Отво́д
(син.
колено
;
угол
) — изделие, фитинг, предназначенный для изменения направления потока жидкости (газа) в трубопроводе.
Изготавливается из чугуна, стали, пластика и так далее.
Большой выбор сантехники различного вида, фирмы представлен на сайте сети магазинов АкваЦентр. Подробнее изучить каталог продукции можно здесь.
Виды стальных отводов [ править | править код ]
- Крутоизогнутые цельнотянутые
изготавливаются из углеродистой и низколегированной стали с углами гиба 45, 60, 90 и 180° из труб методом штамповки или протяжки по рогообразному сердечнику. Применяются для трубопроводов различного назначения, включая подконтрольные органам надзора (с индексом «П» на маркировке) при рабочем давлении до 160 атм при температуре от −70 до +450 °C. Изготавливаются по ГОСТ 17375-2001 (типа 3D с радиусом гиба примерно 1,5 Ду; исполнения 1 и 2) и по ГОСТ 30753-2001 (типа 2D с радиусом гиба примерно 1 Ду; исполнения 1 и 2). Исполнение 1 сделано на базе иностранных стандартов (DIN) и выпускается в России в основном диаметрами от 21,3 мм до 48,3 мм. Исполнение 2 является наиболее частоиспользуемым. Хотя в ГОСТах заложены все типоразмеры, в России по ГОСТ 17375-01 отводы изготавливаются диаметром от 32 мм до 426 мм. Если нужен отвод с подобной геометрией диаметром выше 426, то обычно (исходя из условий эксплуатации) применяют отводы штампосварные (ОКШ) или сварные секционные (ОСС), а по ГОСТ 30753-01 — изготавливаются отводы диаметром 530, 630, 720 и 820 мм. Также крутоизогнутые отводы изготавливаются по ОСТ 34.10.699-97 (для ТЭЦ и атомной промышленности из черных сталей), по ОСТ 34.10.418-90 (для ТЭЦ и атомной промышленности из нержавеющих сталей), а также по различным ТУ с геометрией по ГОСТ 17375-01 из нержавеющих сталей. - Штампосварные крутоизогнутые
изготавливаются для магистральных и промышленных трубопроводов диаметрами от 219 до 1420 мм на рабочее давление до 100 атмосфер для объектов нефтяной и газовой промышленности. Изготавливаются по ТУ 102—488-95, радиус гиба — 1 и 1,5 Ду. Также имеется ряд других ТУ. - Сварные секционные
изготавливаются по ОСТ 34.10.752-97 (с радиусом гиба 1 Ду и 1,5 Ду) из углеродистых и низколегированных сталей для теплосетей и тепловых электростанций под углом 15, 30, 60 и 90° градусов на рабочее давление до 25 атм при рабочей температуре до 200 °C; по различным типовым схемам (в частности ТС-583, разработанным на базе ОСТ 34.10.752-97) диаметром от 108 до 1620 мм; по ОСТ 36-21-77 диаметрами от 500 до 1420 мм; по ОСТ 36-42-81 диаметрами от 14 до 426 мм (с радиусом гиба 1,5 Ду) из углеродистых сталей, предназначенными для строительства трубопроводов, рассчитанных на давление до 25 атм с температурным диапазоном −30 до +300 °C на предприятиях химической, нефтехимической, металлургической, пищевой, легкой и пр. отраслей промышленности. Также отводы сварные секционные могут изготавливаться по ТУ 102—488-95, ТУ 51-29-81, ОСТ 36-21-77 и др.
Материалы и способы производства
Стальные отводы изготавливаются из легированной, нержавеющей, коррозионно-стойкой или углеродистой стали. Выпускаются хромированные, никелированные и оцинкованные изделия с повышенной устойчивостью к коррозионным процессам. Материал изготовления влияет на сферу применения отводов.
Бытовые коммуникации, не имеющие контакта с агрессивными средами, изготавливают из углеродистой стали. Если в системе присутствуют химически активные вещества, то используются отводы из нержавеющей или легированной стали.
Легированные отводы применяются при температуре от −60 до +40 °С с давлением до 7,4 МПа, что позволяет монтировать их на трубопроводы в холодных климатических зонах. Нержавеющие изделия предназначены для трубопроводных систем, транспортирующих горячие, кислотные, щелочные среды. Они отличаются устойчивостью к коррозионному воздействию.
Оцинкованные отводы — распространенный тип изделий, изготовленный из оцинкованной стали. Они способны выдерживать высокое давление и транспортировать агрессивные среды.
Отводы различаются по методу изготовления. Выделяют:
- Крутоизогнутые.
- Штампосварные.
- Гнутые.
- Сварные секторные/секционные.
- Точеные.
Разновидности гнутых отводов [ править | править код ]
Отводы гнутые бывают холодногнутыми, которые изготавливаются по ГОСТ 24950-81 с большим (от 15 м) радиусом гиба и горячегнутыми, которые изготавливаются по ТУ 102-488-95, ТУ 102-488-05, ТУ 51-515-91 и другим ОСТ и ТУ с радиусами гиба от 1,5 до 20Ду.
Какие фитинги для сантехники используются в наше время? Мы разберем основные типы труб и методы их соединения.
Увы, в рамках небольшой статьи невозможно уделить внимание всем деталям устройства и применения существующих фитингов, поэтому наше знакомство с ними будет иметь несколько поверхностный характер.
Здесь представлена лишь небольшая часть современного ассортимента соединительной арматуры.
Для монтажа сантехники применяется два принципиально разных соединения труб:
- Напорные водопроводы предназначены для транспортировки горячей и холодной воды под давлением. Те же трубы и методы их соединения используются при монтаже систем отопления.
- Специфика канализации — движение сточных вод самотеком. Соединения должны быть герметичными; но на избыточное давление они не рассчитываются.
В этом порядке мы и рассмотрим соответствующие сектора современного рынка.
ОТВОДЫ
Отводы используется чаще, чем любые другие детали трубопроводов. Они обеспечивают гибкость при изменении направления трубы. Отводы в основном бывают двух стандартных типов: 90° и 45°. Однако, при желании можно изготовить отвод под любым углом. Отводы бывают с коротким радиусом (1D) и с длинным радиусом (1,5D).
Отводы с углом 90 градусов монтируются между трубами для изменения направления трубы на 90 градусов. Они могут быть как с коротким, так и с длинным радиусом.
Отвод 45° устанавливается между трубами для изменения направления трубы на 45 градусов.
Отводы с длинным радиусом
В подобных отводах радиус осевой линии в 1,5 раза больше номинального размера трубы или в 1,5 раза больше диаметра трубы. Обычно в трубопроводах используются отводы с длинным радиусом, поскольку они обеспечивают меньшую потерю давления. Однако, они занимают больше места, чем оводы с коротким радиусом.
Отводы с коротким радиусом
В отводах с коротким радиусом радиус осевой линии равен номинальному размеру трубы. Подобные детали используются в условиях ограниченного пространства. Их недостаток заключается в большом перепаде давления из-за резкого изменения направления потока.
Переходные отводы
Переходный отвод 90° предназначен для изменения направления, а также для уменьшения (или увеличения) размера трубы в системе трубопроводов. Он устраняет необходимость в использовании дополнительных деталей трубопровода и сокращает время сварки более чем на треть. Кроме того, постепенное уменьшение диаметра по всей дуге отвода обеспечивает меньшее сопротивление потоку и снижает влияние турбулентности потока и потенциальной внутренней эрозии. Все это предотвращает значительный перепад давления.
Гнутые отводы
Гнутые отводы с длинным радиусом используются в линиях транспортировки жидкостей, требующих внутренней очистки системами очистки и диагностики (СОД). Благодаря большому радиусу и плавному изменению направления, отвод имеет очень маленький перепад давления, что способствует плавному движению потока. Гнутые отводы изготавливаются в размерах 3D и 5D, где D – это размер трубы.
Сегментные отводы
Сегментные отводы нельзя назвать стандартной деталью трубопровода. Подобные отводы изготавливаются из нескольких частей трубы и используются для размера 10 дюймов и выше, так как стандартные отводы больших размеров являются довольно дорогостоящими. Стоит отметить, что использование сегментных отводов возможно лишь в трубопроводах с низким давлением. Такие отводы могут быть сделаны из 2, 3 или 5 частей.
Крутоизогнутые отводы 180 градусов
Крутоизогнутые отводы используются для изменения направления на 180°. Они могут быть как длинными, так и короткими. Крутоизогнутые отводы используются в нагревательных катушках, теплообменниках, вентиляционных системах и т.д.
Водопровод и отопление
Стальные трубы
В эту категорию попадают трубы из черной стали и оцинкованные, не боящиеся коррозии. Чаще всего они свариваются электросваркой или газом, но далеко не всегда.
Обратите внимание: оцинковку настоятельно рекомендуется собирать именно на резьбах. Сварка нарушает защитный цинковый слой, делая шов уязвимым перед коррозией.
Для их соединения используется два типа фитингов:
- Резьбовые. Муфты, уголки, тройники, переходники и контргайки выполняются из латуни (часто хромированной) или чугуна. Достоинство — исключительная механическая прочность соединения. Основной недостаток — трудоемкость сборки и необходимость точной подгонки длины патрубков и резьб.
ТРОЙНИКИ
Тройники предназначены для разделения или соединения потока жидкости. Это короткий отрезок трубы с 90-градусным ответвлением в центре. Есть два типа тройников: равнопроходной (прямой тройник) и переходной тройник.
Прямые тройники
В прямом тройнике диаметр ответвления такой же, как и диаметр самой трубы.
Переходные тройники
В переходном тройнике диаметр ответвления меньше диаметра трубы.
Решетчатые тройники
Тройник с решеткой, также известный как скребковый тройник, используется в трубопроводах, которые очищаются скребками. В таком тройнике есть специальная приваренная изнутри ограничительная решетка, необходимая для предотвращения попадания скребка в ответвление. Решетка приварена к ответвлению таким образом, чтобы обеспечить свободный проход скребка из проходной трубы.
Косые тройники
Подобные тройники имеют ответвление под углом 45° или под другим углом, отличным от 90°. Косой тройник позволяет соединять одну трубу с другой под углом 45 °. Таким образом снижается трение и турбулентность, которые могут препятствовать потоку.
Канализация
Здесь способов стыковки куда меньше.
Чугун
Традиционно для стыковки чугунной канализации используется чеканка:
- Труба вставляется в раструб фитинга;
- Пространство между ними плотно зачеканивается кабалкой — промасленным органическим волокном;
- Затем стык замазывается цементным раствором или заливается расплавом серы.
Соответственно, фитинги представляют собой комбинации отводов с тем же диаметром, что и трубы, и раструбов.
Однако новые чугунные канализационные фитинги и трубы все чаще снабжаются резиновыми уплотнителями, обеспечивающими герметичность при обыкновенной стыковке.
ПВХ и полиэтилен
И полиэтилен, и куда более распространенные трубы ПВХ для канализации, и фитинги для них опять-таки комплектуются резиновыми уплотнителями в раструбах.
Со стыковкой связаны две тонкости:
- У отрезанного по размеру патрубка желательно снять наружную фаску. Иначе его будет трудно вставить в уплотненный резиной раструб.
- Соединение, выполненное на герметике, гарантированно не потечет из-за усыхания резины.
Герметичность обеспечивает резиновый уплотнитель; герметик дополнительно фиксирует трубу и страхует от протечек при высыхании резины.
Назначение изделия
ПВХ отводы для внутренней канализации нужны для обустройства поворота канализационных труб на определенный угол и используются для монтажа систем слива нечистой воды в административных и жилых зданиях.
Пластиковые соединительные элементы имеют гладкое внутреннее пространство, что намного сокращает риск создания засора на протяжении эксплуатации, и фактически не издают шума при протекании по ним жидкости.
Помимо этого, для их производства употребляется материал, устойчивый к действию тёплой воды (до 95 градусов Цельсия) и химических моющих средств.
Размеры канализационных пластиковых отводов: 110 и 50 мм (замеряется диаметр внутреннего отверстия).
Что касается углов, то стандартными значениями являются:
Совет! Комбинируя отвод и полуотвод канализационный с разными углами изгиба, возможно добиться поворота трубы на 30, 45, 60, 75 и 90 градусов. Но целесообразно избегать через чур резких перегибов чтобы не было происхождения засоров.
Существует еще один вариант: отвод диаметром 110 мм с выходом на трубы меньшего диаметра. Они употребляются для разных нестандартных конфигураций.
Разновидности отводов
Независимо от наименования производителя, производящего канализационные ПВХ отводы, все эти изделия соответствуют принятым строительным стандартам (ГОСТ). Это облегчает проектирование канализационных систем, приобретение нужных материалов и их монтаж в единую систему.
Существует пара разных моделей угловых элементов, каковые отличает между собой цена и кое-какие особенности конструкции.
- Полиэтиленовые. Изготавливаются из материала тёмного цвета и соединяются встык либо посредством муфт. В первом случае торцы трубы и отвода нагреваются посредством особого оборудования и стыкуются между собой до полного застывания пластика. Муфты уже на заводе оборудуются особой спиралью, которая для герметичной стыковки прогревается посредством сварочного аппарата.
- ПВХ-отводы. Наиболее распространенный вид. Они соединяются методом надевания раструба на гладкую трубу. Преимущества – отсутствие необходимости применения разных электроинструментов и увеличение скорости монтажа канализационной системы в целом. Конструктивные элементы, предназначенные для применения в помещения, окрашиваются в серый цвет. Существует и другой отвод канализации – в частном доме (в то время, когда помещение не отапливается либо трубы монтируются на улице) детали имеют коричневый окрас. (См. кроме этого статью Трубы для внутренней канализации: изюминки.)
Обратите внимание! Запрещено стыковать две эти разновидности в одну систему. Нужно применять отводы одного типа. В противном случае качественное и долгое эксплуатирование канализации не гарантируется. Крайне редко необходимо включить в схему особые переходники.
- Полипропиленовые. Кроме этого имеют раструбы и гладкие концы для стыковки между собой. Эти изделия используются лишь совместно с трубами, выполненными из подобного материала. Главное назначение – отвод грунтовых и сточных вод. Они способны пропустить поток воды со скоростью от 4 до семи метров/с.
- Отводы для гофрированных труб. Эти элементы стыкуются посредством муфт и снабжены уплотнительными кольцами с каждой из сторон. В месте перегиба наружная часть изделия имеет уменьшенный диаметр. Сфера применения – стыковка труб из разных материалов с применением уплотнительных манжетов.
Независимый монтаж отводов
Как уже упоминалось ранее, наиболее активно используются ПВХ-отводы. Это обусловлено их дешевизной и легкостью монтажа.
Стыковка производится за счет особых уплотнителей. Довольно часто они уже вставлены во внутреннее пространство раструба. В другом случае резиновое кольцо, поставляемое вместе с угловым элементом, размещается в особой углублении перед соединением.
Существует и альтернативный метод – применение клея. Данный вид стыковки мало распространен и более сложен. При клеевом соединении резиновые уплотнители не необходимы.
Время от времени появляется необходимость состыковки труб, изготовленных из разных материалов. В этом случае необходимо применять уплотнительные манжеты и сантехнические герметики. Такое соединение будет надежным и не позволит течь на протяжении эксплуатации.
Герметизация стыков
От герметичности угловых соединений канализационной системы зависит надежность ее эксплуатации. Этому направляться уделять повышенное внимание, особенно в то время, когда монтаж осуществляется своими руками. (См. кроме этого статью Подключение унитаза к канализации: изюминки.)
Еще более шепетильно направляться герметизировать стыки при прокладке труб под землей, что часто бывает на протяжении постройки частных домов. Затраты на ремонт протечек смогут составлять очень большие суммы.
Уплотнять соединения отводов с трубами рекомендуется посредством особых герметиков.
Эти вещества содержат множество компонентов и делятся на два основных вида:
- кислотные (недорогие составы);
- нейтральные (более дорогие).
Обратите внимание! Кислотные герметики нельзя применять при монтаже железных и чугунных труб. Перед приобретением направляться обращать внимание на состав, указанный на упаковке.
Кроме того если вы стыкуете ПВХ-отводы на резиновых уплотнителях, дополнительная обработка кольца посредством герметика только добавит соединению надежности.
Использование того либо иного герметизирующего состава в обязательном порядке для обработки соединений канализационной системы с чугунными трубами. Данный материал по определению не может быть полностью гладким и потому требует применение текущих составов. Лучшее решение – жидкий силикон.
Дополнительные методы уплотнения стыков труб и отводов
Кроме применения герметика, возможно использовать альтернативные методы.
| Вид | Описание |
| Эпоксидный клей | Весьма надежное и прочное соединение. Но по окончании застывания состава разобрать трубы без их разрушения будет нереально. |
| Пенька либо смоляная прядь | Используется для стыковки ПВХ-отводов с трубами из других материалов. В этом случае торец обматывается выбранным материалом приблизительно на две трети длины, вставляется в раструб и заливается цементной либо асбестоцементной смесью. Метод надежный и проверенный временем. |
| Техническая сера | Данный метод еще совсем сравнительно не так давно употреблялся в 95% случаев. на данный момент его возможно использовать для стыковки разных по материалу изготовления канализационных систем между собой. |
| Битумная мастика | Больше подходит для стыковки керамических отводов с аналогичными трубами, но может употребляться для герметизации стыков наружной канализации из ПВХ-труб. |
| Уплотнительная лента | Наименее надежный метод. Подходит в качестве временной меры до замены поврежденного узла. |
Устранение протечек
Хорошо, в то время, когда канализационная система эксплуатируется без аварий. Но при происхождении протечек не следует отчаиваться.
Инструкция, приведенная в этом разделе, окажет помощь быстро устранить проблему.
- Утечка в местах стыка со ветхими трубами. В этом случае окажет помощь жидкий герметизирующий состав: герметик либо смесь цемента с клеем. Подойдет кроме этого эпоксидный клей либо сырая резина, в крайнем случае – пластилин.
- Пробоина. Лечится посредством колышка, обработанного герметиком, или шины (хомута). Экстренный вариант – применение резинового бинта.
- Продольная трещина. Герметизируется эпоксидным клеем или тканью, пропитанной силиконом. Для металлических труб возможно применять холодную сварку.
- Скол края отвода. В этом случае окажет помощь лишь замена поврежденного элемента.
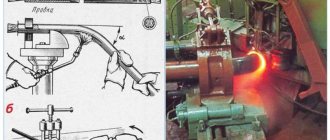
Сварка отводов
Сварка отводов с трубами — довольно ответственная операция. Выполнять ее должны сварщики высокой квалификации.
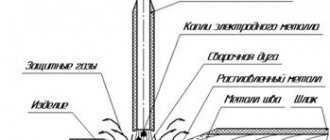
При этом могут применяться различные типы сварок – газовая сварка, ручная электродуговая (РДС), автоматическая под флюсом, в защитных газах и тому подобные.
При сваривании труб и отводов должны выполняться ряд требований, которые изложены в соответствующих инструкциях, например ВСН-006-89.
Перед сваркой надо проверить свариваемые поверхности отвода и трубы. Все обнаруженные наружные и внутренние дефекты должны быть устранены.
Необходимо контролировать смещение внутренних кромок. Например, при соединении элементов с равными диаметрами такое смещение не должно быть более 2 мм.
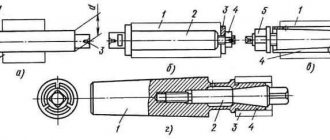
Центровка свариваемых изделий производится с помощью центраторов или вращателей.
При РДС, сварку первого корневого шва производят постоянным током. При этом в случае перерыва сварки в этом месте необходимо поддерживать температуру предварительного прогрева.
После сварки и шлифовки корня шва производится второй проход, который должен производиться по неостывшему корневому шву. Время между этими двумя процессами не должно превышать 5 минут.
Далее выполняются заполняющие швы и облицовочный шов. При этом необходимо обеспечивать температуру шва не ниже +5 ºС. Облицовочный шов должен перекрывать основной слой трубы на 2,5-5 мм иметь высоту на 1-3 мм больше уровня стенки трубы или отвода.
Для приварки отводов в производственных условиях используются различные приспособления и целые комплексы.
Наиболее распространенными являются вращатели труб. Принцип действия такого вращателя состоит в том, что элементы трубопровода зажимаются в специальных зажимах и вращаются вокруг своей оси. Благодаря этому облегчается и делается более качественной ручная сварка или осуществляется автоматическая сварка.
Особенностью сварки трубы с отводом является то, что система должна работать с учетом неравномерного распределения масс. Для решения этой проблемы во вращателе используются сервоприводы и специальные поддерживающие стойки с роликами.
Преимущества использования такого вращателя состоят в следующем:
- работа с трубами больших диаметров;
- благодаря автономному приводу возможность менять скорость вращения трубы;
- точная центровка свариваемых деталей. При этом в качестве центратора выступают сами зажимные ролики;
- возможность работать как с прямыми трубами, так и со сложными деталями труб (отводы, тройники, фланцы).
Сварка стальных отводов