Чтобы процесс соединения деталей в единое целое не составлял труда и все получалось с первого раза, перед практическими работами нужно разобраться в теории, как производится сварка полуавтоматом в среде углекислого газа для начинающих. Рассмотрим основные аспекты и сущность данного метода.
Понятие сварки полуавтоматом в среде СО2
Принцип действия для полуавтоматической сварки в режиме углекислоты очень схож с методом газовой сварки с газом и без. То есть, варить можно двумя способами – использую защитный газ или нет. Подробнее прочесть про этот метод можно здесь.
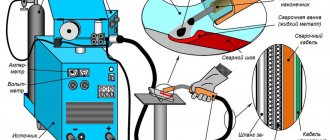
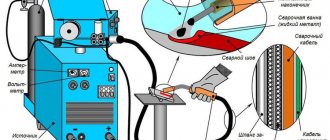
Сущность рассматриваемого способа заключается в элементарной химии. В сварочную зону под давлением подается углекислый газ (СО2). Сварочная дуга обеспечивает высокую температуру, за счет чего происходит реакция разложения и газ распадается на кислород (О2) и угарный газ (2СО). Процесс распада происходит по формуле:
В результате этой реакции сварочная ванна защищена тремя газами – начальным углекислым газом и конечными продуктами реакции – кислородом и угарным газом
Углекислый газ имеет свойство к окислению с железом и углеродом, находящимся в металле. Чтобы защитить металл изделия от этого процесса, рекомендуется для сварочного аппарата применять проволоку с повышенным уровнем марганца и кремния. Эти компоненты химически активнее, чем железо, поэтому сначала окисляются они, тем самым принимая на себя «удар» и защищают изделие. Пока в сварочной зоне присутствуют эти два элемента, железо и углерод не будут окисляться. Отходы, то есть оксиды марганца и кремния, которые образуются при воздействии высокой температуры и окислительной реакции представляют собой легкоплавкое соединение, которое всплывает на поверхность сварочной ванны и кристаллизируется в виде шлака. Этот компонент никак не влияет на качество шва.
Для сварки в среде углекислого газа одного стандартного баллона на 25 кг углекислоты хватает на 15 сварочных часов. С учетом реакции из одного килограмма получается почти 500 литров готового газа. При полноценной работе затраты в среднем считаются от 10 до 50 литров в минуту. Но расход зависит от многих факторов – давления, типа сварки, типа шва, применяемого аппарата, погодных условий и так далее.
Такой метод называется сварка tig, то есть, это работы это соединение металлов с помощью электродов в среде защитного газа. Электрод может быть вольфрамовым или графитовым.
Редуктор
Однокамерный и двухкамерный (двухступенчатый) регулятор давления с последовательным расположением полостей снижения давления настраивается поворотом ручного регулятора изменения потока подачи СО2.
Манометр на входе регистрирует давление двуокиси углерода в баллоне. Второй – в камере регуляции, сети раздачи угольного ангидрида. Не ограничиваясь функцией регистратора изменений, редуктор работает как стабилизатор выходного давления.
Расход диоксида углерода в баллоне не должен влиять на то, какое давление углекислоты должно быть при сварке полуавтоматом. Мембрана редуктора занимает позицию пропуска газа в полость камеры снижения рабочего давления при первичной настройке. Изменение параметров напряжения управляющей пружины приводит в действие противоположную регулировочную пружину.
Площадь открытого сечения впускного клапана плавно меняется в сторону увеличения, но расход углекислоты при сварке полуавтоматом остаётся прежним. Постоянство либо изменение выходного давления корректируется по текущему показанию манометра регулировочным винтом.
Манипуляциями входящего в комплектацию шарового крана ведётся уточнение величины газоистечения. Расходная шайба с дюзой корректируют выпуск по величине значения давления в рабочей камере.
Защитой пневморедуктора занимается вмонтированный предохранительный клапан. Скачок давления приведёт к разрыву мембраны. Потеря герметичности входным штуцером с увеличением пропуска газа ведёт к превентивному запиранию системы.
Пневморедукторы классифицируются по количеству ступеней выравнивания давления (камер). Двухступенчатый редуктор с последовательным снижением давления в неотапливаемом помещении в зимнее время незаменим.
Разделение пневморегуляторов по условиям использования:
- сетевые – работа в стационарной сети углекислотной станции;
- рамповые – обслуживание многопостовых участков.
Важно! Использование редуктора на наклонённом, лежачем баллоне недопустимо!
Взаимозаменяемость кислородного и углекислотного
Конструктивно они сходны, а заменяемость частична. Кислородный редуктор рассчитан на давление в 2,5 раза выше, эксплуатационные требования жёстче. Диоксид углерода химически нейтрален и не повреждает мембрану. А углекислотный на кислородном баллоне долго не выдержит именно из-за разрушения мембраны.
Но применение не по назначению будет ошибкой. При сварке с диоксидом углерода кислородный редуктор замерзает. Коэффициент расширения углекислоты приводит к понижению температуры на редуцирующем клапане до –60 С. Кристаллизация влаги приведёт к выходу из строя устройства.
Требования взрывобезопасности диктуют ставить на кислород редуктор с накидными гайками. Баллон углекислотный позволительно крепить хомутом – утечка не приведёт к пожару.
УР 6-6
Среди многообразия редукторов выделяют компактный универсальный стрелочный УР 6-6 с калиброванным жиклёром. Пригоден для регуляции подачи аргона, иных газов и смесей с предельной долей кислорода до 23% на газобаллонном оборудовании 20–50 л. Ударопрочный корпус выполнен из латуни. Рекомендовано подключение электроподогревателя.
Технические характеристики:
- встроен очистной фильтр во впускной клапан, противодействующий обратному стравливанию в баллон;
- входное давление – до 20 МПа;
- пропускная способность – до 1,8 м3/час. (30 л/мин.);
- рабочее давление – 0,35 МПа;
- предел неравномерности рабочего давления – 4%
- вес – 0,7 кг;
- считается самой экономичной моделью.
С ротаметром
Гарантируется точность управления и показаний газопотока
Манометр указывает единицы расходования. Прибор настроен и уточняющие регулировки нежелательны. Двухротаметрные редукторы предназначаются для защиты шва химически активных металлов с обеих сторон.
Особенности и режимы данного вида соединений
Полуавтоматическая сварка в среде углекислого газа отлично подходит для новичков. Основной особенностью данного метода является применение обратной полярности постоянного тока. Это позволяет удерживать дугу. Если же наоборот, применить прямую полярность, то увеличивается риск потери дуги, что негативно отразится на качестве спаивания.
Работая на обратной полярности, можно избежать разбрызгивания электрода. Если же нужно наплавить металл, тогда лучше применить прямую, так и КПД будет в 1,5-почти 2 раза выше.
Режимы сварки, которые выставляются в настройках аппарата, зависят от многих факторов. Рассмотрим таблицу, где подробно расписаны возможные варианты настроек, отталкиваясь от толщины металла, из которого сделаны заготовки для сваривания.
Изучая данные из таблицы, можно заметить, что напряжение дуги напрямую зависит от диаметра проволоки и от толщины металла. При усилении сварочного тока будет усиливаться глубина провара, что необходимо при работе с толстыми металлами. Отталкиваясь от горения дуги, нужно настраивать скорость подачи электродной проволоки, чтобы не терять качество шва.
Характеристика углекислотной сварки
Углекислый газ не имеет никакого вкуса и запаха, также он является бесцветным. В умеренных количествах он не составляет опасности для здоровья и жизни человека, не взрывоопасен. Его плотность 1,98кг/м3, что говорит о том, что он намного тяжелее воздуха (с плотностью 1,2 кг/м3).
В продажу он поступает в железных баллонах по 10, 20 или 40 литров в жидком состоянии и под давлением. Перед сварочным процессом необходимо установить баллон на некоторое время вертикальное положение, чтобы вся влага, которая там есть стекла. После этого газ подается в сварочную зону. Установленный редуктор с регулятором контролирует давление и подачу газа.
Важно: перед приобретением баллона важно уточнить возможность дозаправки.
Сварка в углекислом газе может производиться несколькими видами оборудования для сварки:
- Выпрямитель это такой полуавтомат для сварки, внутри которого ток преобразуется из переменного в постоянный. Они применяются для любых видов дуговой сварки полуавтоматом с применением разных электродов и для соединения различных металлов, кроме алюминия.
Читать также: Резьбовые вставки для восстановления резьбы
2. Инвертор – это источник питания для сварочной дуги. Это аппарат, который может преобразовывать электроэнергию из сети 220В в постоянный ток для создания и удержания дуги. Подробнее ознакомиться с принципом действия и преимуществами инвертора можно здесь.
Применение: газоподготовка
Жидкая углекислота в поставке для сварочных работ приобретается высшего и первого сортов. Заправка баллонов углекислотой для пищевиков дороговата, но желательна: Влажность газа нулевая.
Применение газа второго сорта допускается при возможности осушения: к 1% водного осадка добавляется нерегламентированное количество паров жидкости. Извлечением из газового потока паров воды занимается газоосушитель.
Это герметичная ёмкость с засыпкой гигроскопичными материалами. Осушители низкого давления устанавливаются после редуктора, высокого – принимают газ из баллона перед редуктором. Влагопоглотителями выступают алюмогель, силикагель, медный купорос.
Адиабатическое охлаждение газа провоцирует резкое объёмное расширение. Газопотребление в пределах 15–20 л/мин приводит к оледенению паров влаги, что чревато закупоркой редуктора. Газозабор высокого объёма требует установки газоподогревателя змеевикового типа на 24/36 В. Термоэлемент нейтрализует замерзание паров воды, рассчитан на пропуск больших объёмов.
Активная газозащита сварочных швов при полуавтоматической дуговой сварке плавящимся проволочным электродом ведётся углекислотой в чистом виде или в смеси с аргоном.
Использование баллонов подразумевает ограниченный суточный расход сварочными постами. 40-литровый баллон с внутренним давлением 6 МПа принимает 25 кг сжиженной субстанции. В газообразном виде после испарения жидкость трансформируется в 12,5 тыс. л газа.
Технология сварки СО2
Когда все готово и настроено для полуавтоматической сварки в газовой среде, можно приступать. Для начала необходимо подготовить металлические детали, которые подлежат спаиванию. Залог качественного шва – это предварительная подготовка. Чтобы материал идеально сплавился, нужно заготовки очистить от масла, грязи и остатков лакокрасочных изделий. Это можно сделать металлической щеткой или наждачной бумагой. После этого детали устанавливаются в то положение, при котором будет происходить их соединение. Первый шов лучше всего производить на малой силе токе, чтобы посмотреть, как будет себя вести заготовка. Если сразу дать большой ток, то есть риск трещин и деформации деталей.
Полуавтоматическую сварку в газовой среде можно выполнять следующими методиками:
- углом вперед (справа налево) используется для тонколистового металла;
- углом назад (слева направо) обеспечивает глубокий провар, но шов при этом не будет широким.
Когда шов полностью готов, нельзя сразу отключать подачу газа, так как это чревато окислением. Сначала останавливается подача проводной проволоки, потом подача тока, а затем уже подача газа. Как раз за это время шов успевает кристаллизоваться. По завершению работы нужно сбить шлак со шва.
Преимущества и недостатки сварки в среде СО2
Сварка тиг углекислым газом широко применяется как в домашних условиях, так и в различных производственных отраслях. Это не удивительно, ведь данный вид соединений имеет ряд преимуществ:
- есть возможность соединять тонколистовой металл;
- можно сваривать разные типы металлов, с разными характеристиками и температурой плавления;
- электрическая дуга отличается высокой стабильностью;
- сварная ванна находится под надежной защитой от окисления и воздействия негативных факторов внешней среды;
- шов в результате получается очень качественным;
- технология полуавтоматической сварки в среде углекислого газа считается самой безопасной, в сравнении с другими тиг методами;
- экономичность и доступность. Это показатель связан с тем, что 2 приобрести намного проще, чем смеси других газов, применяемых для защиты во время tig сварки.
Кроме преимуществ, можно и отметить несколько недостатков:
- по качеству углекислота немного уступает другим смесям;
- аппарат немного сложнее и дольше чистить, чем после гелий, аргона или азота;
- затраты на материалы постоянно возрастают.
Редуктор, в глобальном смысле слова, это устройство, изменяющее какой-либо физический показатель, обычно в сторону его уменьшения или понижения (редуцирование).
Редуктор для сварки представляет собой устройство, которое предназначено для выпуска газа из сопла под пониженным давлением, так как в баллоне он сильно сжат. Конкретные показатели давления зависят от вида газа или газовой смеси.
Цветовая маркировка
По сути своей редуктор — это регулятор давления смеси для сварки. Он в обязательном порядке входит в состав оборудования для сварочного полуавтомата, использующего принцип сварки в защищенной газовой среде. Минимум два редуктора (каждый к своему баллону) используют в установке газовой сварки и резки.
Безусловно, лучшим решением будет выбирать для баллона с определенным газом только специально предназначенный для него редуктор. Существует строгая система цветовой маркировки:
- голубой цвет с черной надписью — кислород;
- белый с красным текстом — ацетилен;
- черный с синей надписью — технический аргон;
- черный с белой надписью — сырой аргон;
- черный с желтой надписью — углекислота (СО2).
В зависимости от того, применяется ли вами газовая сварка, аргонодуговая либо сварка в углекислоте, выбирайте соответствующий редуктор.
На рынке или в магазине это легко сделать по цвету — цвет редуктора ля сварки соответствует цвету баллона, для которого он предназначен. Голубой — для кислорода, черный — для аргона (он же подойдет для углекислого газа), и так далее.
Как выбрать
Приобретая углекислотный редуктор, в первую очередь обращайте внимание на окраску: она должна быть черной с жёлтой надписью. Назначение редуктора должно соответствовать типу сварочного оборудования и необходимому расходу газа. Входное и выходное значение давления должно быть 15 МПа и 0,6МПа соответственно. Убедитесь в том, что характеристики точности регулирования и пропускной способности соответствуют вашим требованиям.
Устанавливая приобретённый редуктор на штатное место, проверяйте герметичность и надёжность резьбовых соединений и плотность закрывания газового баллона. Также рекомендуется установка ротаметра, который позволит визуально следить за расходом газа. Опытный сварщик может определить наличие утечки газа по показаниям ротаметра.
Возможна ли взаимозаменяемость
Некоторые виды сварочных редукторов взаимозаменяемы, но далеко не все. Так, вместо специализированного редуктора СО2 для сварки допустимо использовать кислородный, но обратную замену производить категорически нельзя.
Кислород — химически активное вещество, сильнейший окислитель, поэтому для работы с ними используются специальные металлы и сплавы. К тому же кислород закачивается в газовые баллоны под давлением, превышающим этот же параметр для углекислоты более чем в 2 раза.
Сварочный редуктор для углекислого газа, накрученный на кислородный баллон, может продержаться, в зависимости от его качества, от нескольких часов до пары недель. Но в нем неминуемо произойдет полное разрушение уплотняющих мембран — основного элемента конструкции, вследствие чего прибор начнет травить.
Во избежание ошибочных действий сварщика на редукторах для горючих и негорючих газов делается разная резьба. Для горючих — левая, для негорючих, соответственно, правая.
Аналогичная резьба и в баллонах ля резки и сварки. При этом кислородный редуктор имеет правую резьбу. Кислород не горит сам по себе, но поддерживает горение. В некоторых условиях он взрывоопасен.
Читать также: Обжимные клещи для наконечников какие лучше
Кислородный редуктор, используемый во время сварки с углекислотным баллоном, ждет другая угроза. Углекислота вызывает промерзание контактирующих с ней деталей до -60 °C. Поскольку регулятор давления, предназначенный для кислорода, и не должен выдерживать такого режима работы, он также начнет разрушаться.
Особенности конструкции и обслуживание
В промышленности и быту применяется 2 типа газов:
- инертные;
- горючие.
Адаптеры на них принципиально отличаются, чтобы не перепутать. На баллоны с инертным газом соединения редуктора с баллоном осуществляется правой, стандартной резьбой. Кислород, пропан, углекислоту, метан и другие горючие газы, присоединяют редуктор, закручивая в отверстие с левой резьбой – против часовой стрелки.
Разнонаправленная резьба исключает возможность заправки емкости не тем видом газа и использование баллона не по назначению.
Редуктора имеют внутри мембрану, которая изнашивается. Каждые 5 лет редуктор должен проходить испытание. При этом мембрана заменяется новой. В редукторах для композитных баллонов – сделаны по евростандартам, мембрана рассчитана на работу минимум 10 лет, но проверку оборудование должно проходить через 5 лет.
На верхней части корпуса нанесена маркировка, в которой указаны год изготовления узла и первой поверки. При последующем испытании набивается следующая дата.
Редуктор необходимо регулярно смазывать, проверять на герметичность. При необходимости надо менять прокладки.
Инструктор, преподаватель колледжа при заводе Донмет Саркизов П. В.: Среди любителей бытует мнение, что редуктор с ротаметром позволяет экономно расходовать газ. На практике приборы отличаются только показаниями. Второй манометр на редукторе показывает расход газа в минуту. Это значение заложено в режимах сварки. Ротаметр показывает фактическое давление в рабочей камере в данный момент. Для установки рабочих параметров надо пересчитывать показания ротаметра по коэффициенту или использовать переводную таблицу.
Редуктора с 2 ротаметрами, предназначены для сварки металлов тугоплавких и с высокой теплоотдачей. К первому подключается сварочная горелка, ко второму форсунка для подогрева обратной стороны шва. Подключать 2 аппарата нельзя».
Что выбрать
Считается, что для бытовых условий сварки — кратковременных, эпизодических операций — подойдет любое устройство, которое совпадет по резьбе с баллоном.
Операцию вроде сварки мангала для дачи может выдержать даже углекислотный редуктор, накрученный на кислородный баллон (если используется газовая сварка) или на баллон для сварочной смеси из 80% аргона и 20% углекислоты. Другое дело, что впоследствии это механизм придется выбросить.
Типичным примером такого редуктора, предназначенного для работы с СО2, является очень известный и популярный среди сварщиков старой закалки УР 6-6.
Он компактный, недорогой, а благодаря наличию двух манометров позволяет довольно удобно определять расход «на глаз». Для бытовой сварки высокая точность не нужна. Один манометр при этом показывает остаточное давление в баллоне, а второй ориентирован на демонстрацию расхода газа — литр в минуту.
Кислородный и аргоновый регуляторы ля сварки теоретически взаимозаменяемы. При этом кислородный будет работать хуже с падением давления в баллоне до критической точки около 1 атмосферы.
В качестве примера аргонового редуктора для сварки можно назвать АР-40-2 отечественного производства. Существует и действительно универсальный регулятор давления — АР-40/У-30 (аргоновый редуктор/углекислотный). Он выдержит и перепады температур, и высокое давление.
Если нет ограничений по финансам, а объем сварочных работ предполагается высоким, то стоит предпочесть устройство не с дополнительным манометром, а с ротаметром.
Ротаметр значительно точнее показывает расход газовой смеси, поскольку работает по иным принципам — он делает измерения в режиме реального времени. Такими приборами пользуются профессионалы.
Для нормального проведения газовой сварки основное оборудование сварочного поста комплектуется устройствами, обеспечивающими понижение и последующую стабилизацию давления двуокиси углерода, поступающей из газового баллона. В нашем случае, таким устройством является углекислотный редуктор. О выборе хорошего редуктора и его правильной настройке, мы и поговорим.
Углекислотный редуктор давления. Регулировка подачи защитного газа
Для нормального проведения газовой сварки основное оборудование сварочного поста комплектуется устройствами, обеспечивающими понижение и последующую стабилизацию давления двуокиси углерода, поступающей из газового баллона. В нашем случае, таким устройством является углекислотный редуктор. О выборе хорошего редуктора и его правильной настройке, мы и поговорим.
Устройство и принцип работы углекислотного редуктора
Углекислотный редуктор производит подачу газа под требуемым давлением, а также перекрытие клапана подачи СО2 из баллона при прекращении сварки. Конструкция узла включает в себя:
- Впускающий клапан.
- Уплотняющие элементы.
- Камеру с регулирующей мембраной.
- Выпускающий клапан.
- Верхнюю пружину.
- Управляющую пружину.
- Присоединительный штуцер.
- Корпус.
- Два манометра, которыми контролируется давление двуокиси углерода на входе и выходе.
- Запорный вентиль.
Обычный однокамерный углекислотный редуктор работает следующим образом. Газ под давлением (которое контролируется манометром) из баллона поступает во входной штуцер. Пройдя в камеру, поток СО2 преодолевает сопротивление пружины, и отжимает её вниз, в результате чего газ поступает в полость камеры. Поскольку площадь её сечения значительно больше, чем площадь проходного сечения штуцера, то давление газа в камере понижается. Это изменение фиксируется вторым манометром.
Редуктор с ротаметром
Повышенную функциональность (в сравнении с редукторами) обеспечивают регуляторы расхода углекислого газа с ротаметром. В отличие от традиционных манометров, для которых расход приходится устанавливать в зависимости от текущего давления, ротаметры расход показывают сразу. Универсальные регуляторы расхода, в составе которых имеются ротаметры, существенно облегчают работу сварщика, и позволяют оптимизировать расход углекислого газа во время сварки. Цена вопроса – от 1800 до 2000 руб. Технические характеристики регуляторов – расход, давление, температурный диапазон применения – должны соответствовать требуемым режимам сварки.
Регуляторы отличаются от обычных редукторов следующим:
- Если в редукторах выходной штуцер соединяется непосредственно с магистралью, то в регуляторе предусматривается специальная заслонка, которая дросселирует поток СО2, в зависимости от давления газа в баллоне.
- Отверстие в дросселе – калиброванное, что увеличивает точность регулировки расхода. Поэтому большинство моделей регуляторов оснащается одним манометром, показания которого устанавливаются не в единицах давления, а в единицах расхода.
- В некоторых регуляторах предусматривается встроенный электроподогрев газа. Это позволяет проводить сварку при отрицательных температурах, и повышает точность определения фактического расхода газа (в редукторах расход, как правило, перестроить на иное значение невозможно).
- Регуляторы для полуавтоматов могут быть установлены не только на баллон со сжиженной углекислотой, но и на так называемые смесевые баллоны, в которых содержится смесь двуокиси углерода с инертным газом, в частности, аргоном (в соотношении 1:4).
Регулировка
Регулировка натяжения основной пружины производится при помощи регулировочного винта, в зависимости от первоначального давления газа в баллоне. Управляющая пружина опускается вместе с мембраной, открывая отверстие для прохода двуокиси углерода под сниженным давлением к запорному вентилю. Оттуда поток газа по шлангу движется к горелке. Мембрана углекислотного редуктора выполняется из маслостойкой резины, и обеспечивает своё точное позиционирование относительно выходного отверстия. Поскольку со временем давление газа в баллоне снижается, то верхняя регулирующая пружина может опускаться, изменяя площадь проходного сечения впускающего клапана. Углекислотным редуктором возможно и ручное управление потоком газа, для этого достаточно вывернуть/ввернуть регулировочный винт, в зависимости от текущих показаний манометров.
Постоянство давления в камере редуктора обеспечивается за счёт того, что при снижении давления газа, поступающего из баллона, мембрана перемещается вверх, сжимая обратную (верхнюю) пружину, а при увеличении давления – опускается вниз. Выходное же давление остаётся стабильным вследствие соответствующего изменения площади проходного сечения запорного вентиля.
Для обеспечения стойкости мембраны от резкого превышения давления газа (что может вызвать разрыв мембраны) углекислотные редукторы снабжаются предохранительным клапаном. Он срабатывает, когда входной штуцер по каким-либо причинам теряет герметичность и начинает пропускать увеличенный объём двуокиси углерода из баллона.
Схема работы редуктора
- При подаче на вход редуктора углекислого газа, последний через полость между седлом и клапаном попадает в выходную полость и в демпфирующую камеру.
- Под действием давления газа жесткий центр мембраны перемещается вниз, преодолевая силу пружины настройки.
- Это смещение происходит пока силы воздействия газа на мембрану не сравняются с силой пружины. При этом высота подъема клапана обеспечивает постоянный расход газа через исполнительный орган, равный отбору газа из редуктора.
- В выходной полости и демпфирующей камере устанавливается равное давление газа.
- В случае нарушения стационарного режима (увеличении или уменьшении расхода газа, изменении давления газа на входе) мембрана и клапан после завершения переходного процесса занимают новое положение, соответствующее равновесию указанных сил.
- При прекращении отбора углекислого газа из редуктора клапан закрывается и прижимается к седлу пружиной.
Конструктивные исполнения
Типоразмеры и характеристики устройств должны соответствовать требованиям ГОСТ 13861-89, ISО 2503-83 и ГОСТ 12.2.052-81. Классификация углекислотных редукторов может быть выполнена по следующим параметрам:
- По числу рабочих камер. Преобладающее количество подобных устройств – однокамерного типа, однако для улучшения стабильности функционирования в условиях пониженных температур наружного воздуха производят и двухкамерные редукторы. Рабочие камеры в таких устройствах расположены последовательно.
- По условиям работы. Различают рамповые, сетевые и баллонные редукторы. Рамповые предназначаются для работы на многопостовых участках, а сетевые питаются от стационарной сети, проложенной от углекислотной станции предприятия. Для работы отдельных постов предназначаются баллонные углекислотные редукторы, которые рассчитываются на меньшие показатели удельного расхода газа и ограниченный диапазон рабочих давлений.
- По принципу открытия/закрытия впускающего клапана редукторы для углекислотного баллона могут быть прямого и обратного действия. Принцип действия редуктора второго типа рассмотрен выше, а в редукторах прямого действия все изменения расхода и давления происходят в обратном порядке. Такие редукторы менее удобны при эксплуатации, а потому используются значительно реже.
Читать также: Как пользоваться большим степлером для бумаги
Виды и маркировка
Для полуавтоматической сварки может применяться редуктор с различным числом камер. В подавляющем большинстве случаев применяют однокамерные модификации. Но в ряде случаев критически важна стабильность использования оборудования при низкой температуре. В такой ситуации наиболее привлекательны двухкамерные модели. Отсеки обычно располагают по последовательной схеме.
В любом случае редуктор должен отвечать нормам:
Углекислотные сварочные редукторы различают еще и по условиям применения. Рамповые модели используют на сварочных участках многопостового типа. Сетевые устройства получают газовый поток от стационарной магистрали, которая сообщается с углекислотной промышленной станцией. На небольших рабочих площадках, на строительных площадках и в быту применяют баллонные редукторные узлы. Их преимущественно проектируют из расчета на несколько меньший удельный расход СО2 и на небольшой разброс газового давления.
Открытие и герметизация клапанного узла впуска может происходить по прямой или по обратной методике. Вторая разновидность только что описана выше. При «прямом сценарии» этапы работы меняют порядок. Подобное решение намного менее удобно. Его применяют потому существенно реже.
Кислородный редуктор устроен практически так же, как углекислотный аналог. Разница касается преимущественно методов подключения к вентилям и числа применяемых манометров (1 или 2). Редукторы для кислорода должны отвечать повышенным эксплуатационным требованиям. Причина проста: кислород не может находиться в сжиженном состоянии, и потому внутри баллона давление достигает иногда 200 атмосфер. Для сравнения: у углекислоты этот показатель составляет 70-80 атмосфер.
Чем отличается кислородный редуктор от углекислотного?
Конструкции углекислотных редукторов весьма схожи с кислородными, и отличаются в основном способами присоединения к вентилям, и – иногда – отсутствием второго манометра. Поэтому часто возникает вопрос – взаимозаменяемы ли кислородный и углекислотный редукторы.
К кислородному редуктору предъявляются гораздо более высокие эксплуатационные требования. Они связаны с тем, что, в отличие от СО2, кислород не сжижается, а потому находится в баллоне под гораздо более высоким давлением (до 200 ат против 70…80 ат – для сжиженного углекислого газа). Поэтому при попадании кислорода в углекислотный редуктор будет происходит постепенное разрушение уплотняющих мембран. Поэтому углекислотный редуктор не используются для подачи кислорода (обратная замена – допустима).
Отличаются редукторы и возможностями вариантов присоединения к баллону. Углекислотный редуктор можно подсоединять при помощи хомута, а не накидной гайки, поскольку СО2 не обладает свойствами пожаро- и взрывоопасности в случае утечек.
Для повышения чистоты газа, поступающего в редуктор, в конструкции впускающего клапана часто предусматриваются очистные фильтры. Наличие фильтра уменьшает опасность стравливания газа обратно в баллон, где он может образовывать поверхностную подушку над сжиженным газом.
Кислородный редуктор, его особенности
Устройство, которое предназначено для регулировки или снижения газа, который поступает из определенной емкости, например баллона, до необходимого регламентированного уровня называется редуктор. Также он должен обеспечивать стабильный рабочий процесс, если имеет место нахождения на газопроводе или рампе.
Кислородный редуктор — устройство
Кислородный редуктор используется для поддержания рабочего давления в баллоне, газопроводе, невзирая на перепады давления в меньшую и большую сторону. Этот агрегат играет огромную роль и имеет значительную ценность для сохранности газобаллонного оборудования. Его конструкция позволяет давать оценку правильной работе всей системы. Если данный узел не устанавливать, вполне реально получить «эффект запирания».
Данное состояние означает, что газ начнет выходить очень быстрым потоком и скорость его перемещения может достигнуть скорости звука, и баллон начнет вибрировать и двигаться по поверхности.
Кислородный редуктор имеет достаточно простую конструкцию, состоит из:
- Камеры с высоким давлением.
- Камеры с рабочим давлением.
- Соединительного клапана.
- Манометры для каждой из камер.
Технические параметры указываются в маркировке и обозначают:
- «С»- сетевой агрегат.
- «Р»- рамповое устройство.
- «Б»-баллонное устройство.
Сфера применения кислородных редукторов достаточно широкая:
- При произведении сварочных работ с применением баллонов, во избежание прерывания подачи газа, качество которого отвечает за результат работы.
- В медицинских заведениях устройство обеспечивает бесперебойную подачу кислорода пациентам которым введен наркоз и подключена ИВЛ.
- В авиации редуктор кислородный обеспечивает подачу кислорода пассажирам.