рис. 1)
Наименьший радиус изгиба R
Наименьшая длина прямого участка Lmin
Радиусы изгиба стальных водогазопроводных труб, изготовляемых по ГОСТ 3262-75 (см рис. 1)
Наименьший радиус изгиба R
Наименьшая длина прямого участка Lmin
Радиусы изгиба стальных труб в зависимости от их диаметра и толщины стенокРазмеры, мм
Наименьший радиус изгиба при толщине стенки
В.И. Анурьев, Справочник конструктора-машиностроителя, том 3, стр.368-369., Москва 2001