Главная » Обзоры » Обзор отрезного ножовочного станка типа 8725
Ножовочный станок типа 8725 выпускается российским предприятием «ПромПрессМаш». Оборудование работает без нареканий и полностью справляется со своими функциями. Используется станок как в индивидуальном производстве, например в ремонтных мастерских, так и в серийном производстве на крупных промышленных предприятиях.
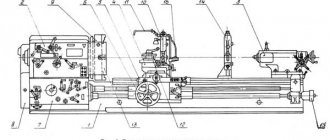
Общий вид станка 8725 с обозначением составных частей
| № | Наименование | Обозначение |
| 1 | Станина | 8725.10.000 |
| 3 | Привод | 8725.30.000 |
| 4 | Ограждение | 8725.32.000 |
| 5 | Тиски | 8725.41.000 |
| 6 | Охлаждение | 8725.60.000 |
| 7 | Гидропривод | 8725.80.000 |
| 8 | Электрооборудование | 8725.90.000 |
Расположение органов управления
- Вводный выключатель.
- Кнопка управления «Пуск» привода станка
- Рукоятка фиксации пильной рамы в верхнем положении
- Маховик ручного перемещения тисков
- Рукоятка управления гидроприводом
- Упор автоматического выключения станка в верхнем положении пильной рамы.
- Кнопка управления «Стоп» привода станка.
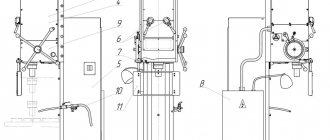
Схема кинематическая станка 8725
Движение от электродвигателя 1 передается посредством клиноременной передачи и двух ступенчатых шкивов на приводной вал II, шкив 4, свободно вращающий на валу II, сблокирован с шестерней 3. Через зубчатую пару 3 и 5 движение передается валу III на другом конце которого закреплен кривошипный диск 10 с пальцем 9.
От кривошипного диска посредством шатуна 13 получает возвратно-поступательное движение пильная рама. Ее частота движения в минуту 120 (Iступень) и 48 (II ступень). Для получения частоты движения пильной рамы 62 (III ступень) и 94 (IV ступень) необходимо ведущий шкив 2 переустановить разворотом на 180о.
На валу III между двумя опорами имеются эксцентриковые шейки, от которых движение посредством шатунных тяг передается поршнями А и В гидронасоса. Поршни нагнетают масло в распределительный клапан Д, откуда он поступает на рабочий цилиндр С. Поршень этого цилиндра при помощи шарнирных тяг соединен с рукавом. Таким образом, подъем и пускание пильной рамы, а так же рабочая подача при резании осуществляется от гидропривода.
Управление гидроприводом производится рукояткой Е, которая может быть зафиксирована в положении (рис 8.): I-«Бездействие», II- «Спускание», III-«Подъем», IV-«Резание медленное» и «Быстрое».
По окончании резки заготовки в крайнем нижнем положении пильной рамы планка К закрепленная на пильной раме, ударяет по рейке 6 и перемещает ее. Рейка через промежуточную шестерню 7 передает движение шестерне 8, жестко соединенный с валом распределительного крана. При этом кран устанавливается в положении подъема пильной рамы. Пильная рама поднимается до тех пор, пока не нажмет на конечный выключатель. При этом размыкается электрическая цепь, выключающая электродвигатель главного движения.
Управление гидроприводом станка ножовочного 8725 производится рукояткой Е, которая может быть зафиксирована в положении: 1-«Бездействие», 11- «Спускание», 111-«Подъем», 1V-«резание медленное» и «Быстрое». По окончании резки заготовки в крайнем нижнем положении пильной рамы планка К закрепленная на пильной раме, ударяет по рейке 6 и перемещает ее. Рейка через промежуточную шестерню 7 передает движение шестерне 8, жестко соединенный с валом распределительного крана. При этом кран устанавливается в положении подъема пильной рамы. Пильная рама поднимается до тех пор, пока не нажмет на конечный выключатель. При этом размыкается электрическая цепь, выключающая электродвигатель главного движения.
Все гидрооборудование станка смонтировано в корпусе насоса. Поршневые насосы 1 и 2 всасывают масло из масляного резервуара через фильтры 6 и 7, обратные клапаны 9 и10., расположены в корпусе крана управления, и подают масло к распределительному крану по каналам 15 и 16.
Станина.
Станина имеет коробчатую форму, на ней монтируются основные узлы станка (рис. 2). Нижняя часть станины резервуаром для охлаждения жидкости. Здесь же устанавливается электронасос охлаждения. Заодно со станиной отлит масляной резервуар для гидропривода.
Привод.
Привод станка ножовочного 8725 состоит из следующих основных деталей: стойки; рукава и пильной рамы. Стойка, укрепленная на верхней плоскости станины, с правой стороны, служит опорой рукава и приводного вала. Рукав с нижней части имеет направляющие типа «ласточкин хвост», по которым двигается пильная рама. Посредством тяги и двух шарниров рукав соединен со штоком поршня рабочего цилиндра гидропривода, управляющего его движением. При подъеме рукава в верхнее положение упор нажимает на конечный выключатель и электродвигатель автоматически выключается. Пильная рама осуществляет возвратно-поступательное движение от кривошипного диска, с которым она соединена с шатуном. Ножовочное полотно устанавливается одним отверстием на штифт неподвижно укрепленной планки, а другие – на штифт подвижной планки и прижимается специальными планками. Перед зажатием ножовочного полотна в пазы подвижных планок вставляется болт с гайкой для натяжение ножовочного полотна. Диапазон скоростей 17, 22,34 и 43 м/мин предусматривает резку заготовок в зависимости от структуры разрезаемого материала.
Ограждение.
Все вращающиеся элементы привода станка ограждены кожухом, закрепленным на станине.
Тиски.
Для разрезки материала различного профиля (квадратного, прямоугольного, круглого) устанавливается две планки поз. 6 , которые позволяют разрезать заготовки о 25…250мм. Правая губка 1 закреплена неподвижно на станине станка. Зажим заготовок производится перемещением левой губки 2, вращением штурвала 5 через гайку 4 и винт 3.
Охлаждение.
Для охлаждения ножовочного полотна станок имеет систему охлаждения, состоящую из резервуара охлаждающей жидкости, электронасоса, шланга и специальной насадки, по которым охлаждающая жидкость подается в зону резания.
Тиски комбинированные (поворотные) — опция.
Тиски комбинированные, предназначены для резки материала под углом 45о. В тисках можно зажимать заготовки от 25 до 140 мм. Минимальная длина устанавливаемой заготовки при резке под углом 45о – 400 мм.
Для резки материала под углом до 45о необходимо: ослабить 3 и 5, развернуть на требуемый угол губку 2, затем зафиксировать угол поворота губки 2 винтом 4 и закрепить ее гайками 3 и 5. Заготовка зажимается в тисках при помощи винта, перемещающего гайку направляющую, на которой закреплена губка 1. В зависимости от требуемого размера заготовки губка 2 устанавливается в одно из трех отверстий, расположенных на станине.
Гидрооборудование станка 8725.
Гидропривод предназначен для подъема и опускание рукава с пильной рамой и осуществляется рабочей подачей ножовочного полотна в процессе резания. Величина подачи регулируется распределительным гидравлическим краном, управляемым вручную. Предельное давление масла в системе устанавливается предохранительным клапаном, отрегулированным на давление в пределах 1.0….2.5 МПа/10….25кг (см2).
Разрез гидропривода по цилиндру поршневого насоса:
Разрез гидропривода по цилиндру подъема рукава:
Разрез гидропривода по втулке регулирующего крана:
Схема гидравлическая принципиальная станка 8725.
Все гидрооборудование станка смонтировано в корпусе насоса. Поршневые насосы 1 и 2 всасывают масло из масляного резервуара через фильтры 6 и 7, обратные клапаны 9 и10., расположены в корпусе крана управления, и подают масло к распределительному крану по каналам 15 и 16.
Положение I – «Бездействие»
При установке крана в это положение поршневые насосы работают в холостую, масло поп проточкам крана сливается в резервуар по каналу 20. Рукав станка остается неподвижным в любом положение. Пильная рама с ножовочным полотном может иметь только возвратно-поступательное движение по рукаву.
Положение II – «Опускание»
В данном положение поршневые насосы работают также в холостую, но масло из бесштоковой полости цилиндра 3 по каналу 17 и проточкам крана сливаются в резервуар по каналу 20. Рукав и пильная рама плавно опускается вниз.
При работе станка в рабочем цикле предусмотрены два положения: «Подъем» и «Резание».
Положение III – «подъем»
При установке рукоятки крана в этом положении масло, нагнетаемое поршневыми насосами по каналам 15 и 16, проточкам крана и к каналу 17 подается в нижнюю полость цилиндра 3. Происходит подъем рукава и пильной рамы с ножовочным полотном в верхнее положение. крайнем положении пильной рамы нижняя кромка поршня цилиндра 3 приоткрывает проточку в цилиндре, через которую считывается излишек масла по каналу 18, проточки крана и канал 20.
Положение IV – «Резание»
В данном положении следует рассматривать 2 стадии работы:
- подача режущего инструмента во время рабочего хода пильной рамы с ножовочным полотном;
- подсечка, то есть подъем режущего инструмента над разрезаемой заготовкой во время холостого хода пильной рамы с ножовочным полотном.
Координация возвратно-поступательного движения пильной рамы и начального движения рукава обеспечивается тем, что кривошипный диск, приводится в движение пильную раму, смонтирован на валу с эксцентриковыми шейками, расположенными под углом 125о друг к другу и передающими движение поршнями 1 и 2.Величина подачи регулируется поворотом рукоятки крана переменного сечения, соединяющего полости поршня 1 и штоковой полости цилиндра 3 со сливом через канал 20.
В зависимости от положения рукоятки регулируется количество масла, поступающего в штоковую полость цилиндра 3. Резание медленное осуществляется при открытом дросселе, что соответствует верхнему положению рукоятки. Большая часть масла сливается через щель дросселя, а остальная – поступает по каналу 18 в штоковую полость цилиндра 3. Резание быстрое осуществляется при повернутой рукоятке крана, закрытом дросселе. В этом случае дроссель полностью закрыт и все масло нагнетается в штоковую полость цилиндра 3,
Резание быстрое осуществляется при повернутой рукоятке крана, закрытом дросселе. В этом случае дроссель полностью закрыт и все масло нагнетается в штоковую полость цилиндра 3, создавая максимальную подачу ножовочному полотну. Избыточное масло сливается через предохранительный клапан 4.
Подъем режущего инструмента над заготовкой при холостом ходе осуществляется при движении поршня 2 вниз. До перекрытия бокового отверстия в цилиндре поршня 2 нагнетаемого масло сливается через него по каналам 19 и 20 в резервуар. После перекрытия поршнем этого отверстия масло по каналам 16 и 17 поступает в бесштоковую полость цилиндра 3 и приподнимают пильную раму с ножовочным полотном.
Регулировка величины подсечки осуществляется изменением длины тяги между коленчатым валом и поршнем за счет резьбового соединения шарнирного болта, ввинченного в корпус подшипника
Указание по монтажу и эксплуатации.
В резервуар гидросистемы заливается минеральное гидравлическое масло. Рабочая жидкость – масло «Индустриальное И-20А» ГОСТ 20799-88. Можно применить масло «Индустриальное И-30А» ГОСТ 20799-88 или «Турбинное 122» ГОСТ 32-74.
Перед заливкой масла резервуар необходимо тщательно очистить и промыть керосином. Масло заливается чистое, предварительно дважды отфильтрованное с абсолютным размером частиц не более 40 мкм, с вязкостью в пределах 20∙10-6…35∙10-6 м2/c при температуре 50оС до уровня маслоуказателя.
Первую смену масла необходимо производить через месяц после начала эксплуатации, а также через каждые шесть месяцев. Перед заливкой свежим маслом резервуар следует тщательно очистить и промыть керосином.
Первоначальный пуск гидросистемы.
Первоначальный пуск гидросистемы осуществляется следующим образом. Проверить наличие масла в резервуаре по уровню маслоуказателя. Рукоятку гидравлического крана управления установить в положение «Подъем».
Убедившись, что пильная рама поднимается, необходимо кран управления установит в положение «Резание». При этом положение станок должен работать до тех пор, пока воздух не удалится из гидросистемы через жиклер, показанный на рис. 9. Следует провести промывку гидросистемы рабочей жидкостью в течении не менее 8 часов, установка крана гидропривода в нейтральное положение.
После этого станок можно эксплуатировать.
Регулировка величины подсечки осуществляется изменением длины тяги между коленчатым валом и поршнем за счет резьбового соединения шарнирного болта, ввинченного в корпус подшипника.
Особенности модели
- Климатическое исполнение по ГОСТ 15150-69-УХЛ4.
- Тиски снабжены специальным кронштейном для закрепления заготовок.
- Приведение пильной рамы в движение осуществляется от отдельного электродвигателя через кривошипный механизм. Шкивы провода сделаны двухступенчатыми, чтобы число двойных ходов могло изменяться.
- Подъем и опускание пильной рамы, подача ножовочного полотна при резке, подъем пильной рамы при обратном ходе осуществляется при помощи гидропривода. Возвращение пильной рамы в верхнее положение по окончании резки происходит автоматически.
- На ножовочное полотно в процессе резки подается охлаждающая жидкость.
- Класс точности
Карта смазки станка 8725.
1-7, 10 — Масло индустриальное И-20А
8, 9, 11, 12 — Цитаим-203
Смазка станка осуществляется следующими системами:
— Фитильная система смазки направляющих рукава, состоящих из резервуара для масла 2, расположенного в верхней части рукава, фитилей.
— Периодической системы густой смазки, осуществляемой с помощью пресс-масленок для смазки подшипников шкива 8, главного вала 9,12 и подшипников насоса 11.
— Периодической системы смазки поливом на винт тисков, пальцев шатуна, тяги, пальцев поршня насоса, зубчатой рейки и зубчатого колеса привода, осуществляемой с помощью ручной масленки.
Электрооборудование станка 8725
Электрооборудование состоит из:
1)асинхронных электродвигателей переменного тока и конечного выключателя, размещенного на станке;
2)аппаратуры управления и защиты, размещенных в электрошкафу, установленном на задней стенки стойки;
3)органов управления, размещенных на электрошкафе.
Релейные аппараты установлены на панели в шкафу.
Вся разводка провода выполнена жгутами по панели управления и в металлорукавах.
* Устанавливается по требованию заказ-наряда.
Пуск электродвигателя главного привода М1 и электродвигателя насоса охлаждения осуществляется нажатием кнопки «Пуск», которая замыкает цепь катушки магнитного пускателя, переводя его самопитание.
Остановка электродвигателя главного привода и электродвигателя насоса охлаждения осуществляется конечным выключателем.
Защита от токов замыкания электродвигателя главного привода, электродвигателя насоса охлаждения, цепей управления и местного освещения, осуществляется однополюсным автоматическим выключателем.
Защита электродвигателей от длительных перегрузок осуществляется тепловым реле.
По требованию заказ-наряда устанавливается лампа местного освещения. Ее включение осуществляется включателем.
Защита цепей местного освещения от токов короткого замыкания осуществляется однополюсным автоматическим выключателем.
Сведения о производителе ножовочно-отрезного станка модели 8725
Производителем ножовочно-отрезного станка модели 8725 является ПромСтройМаш, г. Оренбург
, основанный в 2002 году.
На рынке строительного оборудования России присутствует несколько отечественных разработчиков и изготовителей станков ножовочных отрезных и множество иностранных фирм из Китая, Турции, Болгарии и т.д.
Ножовочные отрезные станки выпускаемые станкостроительными предприятиями СССР, России, Белоруссии:
- 8725
– ПромСтройМаш, г. Оренбург - ВШ-042, ВСР-042
— Вистан, г. Витебск - СН1
— Гомельский завод станочных узлов - МП6-1697
— Станкостроительный завод им. Кирова, г. Минск - 8725
– Спектр, г. Полевской Свердловской области - 8725
– Краснодарский экспериментальный завод им. Калинина (СИАЛ) - 8715, СМ-1
– Клинский станкостроительный завод – Клинский завод автоматических линий (КЗАЛ) - 8725А, 8725АМ
– СтанкоСервис, г. Аксай - 872
– Троицкий станкостроительный завод, г. Троицк - 8725-22
— Барнаульский станкостроительный завод - 8Б72К, Н-1
— Каунасский станкостроительный
Станки ножовочные отрезные. Общие сведения
Станок отрезной ножовочный (ножовочная пила, механическая ножовка, станок ножовочно-отрезной) применяются в заготовительных цехах для разрезания ножовочным полотном заготовок одиночных и в пакете как в поперечном направлении, так и под углом.
Привод
большинства ножовочных пил выполняется через коробку скоростей, получающую движение от электродвигателя при помощи бесшумной цепи или клиновых ремней. Изменение скоростей рамы производится передвижными шестернями или устройствами с выключающейся шестерней. Возвратно-поступательное движение рамы с закреплённым в ней ножовочным полотном, обычно, получается от кривошипно-шатунного механизма. Для сокращения времени холостого хода некоторые станки имеют привод с кулисным механизмом, однако при этом ось рамы отклоняется от оси направляющих.
Пильная рама
. Большинство ножовочных пил изготовляется с наклонными пильными рамами. Длина хода рамы постоянная — 100 мм у малых и 150 мм у больших станков; в некоторых конструкциях длина хода изменяется за счёт изменения радиуса кривошипа. Зубья ножовочных полотен рассчитаны на работу только в одном направлении — рабочий ход происходит при движении пильной рамы в сторону оси кривошипного диска. Управление перемещением рамы производится от одной рукоятки.
Конструкция державок ножовочного полотна
позволяет создать достаточное его натяжение и возможность быстрой замены. Ширина разреза обычными ножовочными полотнами — от 1 до 3,5 мм. При работе с большими усилиями для повышения жёсткости ножовочных полотен применяются упорные планки, прилегающие к узкой стороне полотна, противоположной зубьям. Станины ножовочных пил выполняются чугунными, коробчатой формы, а для пил малых размеров — в форме стола с четырьмя угловыми ножками.
Направляющие ножовочной рамы
на хоботе выполняются прямоугольными, круглыми или в форме ласточкина хвост и располагаются так, что пильная рама имеет одностороннее, двухстороннее или заднее направление. Одностороннее и заднее направления не исключают возможностей перекоса рамы. Наиболее применимы направляющие в форме ласточкина хвоста.
Механизм подачи
осуществляет рабочую подачу и подъём рамы при обратном холостом ходе. Рабочая подача устанавливается в зависимости от ширины разреза перемещением груза, гидромеханизмом, фрикционной передачей, механизмами подачи с винтом или остаётся постоянной. Подъём ножовочной рамы в начале обратного хода производится гидромеханизмом или при помощи кулачковых механизмов. По окончании разрезания станок автоматически останавливается и пильная рама обычно возвращается в исходное положение.
Зажимные тиски
устанавливаются на столе ножовочных пил и имеют губки, форма которых выбирается в зависимости от угла разрезания и профиля заготовки. При массовом разрезании длинных прутков станки снабжаются устройством для автоматической подачи заготовок на заданную длину. Зажим деталей производится обычно вручную; некоторые станки имеют гидравлический зажим материала.
Тележки
применяются для поддержания длинных прутков.
Охлаждение
подаётся к месту разреза от центробежного или шестеренного насоса, а в мелких ножовочных пилах иногда из размещённого на станине бачка.
Порядок установки станка ножовочного 8725
Станок поставляется потребителю на транспортировочных брусках упакованный полиэтиленовой пленкой марки Т или в частичной упаковке, по желанию клиента станок может быть упакованный в деревянный ящик.
При распаковке необходимо следить за тем, чтобы не повредить станок распаковочным инструментом.
Для транспортирования распакованного станка необходимо применить тросы диаметром не менее 10 мм, пропускают их через окно в станине.
При захвате станка тросом необходимо следить за тем, чтобы не повредить наружную отделку станка, для чего в соответствующих местах надо подкладывать под трос деревянные прокладки.
При транспортировке к месту установки необходимо избегать сильного наклона станка, и при спускании на фундамент станок не должен подвергаться сильным толчкам.
Перед установкой станок необходимо тщательно очистить от антикоррозийных покрытий, нанесенных перед упаковкой станка на механически обработанные поверхности и во избежание коррозии покрыть слоем масла индустриальное И-20А ТУ 0253-043-48120848-2005.
Очистка сначала производится деревянной лопаткой, а оставшаяся смазка с наружных поверхностей удаляется салфетками, смоченными бензином Б-70 ТУ 38. 101913-82.
Станок устанавливается на фундамент или бетонную подушку. Глубина залегания фундамента зависит от грунта, но должно быть не менее 170 мм. Станок крепится к фундаменту четырьмя фундаментными болтами диаметром 20 мм. Фундаментные болты не поставляются заводом.
Станок устанавливается на фундамент и выверяется в обеих плоскостях при помощи уровня, устанавливаемого на станине. Отклонение не должно превышать 0.1/300 мм в обеих плоскостях
Размеры для справок
Глубина заложения фундамента Н назначается в зависимости от грунта.
Назначение и принцип действия ножовочно отрезного станка
Обработка металла на ножовочно отрезном станке производится плоскостью крутящейся пилы или ножовочного полотна. При этом данные приспособления выполняют возвратно-поступательные движение. Перед тем как заготовка обретет соответствующий вид, она проходит ряд заготовительных операций. Одной из таких операций является резка поставляемого, для изготовления разнообразных изделий, сырья.
Ножовочно отрезной станок предназначен для расщепления деталей из любого металла, будь-то изделие из алюминиевой массы или пруток из стальных сплавов. С помощью данного станка производится разрезание и отрезка труб, которые отличаются между собой по диаметру. После осуществления операции отрезания, выполняется доработка отделенных по установленному размеру труб на . Основными техническими характеристиками ножовочно отрезного станка являются: мощность оборудования, габаритные размеры агрегатного приспособления, размеры деталей поддающихся обработке, размеры режущего диска, наличие ЧПУ.
Ножовочно отрезной станок, еще называют механической ножовкой. При помощи подобного устройства возможна отрезка материалов из любых металлов (разнообразного сечения). Также ножовочно отрезной станок служит для осуществления холодной резки металла. На данном оборудовании, можно производить резку профиля, как под прямыми, так и под острыми наклонными углами. Под острыми углами резка совершается в специальных комбинированных зажимных механизмах, но такие зажимы входят только в комплектацию усовершенствованного ножовочно отрезного станка. Станок может укомплектовываться вспомогательными приспособлениями, за дополнительную оплату.
Режущим инструментом ножовочно отрезного станка является ножовочное полотно, которое производится как иностранными, так и нашими производителями. Масштаб скоростей и подачи резания станка настраиваются ступенчато, или же бесступенчато, в зависимости от конкретной модели агрегата, а также преимущественно от твердости обрабатываемого материала.
Подготовка к первоначальному пуску станка ножовочного 8725
Заземлить станок подключением к общей цеховой системе заземления.
Подключить станок к электросети, проверив соответствие напряжения сети и электрооборудования станка.
Залить в гидрорезервуар около 10 л масла марки «Индустриальное И-20А» по ГОСТ 20799-88.
Залить в резервуар (нижняя часть станины) 20 л. Охлаждающей жидкости. Хорошей охлаждающей жидкостью является 6-10% раствор «Эмульсола» в воде по ГОСТ 6243-75-75 или Укринол 1 ТУ 38-101-197-76.
Ознакомившись со значением рукоятки управления, следует проверить от руки работу всех механизмов станка.
Выполнить указания, изложенные в разделе «Гидросистема», «Смазочная система» и «Электрооборудование» относящиеся к пуску.
После подключения станка к сети опробовать электродвигатель без включения рабочих органов станка, обратив внимание на соответствии вращения шкива электродвигателя со стрелкой, нанесенном на кожухе.
Для предварительного детального ознакомления со станком рекомендуется его обкатать на холостом ходу, усвоить назначения и действие органов управления.
Убедившись в нормальной работе всех механизмов станка, можно приступить к настройке станка для работы.
Особенности модели
- Климатическое исполнение по ГОСТ 15150-69-УХЛ4.
- Тиски снабжены специальным кронштейном для закрепления заготовок.
- Приведение пильной рамы в движение осуществляется от отдельного электродвигателя через кривошипный механизм. Шкивы провода сделаны двухступенчатыми, чтобы число двойных ходов могло изменяться.
- Подъем и опускание пильной рамы, подача ножовочного полотна при резке, подъем пильной рамы при обратном ходе осуществляется при помощи гидропривода. Возвращение пильной рамы в верхнее положение по окончании резки происходит автоматически.
- На ножовочное полотно в процессе резки подается охлаждающая жидкость.
- Класс точности отрезного станка по металлу — Н по ГОСТ 8-82Е.
Порядок работы на станке ножовочном 8725
Для обеспечения правильной эксплуатации станка при резке различных материалов необходимо руководствоваться таблицей:
| Материал | Частота пильной рамы, мин -1 | Скорость м/мин. |
| Сталь 4∙106 Н/м2 | 120 | 43 |
| Сталь 4∙106 ….5∙106 Н/м2 Латунь 3,5∙106 Н/м2 Сталь 5∙106 ….6∙106 Н/м2 | 94 | 33 |
| Чугун НВ 150 Бронза 3,5∙106 Н/м2 | 62 | 22 |
| Сталь 6∙106 ….8∙106 Н/м2 Чугун НВ 200 | 48 | 17 |
Настройка необходимого числа двойных ходов пильной рамы производится в зависимости от сортамента разрезаемого материала. Станок поставляется заказчику настроенным на 120 ходов пильной рамы. Изменение частоты движения пильной рамы осуществляется за счет клиноременной передачи и разворота шкива на валу электродвигателя на 180о.
При отключенном насосе возможно незначительное опускание пильной рамы.
Полотно ножовочное устанавливается с направлением резания от главного привода.
Оно должно быть достаточно натянутым. Слабо натянутое полотно ведет к неправильному резу. Усилие натяжения полотна должно быть 10-12 кН.
При установке материала и закреплении его необходимо следить, чтобы заготовка лежала на опорной поверхности станины.
Технические характеристики механической ножовки 8725
| Наименование параметра | 8725 |
| Основные параметры станка | |
| Наибольшие размеры сечения круглой заготовки (угол реза 90°), мм | 250 |
| Наибольшие размеры сечения круглой заготовки (угол реза 45°), мм | 140 |
| Наибольшие размеры сечения квадратной заготовки (угол реза 90°), мм | 250 х 250 |
| Наибольшие размеры сечения прямоугольной заготовки (угол реза 45°), мм | 140 х 250 |
| Максимальная длина отрезаемой заготовки по упору, мм | 350 |
| Расстояние от основания станка до опорной поверхности заготовки, мм | 550 |
| Размеры применяемого ножовочного полотна(ДхШхТолщ.), мм | 450х40х2; Ø 8 |
| Межцентровое расстояние ножовочного полотна, мм | 500/ 450/ 400 |
| Максимальная ширина пропила, мм | 3,5 |
| Число двойных ходов пильной рамы в минуту | 45, 56, 71, 112, 140, 128 |
| Длина хода пильной рамы, мм | 180 |
| Угол поворота тисков, град | 45 |
| Производительность при резке стали 45 ГОСТ 1050-74 Ø 100мм, не менее см 2 /мин | 30 |
| Удельный вес, кг/кВт | 250/20 |
| Удельная мощность, кВт/см 2 /мин | 0,066/0,0839 |
| Механизм зажима заготовки | вручную |
| Срок сохранения норм точности до первого среднего ремонта при двухсменной работе, тыс. ч. | 16 |
| Установленная наработка на отказ, ч | 1000 |
| Электрооборудование станка | |
| Электродвигатель главного привода, кВт | 2,2 |
| Электродвигатель насоса охлаждения, кВт | 0,12 |
| Габарит и масса пресс-ножниц | |
| Габарит пресс-ножниц (длна х ширина х высота), мм | 1690 х 700 х 900 |
| Масса пресс-ножниц, кг | 700 |
Предназначен для отрезки профильного и круглого материала из цветных металлов, стали, чугуна. Рез выполняется машинным ножовочным полотном для металла. Угол реза — 90° к оси заготовки, а также острый угол до 45°С. Отрезной ножовочный станок 8725 применяется в серийном и индивидуальном производстве.
Указание по эксплуатации станка ножовочного 8725
- Станок 8725 обслуживается рабочим третьего разряда. Один рабочий обслуживает три станка.
- При отрезке заготовок длиной до 350 мм рекомендуется устанавливать технологическую тару, изготовленную заводом – заказчиком.. при отрезке заготовок длиной более 350 мм необходимо устанавливать приемный лоток (поддерживающее устройство) для предотвращения падения заготовок на пол во избежание травмирования.
- В процессе эксплуатации станка возникает необходимость в регулировании отдельных частей станка с целью восстановления из нормальной работы. При ослаблении ремней главного привода в следствие их вытяжки следует ослабить болт на планке с пазам., натянуть ремни, затем вновь затянуть болт.
- Износ направляющих пильной рамы, при помощи подтягивания круглыми гайками. Во время холостого хода величина пильной рамы над разрезаемым материалом, так называемая «подсечка», регулируется изменением расстояния между коленвалом и поршнем за счет резьбового соединения шарнирного болта 1 и подшипником 2 (см. рис. Разрез гидропривода по цилиндру поршневого насоса). Для регулировки необходимо расстояние между поршнем и коленвалом увеличить, а для уменьшения – сократить. После окончательной регулировки на шарнирном болте 1 вновь затянуть гайку3. Величина подсечки должна быть не менее 1,5-2,5 мм.
- В зависимости от рода разрезаемого материала (см. табл. выше) и прочности ножовочного полотна давление в гидросистеме регулируется предохранительным клапаном. Предварительно отворачивается пробка 1 (см. рис. 9), затем для увеличения давления в системе необходимо завернуть винт 2, сжимающий пружину 3 предохранительного клапана, а для уменьшения давления в гидросистеме необходимо ослабить пружину 3, после чего вновь завернуть пробку 1.
- Износ пробки крана 1 и втулки крана 2 (см. рис. Разрез гидропривода по втулке регулирующего крана) комплектуется путем подтягивания гайки 3 до нужного уплотнения.
- Ликвидация шума в зубчатом зацеплении 3 (см. рис. Разрез гидропривода по цилиндру подъема рукава) производится путем поворота эксцентриковой оси вала 11, предварительно отвернув две гайки, расположенные внутри станины.
Устройство ножовочно отрезного станка
Стандартный ножовочно отрезной станок состоит из: станины, гидропривода, привода главного движения, системы охлаждения станка, приспособления для зажатия разрезаемого металла, а также электрооборудования. На станине, которая имеет в основном коробчатую форму, располагаются основные узлы станка. Баком для охлаждающей жидкости служит низ станины ножовки. Вместе со станиной ножовочно отрезного станка изготовлен бак для масла гидропривода. Опускание и подъем пильной рамы проводится с помощью гидропривода.
Усовершенствование ножовочно отрезного станка включает в себя установку специального механизма подающего охлаждающую жидкость, установку устройства для производства пакетной разрезки материалов, а также тележки для разрезания очень длинных заготовок. При полном усовершенствовании на станок также устанавливается ЧПУ.
Предназначен для отрезки профильного и круглого материала из цветных металлов, стали, чугуна. Рез выполняется машинным ножовочным полотном для металла. Угол реза — 90° к оси заготовки, а также острый угол до 45°С. Отрезной ножовочный станок 8725 применяется в серийном и индивидуальном производстве.