Особенности обработки
Процесс точения на токарном станке представляет собой одновременное вращательное движение заготовки в горизонтальной плоскости с поступательным движением подачи инструмента, снимающим за один проход вдоль обрабатываемой поверхности определенный слой металла. В процессе обработки заготовка зажимается кромкой резца, а режущий инструмент преодолевает силу трения и удаляет заданную толщину слоя металла.
Особенностью токарного станка является возможность различных сочетаний двух видов движения и установки различных видов резцов, сверл и другого инструмента. Это позволяет обрабатывать цилиндрические, фасонные, конические и другие поверхности, нарезать резьбы, сверлить внутренние отверстия и выполнять другие металлорежущие операции. С помощью точения можно изготавливать гайки, болты, муфты, шкивы, валы и другие детали.
Основные возможности токарной обработки:
- Точение цилиндрических, конических и фигурных поверхностей.
- Вытачивание канавок.
- Нарезание резьб.
- Резание деталей и заготовок.
- Сверление внутренних отверстий.
- Развертывание и зенкование отверстий.
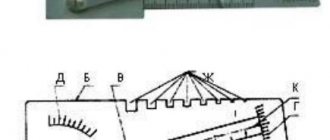
Для точного выполнения токарной обработки используются измерительные инструменты различного типа и точности. Это штангенциркули, микрометры, нутрометры, предельные калибры, линейки и др. С их помощью осуществляется контроль взаимного расположения различных поверхностей, определяются размеры и форма детали.
Режущие инструменты
На токарных станках используется много различных режущих инструментов:
- фасонный инструмент;
- резьбонарезные головки;
- плашки;
- метчики;
- развертки;
- зенкеры;
- сверла;
- резцы.
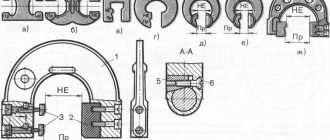
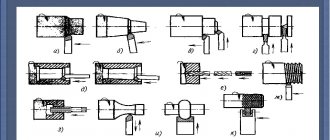
Токарные резцы – наиболее популярные инструменты. Их используют для нарезания резьб, обработки фасонных, цилиндрических поверхностей, плоских деталей (рис. 2).
Рис. 2. Виды токарных резцов для обработки различных поверхностей: а — внешняя расточка с помощью проходного отогнутого резца; б — внешняя расточка с помощью прямого проходного резца; в — расточка, выполненная с подрезом выступа под углом 90º; г — вырезание канавки по сечению вала; д — расточка галтели по радиусу; е — расточка отверстия; ж и з — нарезка внешней и внутренней резьбы.
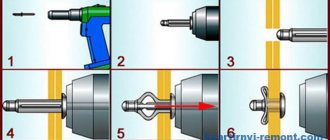
Часто на токарных станках производится сверление различных отверстий. Это один из распространенных способов обработки. Его применяют с целью начальной обработки отверстий. Только сверлом можно выполнить черновую расточку отверстия в цельной заготовке. Сверла бывают:
- эжекторные;
- центровочные;
- глубинного сверления;
- перовые;
- спиральные.
Самую большую популярность получили спиральные сверла.
Крепеж режущих инструментов, их движение во время работы токарно-винторезного станка осуществляется различными узлами или сборочными единицами станка. Далее описываются схемы работы некоторых основных рабочих узлов.
Рис. 3. Суппорт: 1 — нижние направляющие продольного суппорта; 2 — винт подачи хода; 3 — поперечные направляющие суппорта; 4 — плита поворота; 5 — направляющие; 6 — держатель резца; 7 — головка поворота держателя резца: 8 — винт, крепящий резцы; 9 — рукоятка поворота держателя резцов; 10 — гайка; 11 — верхние направляющие продольного суппорта; 12 — направляющие; 13 и 14 — ручки; 15 — рукоятка для передвижения суппорта вдоль станка.
На рис. 3 изображен суппорт станка. Его устройство и работа: нижние направляющие 7 подаются по направляющим станины рукояткой 75 и резец двигается в нужном направлении. На салазках, расположенных внизу, по направляющим 12 передвигается поперечный суппорт 3. Он заставляет двигаться резец в сторону, перпендикулярную оси вращения обрабатываемой детали.
Рукояткой 13 по направляющим 5 поворотной станины подаются верхние салазки 77. Вместе со станиной 4 они прокручиваются в плоскости горизонта по отношению к поперечным салазкам 3 и заставляют резец подаваться под углом к оси вращения обрабатываемой детали.
Держатель резца или по-другому, резцовая головка на четыре позиции, прижимается ручкой 9 к верхним салазкам 77. С помощью этого универсального механизма резец мгновенно подается в работу с минимумом затрат времени.
Рис. 4. Держатель резцов: 1 — упорная шайба; 2 — поворотная головка; 3 — оправка с конусом; 4 — ручка; 5 — верхние салазки; 6 — головка с резцами четырехсторонняя; 7 — болт.
Как устроен держатель резцов, видно на рис 4. Центрирующая расточка верхних салазок 5 имеет оправку 3 конической формы с резьбой на конце. Четырехсторонняя резцовая головка 6 расположена на конусе оправки. Когда вращается рукоятка 4, головка 2 двигается вниз вдоль резьбы конической оправки 5.
Шайба 7 вместе с опорным подшипником жестко удерживают резцовую головку 6 на конусе оправки 3. Головка 2 закреплена к резцовой головке 6 с помощью винтов 7. От проворота резцедержатель предохраняет шарик. Он заклинивается между пазом, имеющимся в конусе оправки 3 и отверстием в резцедержателе 6.
В конструкции токарно-винторезного станка основное назначение задней бабки – поддержка слишком длинных деталей в момент обработки. Еще бабка применяется с целью крепежа инструментов, назначение которых – обработка различных отверстий. Это могут быть развертки, зенкера, сверла. И еще – нарезание резьбы – резьбонарезные головки, плашки, метчики.
Рис. 5. Задняя бабка: 1 — картер; 2 — центровочное приспособление; 3, 6 — ручки; 4 — пиноль; 5, 12 и 14 — болты; 7 — маховик; 8 — тяга; 9, 10 — рычаги; 11, 13 — гайки
Задняя бабка наглядно представлена на рис. 5. Маховик 7 раскручивает винт 5 и в корпусе 7 двигается пиноль 4. Она закрепляется ручкой 3. Режущий инструмент либо центр 2 установлен конусным хвостовиком в пиноли. Продольным суппортом либо вручную по салазкам станка задняя бабка совершает движение.
Если бабка неподвижна, она фиксируется ручкой 6. Ручка имеет связь с тягой 8 и рычагом 9. Винтом 72 и гайкой 77 регулируется мощность прижима рычага 9 тягой 8 к станине. Чтобы более жестко укрепить заднюю бабку, затягивают винт 14 и гайку 13. Рычаг 10 прижимает их к станине.
В револьверной поворотной головке, рассчитанной на много позиций, закрепляют разнообразные инструменты на токарно-винторезных станках, когда необходимо обрабатывать детали сложной формы и конструкции. Индексируя (поворачивая) ее, последовательно вводят в рабочий цикл настроенные инструменты.
Модификаторы для станков зависят от назначения и делятся на три группы:
- модификаторы для крепежа деталей на станке;
- механизмы для удержания режущего инструмента при обработке;
- модификаторы для модернизации технологических возможностей станков. Они дают возможность станку осуществлять не свойственные операции. Это фрезерование на токарном станке, выполнение нескольких отверстий одновременно и т. д.
Классификация токарных резцов
Качество и производительность токарной операции напрямую зависят от состояния резца, величины продольной подачи, скорости и глубины резания. Это определяет:
- Темп вращения вала станка и время, затрачиваемое на обработку детали.
- Стойкость резца и толщину снимаемого слоя металла.
- Характер и объём стружки образуемый при проходе рабочего инструмента.
- Поддержание токарного станка в исправном техническом состоянии, исключение предельных нагрузок в процессе работы.
Скорость обработки зависит от характеристик материала заготовки, типа и качества резцов. От параметров обточки деталей и скорости реза зависит частота вращения. Резцы подразделяются на черновые и чистовые. Первые используются для съёма больших слоев металла, чистовые – для получения поверхности с заданными параметрами шероховатости. В зависимости от направления движения инструмента он подразделяется на левый, перемещающийся от передней к задней бабке, и правый, передвигающийся в обратном направлении.
По форме и расположению режущей части резца они подразделяются на отогнутые, прямые и оттянутые. В зависимости от назначения инструмент классифицируется на резьбовой, отрезной, фасонный, проходной, расточной, подрезной и канавочный.
Инструмент для вспомогательных операций
Данный инструмент служит для установки и крепежа режущего инструмента на станке. Он помогает добиться точности и повысить производительность токарной обработки. Его принципы работы одинаковые для всех токарных станков.
Разный по конфигурации только хвостовик, служащий для фиксации приспособления.
Виды вспомогательных инструментов:
- державки байонетного типа;
- державки со сложной конфигурацией и цилиндрическим хвостовиком;
- призматические державки с цилиндрическим хвостовиком;
- цилиндрические державки.
Ограничивают подачу валов и прутков, разворачивают револьверную головку, у которой горизонтальная ось вращения, набор специальных упоров. Они изготавливаются откидные, регулируемые, жесткие.
Технология токарной обработки металла
Основной принцип технологии токарной обработки металла заключается в следующем. Подаваемый инструмент врезается своей режущей кромкой в поверхность заготовки. Слой металла снимается и преобразуется в стружку. Расскажем о ее видах.
- Ступенчатая. Формируется при обработке заготовок из алюминиевых сплавов и сталей средней твердости на средних скоростях.
- Стружка надлома. Формируется при токарной обработке материалов с невысокой пластичностью.
- Элементная. Такая стружка образуется при токарной обработке твердых и маловязких металлов.
- Слитая. Формируется при высокоскоростной токарной обработке заготовок из мягких материалов. К ним относятся мягкая сталь, свинец, олово, медь, сплавы на их основе, а также полимеры.
Изображение №2: виды стружки, формирующейся при токарной обработке металла
Типы токарных станков
В зависимости от направленности работ, категории автоматизации и специального назначения, металлорежущее оборудование подразделяется на группы, которые затем имеют собственные подвиды:
- токарные станки;
- расточные и сверлильные;
- полировальные, шлифовальные, доводочные и заточные агрегаты;
- зубообрабатывающие приспособления;
- комбинированные;
- протяжные, долбежные и строгальные;
- фрезерные;
- специализированные;
- станки с использованием большого числа резцов;
- другие разного типа.
Конструктивные особенности
В зависимости от конструктивного строения, станки делят на такие разновидности:
- полуавтоматы с одним шпинделем и автоматы этого типа;
- полуавтоматы с несколькими шпинделями и автоматы такого вида;
- станки отрезной и сверлильной группы;
- карусельные;
- револьверные;
- лобовые и токарные;
- агрегаты с возможностью установки нескольких резцов;
- станки для выполнения специальных работ;
- другие разновидности.
Специализация по типам деталей
Специализация к одной или нескольким видам работ дает подразделение станков:
- специализированные агрегаты позволяют точить только детали в ограниченном диапазоне технологических приемов и операций на деталях и заготовках одного названия, на них обычно точат несколько поверхностей, такое оборудование оснащено специальными приспособлениями, его используют в массовом или крупном серийном производстве;
- универсальные агрегаты относятся к наиболее многочисленной группе в токарном парке станков, на них делают все токарные технологические операции и обработки;
- специальное оборудование предназначено для одной или нескольких операций для производства заготовок одного размера и вида, они выпускаются именно в такой интерпретации и на другие операции и детали не перестраиваются.