Специфика технологии
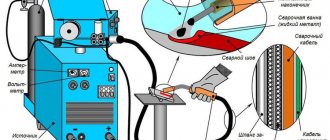
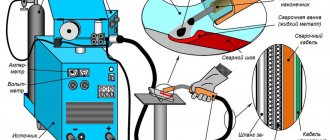
Сварка в атмосфере углекислого газа — разновидность электродуговой. Постоянный разряд электродуги выделяет большое количество тепловой энергии, которая разогревает и расплавляет металл заготовки. Ток идет через заготовку, воздушный промежуток и неплавкий вольфрамовый электрод.
Сварочный материал в виде проволоки подается в рабочую зону отдельно, она не служит проводником. Подача осуществляется с постоянной скоростью подающим механизмом, встроенным в полуавтоматический сварочный аппарат.
Для того, чтобы защитить сварочную ванну от воздействия кислорода и водорода воздуха, а также водяных паров, в рабочую зону подается защитная атмосфера, состоящая из углекислого газа. Его облако вытесняет воздух и предотвращает нежелательные химические реакции
Преимущества и недостатки углекислотной сварки
Несмотря на свою новизну, углекислотная технология отлично зарекомендовала себя, используется чаще, чем остальные виды обработки. Струя углекислого газа, направленная на зону дуги, становится своеобразной защитной средой, предохраняет металлическую поверхность от азотирования, окисления, соприкосновения с воздухом. Если говорить о преимуществах перед газовой сваркой, то:
- поступление сварочной проволоки автоматизировано;
- область температурного воздействия меньше в 4 раза;
- практически нет выделения вредных газов.
Углекислотная технология незаменима при обработке тонкой стали (до 1 мм), так как не деформирует металл, формирует прочный шов, что выгодно отличает его от остальных видов сварки. Скорость обработки тонких стальных листов выше в 5 раз.
При проведении работ металл практически не нагревается, что препятствует износу деталей, а само соединение получается качественным, красивым.
Преимущества по сравнению с дуговой (ручной) сваркой:
- предотвращает вредное воздействие кислорода на металлическую поверхность;
- производительность выше в 4 раза;
- обрабатываемая поверхность может иметь любое пространственное положение;
- техника легко осваивается даже новичками.
Углекислотная сварка способна заменить ацетиленовую. Качество обоих видов обработки одинаковое, но себестоимость углекислотной будет намного ниже за счет дешевизны газа и используемых материалов.
При использовании углекислоты дуга легко зажигается, горит устойчиво, нет необходимости часто менять электроды, очищать их от шлаковых корок. Это позволяет сварщику не бегать во время сварки на большие расстояния, что многократно повышает продуктивность.
К недостаткам можно отнести следующие факторы:
- не все металлы можно обрабатывать с помощью углекислотной технологии;
- качество шва слабее, чем при использовании аргоновых смесей;
- в продаже не всегда имеются углекислотные смеси нужного качества;
- оборудование после использования углекислоты трудно очистить.
При нарушении технологии, выставлении неверных параметров, комплектующие быстро изнашиваются, что требует серьезного ремонта, частой замены узлов.
Что такое углекислый газ?
Молекула углекислого газа СО2 состоит из атома углерода и двух атомов кислорода. При нормальных условиях оксид углерода представляет собой газообразное вещество тяжелее воздуха, без цвета и запаха.
Оксид углерода обладает низкой химической активностью, что делает его отличным кандидатом на роль создателя защитной атмосферы вокруг сварочной зоны. Это же свойство используется при работе углекислотных огнетушителей, прекращающих доступ кислорода воздуха к очагу возгорания.
При атмосферном давлении в жидком состоянии находиться не может. При охлаждении до -78оС затвердевает, образуя рыхлую массу, напоминающую снег. Это так называемый «сухой лед», используемых для охлаждения продуктов в пищевой промышленности и торговле.
Вещество выделяется в ходе окисления органических веществ — при сгорании, гниении, дыхании живых организмов.
Технические условия на промышленный СО2 регламентируются ГОСТ 8050-85.
Перевозится вещество в газообразном состоянии, в емкостях под давлением.
Сфера применения
Углекислота в производстве обходится существенно дешевле аргона, гелия и других, но уступает им по своим защитным свойствам. Сварка в атмосфере СО2 используется для рядовых соединений из обычных конструкционных сталей.
Для более ответственных конструкций, специальных сталей, высоконагруженных узлов используют более дорогое, капризные в хранения и применении инертные газы.
При массовом производстве типовых металлоконструкций применение углекислого газа для защиты сварочной зоны дает заметную разницу в себестоимости.
Дешевле обходится и организация хранения СО2.
Технология углекислотной сварки
Углекислота является активным (окислительным) газом. По этой причине сварочный аппарат следует перевести в режим MAG. Для сварки в углекислом газе используется постоянный ток с обратной полярностью.
Если использовать для сварки углекислотой прямую полярность, то шовное соединение будет дефектным.
Использование углекислоты допускает применение постоянного тока с прямой полярность, но при условии, что будет осуществляться не сварка, а наплавление металла.
В некоторых случаях допускается использование при сварке углекислотой переменного тока. Но для реализации этой возможности в сварочном аппарате должен быть предусмотрен стабилизирующий осциллятор.
Что потребуется для углекислотной сварки.
Запорно-регулирующая аппаратура для баллонов
При работе с оксидом азота используют специальную запорно-распределительную арматуру. Редуктор понижает входное давление со 100 атм. до рабочего значения в 3 атм.
Он снабжен двумя манометрами: на выходе и на входе, по которым сварщик следит за значением давления.
Редуктор снабжен двумя фильтрами, задерживающими примеси.
Установка необходимого рабочего давления осуществляется вращением рукоятки регулятора.
С помощью накидных гаек устройство присоединяется к баллону и к шлангу, снабжающему потребителя.
Предохранительный клапан при возникновении нештатной ситуации сбрасывает избыток давления в атмосферу.
Все устройств, связанные с углекислым газом — баллоны, редукторы, шланги — маркируются черным цветом.
Конструкция аппарата для сварки углекислотой
Для сварки вручную используется полуавтоматический сварочный аппарат для работы в среде защитных газов. В состав углекислотной сварочной установки входят:
- Сварочный полуавтомат
- Сварочная горелка
- Баллон со сжиженной углекислотой
- Соединительные шланги
- Транспортировочная тележка
Если сварочный пост стационарный, то комплект может не оснащаться тележкой.
- Сварочный полуавтомат отличается от простых сварочных аппаратов наличием механизма подачи проволоки. Полуавтомат – это тот же компактный и легкий инвертор, только с наличием внутри катушки с проволокой.
Сварочная проволока выступает в роли непрерывного электрода. Проволока для сварки продается в виде смотанной катушки. Когда проволока закончится, то пустую катушку нужно просто заменить на новую смотку. При этом свободный конец проволоки следует завести в механизм протяжки.
- Сварочная горелка обеспечивает подвод проволоки и защитного газа. Как понятно, горелка имеет 2 точки подключения. Одна соединяется с баллоном углекислоты, а вторая с полуавтоматом.
В первом шланге циркулирует углекислый газ, а второй рукав служит для передачи сварочной проволоки.
При нажатии на кнопку происходит синхронная подача проволоки и углекислого газа. При контакте проволоки с металлической поверхностью возникает дуга.
- Углекислотный баллон служит для хранения запаса защитного газа.
Если сварочный пост является стационарным, то обычно используется полноразмерный баллон на 40-50 (л). Для мобильных же установок, для сварки по месту, применяют компактные баллоны СО2. Объем таких баллонов обычно составляет 20 (л).
Компактный баллон удобно транспортировать. Для этого в тележке предусматривается специальное место.
- Соединительные шланги используются для подачи на горелку углекислоты и проволок.
Рукав для подвода сварочной проволоки составляет с горелкой единую конструкцию. Длина рукава для протяжки проволоки обычно не превышает 1,5-2 метров.
Для подключения горелки к баллону с диоксидом углерода используется отдельный шланг.
Стоит обратить внимание, что при переходе углекислого газа из жидкого состояния в газообразное происходит сильное охлаждение. Температура охлаждения может достигать –72 С. Если использовать простой шланг, то он просто-напросто задубеет.
Через несколько циклов заморозки и оттаивания бюджетный простенький шланг покроется трещинами, которые постепенно перерастут в сквозные прорывы. При работе с углекислотой следует использовать специальный шланг, не подверженный заморозке.
В основе шлангов для подключения баллонов с углекислотой находится термостойкий силикон. Таким шлангам не страшны ни нагрев, ни заморозка.
• Тележка для транспортировки дает возможность без особых усилий перевозить все необходимое для углекислотной сварки за один подход.
На такой тележке предусматривается место для сварочного аппарата и баллона. Дополнительно тележка позволяет надежно фиксировать горелку, перчатки и сварочную маску.
Особенности заправки
Углекислотный баллон для полуавтомата заряжают двумя методами:
- перепусканием из емкости хранилища через редуктор и расходомер в заправляемый баллон;
- закачкой в заправляемый баллон с помощью компрессора.
Независимо от способа наполнения важно точно установить вес пустого баллона. Взвесив баллон после заполнения, можно точно установить количество закачанного СО2.
Заправка баллонов оксидом углерода, в отличие от ацетилена или кислорода, не требует чрезвычайных мер предосторожности. Однако расслабляться при этом нельзя: в случае массовой утечки углекислый газ образует атмосферу, непригодную для дыхания. Поэтому необходимо тщательно проверять состояние баллонов, арматуры и шлангов на отсутствие механических повреждений.
При заправке способом «баллон в баллон» тот баллон, из которого заправляют, рекомендуют перевернуть дном вверх и следить за его температурой.
Расход
Расход углекислоты для выполнения сварки полуавтоматом определяется сочетанием ряда факторов.
- погодные условия (температура, ветер, влажность);
- качество сварочных материалов;
- квалификация и опыт сварщика.
Она может изменяться от 3 до 60 литров в минуту.
При расчете планового расхода учитывают такие характеристики, как диаметр сварочной проволоки и толщину заготовок. К расчетному значению, равному произведению удельного расхода на длину шва, добавляют запас в 10% на подготовительные операции.
Из стандартного баллона, содержащим 25 кг СО2, после понижения давления до рабочего образуется приблизительно 500-510 литров газа. При максимальном расходе этого количества хватит на 8 часов работы сварочного углекислотного полуавтомата. В среднем баллона хватает на 15-20 часов.
Плюсы и минусы
Работа в атмосфере СО2 имеет следующие преимущества перед другими видами сварки:
- надежная защита сварной зоны от химически активных веществ;
- дешевизна;
- возможность варить «на весу», без использования подкладочных пластин;
- устойчивая дуга на тонкостенных заготовках;
- рациональное использование тепловой энергии электродуги.
Кроме достоинств, методу присущ и ряд недостатков:
- низкая пригодность для работы с высоколегированными сплавами и цветными металлами;
- сложность проведения многослойной сварки;
- опасность удушья при работе в непроветриваемых объемах.
Длительно время подготовки и запуска процесса делает его малопригодным для небольших объемов сварочных работ, которые нужно выполнить быстро.
Техника безопасности.
Углекислый газ имеет два потенциально опасных фактора воздействия:
- взрыв баллона при нагреве;
- удушье при работе в замкнутом непроветриваемом объеме при превышении уровня концентрации в 5%.
Исходя из этих рисков и формируются требования техники безопасности к проведению работ с СО2.
Во время транспортировки:
- все баллоны должны перевозиться в специальном поддоне, в вертикальном положении;
- на каждом баллоне должны быть резиновые предохранительные кольца.
Во время хранения и заправки:
- все помещения должны быть оборудованы газоанализирующей аппаратурой;
- при заправке баллона необходимо контролировать его температуру;
- не допускается перезаправка баллона свыше нормативного значения;
- не прикасаться к трубопроводам, шлангам и арматуре без защитных перчаток.
Во время работы:
- при работе в замкнутом объеме организовать постоянный контроль содержания СО2 в воздухе;
- обеспечить вентиляцию или снабдить сварщика изолирующей маской с подачей воздуха;
- работать вдвоем, причем один человек должен находиться снаружи объема и следить за состоянием сварщика.
При соблюдении требований безопасности углекислый газ не представляет угрозы для здоровья.
Опасность угарного газа СО.
Угарный газ – сильно ядовитое вещество. При вдыхании ведет к общему угнетению функций организма и тяжелому отравлению. Возможен и летальный исход. Работать в атмосфере угарного газа допускается только в изолирующей дыхательной аппаратуре.
Полярность
Полярность при сварке полуавтоматом в среде углекислого газа обратная, то есть «плюс» подсоединяется к заготовке, а «минус» — к электроду. При работе прямой полярностью в среде СО2 будет трудно обеспечить стабильность электродуги. Нестабильная дуга при такой схеме подключения приводит к возникновению дефектов сварного шва.
Технологические особенности процесса сварки в углекислом газе
⇐ ПредыдущаяСтр 20 из 33Следующая ⇒
Сварку в углекислом газе (СО2) обычно выполняют на постоянном токе обратной полярности плавящимся электродом. Основными параметрами режима сварки в СО2 и его смесях являются:
полярность и сила тока, напряжение дуги;
диаметр, скорость подачи, вылет и наклон электрода;
скорость сварки;
расход и состав защитного газа.
Сварочный ток и диаметр электродной проволоки выбирают в зависимости от толщины свариваемого металла и расположения шва в пространстве. Стабильный процесс сварки с хорошими технологическими характеристиками можно получить только в определенном диапазоне силы сварочного тока, который зависит от диаметра и состава электродной проволоки и рода защитного газа.
Величина сварочного тока определяет глубину проплавления и производительность процесса сварки. Величину сварочного тока регулируют изменением скорости подачи сварочной проволоки.
Одним из важных параметров режима сварки в СО2 является напряжение дуги. С повышением напряжения увеличивается ширина шва и улучшается его формирование. Однако увеличивается и угар полезных элементов кремния и марганца, повышается чувствительность дуги к «магнитному дутью», увеличивается разбрызгивание металла сварочной ванны. При пониженном напряжении дуги ухудшается формирование сварочного шва. Оптимальные значения напряжения дуги зависят от величины сварочного тока, диаметра и состава электродной проволоки, а также от рода защитного газа.
Другие параметры режима сварки в СО2 находятся в сложной зависимости от различных факторов, влияющих на сварочный процесс.
Режим сварки в СО2 подбирают на основании обобщенных опытных данных, приведенных в табл. 41.
Таблица 41
Режимы сварки в средеСО некоторых видов соединений
Перед началом сварки необходимо отрегулировать расход газа и выждать 20—30 с до полного удаления воздуха из шлангов. Перед зажиганием дуги необходимо следить, чтобы вылет электрода из мундштука не превышал 20—25 мм. Движение горелки должно осуществляться без задержки дуги на сварочной ванне, так как эта задержка вызывает усиленное разбрызгивание металла. Сварка в нижнем положении производится с наклоном горелки под углом 5—15° вперед или назад. Предпочтительнее вести сварку углом назад, так как при этом обеспечивается более надежная защита сварочной ванны. При механизированной сварке металла малой толщины 1—2 мм поперечных колебательных движений не производят. Сварку ведут на максимальной длине дуги, с максимальной скоростью. При достаточной газовой защите избегают прожогов и обеспечивают нормальное формирование шва. Горелку ведут углом назад, при этом угол наклона составляет 30—45°.
Стыковые соединения при толщине металла 1,5—3 мм сваривают на весу. Более тонкий металл сваривают в вертикальном положении на спуск (сверху вниз), провар достигается за один проход. Сварку соединений внахлестку при толщине металла 0,8—2,0 мм чаще производят на весу и реже – на медной подкладке. При качественной сборке нахлесточных соединений представляется возможным значительно увеличить скорость сварки. Колебательные движения горелкой при сварке больших толщин те же, что и при ручной сварке. При сварке с перекрытием для уменьшения пор применяются продольные колебания горелки вдоль оси шва, что обеспечивает более полное удаление водорода из сварочной ванны.
Сварка в среде СО2 является высокопроизводительным процессом. В массовом и крупносерийном производстве работают слесари– сборщики, которые освобождают сварщика от сборочных операций. Сварочный пост в этом случае оборудуется кроме сварочной аппаратуры специальными приспособлениями для обеспечения высокой производительности сварочных работ при гарантированном качестве сварных узлов. На рис. 83 показан сварочный пост на одного сварщика и одного слесаря-сборщика.
Требования к качеству сборки и подготовки деталей под сварку в СО2 сварочной проволокой (0,8—2,5 мм) должны соответствовать существующим нормативным документам.
Рис. 83. Сварочный пост для оборонно-сварочных работ (сварщик, слесарь-сборщик):
1
– складочное место для заготовок;
2, 7
– сборочно-сварочные приспособления;
3
– ширма с встроенной вентиляцией;
4
– полуавтомат с консолью;
5
– кран консольно-поворотный;
6
– стул поворотный;
8
– стол двухпозиционный поворотный
Контрольные вопросы:
1. Назовите основные параметры режима сварки в углекислом газе.
2. В зависимости от чего выбирают величину сварочного тока?
3. От чего зависит глубина проплавления?
4. Что происходит с формированием сварного шва при увеличении и снижении напряжения дуги?
Сварка цветных металлов
Техническая медь маркируется в зависимости от содержания в ней примесей. Сплавы на основе меди в зависимости от состава легирующих элементов относят к латуням, бронзам и медно-никелевым сплавам.
При сварке технической меди и ее сплавов необходимо учитывать их специфические физико-химические свойства: высокую теплопроводность, высокий коэффициент термического расширения, высокую чувствительность к водороду, низкую стойкость швов и околошовной зоны к возникновению горячих трещин, повышенную текучесть и др.
Перед сваркой меди или ее сплавов разделку кромок и основной металл около них на ширине не менее 20 мм очищают от масла, грязи и оксидной пленки, обезжиривают растворителем или бензином. Сварочную проволоку и присадочный металл очищают травлением в водном растворе азотной, серной и соляной кислот с последующей промывкой в воде и щелочи и просушкой горячим воздухом. Для предупреждения пористости кромки детали покрывают специальными флюс—пастами (AHM15A).
Медь хорошо сваривается в аргоне, гелии и азоте, а также в их смеси. Чаще применяют смесь в составе (70—80 %)Ar + (30—20 %)N2. Азот способствует увеличению проплавления меди. Из-за высокой теплопроводности меди трудно получить надежный провар. Поэтому перед сваркой кромки деталей подогревают до температуры 200—500 °С.
При сварке в аргоне подогрев необходим для деталей толщиной более 4 мм, а при сварке в азоте – более 8 мм.
Величину сварочного тока выбирают исходя из диаметра вольфрамового электрода, состава защитного газа (или смеси) и рода тока. Сварку можно производить как на переменном, так и на постоянном токе обратной полярности.
При сварке латуней, бронз и медно-никелевых сплавов предпочтительнее использовать вольфрамовые электроды. В этом случае испарение цинка и олова из сплавов будет значительно меньше, чем при сварке плавящимися электродами.
Некоторые режимы сварки стыковых соединений меди в нижнем положении приведены в табл. 42.
Таблица 42
⇐ Предыдущая20Следующая ⇒
Рекомендуемые страницы:
Воспользуйтесь поиском по сайту: