В зависимости от конструкции различают несколько разновидность сверл. Они бывают разной формы — прямую, изогнутую, с засечками, дугообразные. Одной из разновидностей является центровочное сверло. Оно имеет необычную форму, а с его помощью можно обрабатывать дерево, металл, пластик, металлокерамику. Но чем именно центровочное сверло отличается от подобных запчастей? Какие разновидности этого инструмента встречаются на практике? И что нужно помнить во время сверления? В статье эти вопросы будут в деталях рассмотрены.
Краткие сведения
Центровочное сверло (ЦС) — это инструмент в виде двустороннего сверла, который обычно применяется в заводских станках. Он имеет широкий по диаметру хвостик, который позволяет надежно зафиксировать деталь в патроне сверлящего инструмента. Сверла центровочные имеют центральную режущую часть, которая позволяет производить отверстия под углом 90 относительно плоскости обрабатываемой запчасти. По бокам у них есть боковые конусные кромки, которые позволяют создавать отверстия и углубления большого диаметра, делать раззенковку, выполнять точную зачистку краев.
Сверло центровочное по металлу обладает такими плюсами:
- Высокая точность и качество работ. Центровочные сверла по металлу надежно фиксируются во вращающемся патроне. А во время работ рабочий инструмент не скользит по полотну. Это обеспечивает конструкции дополнительную стабильность при вращении, что благоприятно сказывается на качестве работ по сверлению отверстий.
- Повышенный срок годности. Рабочий может повернуть деталь, чтобы активной режущей частью стала вторая сторона сверла. Поэтому такие запчасти отличаются повышенным сроком годности, а рабочему необходимо выполнять заточку намного реже.
- Универсальное применение. ЦС обычно применяется для сверления металла, однако его можно применять и на других материалах — это может быть дерево, камень, пластик. Подготовка поверхности обычно не требуется.
Что это и для чего нужны?
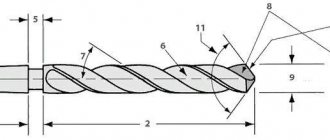
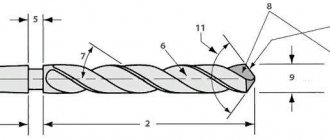
По внешнему виду центровочный тип сверла отличается от стандартного сверла по металлу. В данном случае инструмент имеет 2 рабочие части, которые находятся на противоположных концах рабочего стержня инструмента. Подобный подход дает возможность применять сверло более длительное время без выполнения заточки. Главной особенностью изделия является его усиленный корпус, который втрое толще, чем его самоцентрирующиеся режущие части. Центровочный инструмент при сравнении его с обычным видом сверла имеет короткий корпус и небольшие рабочие части. Такая модификация придает инструменту свойства повышенной твердости и надежности. При работе этим сверлом оно не гнется, очень редко ломается и дает возможность делать отверстия с высокой степенью точности.
Самоцентрирующееся сверло выполнено из 3-х основных частей:
- область крепления сверла в сверловочном оборудовании – основание инструмента;
- область наименьшего диаметра – рабочая режущая часть;
- область наибольшего диаметра – средняя по размеру часть.
Сверло используется для выполнения процедур металлообработки в токарном, сверлильном и фрезеровочном оборудовании различного типа. При осуществлении производственных задач в массовом масштабе центровочный инструмент используют для наметки центра заготовки перед ее помещением в обрабатывающий станок. При этом процесс накренения заготовки может быть пропущен, что упрощает производственный цикл и сокращает время его осуществления.
Благодаря своей расширенной части и высокой степени жесткости центровочное приспособление применяется для выполнения точных размеров диаметра отверстия, поэтому его нередко применяют в оборудовании с программным управлением.
Это приспособление имеет минимальные риски к деформации или поломке, поэтому в строительной сфере сверло используется в виде зенковочного для металла или древесины. Приспособление не только имеет возможность просверлить предварительное отверстие для самореза, но и выполнить одновременно зенковку, чтобы утопить полностью шляпку метиза в материале.
В некоторых случаях центровочное сверло помогает высверливать шляпки шурупов и саморезов со сбитыми шлицами. Даже радиолюбители нашли применение этому инструменту – малые диаметры сверла применяют для просверливания отверстий в радиоплатах. Стандартные сверла при выполнении таких работ нередко ломаются, тогда как самоцентрирующееся приспособление с размером до 1,5 мм, ввиду особенности конструкции, безотказно справляется с поставленной ему задачей.
Разновидности центровочных сверл
Основным документом, который регулирует изготовление ЦС, является ГОСТ 14952-75. В этом стандарте перечислены все ключевые требования к центровочным сверлам — разновидность металла, габариты устройства, точность заточки. Обычно ЦС делают из быстрорежущей стали — она обеспечивает высокое качество обработки, не требуется частой заточки, легко режет металлические изделия. Согласно ГОСТ сверла центровочные бывают следующих разновидностей:
- Категория A. У таких запчастей отсутствует центровочный конус-предохранитель. Конусность сверла составляет 60 градусов. На практике запчасти категории A применяются редко в связи с тем, что большинство современных отверстий делается с предохраняющим конусом.
- Категория B. У таких запчастей есть защитный центровочный конус, который выполняет защиту запчасти. Конусность сверла составляет 60 градусов. На практике ЦС категории B используются чаще всего, поскольку применение деталей этой группы заметно улучшается прочность отверстия.
- Категория C. Эта группа по ключевым параметрам повторяет категорию A за единственным исключением — конусность в данном случае составляет не 60, а 75 градусов, что позволяет делать более объемные крупные отверстия. Такие ЦС востребованы в некоторых отраслях промышленности (автомобилестроение, производство инструментов и техники, радиоэлектроника).
- Категория R. У таких ЦС образующие составляют дугу, что обеспечивает ряд особенностей сверления. С помощью сверл категории R можно получить высокоточные отверстия овальной формы. На практике потребность в них возникает редко, однако есть отдельные области, где они нужны достаточно часто (изготовление мебели, машиностроение, обработка плат для радиоэлектроники и другие).
По ГОСТ диаметр запчасти может находиться в пределах от 0,5 до 10 сантиметров, хотя на практике обычно применяются детали средних размеров. Диаметр определяется по размерам основной режущей части (тогда как у других сверл диаметр обычно определяется по хвостовику). Об этом помните при выборе запчасти — иначе Вы получите более крупную запчасть для сверления.
Основные свойства и важные характеристики
Это инструментарий профессионального типа для выполнения токарно-фрезерных работ на станочных агрегатах. Производство изделий регламентировано стандартами. Инструментарий служит для получения перпендикулярно размещенных углублений относительно поверхности заготовки. При обработке металлов этому инструментарию нет равных в точности полученного высококачественного отверстия.
В течение процесса обработки сверло исключает возможность накапливать допускаемые ошибки. Дело в том, что сверлильные изделия других модификаций часто не способны выполнить отверстия, точно соответствующие чертежу. Это касается таких параметров, как расположение и размеры. Центровочный инструментарий по ГОСТу выпускается в таком диапазоне диаметров — 0,5-10 мм. Стандарт определяет и четыре основные модификации изделий для сверления центровочных углублений:
- конусность сторон — 60 градусов. Режущая часть отсутствует. Поэтому нет возможности сформировать предохранительный конус — это тип А;
- рабочая поверхность с предохранительным конусом. Разворот сторон составляет 120 градусов — это тип В;
- предохранительного конуса нет, стороны развернуты под углом 75 градусов — это тип С;
- дугообразная модификация поверхностей — тип R.
Каждая модификация представлена в двух исполнениях в зависимости от диаметра главного режущего наконечника:
- Не достигает 0,8 мм.
- Превышает 0,8 мм.
Работая над углублением изделиями первой модификации, достигают того, что его стенки менее шероховатые. Следовательно, выбор типа сверлильной модели зависит от того, какой степени необходима шероховатость стенок отверстия. Все геометрические характеристики рабочих изделий для сверления различных модификаций определены установленным стандартом и для наглядности систематизированы в таблицах.
Технические требования к ЦС
ЦС делают из быстрорежущей стали, которая обеспечивает хороший уровень резки и слабо тупится при использовании. Запчасти этого типа иногда делают из стали с повышенным содержанием кобальта и ванадия. Эти дополнительные элементы обеспечивают дополнительную прочность. Поэтому с помощью запчастей с добавление кобальта и ванадия можно сверлить даже самые прочные материалы. Скажем, сверхпрочные металлические сплавы, некоторые породы камня или металлокерамику.
При изготовлении запчасти допускаются небольшие отклонения по диаметру. Однако они не должны превышать 0,2 миллиметров (для тонких ЦС — не более 0,05 миллиметра). Поверхность сверл не должна иметь внешних дефектов — сколов, крупных царапин, трещин, термических ожогов. Допускается изменение цвета в области канавок, если это вызвано естественными причинами (из-за частого использования сверла). Периодически (1 или 2 раза в году) необходимо проводить испытание ЦС на прочность, соответствие нормам ГОСТ. Для испытаний берется минимум пять сверл из комплекта.
Испытания проводят в соответствии с нормами ГОСТ с учетом международных требований. Краткие сведения об испытаниях:
- Для проверки проводится ряд лабораторных тестов, которые позволяют оценить прочность и физическое состояние запчасти. Проверку должно уполномоченное лицо, у которого есть соответствующий допуск, образование, опыт работы.
- Одним из основных методов контроля является внешний осмотр с помощью увеличительного стекла. Нужно проверить, что габариты детали имеют отклонения не более 25%, а углы — не более 35%.
- Во время испытания выполняется проверка на шероховатость по требованиям, которые перечислены в государственном стандарте ГОСТ 9378-93. Во время тестов можно ориентироваться и на другие нормы.
- Выполните проверку на термическую устойчивость. Во время тестов для охлаждения следует применять пятипроцентный раствора эмульсола или аналогичные жидкости.
Не забудьте провести проверку на твердость, точность, длину и другие параметры. В случае неудовлетворительных показателей от применения ЦС рекомендуется отказаться. Наличие несоответствий нормам ГОСТ может указывать на то, что инструмент испортился и пришел в негодность (понизилась прочность, появились значимые дефекты, нарушился температурный режим). От применения таких запчастей откажитесь, поскольку из-за них снижается точность обработки + есть риск травм на рабочем месте.
Основные требования
Свёрла, предназначенные для прорезания центрирующих отверстий, производят из быстрорежущей стали. Исходя из требований нормативного документа этот материал должен обеспечивать параметры твёрдости рабочей части устройства с таким диаметром:
- Больше 3,15 миллиметров — 63−66 HRC.
- Меньше 3,15 миллиметров — 63−65 HRC.
К отдельной категории относят инструменты, материалы производства которых в составе содержат 3% ванадия и 5% кобальта. Они должны иметь твёрдость, которая будет превышать вышеприведённые параметры минимум на одну единицу.
В этих инструментах могут быть отклонения. Их предельные величины указаны в ГОСТе 14952−75. Они таковы:
- Для инструмента, диаметр которого до 0,8 миллиметров — +0,05.
- Диаметр колеблется в пределах 0,8−2,5 миллиметров — +0,1.
- Диаметр варьируется в пределах 2,5−5 миллиметров — +0,12.
- Диаметр более 5 миллиметров — +0,15.
Состояние поверхности сверла тоже оговаривается в приведённом нормативном документе. Поверхность не должна иметь забоин, трещин и цветов побежалости. Допускаются только цвета побежалости в местах выхода точильного круга — в области канавок.
В таких пределах должна находиться разность ширины перьев для инструмента диаметра:
- Более 3,15 миллиметров — не больше 0,1 миллиметра.
- Менее 3,15 миллиметров — не больше 0,07 миллиметра.
Фабричное и домашнее использование ЦС
Центровочные сверла востребованы во многих отраслях человеческой деятельности. Их применяют на заводах, задействованных в таких сферах, как машиностроение, производство высокоточной техники и инструментов, изготовление мебели. Их ставят в частных мастерских, на территории цехов малых предприятий, на станциях технического обслуживания. Применение ЦС позволяет получить точное перпендикулярное отверстие без скосов, с помощью которого будут скрепляться части сложных конструкций.
Помимо этого сверла часто применяют обычные люди в быту, когда хотят выполнить какую-либо несложную работу. Скажем, с помощью такого инструмента легко сделать отверстие в поврежденной мебели, которые в дальнейшем можно будет использовать для починки изделия. Другой пример: ЦС можно применять для сверления печатных плат — сверло войдет эту поверхность ровно под углом 90 градусов, что обеспечит высокое качество и точность обработки. В быту обычно применяются компактные маленькие сверла, а дрель должна быть совместима с ними (уточните эту тонкость у продавца в магазине).
Контроль качества
Сверла, при помощи которых получают центрирующие отверстия, как и центровочные фрезы, относятся к инструментам профессионального назначения, поэтому к контролю их технических характеристик подходят очень ответственно.
Одним из важнейших этапов контроля качества центровочных инструментов является их проверка на работоспособность, которая выполняется на специальных образцах, изготовленных из стали 45, имеющей твердость от 187 до 207 единиц по шкале HB. При проведении испытаний работоспособность проверяемого центровочного сверла сравнивают с тем, как в аналогичных условиях ведет себя другой инструмент, параметры жесткости и точности у которого точно определены.
Значения средней наработки центровочных сверл, изготовленных из стали Р6М5
Центровочное сверло после его проверки в обработке металла не должно иметь на своей режущей части участков выкрашивания. Специалисты, проводящие испытания, оценивают, можно ли его применять для выполнения дальнейшей обработки. Средствами, используемыми для такого контроля, являются увеличительная лупа и измерительный инструмент, который необходим для того, чтобы сравнить геометрические параметры проверяемого сверла с их величиной, указанной в чертеже. При проверке геометрических параметров центровочного инструмента стандарт (ГОСТ 8.051-81) допускает наличие следующих погрешностей.
- На взаимное расположение поверхностей инструмента и линейные геометрические параметры разрешается отклонение в 25% от величины допуска, оговоренного в чертеже.
- На угловые параметры сверл допускается отклонение в 35% от величины указанного допуска.
Схема выполнения проверки геометрических параметров инструмента также представлена в названном ГОСТе. Правила проведения испытаний центровочного сверла на твердость, а также рекомендации по использованию измерительных инструментов оговорены в ГОСТе 9013-59.
Как и в процессе выполнения обработки, при испытаниях центровочного инструмента должна использоваться смазывающе-охлаждающая жидкость, которая представляет собой 5-процентный водный раствор эмульсола.
Плановые испытания, выполняемые на пяти и более инструментах, осуществляются со следующей периодичностью:
- проверка на безотказную наработку – два раза в год;
- проверка на среднюю наработку до отказа – один раз в три года.
Дополнительные требования по ГОСТ к ЦС
Не забывайте о правилах ГОСТ:
- Хранить инструменты рекомендуется в ящиках или изолированных коробках. Требований по температуре, освещенности, влажности нет, поскольку инструментальная сталь является прочным и химически инертным материалом. Единственный момент — минимизируйте контакт запчасти с водой, поскольку это приведет к коррозии (вода может начать реагировать с железом, что и приведет к ржавчине).
- Транспортировать детали можно любым транспортом по выбору собственника запчастей — водным, воздушным, автомобильным, железнодорожным. Для перевозки следует упаковать запчасти в коробки или изолированные упаковки, которые защитят запчасти от контакта с водой. Требований относительно купли/продажи деталей нет за исключением маркировки — она должна наноситься на каждую упаковку товара, сведения должны быть достоверными. Продажу товаров делайте в соответствии с актуальным российским законодательством.