Какие есть фрезерные приспособления?
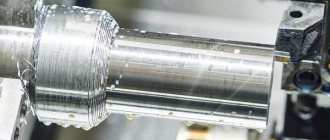
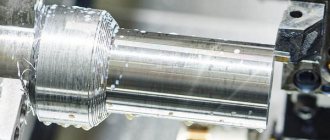
При выпуске изделий с малым объемом фрезерных работ, не стоит покупать отдельный агрегат. Небольшие плоские элементы, выборки и пазы можно сделать с помощью специального устройства на токарный станок.
Промышленный образец такого оборудования – универсальный токарный станок с фрезерной головкой. Приспособление устанавливается на передней бабке или на суппорте сзади и включается в работу с общей панели управления.
Для домашнего оборудования, особенно настольных токарных станков, узел для фрезеровки выпускают промышленные предприятия, и умельцы делают сами. С помощью устройств на детали, установленной в токарном оборудовании, выполняется:
- снятие лысок;
- фрезеровка граней;
- выборка пазов;
- шлифовка плоской поверхности.
При наличии делительной головки делаются многогранники и фрезеруются шлицы.
Справка! С помощью фрезеровального приспособления в плоских деталях по торцу сверлятся отверстия, шлифуется плоскость.
Фрезерные и токарные операции, выполняемые на станках
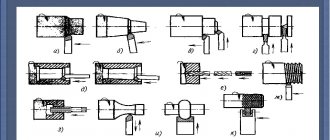
В ходе проведения токарной или фрезерной обработки происходит удаление лишних слоев с заготовки, в результате чего изготавливаемая деталь приобретает нужные размеры и форму. С помощью этих процессов можно выполнять различные работы, такие как:
- обработку поверхностей;
- отрезание и торцевание;
- нарезку и реконструкцию резьбы (внутренней и наружной);
- создание канавок, их обработку;
- точение;
- выработка рельефа;
- снятие фасок;
- развертывание;
- обработка галтелей;
- зенкерование;
- расточка деталей.
Возможность выполнения всех этих операций обеспечивается использованием большого количества рабочих инструментов разных конфигураций и размеров. Выполнять такие работы могут только профессионалы, обладающие необходимой квалификацией, нужными навыками и достаточным опытом использования станков.
На станках изготавливают крепежные элементы, детали для различного оборудования и т.д. Одной из операций, которую можно выполнять на таких станках, является резание. При обработке крупных объектов вместо нее используется лазерная резка.
Разновидности и назначение
В зависимости от конструкции и технологического применения, устройства для фрезеровки условно делятся на группы:
- головка с отдельным приводом;
- приставка;
- приспособление для фиксации детали.
Фрезерная головка устанавливается на корпус суппорта сзади и перемещается вместе с ним в продольном и поперечном направлении. Вертикальный ход осуществляется по направляющим стойки самого приспособления. Головка имеет свой электропривод, коробку скоростей и органы управления.
У приставки конструкция значительно проще. Электропривод используется только для вращения шпинделя. Регулировать частоту вращения инструмента можно только перестановкой шкивов с разным диаметром. Передача используется ременная, напрямую от вала двигателя к шпинделю. Приставка запитывается от сети оборудования.
Важно!
На настольные модели токарных станков фрезерная приставка может подключаться напрямую к бытовой сети 220 В.
Простое механическое устройство – приспособление для фрезеровки, позволяет производить фрезеровку в ручном режиме. Оно устанавливается вместо резцедержки. На стойке вырезаны вертикальные направляющие для перемещения шпинделя по оси Z. В нем крепиться деталь и перемещается относительно вращающегося в шпинделе инструмента по осям X и Y. Вертикальное смещение заготовки осуществляется вручную.
Обработка заготовок на горизонтально-фрезерных, вертикально-фрезерных и продольно-фрезерных станках
Горизонтально-фрезерные и вертикально-фрезерные станки относят к универсальному виду оборудования. Схемы компоновок вертикально-фрезерного и горизонтально-фрезерного станков представлены на рис.4.1 (обозначения аналогичных узлов станков приняты для схем «а» и «б» одинаковыми).
а б
Рис.4.1. Схемы компоновок вертикально-фрезерного (а) и горизонтально-фрезерного (б) станков
В станине 1 (рис.4.1,б) горизонтально-фрезерного станка размещена коробка скоростей 2 и вмонтирован шпиндель 8, в котором закрепляют режущий инструмент. На горизонтально-фрезерных станках в основном используют насадные фрезы (цилиндрические, дисковые, угловые), которые можно закреплять с помощью центровой оправки, вставляемой в коническое отверстие шпинделя. На направляющей хобота 10 станка монтируют подвески 11, поддерживающие правый консольный конец оправки. Фреза со шпинделем совершает главное вращательное движение. Движение на фрезу передается от шпинделя через шпонку. Заготовку устанавливают в приспособлении, которое закрепляется на столе 7. При небольшом объеме производства в качестве приспособления применяют универсальные машинные тиски, прижимные планки и т.п. В массовом производстве используют специальные приспособления с механизированным приводом.
При обработке на горизонтально-фрезерном станке, как правило, используют продольную подачу, которую заготовка совершает вместе со столом при его перемещении по направляющим поперечных салазок 6. Реже используют поперечную и вертикальную подачи. Поперечная подача осуществляется при перемещении поперечных салазок по направляющей консоли 5, а вертикальная – при перемещении консоли по вертикальным направляющим станины. На универсальных горизонтально-фрезерных станках имеется дополнительная поворотная плита, которая позволяет поворачивать стол с заготовкой вокруг вертикальной оси на определенный угол по отношению к направлению продольной подачи.
На рис.4.1,а представлена схема компоновки вертикально-фрезерного станка. По вертикальным направляющим станины 1 станка перемещается консоль 5. Установочное вертикальное положение консоли зависит от габаритных размеров заготовки. Заготовка, установленная на столе станка, может получить движение подачи в трех направлениях: продольном вместе со столом 7; поперечном вместе с салазками 6; вертикальном вместе с консолью. Перемещение поперечных салазок и продольного стола осуществляется шаговыми электродвигателями с гидроусилителями. В консоли размещается привод — коробка подач 4. При обработке на вертикально-фрезерном станке в основном используют продольную и поперечную подачи в зависимости от пространственного расположения обрабатываемой поверхности заготовки. Вертикальную подачу на этом станке используют очень редко.
На вертикально-фрезерных станках шпиндель 8 вмонтирован в поворотную фрезерную головку 9, его можно поворачивать вокруг горизонтальной оси вместе со шпиндельной головкой.
Вертикально-фрезерные станки с ЧПУ, которые проектируются на базе универсальных станков, позволяют осуществлять программированные перемещения салазок, стола, шпинделя и автоматически устанавливать заготовку относительно инструмента по заданным координатам.
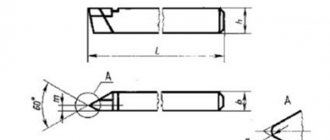
Для обработки на фрезерных станках в качестве режущего инструмента используют фрезы различных типов. Тип фрезы для каждого конкретного случая обработки выбирается в зависимости от вида обрабатываемой поверхности заготовки и модели используемого оборудования. Цилиндрические и дисковые односторонние фрезы имеют режущие кромки, расположенные на наружной цилиндрической поверхности. У дисковых двухсторонних, торцовых насадных, угловых, шпоночных и концевых фрез режущие зубья располагаются на наружной цилиндрической и одной торцовой поверхностях. У дисковых трехсторонних фрез зубья расположены на наружной цилиндрической поверхности и двух торцах. Соответственно, такими инструментами можно одновременно обработать одну, две или три плоскости.
В зависимости от типа режущего инструмента различают:
1) периферийное фрезерованиелезвийным инструментом;
2) торцовое фрезерование лезвийным инструментом;
3) охватывающее фрезерование инструментом, зубья которого расположены на внутренней поверхности его корпуса.
Конструктивно фрезы изготавливаются либо с осевым отверстием (насадные), либо с коническим или цилиндрическим хвостовиком (концевые). Эта конструктивная особенность обусловливает способ крепления инструмента на станке (рис.4.2). Насадные фрезы закрепляют на оправках 5, хвостовые – в отверстие шпинделя напрямую или через переходную втулку 3. При этом инструмент вместе с втулкой жестко крепится к шпинделю 2 специальным длинным резьбовым элементом 1, называемым шомполом.
Рис.4.2. Способы крепления фрез: а – хвостовых; б – насадных: 1 – шомпол; 2 – шпиндель; 3 – втулка; 4 – шпонка торцовая; 5 – оправка; 6 – втулка; 7 – инструмент (фрезы); 8 – шпонка осевая; 9 – гайка; 10 – цапфа оправки; 11 – серьга; 12 – хобот
Некоторые наиболее распространенные схемы фрезерования различных поверхностей на универсальных фрезерных станках показаны на рис.4.3.
Рис.4.3. Схемы обработки поверхностей на вертикально- и горизонтально-фрезерных станках
Продольно-фрезерные станки предназначены для обработки крупных корпусных деталей в серийном производстве. На продольно-фрезерных станках торцовыми насадными и концевыми фрезами обрабатывают вертикальные, горизонтальные, наклонные плоскости, пазы и уступы.
Конструктивно такие станки могут выполняться одно- и двухстоечными. На двухстоечных продольно-фрезерных станках (рис.4.4) одновременно несколькими фрезами производят обработку одной или нескольких заготовок.
а б
Рис.4.4. Схемы компоновки продольно-фрезерного станка (а) и обработки поверхностей на продольно-фрезерном станке (б)
Стол продольно—фрезерного станка вместе с заготовкой (заготовками) обеспечивает продольную подачу, перемещаясь только в продольном направлении по продольным направляющим станины. На двух вертикальных стойках, смонтированных на станине, в ходе предварительной настройки станка устанавливают на нужной высоте левую и правую шпиндельные бабки. По вертикальным направляющим стоек движется траверса, несущая еще две шпиндельные бабки — вертикальные. По мере необходимости для фрезерования наклонных поверхностей некоторые шпиндельные бабки при настройке могут быть повернуты на определенный угол. В процессе работы все шпиндельные бабки зафиксированы в нужном положении и неподвижны. Фрезерные шпиндели при наладке могут перемещаться вдоль своих осей. Конструкция шпиндельных бабок предусматривает возможность работы шпинделей с различными скоростями. Для обеспечения более высокой жесткости станка и, следственно повышения точности обработки, стойки соединены консолью.
На базе универсальных горизонтально-, вертикально- и продольно-фрезерных станков могут быть созданы станки с ЧПУ, которые сочетают широкие технологические возможности базовой конструкции с достоинствами автоматизированного цикла обработки.
4.3 Обработка заготовок на карусельно- и барабанно-фрезерных станках
В крупносерийном и массовом производстве для высокопроизводительного непрерывного фрезерования заготовок небольших размеров (рычаги, кронштейны и т.д.) применяют карусельно-фрезерные станки (рис.4.5).
Рис.4.5. Схема компоновки основных узлов карусельно-фрезерногостанка
На станине 1 карусельно—фрезерного станка смонтирована стойка 8 с вертикальными направляющими, по которым перемещается и закрепляется на необходимой высоте фрезерная головка 6 с двумя шпинделями 5. Поскольку на станках такого типа чаще всего обрабатывают горизонтальные плоскости, то в качестве режущего инструмента используют преимущественно торцовые насадные фрезы 4, которые закрепляют в шпинделях. Станок имеет круглый вращающийся стол 2. Стол смонтирован на салазках, поэтому при настройке станка он вместе с ними может перемещаться вдоль поперечных направляющих станины. В рабочем состоянии стол медленно и непрерывно вращается вокруг вертикальной оси. На столе равномерно по окружности располагаются приспособления 3. Обработка на карусельно-фрезерном станке происходит без остановки станка при непрерывном вращении стола. Заготовки устанавливают в приспособления и снимают на ходу, когда они находятся в загрузочной позиции. Стол, вращаясь, транспортирует заготовку в рабочую зону, где она последовательно проходит черновую и чистовую стадии обработки инструментами, установленными в двух шпинделях фрезерной головки и настроенными на получение определенного размера (предварительно и окончательного) обрабатываемой поверхности. Пройдя полный круг, заготовка вновь попадает в загрузочную зону, где ее снимают с приспособления, и на ее место устанавливают следующую.
На барабанно-фрезерных станках фрезеруют в основном вертикальные плоскости заготовок. Обработка производится в два этапа – предварительная и окончательная. Движение подачи заготовки при этом, как и на карусельно-фрезерном станке, также является вращательным и осуществляется за счет непрерывного вращения стола (барабана), но ось вращения расположена горизонтально (рис.4.6).
Рис.4.6. Схема компоновки основных узлов барабанно—
фрезерногостанка
Заготовки закрепляются в приспособлениях на гранях барабана. Станок имеет две пары фрезерных головок, в которых устанавливаются торцовые насадные фрезы со вставными резцами. Фрезы, установленные в верхних фрезерных головках, осуществляют черновую обработку поверхностей, а в нижних – чистовую. На барабанно-фрезерных станках обрабатываются довольно крупные заготовки, станки такого типа широко применяют, например, в автотракторной промышленности.
Карусельно- и барабанно-фрезерные станки обеспечивают высокую производительность, в первую очередь, за счет значительного сокращения вспомогательного времени, поэтому они рекомендуются к применению в крупносерийном и массовом производствах.
Горизонтально-фрезерные и вертикально-фрезерные станки относят к универсальному виду оборудования. Схемы компоновок вертикально-фрезерного и горизонтально-фрезерного станков представлены на рис.4.1 (обозначения аналогичных узлов станков приняты для схем «а» и «б» одинаковыми).
а б
Рис.4.1. Схемы компоновок вертикально-фрезерного (а) и горизонтально-фрезерного (б) станков
В станине 1 (рис.4.1,б) горизонтально-фрезерного станка размещена коробка скоростей 2 и вмонтирован шпиндель 8, в котором закрепляют режущий инструмент. На горизонтально-фрезерных станках в основном используют насадные фрезы (цилиндрические, дисковые, угловые), которые можно закреплять с помощью центровой оправки, вставляемой в коническое отверстие шпинделя. На направляющей хобота 10 станка монтируют подвески 11, поддерживающие правый консольный конец оправки. Фреза со шпинделем совершает главное вращательное движение. Движение на фрезу передается от шпинделя через шпонку. Заготовку устанавливают в приспособлении, которое закрепляется на столе 7. При небольшом объеме производства в качестве приспособления применяют универсальные машинные тиски, прижимные планки и т.п. В массовом производстве используют специальные приспособления с механизированным приводом.
При обработке на горизонтально-фрезерном станке, как правило, используют продольную подачу, которую заготовка совершает вместе со столом при его перемещении по направляющим поперечных салазок 6. Реже используют поперечную и вертикальную подачи. Поперечная подача осуществляется при перемещении поперечных салазок по направляющей консоли 5, а вертикальная – при перемещении консоли по вертикальным направляющим станины. На универсальных горизонтально-фрезерных станках имеется дополнительная поворотная плита, которая позволяет поворачивать стол с заготовкой вокруг вертикальной оси на определенный угол по отношению к направлению продольной подачи.
На рис.4.1,а представлена схема компоновки вертикально-фрезерного станка. По вертикальным направляющим станины 1 станка перемещается консоль 5. Установочное вертикальное положение консоли зависит от габаритных размеров заготовки. Заготовка, установленная на столе станка, может получить движение подачи в трех направлениях: продольном вместе со столом 7; поперечном вместе с салазками 6; вертикальном вместе с консолью. Перемещение поперечных салазок и продольного стола осуществляется шаговыми электродвигателями с гидроусилителями. В консоли размещается привод — коробка подач 4. При обработке на вертикально-фрезерном станке в основном используют продольную и поперечную подачи в зависимости от пространственного расположения обрабатываемой поверхности заготовки. Вертикальную подачу на этом станке используют очень редко.
На вертикально-фрезерных станках шпиндель 8 вмонтирован в поворотную фрезерную головку 9, его можно поворачивать вокруг горизонтальной оси вместе со шпиндельной головкой.
Вертикально-фрезерные станки с ЧПУ, которые проектируются на базе универсальных станков, позволяют осуществлять программированные перемещения салазок, стола, шпинделя и автоматически устанавливать заготовку относительно инструмента по заданным координатам.
Для обработки на фрезерных станках в качестве режущего инструмента используют фрезы различных типов. Тип фрезы для каждого конкретного случая обработки выбирается в зависимости от вида обрабатываемой поверхности заготовки и модели используемого оборудования. Цилиндрические и дисковые односторонние фрезы имеют режущие кромки, расположенные на наружной цилиндрической поверхности. У дисковых двухсторонних, торцовых насадных, угловых, шпоночных и концевых фрез режущие зубья располагаются на наружной цилиндрической и одной торцовой поверхностях. У дисковых трехсторонних фрез зубья расположены на наружной цилиндрической поверхности и двух торцах. Соответственно, такими инструментами можно одновременно обработать одну, две или три плоскости.
В зависимости от типа режущего инструмента различают:
1) периферийное фрезерованиелезвийным инструментом;
2) торцовое фрезерование лезвийным инструментом;
3) охватывающее фрезерование инструментом, зубья которого расположены на внутренней поверхности его корпуса.
Конструктивно фрезы изготавливаются либо с осевым отверстием (насадные), либо с коническим или цилиндрическим хвостовиком (концевые). Эта конструктивная особенность обусловливает способ крепления инструмента на станке (рис.4.2). Насадные фрезы закрепляют на оправках 5, хвостовые – в отверстие шпинделя напрямую или через переходную втулку 3. При этом инструмент вместе с втулкой жестко крепится к шпинделю 2 специальным длинным резьбовым элементом 1, называемым шомполом.
Рис.4.2. Способы крепления фрез: а – хвостовых; б – насадных: 1 – шомпол; 2 – шпиндель; 3 – втулка; 4 – шпонка торцовая; 5 – оправка; 6 – втулка; 7 – инструмент (фрезы); 8 – шпонка осевая; 9 – гайка; 10 – цапфа оправки; 11 – серьга; 12 – хобот
Некоторые наиболее распространенные схемы фрезерования различных поверхностей на универсальных фрезерных станках показаны на рис.4.3.
Рис.4.3. Схемы обработки поверхностей на вертикально- и горизонтально-фрезерных станках
Продольно-фрезерные станки предназначены для обработки крупных корпусных деталей в серийном производстве. На продольно-фрезерных станках торцовыми насадными и концевыми фрезами обрабатывают вертикальные, горизонтальные, наклонные плоскости, пазы и уступы.
Конструктивно такие станки могут выполняться одно- и двухстоечными. На двухстоечных продольно-фрезерных станках (рис.4.4) одновременно несколькими фрезами производят обработку одной или нескольких заготовок.
а б
Рис.4.4. Схемы компоновки продольно-фрезерного станка (а) и обработки поверхностей на продольно-фрезерном станке (б)
Стол продольно—фрезерного станка вместе с заготовкой (заготовками) обеспечивает продольную подачу, перемещаясь только в продольном направлении по продольным направляющим станины. На двух вертикальных стойках, смонтированных на станине, в ходе предварительной настройки станка устанавливают на нужной высоте левую и правую шпиндельные бабки. По вертикальным направляющим стоек движется траверса, несущая еще две шпиндельные бабки — вертикальные. По мере необходимости для фрезерования наклонных поверхностей некоторые шпиндельные бабки при настройке могут быть повернуты на определенный угол. В процессе работы все шпиндельные бабки зафиксированы в нужном положении и неподвижны. Фрезерные шпиндели при наладке могут перемещаться вдоль своих осей. Конструкция шпиндельных бабок предусматривает возможность работы шпинделей с различными скоростями. Для обеспечения более высокой жесткости станка и, следственно повышения точности обработки, стойки соединены консолью.
На базе универсальных горизонтально-, вертикально- и продольно-фрезерных станков могут быть созданы станки с ЧПУ, которые сочетают широкие технологические возможности базовой конструкции с достоинствами автоматизированного цикла обработки.
4.3 Обработка заготовок на карусельно- и барабанно-фрезерных станках
В крупносерийном и массовом производстве для высокопроизводительного непрерывного фрезерования заготовок небольших размеров (рычаги, кронштейны и т.д.) применяют карусельно-фрезерные станки (рис.4.5).
Рис.4.5. Схема компоновки основных узлов карусельно-фрезерногостанка
На станине 1 карусельно—фрезерного станка смонтирована стойка 8 с вертикальными направляющими, по которым перемещается и закрепляется на необходимой высоте фрезерная головка 6 с двумя шпинделями 5. Поскольку на станках такого типа чаще всего обрабатывают горизонтальные плоскости, то в качестве режущего инструмента используют преимущественно торцовые насадные фрезы 4, которые закрепляют в шпинделях. Станок имеет круглый вращающийся стол 2. Стол смонтирован на салазках, поэтому при настройке станка он вместе с ними может перемещаться вдоль поперечных направляющих станины. В рабочем состоянии стол медленно и непрерывно вращается вокруг вертикальной оси. На столе равномерно по окружности располагаются приспособления 3. Обработка на карусельно-фрезерном станке происходит без остановки станка при непрерывном вращении стола. Заготовки устанавливают в приспособления и снимают на ходу, когда они находятся в загрузочной позиции. Стол, вращаясь, транспортирует заготовку в рабочую зону, где она последовательно проходит черновую и чистовую стадии обработки инструментами, установленными в двух шпинделях фрезерной головки и настроенными на получение определенного размера (предварительно и окончательного) обрабатываемой поверхности. Пройдя полный круг, заготовка вновь попадает в загрузочную зону, где ее снимают с приспособления, и на ее место устанавливают следующую.
На барабанно-фрезерных станках фрезеруют в основном вертикальные плоскости заготовок. Обработка производится в два этапа – предварительная и окончательная. Движение подачи заготовки при этом, как и на карусельно-фрезерном станке, также является вращательным и осуществляется за счет непрерывного вращения стола (барабана), но ось вращения расположена горизонтально (рис.4.6).
Рис.4.6. Схема компоновки основных узлов барабанно—
фрезерногостанка
Заготовки закрепляются в приспособлениях на гранях барабана. Станок имеет две пары фрезерных головок, в которых устанавливаются торцовые насадные фрезы со вставными резцами. Фрезы, установленные в верхних фрезерных головках, осуществляют черновую обработку поверхностей, а в нижних – чистовую. На барабанно-фрезерных станках обрабатываются довольно крупные заготовки, станки такого типа широко применяют, например, в автотракторной промышленности.
Карусельно- и барабанно-фрезерные станки обеспечивают высокую производительность, в первую очередь, за счет значительного сокращения вспомогательного времени, поэтому они рекомендуются к применению в крупносерийном и массовом производствах.
Приспособления для фрезерования и шлифовки
Приспособление устанавливается на месте резцедержки, и перемещается вместе с суппортом и поперечными салазками. На станине устройства для фрезеровки и шлифовки, крепится шпиндель под инструмент:
- концевые фрезы;
- цилиндрические;
- шлифовальные диски;
- конусные абразивные круги.
Устройство для фрезерования и шлифовки имеет свой электродвигатель, соединенный с валом шпиндельной головки ременной передачей. Потребление электроэнергии осуществляется от системы станка.
Схемы фрезерования
Цилиндрическое и торцевое фрезерование в зависимости от направления движений резания и подачи можно осуществить двумя способами: попутным фрезерованием, когда совпадают направления главного движения и движения подачи, и встречным фрезерованием, когда направления главного движения и движения подачи не совпадают.
При попутном фрезеровании (рис. 27, а) толщина срезаемого слоя изменяется от максимальной до нуля, зуб врезается в заготовку с ударом. Горизонтальная составляющая силы резания направлена по подаче, а вертикальная – вниз, на заготовку. При встречном фрезеровании (рис. 27, б) толщина срезаемого слоя изменяется от нуля до максимальной (зуб плавно врезается в заготовку). Горизонтальная составляющая силы резания направлена против подачи, а вертикальная – вверх.
Рис. 27. Фрезерование: а – попутное; б – встречное; Dr – движение резания; DSпр – движение продольной подачи; Рг, Рв – соответственно горизонтальная и вертикальная составляющие силы резания; Sz – подача на зуб; v – скорость резания
Рациональность использования какой-либо схемы обусловлена требованием к качеству обработки, условиями обработки заготовки и состоянием фрезерного станка. При черновой обработке литых заготовок (особенно литья в песчано-глинистые формы), имеющих твердую поверхностную корку, использование попутного фрезерования нерационально, так как удар зуба фрезы об эту корку приводит к его выкрашиванию или поломке.
Лучше использовать встречное фрезерование. Зуб начинает работу в мягком материале сердцевины заготовки, подходя к корке, он взламывает ее. При чистовом фрезеровании, наоборот, рациональнее использовать попутное фрезерование. Теоретически при встречном фрезеровании резание начинается с нулевой толщины срезаемого слоя, которая постепенно увеличивается. Однако режущая кромка зуба фрезы имеет радиус округления, равный 0,03–0,05 мм. При чистовом фрезеровании толщина резания невелика. В начале резания зуб не режет, а скользит по обрабатываемой поверхности без снятия стружки. При этом создаются значительные напряжения сжатия в поверхностных слоях заготовки, приводящие к значительному наклепу, повышенному истиранию режущей кромки зуба, вибрациям в системе СПИД и плохому качеству обработанной поверхности. При попутном фрезеровании толщина срезаемого слоя невелика, поэтому ударное вхождение зуба в материал заготовки не вызывает существенных колебаний в системе СПИД, что способствует стабильной работе фрезы, а шероховатость обработанной поверхности улучшается на один класс. Особенно эффективно попутное фрезерование при обработке вязких материалов, склонных к наклепу и налипанию.
При обработке встречным фрезерованием горизонтальных плоско стей нежестких заготовок или заготовок относительно небольшой толщины (до 30 мм) вертикальная составляющая силы резания будет отрывать заготовку от стола, это может привести к неравномерности глубины срезаемого слоя (большая погрешность обработки по толщине заготовки) или к большим усилиям на закрепление заготовки (возможны деформации заготовки). Лучше использовать попутное фрезерование, когда вертикальная составляющая силы резания прижимает заготовку к столу.
Дополнительные детали
Использование фрезеровальных приспособлений на токарном станке невозможно без использования дополнительных деталей. Для монтажа узла на корпусе суппорта, приходится делать отверстия и крепить основание устройства болтами.
Дополнительные опоры – люнеты, уменьшат прогиб длинного вала при его обработке. Центра удерживают деталь большой длины. Цанги необходимы для крепления фрез в кулачковом патроне токарного станка и шпинделе приспособления. Они жестко фиксируют хвостовик инструмента, центрируют его и повышают точность обработки.
Применение машинных поворотных тисков увеличивает угол поворота детали без переустановки, повышает возможности оборудования. При работе по шаблону устанавливается копировальная втулка или подшипник. Он точно ведет инструмент по заданной траектории.
Фрезеровка на токарном станке и что для этого нужно — DRIVE2
Не успел я снять свою первую стружку на токарном станке, как возникла мысль о покупке фрезерного
Собственно, меня об этом уже предупреждали, так что я был готов морально и материально, однако не все оказалось так просто, как думал. Ценник на такие станки начинался от 50тр, т.е. даже дороже чем на токарные, по весу и размеру они никак не вписывались в интерьер кухни, не говоря уже о моей маленькой комнатке для занятий музыкой, где я частенько точил резцы, чтобы лишний раз, не бесить соседей.
Когда начал копать глубже, смотреть характеристики, то тут все оказалось еще печальнее. Большинство станков имело слабые моторчики и каждый второй из бюджетных, покупатели потом переделывали. Очень понравился мне Proxxon MF-70.
Фрезерный станок MF 70
Маленький, симпатичный. Как раз для моих задач должен подойти. Но почитал про то, как его модернизировали ( forum.rcdesign.ru/f113/thread364744.html ) и понял, что пока не готов к подобным проектам.
Потом я увидел комбайн от того же проксона.
Не прочитай я про опыт модернизации MF 70, думал бы, что тут все будет хорошо. Но сама идея совмещения токарного и фрезерного станков на одной площади мне понравилась.
Начал искать модули модернизации токарника за счет установки такой вот фрезерной головы. Увидел на модели MML 2550 такой аксессуар, как фрезерная голова MetalMaster BF20 Vario. Аналогичные варианты были и у других поставщиков.
Полный размер
Вот это уже человеческий станочек
Полез смотреть обзоры и наткнулся на видео, где показывали MML 2550 с фрезерной приставкой в работе. Как только увидел, как раскачивается станок при работе, сразу понял, что с моей кухонной тумбой это не вариант. Будет фрезер долбиться как в колокол, без прикручивания станка к какой-то поверхности.
Тяжело было расставаться с мыслью о фрезерочке, уж больно все красиво выглядело на картинках. Но я снова полез в поиск и нашел такую тему, как фрезерная приставка к токарному станку.
Фрезерное приспособление для токарного станка
Эта штука ставится вместо резцережателя и позволяет зажимать деталь, двигая ее по вертикали. По сути, это та же самая резцедержка, только с возможностью вертикального перемещения.
Фрезерное приспособление
Сзади находится гайка, которая фиксирует приспособление под разными углами. Т.е. можно фрезеровать более сложные поверхности. В качестве компромиссного варианта, вполне приемлемо. Ценник находился в пределах 10тр, меня более чем устраивало. Стал ждать подходящего случая, чтобы купить.
И тут случайно, увидел объявление на авито, где продавалось такое фрезерное приспособление, совершенно новое, в комплекте с тисками, цанговым патроном на 100мм (как на моем станке) и комплектом фрез. Не стал ждать, поехал и купил.
Полный размер
Цанговый патрон с набором держателей
Цанговый патрон интересен тем, что им можно более плотно зажимать фрезы, чем кулачками обычного патрона. Нет рисков порчи кулачков при проворачивании фрезы.
Тисочки удобны для зажимания мелких деталей, потому что не все можно зажать тремя болтами.
Домой это дело тащил в два захода, потому что общий вес оказался примерно 11кг.
Примерил на станок, выяснилось, что нужно сверлить в платформе отверстия под установку, иначе никак.
Сначала думал сделать это обычной дрелью, но потом поехал и купил сверлильный станок Procraft BD-1550
Полный размер
Procraft BD-1550
Которым и просверлил 3 отверстия, после чего нарезал в них резьбу М6 и прикрутил туда фрезерное приспособление.
Полный размер
Установил на станок
Радость была недолгой, потому что через некоторые время пришло понимание того, что не все фрезерные задачи можно выполнить с помощью данного приспособления. Вот к примеру, проточить клинья у меня не получилось, потому что не знал как зажать их под нужным углом.
В результате, я нашел на авито недорогой фрезерный станок JET JMD-1 и купил.
Сижу, думаю.
Вместо того, чтобы купить большой фрезерный станок, я как идиот, купил фрезерное приспособление, чтобы установить которое и просверлить 3 дырки, купил сверлильный станок и после этого, все равно купил маленький хреновенький фрезер. А в сумме, траты были как раз на покупку б.у. фрезерного станка, классом выше.
С другой стороны, я прикинул, что фрезерное приспособление на токарном, может когда и пригодится, ведь в нем 650вт двигатель и вес 60кг, который я не сдвину, купи я фрезер такого размера. А мой маленький фрезерок весом 40кг, я спокойно вынимаю из под стола и потом туда же ставлю. А если мне нужно просто просверлить пару дырок, то Procraft BD-1550 отлично с этой задачей справляется, благо там моторчик достаточно мощный и передачи через ремень.
Так что, я просто сделал себе коктейль из виски с колой и обмыл приобретение.
А после этого, спокойно поехал в отпуск, тратить то, что осталось от зарплаты с отпускными.
www.drive2.ru
Советы и рекомендации
Выбирая устройство для токарного станка, следует определиться с объемом и типом проводимых работ, их точностью. Затем подобрать соответствующую модель по размерам оборудования.
Изготавливать единичные детали для ремонта автомобиля и домашней техники, подойдет простое приспособление, фиксирующее деталь и перемещающее ее относительно вращающегося патрона с инструментом.
Для частной мастерской, занимающейся изготовлением деталей и простых изделий, стоит купить фрезерную головку и с высокой производительностью и точностью делать сложные детали.
Фрезерное приспособление при малой загруженности может заменить станок. При этом оно не требует площади под размещение оборудования, и экономит время на переустановку заготовки с одной операции на другую.
Советы мастеров
При большом сечении заготовок рекомендуется применение вращающегося и упорного центров. С их помощью обеспечивается эффективное проведение работ по металлу, помещение заготовки в центр происходит только после проведения ее зацентровки.
С торцов вала заготовки с этой целью необходимо выполнить специальные отверстия. Благодаря применению хомутика деталью от шпинделя осуществляется получение вращающегося момента.
Фрезерное оснащение отличается скрупулезностью и ювелирностью, работа проходит в равномерном ритме, от мастера требуется постоянный контроль движения вала.
Патроны, которые выполнены по поводковому типу, характеризуются небольшим корпусом. Его устанавливают на шпиндель токарных станков.
Торцевая часть агрегата оснащается запрессованным пальцем, с его помощью проводится отправка необходимого крутящего момента на хомутик. Фиксация хомутика к детали, которая обрабатывается, осуществляется болтом.
Применение поводкового патрона не проводится при большой величине центрового отверстия заготовок. В таком случае возникает необходимость применения вращающегося центра, имеющего особую конструкцию.
Рабочая часть дополнительных деталей характеризуется выраженной рифленой поверхностью. Если при обработке заготовки необходимо срезать слой большой толщины, тогда необходима установка вращающегося заднего центра на станок. Он позволяет работать оборудованию на высокой скорости.
Приспособления для станков позволяют значительно упростить процесс обработки металлических заготовок. Для обеспечения качественного выполнения работ рекомендуется правильно проводить подбор изделия. С этой целью токарь должен руководствоваться определенными правилами. Он может купить готовое приспособление или сделать его самостоятельно.
Сфера применения процедуры фрезерования
Появление станков с ЧПУ лишь расширило возможности при обработке деталей. Снизился процент деталей с дефектами, упростился выпуск крупных партий продукции. Точность обработки значительно повысилась. Сегодня токарно-фрезерные работы используются в разных сферах:
- в строительстве, архитектуре;
- ювелирной деятельности;
- машиностроении, на производстве;
- рекламной отрасли.
В каждом случае используется сложное оборудование и труд опытных специалистов, которые могут обеспечить высокое качество конечной продукции.
Что включают токарно-фрезерные работы
- Точение.
- Отрезание.
- Торцовку.
- Обработку наружных, внутренних поверхностей.
- Упрочнение галтелей ступенчатого вала.
- Выполнение канавочных и отрезных резцов.
- Нарезку или восстановление внешней, внутренней резьбы;
- Обработку кромки.
- Сверлильные и расточные работы.
- Чистовую обработку поверхностей.
- Токарную накатку.
- Улучшение качественных показателей отверстий, полученных в результате литья, штамповки или сверления.
- Обработку внутренних, наружных, фасонных, цилиндрических и конических поверхностей.
- Создание канавок, подсечек и прочих боковых элементов вырезки стали.
- Вырезание уступов по вертикали и по горизонтали.
- Обработка прямых или фигурных поверхностей.
- Создание зубцов на колесах и иных деталях.
- Фрезерование фасок — сферы, эллипсы и многое другое.
Какие виды металлообработки можно выполнять на токарно-фрезерном станке
С помощью этого многофункционального устройства можно выполнять:
- резьбу;
- сверление;
- точение изделий;
- вытачивание конусов;
- торцевание;
- обработку с помощью фигурного резца;
- растачивание отверстий;
- шлифовку и многое другое.
Но так как токарно-фрезерная обработка — достаточно сложный и технологичный процесс, то результат ее выполнения зависит в первую очередь от квалификации оператора.
Сегодня на смену механическим станкам приходят полностью автоматизированные установки. Такие агрегаты позволяют организовывать линии по изготовлению и обработке металлоизделий на крупных предприятиях.
В чем особенности фрезерной обработки металла
Наиболее популярная и востребованная услуга по обработке изделий из металла на заказ — фрезерная обработка.
Благодаря современному оборудованию, она позволяет выполнить практически любой чертеж с высокой точностью (соблюдением всех размеров) и за короткий срок. Обработка изделий возможна как в единичном экземпляре, так и в серийном выпуске.
Процесс обработки металла с помощью фрезерного станка достаточно прост и заключается в резке закрепленной детали (металл срезается слоями) вращающимся инструментом. Для обывателя процедура похожа на высверливание формы в металлической заготовке.
Фрезерная резка металла позволяет изготавливать огромный спектр готовых деталей, не требующих дополнительной обработки.
Продукция, изготовленная на фрезерных станках, используется практически во всех сферах деятельности — от простых инструментов до деталей высокоточного оборудования.
Из чего состоит станок для токарно-фрезерной обработки
Основа токарно-фрезерного станка — две независимые друг от друга части (вертикальная фрезерная и горизонтальная токарная). Каждая из них оснащена отдельным приводом.
Принцип работы весьма прост: заготовка прочно крепится в специальном патроне, а затем обрабатывается инструментом-резаком, двигающимся в нескольких плоскостях.
Благодаря своей конструкции, станок позволяет выполнять различные технологические операции на одном агрегате. Список обрабатываемых материалов включает все виды металлов и сплавов, используемых в производстве.
Одна из основных функций станка — серийный выпуск однотипных изделий, полностью повторяющих форму и габариты оригинала.
Сколько стоят токарно-фрезерные работы
| Вид услуги | Стоимость |
| Токарная обработка конических поверхностей | Рассчитать стоимость |
| Токарная обработка цилиндрических поверхностей | Рассчитать стоимость |
| Обработка сферических поверхностей | Рассчитать стоимость |
| Обработка фасонных поверхностей | Рассчитать стоимость |
| Токарная обработка торцов и уступов | Рассчитать стоимость |
| Отрезка заготовок из металла | Рассчитать стоимость |
| Токарная обработка цветных металлов | Рассчитать стоимость |
| Токарная обработка черных металлов | Рассчитать стоимость |
| Токарно-карусельная обработка | Рассчитать стоимость |
| Токарные работы на станках ЧПУ | Рассчитать стоимость |
| Долбежные работы | Рассчитать стоимость |
| Зубодолбежные работы | Рассчитать стоимость |
| Строгальные работы | Рассчитать стоимость |
| Зуборезные работы | Рассчитать стоимость |
| Накатывание рифлений | Рассчитать стоимость |
| Нарезка резьбы | Рассчитать стоимость |