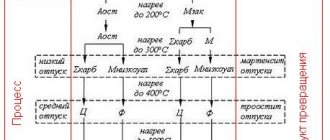
Свойства закаленных металлов
Закалка металлов представляет собой процедуру обработки материала высокотемпературным воздействием до определенного предела и дальнейшего охлаждения. В процессе закалки происходит фазовое превращение из аустенита в мартенсит. После закалки изменяются механические свойства сталей: повышаются прочность и твердость, при этом также увеличивается хрупкость, снижается пластичность. Для снижения хрупкости и улучшения пластичности сталь подвергаю отпускному отжигу.
Закаленную сталь допускается обрабатывать разными методами:
- точением;
- фрезерованием;
- сверлением;
- шлифованием.
Но, при любых видах обработки, следует правильно выбирать режимы резания, так как из-за термического воздействия, повышается хрупкость металла. Кроме того, он быстро аккумулирует тепло в месте реза, что приводит к налипанию материала на токарный резец и его быстрому износу.
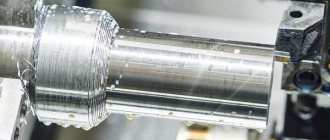
Токарные работы по стали
Особенности твердых сплавов
К труднообрабатываемым металлам относятся жаропрочные и нержавеющие стали и сплавы. Эти материалы представляют собой твердый раствор аустенитного класса, поэтому им присущи такие качества, как высокое сопротивление к коррозии, способность работать в напряженном состоянии на протяжении длительного времени, стойкость к химическому разрушению. Кроме этого, некоторым видам данных металлов присуща структура высокой дисперсности. За счет этого процесс скольжения практически не происходит.
Также усложняется обработка по следующим причинам:
- при резке происходит упрочнение материала;
- сплавы такого характера обладают низкой теплопроводностью, а потому контактная часть обрабатываемой детали и инструмента начинают схватываться;
- сохраняется исходная прочность даже при очень высокой температуре;
- высокая истирающая способность сплавов приводит к образованию включений, которые негативно отражаются на инструменте;
- виброустойчивость металлов обуславливается неравномерное протекание процесса резания, а значит, получить желаемое качество обработки не получится.
Режимы резания при точении закаленной стали
Чтобы получить деталь высокого качества, черновую и чистовую обработку закаленной стали на токарных станках необходимо осуществлять с учетом следующих рекомендаций:
- Начинайте работу на небольшой скорости и с наименьшей глубиной резания. Это позволит получить небольшой угол и добиться правильной обработки кромки, что положительно скажется на сроке службы инструмента.
- Для достижения высокого качества обработки поверхности детали и надежности пластины, увеличивайте подачу постепенно. Такой подход также позволит улучшить стружкоотведение и ее дробление.
- При чистовой механической обработке выбирайте глубину резки больше радиуса пластины у вершины. Это исключит риск отклонения и позволит добиться высокой точности при работе с внутренними поверхностями заготовок.
- Не работайте на очень низкой скорости резания, так как это приведет к деформации оснастки и заготовки.
Немалую роль при точении закаленной стали играет использование СОЖ, которая не только повышает надежность процесса обработки металла, но и увеличивает производительность работы оснастки и качество готового изделия. При этом важно применять СОЖ корректно:
- для черновой и получистовой токарки рекомендуется остановить выбор на нижнем подводе СОЖ в случае чистового обработки следует отдать предпочтение оборудованию с высокоточным нижним подводом смазочно-охлаждающей жидкости;
- уровень давления подачи СОЖ необходимо регулировать в каждом конкретном случае, в зависимости от глубины резки, подачи материала, диаметра сопла, марки обрабатываемой стали.
Нужен совет . Каленая сталь , нужно обточить .
Спасибо за ответы и советы , попробую болгаркой как советует Эмир . Кстати почитал я тут ваш форум и заметил что ручки из искусственных материалов вы не особо приветствуете :rolleyes: деревянную надо получается мне делать
А еще вот что хотел спросить , вот смотрю я на ножи , фон на котором ножи эти выкладывают , камуфляж , ну когда в пень воткнут , когда как , но и камуфляж тоже частенько мелькает . Травление еще это в голове засело , вот я и думаю , а почему никто нож не травит многослойным травлением под камуфляж , красиво наверное должно получится , листики кленовые во всяком случае смотрелись нормально . Я вот решил научится камуфляж травить на клинках , в мое видение ножа это оформление вписывается идеально . Жаль что мой тонковат для этого дела . Смотрю вот на вас , делаете , живете как и все люди живут и делаете то что у вас в голове крутится , как вы это видите , вот у меня тоже что то засело в голове , я хочу это сделать , но чего то не хватает , вот буду пересиливать себя , пробовать , пробовать , но хочу как вы , взять и сделать то что у меня в голове крутится .
Боюсь я если честно этот клинок испортить , ни разу я такого не делал . Нельзя мне его испортить . Ручку буду деревянную делать , форму только еще подумаю какую , но это я потренеруюсь , дерева слава богу у нас достаточно .
Я к чему про ручку деревянную просто подумал еще , если клинок делать камуфлированный , дерево тоже же можно оформить в стиле , вот кстати рукоять автомата Калашникова , сделать на ноже в таком же стиле :ph34r: клинок травление многослойное под камуфляж , Ух красота будет .
Да и еще я что хотел спросить , вот гальваника это , допустим , две медные пластины запитаны и опущены в раствор , между ними деталь и происходит ионизация меди которая оседает на детали , так вот я что хотел спросить , я вытравлю на клинке узор , потом весь клинок покрою защитным слоем , а вытравленный узор оставлю и попробую окрасить его в цвет меди….ну допустим . Такое возможно ? Кто нибудь имеет опыт таких работ , или я что то напридумывал и это просто напросто невозможно ? Просто если так можно сделать , то можно раскрасить разные слои травления в разные цвета , а это уже интереснее . Хотя конечно же медь будет окисляться или сдираться , но даже если задать оттенок на вытравленном узоре , там ведь неровности , так вот , даже если просто будет оттенок на камуфляж , ну нижний слой например будет темноватый или оставить как есть вытравленный , второй через гальванику покрыть желтизной , а верхний оставить как есть , полированный , ну или заворонить , черный будет . И получатся три цвета , желтый , черный и металлический . Просто не хотелось бы велосипед изобретать заново может быть есть методы попроще и понадежнее .
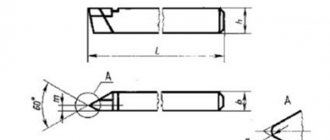
Выбор режущего инструмента для токарной обработки каленой стали
Точение закаленной стали – одна из самых сложных задач в металлообработке, которая лучше всего решается с применением режущей оснастки следующего вида:
- Твердосплавные пластины – универсальный и экономичный вариант, устойчивый к абразивному износу. Такой инструмент лучше всего подходит для работы со сталью твердостью не более 55 HRC. При более высоких характеристиках, срок службы инструмента значительно сократится.
- Керамические пластины – оснастка из смешанной керамики или армированной специальными кристаллами. Она способна прослужить долго даже при работе с очень твердой сталью, но поверхность, обработанная такой пластиной будет иметь не очень высокое качество. Поэтому их рекомендуется использовать для чернового и получистового точения.
- Пластины из сплава кубического нитрида бора (CBN) – высокопрочный резец, способный справиться с закаленной стали до 65 HRC и позволяющий получать идеальный результат при финальной обработке металла с экономией времени производственного процесса до 70%.
Особенности обработки резанием нержавеющих и жаропрочных сталей и сплавов
Рабочие процессы в современных машинах характеризуются высокими значениями давлений, нагрузок, скоростей и температур. Обычные конструкционные стали в этих условиях недолговечны или вовсе непригодны, поэтому в машиностроении все большее распространение получают стали и сплавы с высокими показателями прочности, жаропрочности, жаростойкости, а также стойкости против коррозии. Жаропрочные и нержавеющие стали и сплавы относятся к категории труднообрабатываемых материалов. Они значительно хуже поддаются обработке резанием по сравнению с обычными конструкционными сталями. Низкая обрабатываемость этих материалов определяется их физико-механическими свойствами. В этих условиях весьма важно раскрыть причины, влияющие на их обрабатываемость, и найти способы и средства увеличения производительности их обработки на металлорежущих станках. Жаропрочным называется материал, способный работать в напряженном состоянии при высоких температурах в течение определенного времени и обладающий при этом достаточной жаростойкостью, т. е. стойкостью против химического разрушения поверхности в газовых средах при высоких температурах. Другим важным свойством жаропрочных сталей и сплавов является их высокая коррозионная стойкость в агрессивных средах. Нержавеющим называется материал, обладающий высоким сопротивлением коррозии в агрессивных средах, прежде всего в атмосфере воздуха, паров воды и кислот. Обычно к такого рода материалам предъявляют требования обеспечения коррозионной стойкости при рабочей температуре детали. Большинство жаропрочных сплавов, как правило обладает повышенной коррозионной стойкостью при высоких температурах в различных средах. Поэтому, несмотря на то, что понятия жаропрочного и нержавеющего
проката по определению отличаются друг от друга, они обладают целым рядом общих физико-механических свойств, обуславливающих их общие технологические свойства по обрабатываемости резанием. Основная структура большинства жаропрочки и нержавейки представляет собой обычно твердый раствор аустенитного класса с гранецентрированной кубической решеткой. При этом большая часть деформируемых жаропрочных сплавов принадлежит к типу дисперсионно твердеющих, т. е. в этих сплавах происходит выделение из твердого раствора структурной составляющей – второй фазы, отличной от его основы и рассеянной по всему объему сплава в тонкодисперсной форме. Высокая дисперсность структуры препятствует возникновению и развитию процессов скольжения, при этом сопротивление ползучести сплава повышается.
Сравнение значений механических характеристик жаропрочных сталей и сплавов и стали 45 показывает, что значения истинного предела прочности при растяжении Sк, предела прочности в и твердости НВ при обычной температуре и отсутствии деформации (упрочнения), примерно равны. Поэтому худшая обрабатываемость жаропрочных и нержавеющих сталей и сплавов определяется другими физико-механическими и химическими свойствами и, прежде всего, структурой, механическими характеристиками, определяющими их свойства не только в исходном, но и в упрочненном состоянии и при нагреве, а также теплофизическими показателями (температура плавления, энергия активации, теплопроводность), определяющими свойства материала при повышенных температурах. Основные особенности резания жаропрочных и нержавеющих сталей и сплавов, затрудняющие их механическую обработку, следующие. 1. Высокое упрочнение материала в процессе деформации резанием. Повышенная упрочняемость жаропрочного и нержавеющего
проката объясняется специфическими особенностями строения кристаллической решетки этих материалов. Характеристикой, определяющей пластичность или способность материала к упрочнению, является отношение условного предела текучести, соответствующего 0.2-процентной остаточной деформации, к пределу прочности 0.2/в. Чем меньше это отношение, тем более пластичен материал и тем большей работы и сил резания требует он для снятия одного и того же объема металла. Величина этого отношения для жаропрочных сплавов составляет до 0.4…0.45, в то время как для обычных конструкционных сталей эта величина составляет 0.6…0.65 и более. Вследствие повышенной способности к упрочнению при пластической деформации жаропрочных сплавов значения в могут возрасти в 2 раза (с 60 до 120 кгс/мм), т – в 3…4 раза (с 25-30 до 100 кгс/мм), при этом относительное удлинение уменьшается с 40-65 до 5-10%. 2. Малая теплопроводность обрабатываемого материала, приводящая к повышенной температуре в зоне контакта, а следовательно, к активации явлений адгезии и диффузии, интенсивному схватыванию контактных поверхностей и разрушению режущей части инструмента. Эти явления не позволяют в ряде случаев использовать при обработке жаропрочных материалов недостаточно прочные инструментальные материалы, в первую очередь, твердые сплавы. Вместе с тем при использовании быстрорежущего инструмента по тем же причинам приходится принимать весьма малые скорости резания. Учитывая плохой теплоотвод при обработке жаропрочных и нержавеющих сталей и сплавов, основное значение приобретают охлаждающие свойства СОЖ. 3. Способность сохранять исходную прочность и твердость при повышенных температурах, что приводит к высоким удельным нагрузкам на контактные поверхности инструмента в процессе резания. Усугубляет действие этого фактора низкая теплопроводность этих материалов, благодаря чему высокая температура на контактных поверхностях не позволяет заметно снизить механические свойства по всему сечению срезаемого слоя. 4. Большая истирающая способность жаропрочных и нержавеющих сталей и сплавов, обусловленная наличием в них кроме фазы твердого раствора еще так называемой второй фазы, образующей интерметаллидные или карбидные включения. Эти частицы действуют на рабочие поверхности инструмента подобно абразиву, приводя к увеличенному износу. Большое значение имеют также структурные превращения, происходящие в этих материалах в процессе пластической деформации и сопровождающиеся выпадением карбидов. Все описанные выше твердые включения совместно с высокими температурами на контактных поверхностях приводят к интенсивному абразивному и диффузионному износу режущей части инструмента, к явлениям адгезии (схватывания). Поэтому коэффициенты трения жаропрочных и нержавеющих сталей по твердым сплавам во много раз больше, чем при трении обычной стали 20. 5. Пониженная виброустойчивость движения резания, обусловленная высокой упрочняемостью жаропрочных и нержавеющих материалов при неравномерности протекания процесса их пластического деформирования. Возникновение вибраций приводит к переменным силовым и тепловым нагрузкам на рабочие поверхности инструмента, следовательно, к микро- и макровыкрашиваниям режущих кромок. При наличии вибраций особенно неблагоприятное влияние на износ инструмента оказывают явления схватывания стружки с передней поверхностью инструмента. Учитывая рассмотренные особенности, процесс резания жаропрочных и нержавеющих сталей и сплавов протекает таким образом: вначале рабочие поверхности инструмента соприкасаются с относительно мягким, неупрочненным металлом и под их воздействием происходит пластическая деформация срезаемого слоя, сопровождаемая значительным поглощением прикладываемой извне (инструментом) энергии. При этом срезаемый слой получает большое упрочнение и приобретает свойства наклепанного металла, т. е. становится хрупким. Запас пластичности при этом в значительной мере исчерпывается и происходит сдвиг – разрушение, образование элемента стружки. Малая теплопроводность этих материалов приводит к резкому снижению отвода тепла в стружку и обрабатываемую заготовку, а следовательно, повышению температуры в зоне контакта режущей части инструмента и заготовки с активизацией процессов адгезии и диффузии. В результате этого значительно увеличиваются износ инструмента и явления налипания (схватывания), вызывающие разрушение режущих кромок. Интенсификации этих процессов способствуют повышенные механические характеристики обрабатываемого материала при высокой температуре, большая истирающая способность материалов, а также переменное воздействие этих факторов, обусловленное вибрациями. В настоящее время существует много способов облегчения обработки резанием труднообрабатываемых материалов, в том числе жаропрочных и нержавеющих сталей и сплавов. Самыми очевидными из них являются способы, направленные на повышение стойкости применяемых режущих инструментов. Это, прежде всего, правильный выбор марки инструментального материала и геометрии режущей части инструмента, а также обязательное применение охлаждения в зоне резания с использованием различных охлаждающих сред. При обработке жаропрочных и нержавеющих сталей и сплавов необходимо и целесообразно применение инструментов, изготовленных из инструментальных материалов, обладающих более высокими режущими свойствами: более высокой красностойкостью, хорошей сопротивляемостью абразивному износу и стабильностью режущих свойств. Согласно исследованиям, проведенным в этой области целесообразно предварительную обработку труднообрабатываемых материалов производить твердосплавными резцами, а чистовую – твердосплавными и быстрорежущими. Из быстрорежущих сталей при обработке жаропрочных сплавов наилучшие результаты дают применение кобальтовых и ванадиевых быстрорежущих сталей (Р14Ф4, Р10К5Ф5, Р9Ф5, Р9К9). Их применение приводит к значительному сокращению расхода режущего инструмента, снижению себестоимости выпускаемой продукции и повышению производительности. Из применяемых твердых сплавов выделяют 3 вида. Первый вид, называемый “износостойким” – Т30К4, Т15К6, ВК3 и др. – сравнительно твердый и обладает высокой сопротивляемостью износу. Второй вид сплавов – Т5К7, Т5К10 и др. – обладает большей вязкостью, но меньшей износостойкостью. Третий вид – ВК6А, ВК8 – имеет наименьшее сопротивление износу, но большую вязкость и нечувствительность к удару. Кроме того при чистовой и отделочной обработке жаропрочных и нержавеющих сталей и сплавов в качестве инструментальных материалов применяют минералокерамику, а также естественные и синтетические сверхтвердые материалы. Существенное влияние на повышение стойкости инструментов при резании труднообрабатываемых материалов оказывают специальные методы упрочнения их рабочих поверхностей: хромирование, цианирование, электроискровое упрочнение, радиоактивное облучение и др. для быстрорежущих сталей. А на твердосплавные пластины из прочного (вязкого) твердого сплава наносят тонкий слой (~5мкм) другого твердого сплава (TiC), обладающего высокой износоустойчивостью. Для повышения износоустойчивости минералокерамики применяют плакирование – покрытие защитными пленками. Применение смазывающе-охлаждающих жидкостей при резании металлов увеличивает стойкость режущего инструмента, улучшает качество обработанной поверхности и снижает силу резания. В настоящее время применение технологических сред считают одним из основных способов улучшения процессов резания труднообрабатываемых материалов. Следует отметить, что эффективность применения технологических сред определяется их физико-химическим составом и способом подачи в зону резания. Эффективными являются такие методы охлаждения режущего инструмента, как высоконапорное охлаждение, подаваемое тонкой струей на заднюю поверхность инструмента, охлаждение распыленной жидкостью и охлаждение углекислотой. При высоконапорном охлаждении жидкость, вытекая под большим давлением, распыляется и, соприкасаясь с нагретым металлом, быстро испаряется, интенсивно отбирая тепло. Такое охлаждение дает увеличение стойкости инструмента в 3…6 раз по сравнению с сухим резанием. Еще лучших результатов можно достигнуть применением одновременно высоконапорного охлаждения со стороны задней грани резца и подачи жидкости под давлением сверху на стружку. Недостаток высоконапорного охлаждения – разбрызгивание жидкости и образование паров, затрудняющих наблюдение за работой инструмента. Эти недостатки устраняются при охлаждении зоны резания путем распыления СОЖ сжатым воздухом. При этом уменьшается расход эмульсии. Стойкость инструмента увеличивается в 2…3 раза по сравнению с работой всухую. Охлаждение углекислотой является наиболее эффективным, однако и более дорогим методом охлаждения. Жидкий углекислый газ, содержащий до 50% твердых частиц углекислоты снегообразной формы, под давлением подается в зону резания. В виде инея эти частицы с температурой -79 °С оседают на поверхность металла и вскипают, поглощая 158 ккал тепла на 1 кг углекислоты. Методика назначения режимов резания при обработке деталей из жаропрочных и нержавеющих сталей и сплавов в основном такая же, как и при резании обычных конструкционных материалов. Необходимо только учитывать специфические особенности их резания. При конструировании станков, инструментов и приспособлений для обработки деталей из труднообрабатываемых материалов необходимо обеспечивать: 1) повышенную жесткость механизмов для восприятия больших сил резания с минимальными деформациями; 2) высокую виброустойчивость системы станок-приспособление-инструмент-деталь в условиях резания со значительными ударными нагрузками; 3) незначительные зазоры в механизме подачи станка для равномерного резания упрочняющегося обрабатываемого материала; 4) достаточный запас мощности электродвигателя станка, так как при резании жаропрочных сплавов силы резания больше, чем при обработке обычных конструкционных материалов; 5) приспособления для обработки деталей должны быть прочными и жесткими, в них необходимо предусмотреть каналы для отвода стружки; 6) инструменты должны быть короткими и жесткими. Кроме всего выше перечисленного добиться улучшения обрабатываемости жаропрочных и нержавеющих сталей и сплавов можно за счет: 1) воздействия на структуру и механические показатели материалов с помощью специальной термической обработки; 2) введения в зону резания ультразвуковых колебаний, облегчающих пластические деформации, снижающих коэффициент трения и повышающих температуру; 3) подогрева обрабатываемого материала в печах или с помощью газовых горелок на станках или путем электроиндуктивного или электроконтактного нагрева; 4) введения в зону резания слабых токов, что позволяет управлять механизмами электродиффузионного и окислительного износа режущего инструмента.
Литература:
1. Обработка резанием жаропрочных, высокопрочных и титановых сплавов. / Под ред. Н. И. Резникова. – М.: Машиностроение, 1972. – 200 с. 2. Подураев В. Н. Резание труднообрабатываемых материалов. – М.: Высшая школа, 1974. – 587 с. 3. Шифрин А. Ш., Резницкий Л. М. Обработка резанием коррозионностойких, жаропрочных и титановых сталей и сплавов. – М.- Л.: Машиностроение, 1964. – 448с.
Доклад Ткач М. А. Всеукраинская научно-техническая студенческая конференция. ДГМА. 19.04.05.
Это интересно: применение нержавейки