Специфика технологии
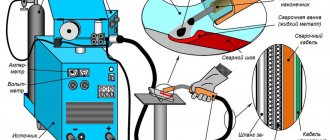
Сварка в атмосфере углекислого газа — разновидность электродуговой. Постоянный разряд электродуги выделяет большое количество тепловой энергии, которая разогревает и расплавляет металл заготовки. Ток идет через заготовку, воздушный промежуток и неплавкий вольфрамовый электрод.
Сварочный материал в виде проволоки подается в рабочую зону отдельно, она не служит проводником. Подача осуществляется с постоянной скоростью подающим механизмом, встроенным в полуавтоматический сварочный аппарат.
Для того, чтобы защитить сварочную ванну от воздействия кислорода и водорода воздуха, а также водяных паров, в рабочую зону подается защитная атмосфера, состоящая из углекислого газа. Его облако вытесняет воздух и предотвращает нежелательные химические реакции
Применяемые защитные газы
Для TIG-метода используются защитные газы:
- Инертные. Самый применяемый — аргон (Ar) или гелий (He). Не оказывают химического влияния на обрабатываемые металлы.
- Активные. Углекислый газ (CO2), азот (N2) или смеси газов: аргон-кислород, аргон-водород, аргон-азот, аргон-углекислота. Оказывают активное влияние на химический состав сварочной ванны.
Использование среды защитных газов позволило:
- Визуально контролировать процесс образования шва — отсутствует препятствие в виде флюсового шлама.
- Повысить производительность.
- Уменьшить зону нагрева, снизить вероятность структурных преобразований кристаллической решетки металла.
- Механизировать и автоматизировать процесс сварки.
Один из самых доступных и дешевых — углекислый газ.
Что такое углекислый газ?
Молекула углекислого газа СО2 состоит из атома углерода и двух атомов кислорода. При нормальных условиях оксид углерода представляет собой газообразное вещество тяжелее воздуха, без цвета и запаха.
Оксид углерода обладает низкой химической активностью, что делает его отличным кандидатом на роль создателя защитной атмосферы вокруг сварочной зоны. Это же свойство используется при работе углекислотных огнетушителей, прекращающих доступ кислорода воздуха к очагу возгорания.
При атмосферном давлении в жидком состоянии находиться не может. При охлаждении до -78оС затвердевает, образуя рыхлую массу, напоминающую снег. Это так называемый «сухой лед», используемых для охлаждения продуктов в пищевой промышленности и торговле.
Вещество выделяется в ходе окисления органических веществ — при сгорании, гниении, дыхании живых организмов.
Технические условия на промышленный СО2 регламентируются ГОСТ 8050-85.
Перевозится вещество в газообразном состоянии, в емкостях под давлением.
Сфера применения
Углекислота в производстве обходится существенно дешевле аргона, гелия и других, но уступает им по своим защитным свойствам. Сварка в атмосфере СО2 используется для рядовых соединений из обычных конструкционных сталей.
Для более ответственных конструкций, специальных сталей, высоконагруженных узлов используют более дорогое, капризные в хранения и применении инертные газы.
При массовом производстве типовых металлоконструкций применение углекислого газа для защиты сварочной зоны дает заметную разницу в себестоимости.
Дешевле обходится и организация хранения СО2.
Запорно-регулирующая аппаратура для баллонов
При работе с оксидом азота используют специальную запорно-распределительную арматуру. Редуктор понижает входное давление со 100 атм. до рабочего значения в 3 атм.
Он снабжен двумя манометрами: на выходе и на входе, по которым сварщик следит за значением давления.
Редуктор снабжен двумя фильтрами, задерживающими примеси.
Установка необходимого рабочего давления осуществляется вращением рукоятки регулятора.
С помощью накидных гаек устройство присоединяется к баллону и к шлангу, снабжающему потребителя.
Предохранительный клапан при возникновении нештатной ситуации сбрасывает избыток давления в атмосферу.
Все устройств, связанные с углекислым газом — баллоны, редукторы, шланги — маркируются черным цветом.
Особенности заправки
Углекислотный баллон для полуавтомата заряжают двумя методами:
- перепусканием из емкости хранилища через редуктор и расходомер в заправляемый баллон;
- закачкой в заправляемый баллон с помощью компрессора.
Независимо от способа наполнения важно точно установить вес пустого баллона. Взвесив баллон после заполнения, можно точно установить количество закачанного СО2.
Заправка баллонов оксидом углерода, в отличие от ацетилена или кислорода, не требует чрезвычайных мер предосторожности. Однако расслабляться при этом нельзя: в случае массовой утечки углекислый газ образует атмосферу, непригодную для дыхания. Поэтому необходимо тщательно проверять состояние баллонов, арматуры и шлангов на отсутствие механических повреждений.
При заправке способом «баллон в баллон» тот баллон, из которого заправляют, рекомендуют перевернуть дном вверх и следить за его температурой.
Окраска
С целью безопасности внедрена строго определенная окраска емкостей и надписи на нем. Наиболее применяемые в варке газы имеют следующую цветовую маркировку:
- баллон с аргоном высокой степени очистки имеет серую окраску, на него нанесена надпись зеленого цвета. Черный баллон с техническим аргоном имеет синюю надпись. Существует еще так называемый сырой аргон со своей маркировкой. В сварке такой газ не применяют;
- углекислотные баллоны покрашены в черный цвет, надпись на них выполнена желтым цветом;
- кислородные баллоны для сварки всегда имеют голубой цвет, а надписи на них черные. Так окрашен и медицинский, и технический сорт газа. В медицине кислород применят очень часто. Его транспортируют на тележках, затем при необходимости устанавливают баллон в специальный футляр;
- емкости с ацетиленом, весьма востребованным в сварке, имеют черную окраску. Ацетилен очень легко взрывается. Поэтому его закачивают не в пустые объемы, а содержащие специальные наполнители с большим количеством пор. Такой способ заполнения значительно уменьшает вероятность взрывов.
Расход
Расход углекислоты для выполнения сварки полуавтоматом определяется сочетанием ряда факторов.
- погодные условия (температура, ветер, влажность);
- качество сварочных материалов;
- квалификация и опыт сварщика.
Она может изменяться от 3 до 60 литров в минуту.
При расчете планового расхода учитывают такие характеристики, как диаметр сварочной проволоки и толщину заготовок. К расчетному значению, равному произведению удельного расхода на длину шва, добавляют запас в 10% на подготовительные операции.
Из стандартного баллона, содержащим 25 кг СО2, после понижения давления до рабочего образуется приблизительно 500-510 литров газа. При максимальном расходе этого количества хватит на 8 часов работы сварочного углекислотного полуавтомата. В среднем баллона хватает на 15-20 часов.
Сварочный процесс
Полуавтомат подключается к сети, когда все настройки горелки, баллона с газом и проволоки будут подготовлены. На точку схождения проволоки и поверхности заготовки направляется заряд нужной полярности, на фоне чего образуется электрическая дуга. Как варить углекислотной сваркой? От оператора требуется выполнение двух функций. Во-первых, поддерживать оптимальное расстояние проволоки от зоны сварки, чтобы дуга была стабильной и не прерывалась. Во-вторых, нужно стараться минимизировать разбрызгивание расплава, поскольку этот эффект напрямую сказывается на защищенности сварочной ванны. Оба условия выполняются посредством сбалансированной подачи газа, регуляции давления и правильного направления проволоки. В целом необходимо защищать шов от кислорода за счет углекислотной среды и в то же время не давать дуге гаснуть из-за недостатка мощности.
Плюсы и минусы
Работа в атмосфере СО2 имеет следующие преимущества перед другими видами сварки:
- надежная защита сварной зоны от химически активных веществ;
- дешевизна;
- возможность варить «на весу», без использования подкладочных пластин;
- устойчивая дуга на тонкостенных заготовках;
- рациональное использование тепловой энергии электродуги.
Кроме достоинств, методу присущ и ряд недостатков:
- низкая пригодность для работы с высоколегированными сплавами и цветными металлами;
- сложность проведения многослойной сварки;
- опасность удушья при работе в непроветриваемых объемах.
Длительно время подготовки и запуска процесса делает его малопригодным для небольших объемов сварочных работ, которые нужно выполнить быстро.
Сварка при помощи покрытых электродов
Это самая распространённая технология сварки нержавейки в домашних условиях. Метод позволяет получить неплохое качество провара при наличии минимального практического опыта. Плюс этого способа в его простоте. Минус — он не позволяет получать сварные швы высокого качества.
Для применения этого метода дома необходим специальный аппарат, который называется сварочный инвертор. Также нужны специальные электроды.
Металлическими электродами покрытого типа являются следующие марки: ОЗЛ-8, ЦЛ-11, НИАТ-1. Эти электроды позволяют получить шов, обладающий высокой жаростойкостью, устойчивостью к коррозии и высокой прочностью.
Сварочные работы производятся при постоянном токе обратной полярности. Необходимо добиваться меньшего проплавления шва. Это можно сделать, применяя электроды небольшого диаметра. Сила тока примерно на 15−30% меньше, чем для обычной стали.
Данные электроды характеризуются высоким электрическим сопротивлением и низкой теплопроводностью. В совокупности это может привести к перегреву и быстрому расплавлению электрода в процессе работы.
Читать также: Хускварна 254 регулировка карбюратора
В самом начале производят прогрев свариваемых деталей в месте будущего шва до температуры 100 градусов. Это делается в целях удаления остатков влаги из сварочной зоны. Ни в коем случае нельзя перегревать заготовку выше 150 градусов. Сама работа производится на большой скорости, без поперечных колебательных движений, короткой дугой, на токах малой силы. В качестве теплоотвода, в целях предотвращения перегрева, под заготовки подкладывают медные пластины.
После завершения процесса шов зачищается от шлаков с помощью металлической щётки. Затем обрабатывается специальной протравочной пастой в течение 30 мин. Это делается для восстановления антикоррозийных свойств металла в месте провара. В дальнейшем остатки пасты смываются водой.
Нужно иметь в виду, что с толстостенной нержавейкой работать намного легче, чем с тонкой.
Техника безопасности.
Углекислый газ имеет два потенциально опасных фактора воздействия:
- взрыв баллона при нагреве;
- удушье при работе в замкнутом непроветриваемом объеме при превышении уровня концентрации в 5%.
Исходя из этих рисков и формируются требования техники безопасности к проведению работ с СО2.
Во время транспортировки:
- все баллоны должны перевозиться в специальном поддоне, в вертикальном положении;
- на каждом баллоне должны быть резиновые предохранительные кольца.
Во время хранения и заправки:
- все помещения должны быть оборудованы газоанализирующей аппаратурой;
- при заправке баллона необходимо контролировать его температуру;
- не допускается перезаправка баллона свыше нормативного значения;
- не прикасаться к трубопроводам, шлангам и арматуре без защитных перчаток.
Во время работы:
- при работе в замкнутом объеме организовать постоянный контроль содержания СО2 в воздухе;
- обеспечить вентиляцию или снабдить сварщика изолирующей маской с подачей воздуха;
- работать вдвоем, причем один человек должен находиться снаружи объема и следить за состоянием сварщика.
При соблюдении требований безопасности углекислый газ не представляет угрозы для здоровья.
Опасность угарного газа СО.
Угарный газ – сильно ядовитое вещество. При вдыхании ведет к общему угнетению функций организма и тяжелому отравлению. Возможен и летальный исход. Работать в атмосфере угарного газа допускается только в изолирующей дыхательной аппаратуре.
Полярность
Полярность при сварке полуавтоматом в среде углекислого газа обратная, то есть «плюс» подсоединяется к заготовке, а «минус» — к электроду. При работе прямой полярностью в среде СО2 будет трудно обеспечить стабильность электродуги. Нестабильная дуга при такой схеме подключения приводит к возникновению дефектов сварного шва.
Преимущества и недостатки сварки в углекислотной среде
У сварки этим методом, как и всяким другим, есть свои преимущества и недостатки, которые облегчают выбор в пользу наилучшего варианта по цене и качеству работы. Чтобы понять, как правильно варить полуавтоматом с углекислотой, необходимо оценить перспективы использования именно этого метода, заключающиеся в следующем:
- стоимость углекислоты ниже стоимости аргона или смеси инертных газов;
- качество сварки сравнимо с использованием инертных газов;
- производительность и узкая зона температурного воздействия позволяет сваривать тонкий листовой металл и всевозможные сплавы;
- примеси приводят к образованию шлака, который легко удаляется после застывания шва.
- отсутствие чувствительности ко многим загрязнениям заготовок;
- высокая чистота углекислого газа до 99%, что обеспечивает высокое качество сварочного шва;
- подача проволоки необходимого для сварки состава в зону плавления с регулируемой скоростью;
- после очистки от шлака имеется возможность повторного прохождения шва с целью увеличения его прочностных характеристик.
Как и у каждого метода, у углекислотной сварки имеются и некоторые недостатки, прежде всего связанные с химическим составом среды, в которой происходит соединение металлов, они заключаются в следующем:
- углекислотная сварка уступает по качеству работе в среде инертных газов;
- шов получается более пористым и требует дополнительной очистки;
- подача газа требует экспериментальной настройки;
- выбор проволоки корректируется к условиям сварки в углекислоте.
Химический состав проволоки зависит от реакций, происходящих в зоне горения дуги короткого замыкания, и требует особо тщательного согласования состава свариваемых заготовок с составом присадочного материала. Но недостатки носят временный характер и обусловлены привыканием к неоднозначному процессу. В целом подбор проволоки типа СВ-08 ГС или же СВ-08ХГСМФ полностью решает проблему свариваемости заготовок. В дальнейшем процесс зависит от скорости сварки, величины тока и согласования состава деталей и проволоки, подаваемой в зону плавления металла. А это приходит только с опытом и обучением, как и подбор вылета проволоки в сварочную ванночку.
Крайне важен квалифицированный подбор состава проволоки при сварке в углекислоте, поскольку физико-химический процесс термического воздействия на шов, сильно влияет на качество соединения металлов и сплавов.