В машиностроении сверло по металлу является вторым по частоте использования инструментом после резца, а в домашнем хозяйстве оно уверенно делит лидерство с ножовкой и отрезным кругом. Конструктивно сверло — это длинный цилиндрический стержень из металла с двумя режущими кромками на торце и спиральными канавками для отвода стружки. Принцип резания металла и формирования отверстия у всех типов этого инструмента практически одинаков, поэтому основная классификация сверл по металлу основывается на конструктивных признаках (тип хвостовика, профиль спирали, вид режущей кромки и т. п.). Определить по внешнему виду все необходимые характеристики сверла достаточно сложно, т. к. маркировка, которая гравируется на металле хвостовика, содержит информацию только о диаметре инструмента, материале изготовления и производителе. Поэтому для того, что выбрать сверло для обработки твердых, хрупких или вязких металлов и сплавов необходимо воспользоваться каталогами производителей. Длительное и краткосрочное хранение сверл должно осуществляться по определенным правилам, т. к. инструментальные и быстрорежущие стали склонны к коррозии, а заточенные кромки легко повреждаются при ударе о металл.
Конструкция и геометрия сверла
Любое сверло вне зависимости от его назначения и конструктивных особенностей состоит из двух основных компонентов: хвостовика и рабочей части. Первый служит для передачи инструменту вращения от привода или фиксации его в неподвижном состоянии (на токарных станках). Рабочая часть состоит из ряда элементов, непосредственно обеспечивающих процесс сверления. Геометрия сверла зависит от особенностей сверления, для которого оно предназначено, а также материала обрабатываемой заготовки (различные металлы, древесина, пластики, композиты, керамика).
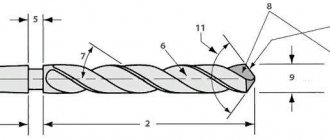
В качестве примера взят один из самых распространенных в промышленности видов такого инструмента: спиральное сверло для работ по металлу с коническим хвостовиком (см. чертеж ниже). Все изображенные на рисунке углы сверла соответствуют работам по металлу общего назначения. Слева показан вид сбоку, а справа — со стороны рабочего торца (увеличено).
Далее с пояснениями перечислены все основные компоненты и геометрические параметры такого сверла:
- Хвостовик. Служит для закрепления инструмента в шпинделе станка или зажимном патроне. При сверлении металла на токарных станках крепится неподвижно в конусе задней бабки.
- Рабочая часть. Формирует цилиндрическое отверстие (или углубление). Состоит из режущей части, длина которой у таких сверл по металлу обычно составляет половину их диаметра, и направляющей с канавками для отвода стружки.
- Конус Морзе. Для установки в шпиндели и задние бабки станков используют инструмент с коническим хвостовиком, а для зажима в кулачковые и цанговые патроны — с цилиндрическим.
- Лапка. Эти конструктивные элементы присутствуют только на конических хвостовиках и предназначены для выбивания инструмента из шпинделя или оправки.
- Шейка. Обеспечивает удобство подвода и отвода шлифовального инструмента при обработке спиральных канавок. Она не выполняет никаких рабочих функций, поэтому на нее обычно наносится маркировка сверла (чеканится непосредственно на металле).
- Направляющая часть. Также называется калибрующей. Опираясь на стенки просверленного в металле отверстия, направляет инструмент вдоль его оси. Включает в себя спиральные поверхности с ленточками и канавки для отвода стружки.
- Угол наклона спиральной поверхности. Для обработки металла он составляет 18÷30°.
- Стружкоотводящая канавка. От ее ширины, наклона и качества поверхности зависит скорость отвода стружки.
- Диаметр режущей части. Равен расстоянию между внешними краями режущих кромок.
- Режущая кромка. Это острая грань между передней поверхностью (стружечной канавкой) и задней затачиваемой поверхностью.
- Главный угол при вершине. Угол между режущими кромками, оказывает значительное влияние на процесс резания и прочность сверлильного инструмента. Для работ по металлу его стандартное значение равно 116÷118°.
- Задняя поверхность. Для снижения трения в зоне резания задняя поверхность затачивается под углом к режущей кромке. Для сверления металла его значение около ленточки должно составлять 8÷12°.
- Перемычка. Конструктивная часть, общая для обеих задних поверхностей.
- Поперечная режущая кромка. Острая грань на перемычке, разделяющая задние поверхности. При правильной заточке на ее середине находится геометрический центр режущей части, который должен совпадать с осью инструмента.
- Ленточка. Две слегка выступающие над спиральными поверхностями полоски, которые калибруют отверстие и снижают трение о его стенки.
Общая компоновка других типов сверл по металлу подобна этой, хотя в зависимости от своего назначения они могут отличаться конструкцией режущей части и стружкоотводящих канавок.
Особенности обработки материалов резанием
В технологии металлов принято рассматривать процесс резания материала при внедрении клина в него.
Резание внедрением клина в толщу материала: α – угол заострения клина (угол при вершине); h – глубина резания; l – длина отрыва стружки; l₁ – длина скручивания стружки; d – ширина поверхности подрыва
- Предполагается, что сам клин изготовлен из твердой субстанции, которая превосходит по прочности тело, в которое происходит проникновение. Поэтому разрушается только обрабатываемый предмет.
- Движение клина осуществляется за счет прилагаемой силы Р. Она достаточна, чтобы оказывать разрушающее действие в зоне контакта.
- Угол заострения α меньше 90 ⁰, поэтому возможно врезание в материал.
- У клина имеются две поверхности: одна обращена к срезаемому материалу, поэтому ее назвали передней; другая прилегает к обрабатываемой детали, ее называют задней.
- При разрушающем действии формируется стружка. В зависимости от пластических свойств обрабатываемой детали она может: ломаться на отдельные фрагменты; скалываться с сохранением единого тела; быть витой, скрученной.
Процесс резания характеризуют параметры:
- h – глубина резания, мм (у разных типов инструментов эта величина определяется различными способами);
- v – скорость резания, м/с (принято рассматривать линейное перемещение внутри срезаемой стружки за единицу времени);
- s – подача, мм/об (критерий, характеризующий производительность внедрения режущей кромки в обрабатываемую деталь).
При разработке технологического процесса обработки материалов резанием рассчитываются основные параметры. По ним в дальнейшем определяют:
tопер – длительность фактического времени, необходимого для удаления слоя резанием, мин;
tшт – штучное время рассчитывается с целью определения фактических затрат на технологическую операцию, мин.
Элементы сверла по металлу
Для металла применяют сверла из быстрорежущей стали, а также с наплавными пластинами из твердых сплавов. Они имеют маркировку:
- Р6М5, Р9, Р18 – разные варианты быстрорежущей стали. Ее основной особенностью является возможность самостоятельного закаливания при охлаждении после завершения работы;
- Т5К6, Т15К8 – твердосплавные наплавки для сверл по закаленной стали. Их используют для получения отверстий в металле, имеющем твердость HRC 45…50;
- ВК6, ВК8, ВК12 – сверла с твердосплавными напайками для чугуна. Ими можно высверливать отверстия при наличии ударной нагрузки.
Режущие кромки спирального сверла по металлу
Отличительной чертой инструмента, предназначенного для получения отверстий в металлических деталях, является наличие нескольких режущих кромок. Определить их несложно:
- перемычка. Она расположена между главными лезвиями;
- два главных лезвия. Для разных типов металлов создают свой угол заточки;
- ленточки – это две спиральные кромки. Их задача формировать внутреннюю поверхность отверстия.
При затачивании специальным образом формируют угол между двумя главными лезвиями.
Угол заточки сверла
Режущие кромки сверла по дереву
Для древесины используют сверла иного вида. Наибольшее распространение получили перки (перовые сверла). Основное отличие заключается в следующем:
- имеется специальный конус, который определяет центр (в некоторых конструкциях тут создают коническую спираль);
- острые треугольники по периферии задают диаметр сверления;
- две основные режущие кромки перпендикулярны к оси вращения.
Перовое сверло по дереву
При небольшой глубине отверстия необходимость в поверхностях для вывода стружки из отверстий отпадает. За счет центробежной силы отходы вылетают наружу.
Сверление и рассверливание
Процесс сверления имеет определенные отличия от остальных операций. Здесь вращается сам инструмент. При этом он внедряется внутрь детали.
Сверление и рассверливание отверстий
Возможны варианты:
- сверление, этот процесс характеризуется созданием нового отверстия;
- рассверливание – операция по увеличению диаметра отверстия.
Когда обрабатывается металл, то образующая теплота распределяется:
- на режущую кромку сверла;
- на нагревание стружки;
- на нагревание всей обрабатываемой детали.
Выделяется довольно большое количество теплоты. Оно обычно составляет до 50…60 % всей энергии, затрачиваемой на операцию. Поэтому при работе со сталью и иными сплавами стараются осуществить отведение тепла. Применяют смазывающие и охлаждающие жидкости (СОЖ).
Принято различать процессы по глубине. Если отверстие сверлится на 4…6 диаметров, то полагают, что выполняется обычное сверление. Если же нужно получить отверстие, в котором глубина составляет более 6 диаметров, то подобную операцию называют глубоким сверлением. Тут необходимо подавать СОЖ в зону резания.
Сверление дерева
Выполняя работу по дереву, отмечают:
- стружка практически не нагревается;
- само тело детали имеет локальный нагрев только в том месте, где режущая кромка контактирует с обрабатываемым материалом;
- сильно нагревается кромка, отвода теплоты практически нет.
Сверление дерева. Образующаяся стружка не нагревается
При работе с деревом СОЖ используется крайне редко. Только для пропитанных полимерными смолами древесных плит могут применять смазки и охлаждение. Дельта-древесина, которую раньше использовали при создании самолетов, сверлили с применением СОЖ. В тех процессах необходимость определялась высокой производительностью труда на самолетостроительных заводах.
Основные типы свел для дерева
Рассматривая конструкцию инструмента можно отметить разницу:
- спиральное сверло не имеет выраженной ленточки, но обладает острым конусом для внедрения в заданном направлении;
- для глубоких отверстий использую спиральную конструкцию Левиса. У него только одна основная кромка. Она врезается в деталь. Сама спираль в процессе работы плотно прижимается к стенкам, поэтому увод в сторону невозможен;
- сверло Форстнера используют для получения неглубоких отверстий. Подобный инструмент применяется на присадочных станках, где производится изготовление углублений под фурнитуру.
Виды сверл по металлу
Основная классификация сверлильного инструмента проводится по конструктивному признаку, т. к. он напрямую связан с назначением конкретного вида сверла по металлу. Кроме того, внутри конструктивных типов выделяют разновидности по типу материала, для обработки которого предназначен данный инструмент (т. н. группы резания). Строгой классификации для них не существует, но обычно по виду рабочей части выделяют следующие типы:
- спиральные;
- перовые;
- центровочные;
- специальные.
Среди специальных сверл самой большой группой является инструмент для глубокого сверления в заготовках из металла. Отдельные подгруппы также составляют изделия для сверления отверстий больших диаметров и ступенчатых цилиндрических профилей. Бывает так, что современный сборный инструмент имеет настолько сложную или инновационную конструкцию, что его относят сразу к нескольким типам.
Спиральная форма
Традиционным широко распространенным видом сверлильного инструмента являются спиральные сверла, у которых формирование цилиндрического отверстия в металле осуществляется двумя симметричными режущими кромками. При этом отвод образующейся стружки проходит по спиральным канавкам, начальная часть которых является передними поверхностями, образующими эти кромки. По своей конструкции эти изделия могут быть монолитными или сборными, с заменяемой головкой или механическим креплением режущих пластин. Для снижения трения и повышения скорости отвода стружки спиральную часть полируют и покрывают износостойкими материалами.
Ступенчатая форма
Ступенчатые сверла используют для получения отверстий небольшой глубины с фиксированной геометрией ступеней. Такой инструмент позволяет за один проход сформировать от двух и более цилиндрических поверхностей и чаще всего используется при автоматизированной обработке. По своей конструкции современные ступенчатые сверла, как правило, представляют монолитный блок, повторяющий конфигурацию будущего отверстия, с рядами режущих пластин и прямыми канавками. Первые сверлят в металле заготовки начальное отверстие, а следующие за ними являются рассверливающими. Самая большая проблема данного инструмента — это отвод стружки в процессе обработки. Поэтому их применение ограничено узкоспециализированными областями.
Корончатые сверла
Корончатым сверлом называют пустотелый инструмент с кольцевым расположением шести или двенадцати режущих поверхностей и соответствующим им числом стружкоотводящих канавок. Он применяется для сквозного сверления в металле отверстий больших диаметров. В процессе работы режущие кромки прорезают только кольцо вокруг середины будущего отверстия, а центральная часть металла просто выпадает (или выбивается) после прохода насквозь. Этот инструмент относят к сверлильному, скорее, по устоявшейся традиции, т. к. по своему принципу работы он гораздо ближе к фрезам.
Шнековые сверла
При сверлении отверстий в металле на глубины, кратные 30÷40 диаметрам, применяют удлиненные сверла специальной конструкции со спиральной канавкой в виде шнека. Такое решение намного улучшает стружкоудаление и позволяет производить непрерывное сверление металла на полную глубину отверстия без периодического вывода инструмента. Сверла шнековые отличаются от обычных спиральных большими углами наклона канавок (до 65°) и их треугольным профилем. Кроме того, у них увеличенный диаметр сердцевины и специальная заточка передней поверхности.
Перовые сверла
Перовые сверла используются для получения отверстий в металле, покрытом литейной коркой и окалиной. Конструктивно это самый простой сверлильный инструмент, т. к. имеет прямые канавки и режущую часть в виде пластины. Его недостатки являются прямым следствием простоты конструкции и невысокой стоимости. В процессе сверления металла у перовых сверл плохо отводится стружка, и они имеют склонность к уходу от оси отверстия. Выступающая вперед пластина снижает прочность всего изделия, что не позволяет работать на больших подачах, а также требует частой переточки. Это узкоспециализированный инструмент повышенной жесткости, который применяют при работе с отливками и поковками.
Как проделать нужное отверстие
Чтобы просверлить отверстие в металле, прежде всего необходимо надежно закрепить заготовку. Если деталь обладает хорошей массой, бывает достаточно просто расположить ее на ровной поверхности. Собственный вес не позволит ей «елозить» из стороны в сторону.
Детали небольших габаритов и маленькой массы необходимо зажимать в тиски. Если предварительно накернить будущий центр отверстия по нанесенной разметке, то эта выемка позволит уверенно стартовать при работе. Установленное в нее сверло уже не сместиться в сторону.
Сквозное отверстие
Из уст некоторых мастеров можно услышать слово «проход». Потому что сверло в своем движении полностью пронизывает заготовку. По сути, это самая легкая операция. Но особое внимание нужно уделить завершающему этапу.
На выходе из заготовки сверло способно не только повредить поверхность верстака, но и само сломаться от удара. Чтобы избежать подобного, нужно проделать следующее. Либо расположить деталь над сквозным отверстием в верстаке, либо подложить под нее деревянную прокладку.
Также резкий выход из детали создает на ее обратной стороне гарт (заусенец). Чтобы этого не произошло, необходимо снизить обороты дрели на завершающем этапе до самых минимальных. Подобный прием поможет, если нужно сделать сквозное отверстие в металле, когда деталь невозможно демонтировать и зажать в тиски. То есть, сверление происходит на месте ее пребывания.
Глухое отверстие
Чтобы сверло не прошло насквозь через деталь, а остановилось на нужной глубине, используют два способа. На буре закрепляют специальный упор, располагая его на заданном расстоянии от режущей кромки. Приспособление обычно имеет вид втулки.
Либо дрель в районе патрона имеет подвижный штырь. Его зажимают винтом так, чтобы его конец создавал упор в обрабатываемую деталь. Не позволяя сверлу проникнуть в глубь больше, чем на отмеренное расстояние.
Если для сверления глухого отверстия в металле используется станок, то обычно он имеет линейку. Зная нужную глубину, оператор в нужный момент останавливает механизм. Существуют станки, у которых подобная операция полностью автоматизирована. А самым серьезным неудобством при подобной работе является то, что периодически необходимо удалять стружку из отверстия.
Сложные отверстия
Чтобы выполнить половинчатое отверстие, расположенное на краю заготовки, потребуется прокладка. Причем она должна быть из такого же материала, что и обрабатываемая деталь. Заготовку и прокладку соединяют гранями и зажимают в тисках. Расположив центр сверла в нужном месте точно между ними, проделывают сквозное отверстие.
Для того, чтобы просверлить в цилиндрической детали отверстие по касательной, нужно сначала выполнить фрезеровку площадки. А уже затем проводить сверление. Такую подготовку нужно выполнять во всех случаях, когда нужно сделать отверстие под углом.
Чтобы получить проход с уступами, легче всего сначала просверлить деталь насквозь самым маленьким сверлом. Затем на заданную глубину отверстие расширяют бурами других диаметров. От меньшего к большему. В полую деталь перед сверлением забивают деревянную пробку.
Отверстие большого диаметра
Рассмотрим, как просверлить большое отверстие в металле. Для начала нужно подобрать правильное сверло. Для прохода диаметром максимум до 40 мм хорошо подойдет конусный бур со ступенчатой поверхностью. Для отверстия диаметром до 100 мм потребуется либо полая биметаллическая коронка, либо кольцевая фреза с твердосплавными зубьями и центровочным сверлом.
Для такой операции понадобится мощный инструмент, способный работать на самых низких оборотах. А чем толще обрабатываемый металл, тем сложнее его будет просверлить дрелью. Эксперты рекомендуют при толщине заготовки превышающей 12 мм сразу искать возможность выполнить работу на станке.
Глубокое отверстие
Теоретически таким считается отверстие, длина которого превышает его диаметр в 5 раз. Но на практике глубоким называют проход, из которого периодически требуется удалять стружку. А для сохранения целостности сверла приходится охлаждать и смазывать поверхность.
В качестве смазочно-охлаждающих жидкостей (СОЖ) используются:
- индустриальные масла;
- синтетические эмульсии;
- технический вазелин;
- хозяйственное мыло;
- касторовое масло пополам с керосином;
- скипидар, разведенный спиртом.
Выполняя работу спиральным сверлом, необходимо периодически подавать в его каналы СОЖ. Придется часто вытаскивать сверло из отверстия для его очистки от стружки. Причем лучше не останавливать вращение, иначе бур может заклинить.
Операция проводится поэтапно. Сначала применяется спиральное сверло небольшого диаметра. Затем проводятся заглубления бурами большей толщины.
Типы хвостовиков
В соответствии с ранними советскими ГОСТами, которые действуют до сих пор, для сверлильного инструмента по металлу было предусмотрено два типа хвостовиков: цилиндрический и конический (Морзе). В 1990 году был принят ГОСТ 28706-90, который дублировал регламентацию ISP 9766-89 по цилиндрическим хвостовикам с лыской. Такой вид хвостовиков предназначен для сборных сверл по металлу, в которых лыска исключает проворачивание их в оснастке во время работы. Сейчас это решение широко применяется для модульного инструмента, а там, где сверло непосредственно фиксируется в шпинделе, по-прежнему используют изделия с конусом Морзе.
Маркировка сверл согласно ГОСТ
Правила маркировки сверл регламентированы ГОСТ 2034-80. Согласно этому документу на сверлильный инструмент диаметром менее двух миллиметров маркировка не наносится. Все данные о них должны указываться на упаковочной этикетке. Для сверл толщиной свыше двух и до трех миллиметров маркировка сверла по металлу содержит только значение диаметра и марку стали (таким образом их можно отличить от инструмента до двух миллиметров). Для диаметров свыше трех миллиметров в составе маркировки производитель должен указывать его величину, свой товарный знак, марку металла и класс точности. Марка металла, из которого изготовлен инструмент, может указываться как в виде ГОСТовского обозначения стали (например, Р6М7К6), так и общепринятой для быстрорежущих сталей международной аббревиатурой (HSS) с добавлением обозначения основного легирующего металла (Co, Ni, Ti и пр.) (см. фото ниже). Зарубежные изготовители маркируют свою продукцию аналогичным образом, поэтому отличить российские сверла от импортных можно только по торговой марке.
Маркировка импортного инструмента
- HSS-Е. В состав входит кобальт. Могут обрабатывать материал высокой вязкости.
- HSS-Tin. Свёрла с титановым напылением. Покрытие повышается твёрдость материала и устойчивость к повышенным температурам.
- HSS-Е VAP. Инструментом можно сверлить отверстия в нержавеющих сталях.
- HSS-4241. Используются для работы с алюминием.
- HSS-R. Максимально прочные свёрла.
Маркировка сверла позволяет определить, в каком режиме следует использовать инструмент.
Цветовое обозначение
В своих каталогах все ведущие производители сверлильного инструмента используют для обозначения продукции цветовую маркировку, предусмотренную международным стандартом ISO 513. В соответствии с этим регламентирующим документом все инструментальные материалы делятся на шесть групп, каждая из которых предназначена для обработки определенных видов металлов, сплавов и полимерных материалов.
| Группа | Цвет | Обрабатываемые металлы и пластики |
| P | Голубой | Отдельные виды углеродистых, легированных и инструментальных сталей. Стали для отливок. Некоторые марки коррозионностойких сталей. |
| M | Желтый | Аустенитные коррозионностойкие стали. Отдельные виды немагнитных и износостойких сталей. |
| K | Красный | Различные марки чугунов. |
| N | Зеленый | Цветные металлы и их сплавы. Термопласты и дуропласты. |
| S | Золотистый | Жаростойкие сплавы на основе никеля, кобальта, титана и железа. |
| H | Серый | Закаленные стали высокой твердости. |
Кроме того, каждая группа резания подразделяется на группы применения, которые обозначаются числом в интервале от 1 до 40. Группы с большим индексом имеют более высокую прочность, а с меньшим — большую твердость и стойкость к износу.
Технология изготовления сверл
Конструктивно спиральное сверло состоит из двух основных компонентов: рабочей части и хвостовика. Первую изготавливают из быстрорежущей стали или твердых сплавов, а второй — из углеродистой инструментальной стали. Производство спиральных сверл по металлу включает в себя следующие укрупненные этапы:
- Подготовка компонентов. Цилиндрические заготовки для обеих частей нарезают на прутковых автоматах, а затем очищают от заусенцев, поверхностных окислов и загрязнений.
- Сварка. Две части из разного металла сваривают контактной стыковой сваркой. После этого со сварных швов удаляют излишки металла, а заготовки правят для придания им точной цилиндрической формы.
- Обточка. Заготовки центруют и обтачивают до точного размера. На этом же этапе подрезают торцы, точат конус хвостовика, обтачивают конец конуса под лапку (у инструмента с цилиндрическим хвостовиком последние две операции отсутствуют).
- Фрезеровка. Фрезеруют лапку (для конических хвостовиков), спиральные канавки и задние поверхности. После этого заготовка подвергается термической обработке с последующей очисткой на пескоструйной установке.
- Шлифовка. Шлифуют и полируют канавки спиралей. После этого шлифовке подвергают хвостовик и рабочую часть (с доводкой обратного конуса).
- Заточка сверла.
Корпуса сборного сверлильного инструмента, в котором режущая часть выполнена из твердосплавных пластин с напайным или механическим креплением, являются достаточно сложными изделиями, т. к. при их изготовлении необходима сложная фрезерная и токарная обработка. Поэтому их обычно изготавливают на станках с ЧПУ или обрабатывающих центрах.
Проверка сверл
Качество сверления деталей на сверлильных станках характеризуется точностью расположения отверстия и гладкостью его поверхности, что в значительной степени зависит от состояния режущей части сверл. Поэтому все сверла должны быть хорошо заточены. Сверла можно затачивать вручную бруском или напильником с обязательной последующей правкой режущих кромок оселком. На больших предприятиях с хорошо организованным инструментальным хозяйством для заточки сверл применяют обычно специальные точильные станки и автоматы. На фиг. 31 показан точильный станок, изготовляемый . Этот станок служит для сухой и мокрой заточки спиральных сверл. На станине станка укреплен в подшипниках рабочий вал, на котором с обеих сторон закреплены точильные Камни. Станок имеет привод от трансмиссии через рабочий и холостой шкивы. Точильные круги устанавливаются диаметром 300 мм
при ширине 25 — 30
мм
. Круги расположены на расстоянии 420
мм
один от другого. Станок делает 1600
об
/
мин
, и затрачивает мощность 1,5
квт
.
Для заточки спиральных сверл иногда применяют специальный станок, изготовляемый станкостроительным заводом им. Ильича (фиг. 32). При заточке сверло помещают в направляющей втулке, которой сообщают качательное движение от руки. Для избежания неравномерного износа шлифовального круга по ширине шлифовальная бабка имеет возвратно-поступательное движение. Станок имеет индивидуальный привод, от электромотора, установленного внутри станины. На этом станке можно затачивать сверла диаметром до 13 мм
. Пределы угла заточки при вершине сверла обеспечиваются от 50 до 140°. Мощность станка 0,52
квт
и число оборотов 1500
об
/
мин
. При отсутствии специального оборудования на заводе спиральные сверла можно затачивать на универсально-заточном станке завода Ильича (фиг. 33). Работает станок от трансмиссии через контрпривод или от индивидуального мотора с ременной передачей. Стол станка имеет продольный, поперечный и вертикальные ходы. Расстояние между центрами шлифовальных кругов 410
мм
. Число оборотов шлифовального круга, 3550 — 4800
об
/
мин
. Мощность станка 0,8
квт
. На станке устанавливается приспособление для правки круга без алмаза. При заточке сверл пользуются подручником, а заточку производят вручную. Этот станок при умелом обращении дает достаточно высокое качество заточки. Правильная заточка и надлежащий уход за режущим инструментом обеспечивают высокое качество обработки и влияют на повышение производительности труда и рациональное использование оборудования. Перовые и винтовые сверла затачивают вручную бархатным напильником и направляют оселком. При правильной заточке инструмента устанавливается наивыгоднейшее соотношение между сечением снимаемой стружки и скоростью резания, вследствие чего обработка детали отнимает минимум времени. Это позволяет рационально использовать мощность станка, устранить лишние потери, сократить расход энергии и увеличить срок службы станка. Правильно заточенный инструмент приходится затачивать реже. После каждой переточки следует проверять инструмент. Углы резания и размеры резца должны соответствовать требованиям ело эксплоатации. Для проверки сверл чаще пользуются универсальным измерительным инструментом — угломером и масштабными линейками, в некоторых же случаях целесообразно проверять сверла специальными шаблонами. Для измерения длины режущих кромок спирального сверла пользуются специальным шаблоном (фиг. 34), совмещая его с режущей кромкой и рабочей частью сверла по оси последнего. Деления, нанесенные на одной из линеек шаблона, указывают на длину режущей кромки. Измерив длину одной кромки, сверло поворачивают на 180° и определяют длину другой кромки. Недостаткам этого шаблона является невозможность определять величину угла, образуемого (режущими кромками. Если эти углы не равны, то сверло будет бить, и диаметр просверленного отверстия окажется больше диаметра сверла.
Более удобным и надежным является двусторонний шаблон (фиг. 35).
Сверла с различным углом заострения проверяют соответствующими шаблонами. Для проверки перового сверла (см. фиг. 18) можно пользоваться масштабной линейкой и штангенциркулем. Замеры производят штангенциркулем от центрального острия до конца лезвия и до подрезателя, причем оба замера должны быть одинаковы. Величину центрального острия до подрезателя измеряют также штангенциркулем. Размеры эти лучше всего сравнивать с размерами нового, еще не разработанного сверла. Простейшим инструментом для измерения углов резца является шаблон, представляющий пластинку с вырезами, соответствующими углам резца. Срок службы сверл до полного износа (табл. 1) определен из условий нормальной заточки и эксплуатации инструмента.
Таблица 1
Срок службы сверл до полного износа (в часах)
Наименование инструмента
| Диаметр сверл, мм | ||||||||
| 6 | 8 | 10 | 15 | 20 | 25 | 30 | 40 | |
| Винтовое сверло Ложечное сверло Перовое сверло Спиральное сверло Пазовое сверло Двухрезцовое пазовое сверло Трехрезцовое пазовое сверло Улитообразное сверло | 150 40 50 100 60 50 30 50 | 200 80 100 150 130 100 50 100 | 250 120 160 200 200 150 100 160 | 350 180 230 250 250 200 160 230 | 500 250 320 400 400 400 250 300 | 700 350 450 600 600 500 350 400 | 900 400 500 800 800 550 450 500 | 1100 600 650 1000 1000 600 500 650 |
| предыдущая страница | оглавление | следующая страница |
Таблица размеров сверл по металлу
Государственные стандарты, правила изготовления спиральных и центровочных сверл по металлу, включают в себя таблицы размерных рядов для разных исполнений и направлений вращения спирали. Каждому типоразмеру соответствует уникальное цифровое кодовое обозначение. К примеру, если диаметр сверла с цилиндрическим хвостовиком равен 3.1 мм, оно имеет исполнение N1 и правую спираль, то его общая длина должна составлять 65 мм, длина рабочей части — 36 мм, а кодовое обозначение такого изделия будет 2300-7517. Таблицы размеров для сверл по металлу с коническим хвостовиком включают в себя диапазон диаметров от 5 до 80 мм, а для инструмента с цилиндрическим хвостовиком — от 0.25 до 20 мм. При этом для тонких сверл диаметром до 1 мм предусмотрено только исполнение N1 c правой спиралью.
Существующие конструкции сверл
Инструментальные заводы и компании предлагают в продаже специальные сверла для обработки металлов, дерева, камня, стекла и других материалов. По внешней конструктивной форме инструмент для сверления можно разделить на 9 групп:
- винтовые (спиралевидные);
- перьевые (перовые, перки);
- кольцевые или корончатые;
- конусные;
- центровочные;
- односторонние, однокромочные;
- многокромочные;
- шнековые;
- специальные для глубокого сверления.
Такое деление сверл не распространяется на вид обрабатываемого материала, а определяет только внешнюю конструктивную форму и виды работ, для которых данный инструмент предназначен.
Следует заметить, что технология токарной обработки очень часто предусматривает закрепление сверла в неподвижном положении, а во вращение приводится сама обрабатываемая заготовка. Используя сверловочный инструмент различных конструкций и назначений можно получить ровное сквозное или глухое отверстие, расширить уже имеющееся или углубить его до необходимого уровня.
Спиральные или винтовые
Рабочая режущая часть такого инструмента выполнена в виде двух продольных кромок, закрученных по спирали вдоль центральной оси. Само сверло состоит из режущей части, соединительной шейки и хвостовика для закрепления во вращающемся приводе.
Это самый распространенный вид сверл, который используется в промышленном производстве, строительстве, ремонтных и бытовых работах. Диапазон выпускаемых диаметров от 0,1 до 80 мм. Максимальная длина режущей части 280 мм. Применяются в основном для обработки дерева, металла и некоторых других материалов. От области применения зависит форма и способ заточки рабочего наконечника.
Перьевые или перовые
Название этих сверл определено их формой в виде плоской лопатки, которая с рабочей стороны имеет острый наконечник, заточенный под режущую кромку с двух сторон. Для закрепления лопатки в патроне дрели предусмотрено наличие круглого или шестигранного хвостовика. Перовые сверла используют для сверления больших и глубоких отверстий в древесине и других не особо твердых материалах. Диаметр может быть от 10 до 65 мм. Длинна такого сверла может быть до 40 см.
Кольцевые коронки
Корончатый сверловочный инструмент имеет форму полого цилиндра с хвостовиком для закрепления в электроприводе. На рабочей режущей стороне находятся заточенные зубья, количество которых определяется диаметром сверла. Для отвода стружки во время сверления на внешней стороне цилиндра проточены наклонные продольные канавки. Применяются для получения отверстий в дереве, пластике, металле и других материалах.
Материалы изготовления и покрытия
Основные материалы для изготовления рабочих частей монолитного сверлильного инструмента — это быстрорежущие стали и твердые сплавы. В качестве быстрореза чаще всего применяют стали с вольфрамовыми или вольфраммолибденовыми лигатурами. Последние также используют в варианте с добавкой кобальта. Твердые сплавы, которые производятся методами порошковой металлургии, долговечнее, прочнее и термоустойчивее быстрорежущих сталей. В их состав обычно входит несколько тугоплавких металлов, таких как вольфрам, титан, кобальт и тантал. Некоторые изделия, предназначенные для выполнения за одну установку инструмента нескольких технологических операций (например, комбинированное сверло), могут включать в свой состав компоненты, изготовленные из разных инструментальных материалов.
Для улучшения рабочих характеристик сверл по металлу их поверхности подвергают дополнительной обработке или покрывают твердыми соединениями металлов. Самые распространенные методы обработки, повышающие прочность и износостойкость инструмента, — это цианирование и сульфидирование. А для защитных покрытий обычно используют карбонитрид титана (TiCN), в том числе легированный алюминием (TiAlN).
Критерии выбора
Внешний вид (конструктивная форма) определяет способ применения сверла. Но при выборе оснастки для сверления обязательно учитывают следующие показатели:
- Материал изготовления. Состав сплава определяет рабочие характеристики детали.
- Присутствует ли дополнительная обработка. Режущую поверхность часто усиливают с помощью напыления.
- Рабочие характеристики, среди которых основные диаметр, форма и углы заточки.
Материал, цвет и обработка
Отверстие в детали из любого металла или сплава способен выполнить только инструмент с более твердой структурой, чем обрабатываемая поверхность. Поэтому сырьем для лучших сверл по металлу служит быстрорежущая сталь, сохраняющая свойства при высоких температурах. Убедиться в этом можно по маркировке: на изделии будет нанесена буква «Р» или аббревиатура HSS.
Разный цвет – разные характеристики Источник nikastroy.ru
HSS – это не одна марка, а целый класс сталей, отличающихся добавками. Обычно добавляют вольфрам, кобальт и молибден, что указывается в маркировке. Например, К6 говорит о присутствии в сплаве кобальта (цифра указывает на содержание, 6%). Такая добавка в три раза повышает ресурс сверла, и оно может работать с особо прочными марками стали.
При выборе сверла по металлу необходимо учитывать тип покрытия, меняющего характеристики оснастки. Например, поверхностный слой напыления из нитрида титана (HSS-TiN) повышает твердость и термостойкость рабочей зоны во время сверления.
Поверхностный слой напыления из нитрида титана, легированного алюминием (HSS-TiAlN) продлевает срок службы изделия в 5 раз; износостойкость сохраняется при нагреве до 600-700°С. Это универсальный инструмент, но в строительных магазинах встречается не часто. Маркировка HSS-G указывает на то, что режущая часть сверла шлифована кубическим нитрилом бора. Инструмент популярен, так как сверлит твердые сорта стали и при этом стоит относительно недорого.
Копьевидное сверло с титан-вольфрамовым наконечником подойдет и для сверления керамики Источник dnipro-m.ua
Как подобрать сверло под обрабатываемый металл
При выборе сверла для работ по металлу в первую очередь необходимо ознакомиться с цветовыми маркировками стандарта ISO 513, которых придерживаются все производители сверлильного инструмента. При этом нужно понимать, что такая маркировка не наносится на само изделие, а присутствует только в его каталожном описании. Можно, конечно, положиться на советы консультанта в магазине инструмента, но такой способ подойдет только в том случае, если требуется подобрать сверло для дрели, предназначенное для работы с обычной конструкционной сталью. Если же предстоит сверлить твердые или вязкие металлы или требуется качественное выполнение работы на заказ, то лучше следовать рекомендациям профессионалов. На рисунке ниже приведен пример использования цветовой маркировки из каталога Mitsubishi.
Необходимо также помнить, что параметры процесса сверления зависят как от характеристик сверла, так и от мощности и скорости вращения привода. Поэтому сверла для шуруповерта лучше не использовать с дрелью, т. к. это, скорее всего, приведет к их повреждению. А скорости вращения шуруповерта явно недостаточно для сверления металла обычными сверлами для дрели.
Сверла, применяемые в станках
На сверлильных станках, у которых посадочное отверстие шпинделя выполнено под конус Морзе, сверла для обработки металла устанавливаются напрямую в шпиндель. А для их фиксации в нем предусмотрен специальный сквозной паз для заклинивания лапки. Такие же сверла применяют и в универсальных станках (сверлильно-фрезерных и пр.), у которых посадочное отверстие шпинделя сделано под метрический конус или под одну из его современных разновидностей. Только в этом случае их вставляют в переходные оправки с соответствующим конусом. В целом сверла по металлу, используемые на станках, не отличаются от тех, что применяют при сверлении ручным инструментом. Единственный вид сверлильного инструмента, предназначенный только для станочного применения, — это сверла со сквозным каналом, предназначенным для подачи СОЖ в зону обработки (см. рис. ниже).
Можно ли сверлить дерево сверлом по металлу
Иногда можно услышать мнение, что использовать сверла для металла на дереве не стоит. Но на самом деле они применяются довольно успешно. Особенно часто они нужны, когда требуется создавать отверстия небольшого диаметра от 2…3 до 8…10 мм.
В комбинированных сверлах, используемых для производства сложных отверстий, присутствуют элементы для работы с металлом. На мебельных предприятиях подобные инструменты распространены довольно широко.
Комбинированные сверла по дереву
За один проход получают отверстие на заданную глубину. Попутно обрабатывают коническое углубление и цилиндрическое заглубление. Для подготовки специальных параметров под конфирмат наблюдаются небольшие различия.
Сверло под конфирмат
При необходимости получать большие отверстия в деревянных конструкциях используют коронки.
Простая коронка
Сложная коронка
Узнать диаметр сверления несложно. Он указан на самой коронке. У сложных типов инструмента перед использованием снимают лишние полотна. Оставляют только то, которое требуется по заданию.
Видно, что в обеих конструкциях за основу используется сверло по металлу. Оно устанавливается в центре. В дальнейшем режущие кромки коронок проникают по периферии отверстия.
Видео: сверла — их виды и типы.
Лучшие производители
Среди российских производителей сверлильного инструмента для работ по металлу хорошее соотношение цены и качества имеет продукция Волжского инструментального завода (ВИЗ), Томского инструментального . К этой же категории относится инструмент украинского Запорожского инструментального завода (ЗИЗ). Самыми лучшими по качеству являются сверла всемирно известных производителей режущего инструмента, таких как немецкие Bosch, Hasser и Ruko, шведский Sandvik, японская Mitsubishi, тайваньский Winstar и пр. Но их продукция имеет достаточно высокую цену и предназначена в основном для профессионального применения. Кроме того, на рынке массово представлены сверла по металлу под торговыми марками известных продавцов и производителей электроинструмента. В основном это недорогой инструмент, но при этом многие изделия имеют очень высокое качество. В этой категории пользователи чаще всего о, «Интерскол», DeWalt, Hilti, Makita и Metabo.
Классификация по применению
Разработчики и производители сверловочного инструмента уже давно знают, что технология обработки различных материалов имеет свои особенности. Поэтому при определении назначения сверла изготовитель обязательно учитывает, а потом указывает, для сверления каких материалов предназначен данный инструмент.
По металлу
При получении отверстия в металлических заготовках инструмент должен выдерживать большие механические нагрузки, не теряя режущих свойств, а его конструкция обеспечить отвод образующейся стружки. Поэтому самые распространенные сверла по металлу винтового типа. Хвостовик для закрепления выбирается в зависимости от типа привода и может быть цилиндрическим, конусным или шестигранным.
Для обработки твердых сталей и сплавов очень важно качество металла, из которого изготовлено сверло. Качество материала можно приблизительно оценить визуально:
- сверла серого цвета это самый дешевый инструмент невысокого качества без какой-либо дополнительной обработки;
- глубокий черный цвет говорит о специальной термической обработке, повышающей прочность и долговечность сверла;
- золотистые оттенки указывают на наличие особых покрытий на основе нитрида титана.
Более подробно о металле, который используется для изготовление, читайте здесь.
Наличие покрытия существенно улучшает качественно-эксплуатационные показатели инструмента, но и делает его в несколько раз дороже.
По дереву
Способы обработки деревянных деталей и заготовок очень разнообразны и для их выполнения применяют следующие сверла:
- спиральные (винтовые) для получения отверстий диаметром до 12-14 мм;
- витые шнековые для мягких пород древесины с большим количеством образующейся стружки;
- перьевые для сверления в тех случаях, когда к качеству результата не предъявляются высокие требования;
- долото для получения круглых и прямоугольных отверстий ударно-поворотным способом;
- кольцевые корончатые для обработки твердых плотных пород дерева и сверления глухих несквозных отверстий.
Следует учесть, что кольцевые сверла для металлов и древесины сильно отличаются по качеству материалов, из которых они изготовлены. Кроме этого в конструкции коронки для обработки древесины всегда предусматривается наличие центровочного сверла и оправки.
Правила хранения сверл
На рабочих местах промышленных предприятий хранение сверл осуществляется в инструментальных шкафах и тумбочках из листового металла, установленных в непосредственной близости от станка, а также на стеллажах в специальных инструментальных кладовых. Сверлильный инструмент необходимо укладывать в определенном порядке (по типам и диаметрам) в соответствующие отсеки, пеналы или чехлы. Укладка должна обеспечивать сохранность режущих кромок, а также рабочих и посадочных поверхностей. Перед помещением на хранение сверлильный инструмент очищают от металлической пыли и загрязнений, а в случае неиспользования в течение длительного времени смазывают литолом или техническим вазелином. В целях предотвращения возникновения коррозии запрещается располагать рядом с местами хранения инструмента кислотосодержащие и прочие агрессивные жидкости. В домашних мастерских инструмент должен храниться с соблюдением таких же правил. Только вместо тумбочек и шкафов здесь гораздо удобнее использовать пластиковые пеналы и специальные подставки (см. видео ниже).
При сверлении глубоких отверстий в металле рекомендуется поливать поверхность инструмента небольшим количеством масла. На производстве обычно используют И-20, но не у всех есть возможность приобрести именно эту марку. А какое масло взамен индустриального можно использовать в домашних условиях? Поделитесь, пожалуйста, своими соображениями и рекомендациями по этому вопросу в комментариях.
Безопасность и советы
Прежде, чем просверлить отверстие в металле, необходимо обеспечить меры безопасности. В первую очередь нужно обратить внимание на рабочую одежду. Она не должна содержать элементов, которые могут попасть под вращающиеся части инструмента.
При работе стружка способна разлетаться в разные стороны. Необходимо обезопасить от нее глаза, надев защитные очки. Перед самим сверлением проверяют, насколько надежно деталь закреплена в тисках или как плотно она прилегает к поверхности верстака.
Сверло, приближаясь к поверхности металла, уже должно вращаться. Это позволяет избежать преждевременного затупления. Также нельзя останавливать дрель при удалении бура из отверстия. Нужно просто сбросить обороты. Иначе инструмент либо заклинит, либо он сломается.
Когда режущая кромка с большим трудом углубляется в металл несмотря на прилагаемые усилия, это говорит о том, что твердость обрабатываемой поверхности значительно больше, чем у инструмента. Необходимо взять сверло с наконечником из карбидного сплава. А дрель выставить на самые малые обороты.