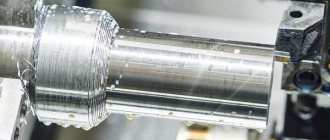
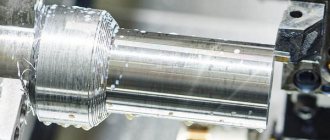
Когда по условиям чертежа требуется получить гладкую и блестящую зеркальную поверхность детали, но точность размеров может быть грубой, применяют полирование этой поверхности; если же, помимо чистоты и блеска, требуется получить точные размеры детали, применяют доводку или притирку.
Полирование
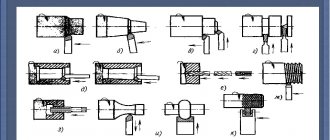
Полирование производится на токарных станках при помощи наждачной шкурки
. В зависимости от размера зерен наждака различают следующие номера шкурки: № 6, 5 и 4 — с крупными зернами наждака № 3 и 2 — со средними, № 1, 0, 00 и 000 — с мелкими. Самое чистое полирование дает шкурка № 00 и 000. Наждачную шкурку нужно держать так, как показано на рис. 232, а, иначе она может намотаться на деталь и защемить пальцы.
Полирование производится значительно быстрее при помощи простого приспособления, называемого жимками (рис. 232, б). Жимки состоят из двух деревянных брусков, соединенных с одного конца кожаным или металлическим шарниром и имеющих углубления по форме детали. В жимки закладывают наждачную шкурку или засыпают наждачный порошок. Рекомендуется смазать полируемую поверхность машинным маслом или смешать с маслом порошок, тогда поверхность получается более блестящей.
Применение жимков устраняет опасность повреждения рук токаря и захвата рукава вращающейся деталью, хомутиком или патроном.
Полирование ведут при легком нажиме жимков и больших числах оборотов обрабатываемой детали.
Доводка или притирка
Доводка или притирка применяется для окончательной обработки наружных и внутренних цилиндрических и конических, фасонных и плоских поверхностей деталей с целью получить точные размеры и высокое качество (чистоту) поверхности или герметичность соединения.
Этот метод обработки получил широкое распространение в инструментальном производстве (доводка режущих кромок твердосплавных резцов и разверток; доводка калибров цилиндрических, конических, резьбовых; доводка измерительных плиток).
Этот метод обработки широко применяется также и в машиностроении, например, доводка шеек коленчатых валов, плунжеров форсунок, зубьев колес и т. д. Чистоту поверности после доводки можно получить от 10 до 14.
Доводка наружных цилиндрических поверхностей производится чугунными, медными, бронзовыми или свинцовыми втулками (притирами), выточенными по размеру обрабатываемой детали. С одной стороны втулка разрезана, как показано на рис. 233.
Втулку 1 смазывают изнутри ровным тонким слоем корундового микропорошка с маслом или доводочной пастой. Затем ее вставляют в металлический жимок 2 и надевают на деталь. Слегка подтягивая жимок болтом 3, равномерно водят притир вдоль вращающейся детали. При доводке полезно смазывать деталь жидким машинным маслом или керосином.
Припуск на доводку оставляют порядка 5—20 мк (0,005— 0,020 мм) на диаметр.
Скорость вращения детали при доводке — от 10 до 20 м/мин; чем чище должна быть обработанная поверхность, тем ниже должна быть скорость.
Доводка отверстий производится чугунными или медными втулками (притирами), также разрезанными с одной стороны. Втулки устанавливают на точный размер при помощи пологих конических оправок, на которые они насаживаются. На рис. 234 показана втулка 1, насаженная на коническую оправку 2, закрепленную в самоцентрирующем патроне. Для доводки деталь надевают на втулку 1, которая во время доводки вращается с оправкой 2; при этом детали сообщают медленное прямолинейно-возвратное движение по втулке.
Доводку наружных и внутренних поверхностей производят корундовым микропорошком, смешанным с маслом, или специальными доводочными пастами ГОИ. Эти пасты дают лучшие результаты как по качеству поверхности, так и по производительности. Они оказывают на металл не только механическое, но и химическое действие. Последнее состоит в том, что благодаря пасте на поверхности детали образуется тончайшая пленка окислов, которая легко затем снимается.
Накатывание
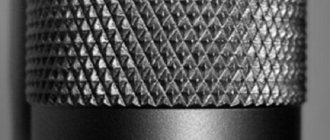
Цилиндрические рукоятки различных измерительных инструментов, рукоятки калибров, головки микрометрических винтов и круглые гайки делают не гладкими, а рифлеными, чтобы удобнее было пользоваться ими. Такая рифленая поверхность называется накаткой
, а процесс ее получения —
накатыванием
. Накатка бывает прямой и перекрестной.
Читать также: Самый дорогой токарный станок в мире
Для накатывания в резцедержателе суппорта станка закрепляют особую державку 1 (рис. 235), в которой установлены для простой накатки один, а для перекрестной — два ролика 2 и 3 из инструментальной закаленной стали с нанесенными на них зубчиками.
Зубчики на роликах имеют различные размеры и по-разному направлены (рис. 236), что позволяет получить накатку различных узоров.
При накатывании державку прижимают к вращающейся детали. Ролики вращаются и, вдавливаясь в материал детали, образуют на ее поверхности накатку. Она может быть крупной, средней или мелкой в зависимости от размеров зубчиков на роликах.
При накатывании производят подачу в двух направлениях — перпендикулярно к оси детали и вдоль оси. Для получения достаточной глубины накатки можно вести накатывание в 2—4 прохода.
Правила накатывания : 1) начиная накатывание, следует дать сразу сильный нажим и проерить, попадают ли зубчики ролика при следующих оборотах в сделанные ими насечки; 2) ролики должны соответствовать требуемому узору детали; 3) двойные ролики должны быть точно расположены один под другим; 4) перед работой ролики нужно тщательно очистить проволочной щеткой от остатков материала; 5) во время накатывания рабочие поверхности роликов следует хорошо смазывать веретенным или машинным маслом.
Режимы накатывания . В табл. 10 и 11 указаны окружные скорости и продольные подачи при накатывании на токарных станках.
Проверку правильности накатки производят на глаз.
Обкатывание поверхности роликом
Для упрочнения поверхностного слоя детали, предварительно обработанной, например, чистовым точением применяют обкатывание цилиндрической поверхности закаленным роликом с полированной поверхностью.
Обкатываемой детали сообщают вращательное движение со скоростью 25—50 м/мин, а державке с роликом — движение продольной подачи. Величина подачи 0,2—0,5 мм/об — в зависимости от требуемой чистоты поверхности. Обкатывание ведут с небольшим нажимом ролика на обкатываемую поверхность. Число проходов ролика 2—3. Для уменьшения износа ролика применяют обильную смазку поверхностей ролика и детали веретенным или машинным маслом, смешанным в равных количествах с керосином.
Технология
Сам процесс состоит из нескольких этапов. Алгоритм, следующий:
- Подготовительный этап. В это время поверхность изделия шлифуют и удаляют с него всю грязь, пыль, ворс. При шлифовке используется абразив с разными показателями зернистости.
- Грунтовка поверхности. она проводится с использованием льняной ткани и лака. Льняная ткань подходит лучше всего, поскольку не оставляет мелких волокон на заготовке.
- На третьем этапе происходит непосредственно полировка изделия. После нанесения специального вещества тампон изо льна следует пропитать растительным маслом и покрыть изделие равномерным слоем. Каждый новый слой политуры должен высохнуть, после чего его следует протереть ветошью для удаления пыли и придания поверхности идеального внешнего вида.
Финишным этапом является полировка.
Средства, используемые для полировки дерева
Для полировки дерева в торговых предприятиях предлагается большой перечень различных отделочных веществ:
- Шеллачный лак – используется для отделки мебели.
- Алкидный лак – применяется для покрытия паркета.
- Акриловый лак – используется для обработки изделий из древесины.
- Полиуретановый лак – применяется для защиты деревянных изделий от атмосферных осадков.
- Нитролак – используется для обработки деревянных изделий.
Можно изготовить политуру для полировки дерева, в домашних условиях используя определенные вещества:
- смолу шеллака — 60 г;
- этиловый спирт 90* — 500 мл.
Процесс изготовления достаточно прост. В стеклянную тару засыпается смола и заливается спиртом, хорошо перемешивается, закрывается плотной крышкой и настаивается до полного растворения смолы. Далее состав фильтруется и применяется по назначению для полировки деревянных изделий.
Советы и рекомендации
Чтобы дерево лучше приняло политуру, его необходимо смазать протравкой. Этот состав можно сделать самостоятельно или приобрести готовый. Темное дерево необходимо смазывать протравой несколько раз. Светлое – один раз.
Состав для полировки можно сделать самостоятельно в домашних условиях. Для этого понадобится:
- 60 г смолы шеллака;
- спирт этиловый или винный крепостью 90–95° емкостью 500 мл.
Хранить приготовленную политуру необходимо в закрытой стеклянной емкости. Смесь требуется регулярно перемешивать.
Полировка на токарном станке происходит гораздо быстрее, если использовать жимки. Это приспособление из двух деревянных брусков. туда закладывают наждачную шкурку или засыпают порошок.
Обработка дерева и металла
Полированием на токарном станке получают малую шероховатость поверхности (12-й класс). Полирование осуществляют образивной шкуркой, которая представляет собой полотно с наклеенным на него слоем абразивных зерен. В зависимости от размера зерен различают шкурки грубые (№ 6, 5, 4), средние (№ 3, 2), мелкие ( № 1, 0) и отделочные (№ 00, 000).
Полирование на токарном станке выполняют при помощи жимков — двух шарнирно связанных деревянных колодок, между которыми вкладывают абразивную шкурку (рис. 1). Токарь удерживает жимки за ручки левой рукой, создавая необходимый прижим шкурки к заготовке (детали), а правой рукой поддерживает шарнир и осуществляет продольную подачу. Можно закреплять шкурку в резцедержателе при помощи деревянной колодки с обхватом заготовки (детали ) шкуркой или с прижимом шкурки к заготовке. Не допускается прижим шкурки к заготовке (детали) вручную.
При внутреннем полировании шкурку наматывают на деревянную оправку, закрепив конец шкурки в прорези оправки. Не допускается полирование отверстия с прижимом шкурки рукой или пальцем.
Окружная скорость при полировании шкуркой 60—70 м/мин. При полировании для предохранения от попадания абразивной пыли отверстие в патроне закрывают заглушкой из пенопласта, а направляющие станины прикрывают брезентовой тканью.
Полирование применяют для придания поверхностям деталей декоративного вида, зеркального блеска на отдельных частях деталей и уменьшения шероховатости поверхностей до Rа
= 0,63…0,08 мкм. Полирование производят мягкими абразивными материалами (венская известь, крокус, окись хрома), которые наносят на упругие круги из дерева, кожи, войлока, фетра, тканей и капрона. В качестве абразивного материала при полировании заготовок из стали применяют порошки из электрокорунда и окиси железа, при полировании заготовок из чугуна – из карбида кремния и окиси железа, а при полировании заготовок из алюминия и медных сплавов – окись хрома. Порошок абразивного материала смешивают со смазкой (связующим материалом), которая состоит из смеси воска, парафина и керосина. Помимо смазочных функций, они активизируют также процесс полирования за счет создания химических и адсорбционных явлений.
Читать также: Алюминиевая присадка для сварки аргоном
Рис. 6.109. Схемы полирования поверхностей.
олученные полировальные пасты наносят на быстровращающиеся эластичные круги или щетки (рис. 6.109, а и б). Заготовка –1
подводится к носителю пасты или абразива –
2
. Носитель –
2
перемещается так, чтобы поверхность во всех частях подвергалась обработке. При полировании фасонных поверхностей заготовки, как правило, перемещают вручную. Для полирования плоских, цилиндрических, конических поверхностей используют полировальные станки. В процессе полирования заготовка поджимается к кругу с силой
P
и совершает движения подачи –
Sпр
в соответствии с профилем обрабатываемой поверхности (рис. 6.109, б).
Скорость вращения круга при полировании зависит от обрабатываемого материала: для сталей, чугунов, никеля, хрома она равна – 30…35м/с, для цветных металлов и их сплавов – 18…30 м/с.
Особое место при полировании занимает использование абразивной ленты (рис. 6.110, а, б, в, г). Обработка абразивными лентами широко применяется для шлифования сложных поверхностей деталей с достигаемой шероховатостью –Rа
= 0,02…0,03 мкм. Абразивная лента изготовляется из бумаги, ткани и кожи; на нее наносят абразивные зерна электрокорунда, алмаза синтетического, эльбора – для обработки стали или карбида кремния – для обработки чугуна и цветных металлов. При полировании лентами (рис. 6.109, в) рабочая поверхность ленты значительно превышает рабочую поверхность круга, благодаря чему происходит большое рассеяние теплоты. Эластичная лента может огибать всю шлифуемую поверхность, поэтому движение подачи может отсутствовать.
При полировании абразивными лентами (рис. 6.109, г) главное движение может совершать и заготовка – 1
, имеющая форму кольца с фасонной внутренней поверхностью. Абразивная лента –
3
поджимается через прижим –
2
к обрабатываемой поверхности и периодически перемещается. Полирование абразивными лентами осуществляется со скоростью до 30 м/с. при этом обрабатываемая деталь или лента поджимаются друг к другу – давление поджима не более 0,04 МПа (при обработке цветных металлов и сплавов) и 0,2 МПа (при обработке чугуна и сталей).
Возможные ошибки
В первую очередь важно закрепить заготовку. Если деталь не будет надежно закреплена, то качество шлифовки и полировки будет низким.
Обязательно соблюдать правила техники безопасности при работе с токарным станком. запрещено допускать к оборудованию детей и лиц, которые незнакомы с устройством токарного станка.
Процесс полировки изделий из древесины на токарном станке состоит из несколько этапов и позволяет придать заготовке конечный внешний вид, сочный цвет и глубину. Важно правильно соблюдать все особенности процесса и подобрать состав для полировки.
Полировка деревянных покрытий
При изготовлении изделий из древесины часто возникает вопрос: «Как полировать дерево?» используя полировку для придания защитного покрытия. Чаще всего полировка применяется при отделке мебели и поделочных изделий. Полированная поверхность позволяет сохранить текстуру дерева и придает изделию красивый внешний вид.
Полировка дерева
Отделка поверхностей методом токарной обработки
Отделочные операции — полирование, доводку, обкатывание, раскатывание, выглаживание и накатывание выполняют для уменьшения шероховатости, повышения размерной точности к износостойкости ранее обработанной поверхности или для нанесения на нее рифлений определенного узора.
Полирование
Полирование выполняют для уменьшения шероховатости и повышения блеска поверхностей детали. На токарных станках оно осуществляется шлифовальными шкурками на бумаге или полотне. Сталь и цветные металлы обрабатывают шкурками из корунда 15А- 25А, чугун и другие хрупкие материалы — шкурками из карбида кремния 54С- 64С.
В процессе работы полоску шкурки, удерживая обеими руками, прижимают к вращающейся полируемой поверхности и перемещают возвратно-поступательно вдоль нее. Удерживать шкурку рукой в обхват нельзя, так как она может намотаться на деталь и защемить пальцы. Стоять у станка необходимо с поворотом корпуса вправо примерно под углом 45° к оси центров. Полирование обычно выполняют последовательно несколькими шкурками с постепенным уменьшением их зернистости.
Цилиндрические поверхности удобно полировать «жимком», состоящим из двух шарнирно соединенных деревянных брусков. В радиусные углубления брусков укладывают шлифовальную шкурку, которую прижимают жимком к обрабатываемой поверхности. Удерживая рукоятки жимка левой рукой, а правой поддерживая шарнир, осуществляют возвратно-поступательную продольную подачу.
Полирование можно выполнять также при закреплении шлифовальной шкурки в резцедержателе суппорта с помощью деревянного бруска и металлической планки.
Внутренние поверхности полируют шкуркой, закрепленной и намотанной на деревянной оправке.
Полируемая деталь сильно нагревается и удлиняется. Поэтому, когда она поджата центром, надо периодически проверять, насколько туго он зажат, и, если требуется, немного ослабить.
Чтобы получить более качественную поверхность, надо увеличить насколько возможно частоту вращения детали. Кроме того, при окончательном полировании рекомендуется натирать шкурку мелом.
Доводка
Доводка выполняется для повышения точности поверхности (до 5-6-го квалитета) и уменьшения ее шероховатости. Специальными инструментами — притирами — вместе с абразивными материалами с поверхности детали удаляются мельчайшие неровности.
Абразивные и связующие материалы. Рабочая поверхность притира насыщается твердыми абразивными материалами: порошками электрокорунда — для доводки сталей и карбида кремния — для чугуна и других хрупких материалов.
Зернистость порошков выбирается в зависимости от требуемой шероховатости. Предварительную доводку выполняют микропорошками М40-М14, чистовую-М10-М5 (номер микропорошка соответствует размерам зерен в микронах).
Из доводочных паст наиболее часто используются пасты ГОИ, изготовляемые на основе мягкого абразивного материала-окиси хрома в смеси с химически активными и связующими веществами. По доводочной способности такие пасты делятся на грубые, средние и тонкие.
В качестве связующих и смазывающих материалов при доводке применяют керосин или минеральное масло.
Притиры-втулки с продольным разрезом, позволяющим регулировать их по диаметру для компенсации износа.
Притиры для предварительной доводки снабжены продольными или винтовыми канавками, в которых во время работы собираются остатки абразивного материала. Окончательная доводка ведется притирами с гладкой поверхностью.
Доводка наружной поверхности выполняется притиром, который устанавливается в жимок и регулируется по мере необходимости винтом.
Для обработки отверстий притир устанавливают на конической оправке и регулируют за счет осевого перемещения гайками. Материал притира выбирают в зависимости от его назначения и применяемого абразивного материала.
При доводке твердыми абразивными материалами, зерна которых вдавливаются в притир, материал последнего должен быть мягче материала обрабатываемой детали. Кроме того, чем крупнее зерна применяемого порошка, тем мягче материал следует выбирать для притира. Для грубой доводки рекомендуются притиры из мягкой стали, меди, латуни, а для предварительной и чистовой — из мелкозернистого серого чугуна средней твердости.
Для работы пастами ГОИ притир должен иметь большую твердость, чем доводимая деталь. В этом случае хорошие результаты дает применение притиров из закаленной стали или серого чугуна повышенной твердости.
Окружная скорость детали или притира принимается при предварительной доводке 10—20 м/мин, при чистовой — 5—6 м/мин в целях уменьшения нагрева детали.
Накатывание
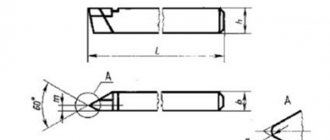
Назначение и инструменты. Накатывание выполняется для создания на поверхностях некоторых деталей (ручках, головках винтов и др.) специально предусмотренной шероховатости, выполненной в виде рифлений определенного узора. Для этого пользуются накатками, состоящими из накатного ролика и державки.
Для нанесения прямого узора применяют однороликовую накатку, сетчатого— двухроликовую соответственно с правым и левым направлениями рифлений.
Накатные ролики изготавливают из инструментальных сталей и закаливают до высокой твердости. На их цилиндрической поверхности выполняются рифления с углом профиля 70° для стальных деталей и 90° — для деталей из цветных металлов с шагом от 0,3 до 1,6 мм.
Накатка закрепляется с наименьшим вылетом в резцедержателе суппорта так, чтобы образующая ролика была строго параллельна оси детали. Проверяют это по обрабатываемой поверхности на просвет. Ось ролика однороликовой накатки должна находиться на уровне оси центров станка. Для двухроликовой накатки точность установки по высоте не имеет существенного значения, так как в
этом случае ролики самоустанавливаются по обрабатываемой поверхности за счет шарнирного соединения обоймы с державкой.
Приемы накатывания. При накатывании металл выдавливается, поэтому поверхность детали обтачивают до диаметра, меньше номинального примерно на 0,5 шага рифлений.
Ролики подводят вплотную к вращающейся детали и ручной подачей вдавливают в обрабатываемую поверхность на некоторую глубину. Выключив вращение детали, проверяют точность образовавшегося рисунка. Затем включают вращение шпинделя и продольную подачу и выполняют накатывание на требуемую длину за несколько проходов в обе стороны до получения полной высоты рифлений. В конце каждого прохода, не нарушая контакта с заготовкой, накатку подают поперечно на
требуемую глубину. Накатные ролики следует периодически очищать проволочной щеткой от застрявших в углублениях металлических частиц.
Продольную подачу принимают примерно равной удвоенной величине шага рифлений (1—2,5 мм/об), скорость вращения детали — в пределах 15—20 м/мин.
Обрабатываемую поверхность смазывают маслом.
Отделка заготовки
Данный метод используется для обработки элементов цилиндрической формы разнообразной длины, зафиксированной между центрами задней и передней бабок. Соответственно, вы имеете возможность изготовить любые детали: от стоек перил и ножек стола до крохотных шахматных фигурок. В особенности у искусных мастеров получается изготовление и обтачивание бильярдных киев.
Первый этап работы состоит в определении расположения оси заготовки из дерева, чтобы зажать ее между центром задней бабки и поводковым центром.
Второй этап заключается в том
, чтобы изготовить заготовку (из обрезки полена или бруска дерева квадратного сечения). Это может производиться в режиме 1000−1500 оборотов в минуту. В этом случае стружка должна сниматься справа налево посредством желобчатой вогнутой широкой стамески для предварительной обработки рейера. Если заготовка длинноватая, то черновая обработка осуществляется в несколько шагов; подручник при этом придвигается к детали по мере ее отделки, не меняя положения по высоте.
При точении деталей бывают инструменты различной формы
для обработки фасонной поверхности:
- крючок,
- полукруглый резец,
- плоская стамеска,
- скошенная стамеска (или в народе — косяк),
- желобчатая стамеска и др.
В зависимости от разновидности применяемого инструмента и стадии рабочего процесса необходимо время от времени приближать подручник к заготовке. По окончании процесса, когда деталь будет уже готова, осуществляется финальная отделка:
- полирование,
- тонирование,
- шлифование,
- вощение и проч.
Последние штрихи происходят, когда подручник уже снят.
При помощи углового центроискателя прочертите простым карандашом с обеих сторон заготовки по 2−3 линии, средокрестие которых и станет центром торца.
Сильно ударив молотком по разметочному керну, сделайте канавки и осевое углубление на торцах заготовки.
Поместите заготовку на поводковый центр, приблизьте заднюю бабку к противолежащему торцу и подожмите при ее помощи заготовку так, чтобы поводки оптимально врезались в углубления на торце, а после отстраните центр задней бабки. После этого заготовка сможет держаться самостоятельно.
Еще раз приблизьте центр задней бабки к заготовке для того, чтобы зафиксировать ее по оси центров. Если дерево мягкое, то сверните маховик задней бабки на ¼ оборота, если твердое, будет достаточно половины оборота. Заготовка должна быть зафиксирована таким образом, чтобы можно было без противодействия проворачивать ее рукой.
Приблизьте подручник как можно ближе к заготовке. Вращая ее рукой, удостоверьтесь, что она поворачивается без препятствий, ни за что не задевая. Опорная плоскость подручника при этом должна находиться приблизительно на 5 мм ниже точки вращения.
Черновая обработка
Точение по дереву на токарном станке предполагает черновую обработку. Для чернового обтачивания цилиндра
при помощи рейера необходимо установить частоту (или скорость) вращения 1000, максимум 1500 оборотов в минуту. Чем более выверенной должна быть форма цилиндра, тем скорость должна быть установлена больше. Заготовки с незначительным припуском на обработку допускается протачивать с одного хода по всей длине, если припуск больше, то действовать нужно поступательно, двигаясь к шпинделю от задней бабки.
Начинайте работу постепенно, делая упор стержня резца на подручник и удерживая лезвие таким образом, чтобы пятка резца касалась дерева. После этого приподнимите ручку стамески, пока край острия не станет врезаться в дерево, убирая при этом ровненько и хорошо закручивающуюся стружку.
Ведите резец по направлению скручивания стружки так: рука, которая держит ручку, задает движение, а вторая только поддерживает лезвие, не допуская нажатия на него.
При осуществлении черновой обработки квадратного заготовочного материала аккуратно начинайте срезать углы стамеской, не очень налегая на нее. Дождитесь, пока заготовка шлифуется до цилиндрической формы наивысшего диаметра, передвигая по направлению к оси вращения по мере обтачивания припуска подручник.
Исходя из того, какую форму вы желаете сообщить детали, проведите простым карандашом базовые линии разметки вогнутых и выпуклых частей, поворачивая рукой заготовку. Размечайте ее таким образом, чтобы более широкие части детали каждый раз располагались с края передней бабки.
Приступайте к обтачиванию стамеской обоих краев заготовки. В опоре на подручник она должна входить в дерево плавно (без грубых движений), находясь перпендикулярно оси движения.
Проверяем размер
Систематически проводите проверку размера при помощи штангенциркуля. Профессиональные столяры, как правило, придавливают резец к бедру локтем, для того чтобы высвободить руку для замерного инструмента. Когда штангенциркуль начинает содрогаться, убавьте глубину стружки. Обточите таким образом в первую очередь максимальные диаметры, а после переходите к точению остальных деталей:
- плеч,
- шеек,
- торов,
- шаров и проч.
Чтобы выточить полутор, используйте желобчатую стамеску. Она пригодится для фасонной обработки поверхности. Держать ее нужно перпендикулярно оси. Режущую кромку «спускайте» с внешней стороны в глубину заготовки. Ручку станка нужно поднимать и немного поворачивать. Для того чтобы получился целый тор, следует совершить ту же манипуляцию с каждой из сторон.
Свод (шейка) вытачивается тем же резцом, что применялся для тора.
После завершения черновой отделки
донышка в центре шейки проточите правую полушейку, только на этот раз проводя инструмент вверх снизу и вправо. Ни в коем случае не переводите резец в один прием с одной стороны шейки на вторую — их необходимо вытачивать по очереди.
Вытачивание листелей
Листели (мелкие ободки, часто оставляемые с каждой из сторон шейки) вытачиваются с применением мейсель-резца. У него не имеется задних углов на боковых гранях стержня, чем он и отличается от стамески, но вместо этого есть тонкая колея для вывода стружек.
Можно использовать в работе прием «галтель»: это мягкий переход от одной поверхности ко второй. По сути, это комбинация шейки и тора. В связи с этим сначала затачивайте шейку, а после этого тор, который примыкает к ней.
Поместите клин между крышкой и коробочкой и, немного стукнув киянкой, затем снимите ее. При помощи сверла, прикрепленного в задней бабке, просверлите в заготовке отверстие, которое впоследствии задаст глубину. Скребок или иной режущий инструмент придерживайте по оси вращения, приподнимая ручку, до тех пор пока не обнаружите наилучший угол резки. Скребком можно манипулировать, перемещая его к краю заготовки от центра или наоборот. Периодически нужно проверять глубину. Когда внутренность будет выточена, выровняйте посадочное отверстие для покрышки мелкозерненой шкуркой, а после этого можно приступать к сражению коробочки при помощи мейсель-резки.
Декорирование детали
Деталь, зафиксированную с двух сторон
, никогда не срезают полностью. Выточите ее с двух краев колеи, сохраняя перемычки небольшого диаметра, и, предварительно остановив станок, отсоедините концы ножовкой.
Для завершения отделки детали уберите резцедержатель и снизу подвергните обработке деталь мелкой шкуркой (зернистость М16-M63). Во время работы шкурку следует поворачивать крест-накрест во избежание круговых царапин.
Для красивого внешнего вида изделия на токарном станке по дереву можно во время вращения натереть ее кусочком воска или парафина, а после отполировать пробковым материалом или плотной тканью.
Технология полировки
Процесс полировки древесины проводится в несколько этапов:
- шлифования поверхности;
- нанесения грунта;
- располировки;
- отполировки.
Шлифование поверхности
Процесс шлифования не представляет особых затруднений, но требует много времени для придания дереву необходимого вида. Поверхность древесины, предназначенная для отделки недолжна, иметь заусениц, сколов, трещин и других неровностей. Для этого дерево обрабатывается в 3 этапа:
- наждачной бумагой № 46-60;
- наждачной бумагой № 80-100;
- наждачной бумагой № 140-170,
до придания поверхности гладкого ровного глянцевого состояния.
Полировка абразивным материалом
Шлифовка производится деревянным бруском, обернутым наждачной бумагой вдоль волокон древесины. После шлифовки поверхность протирается сухой чистой ветошью, смачивается водой и вытирается сухой ветошью повторно. Выдерживается пауза до полной просушки в течение 2-х час и обрабатывается наждачной бумагой № 120-140 до полного удаления оставшихся волокон древесины. При необходимости операция повторяется несколько раз до придания дереву глянцевого покрытия.
Нанесение грунта
Процесс грунтовки осуществляется с использованием специального тампона путем нанесения лака на деревянную поверхность. Тампон должен быть изготовлен в обязательном порядке из льняной ткани (не оставляет ворсинок ткани).
Все рабочие процессы выполняются в следующей последовательности:
- тампон пропитывается лаком и с его помощью обрабатывается вся поверхность древесины до образования однородного покрытия;
- выдерживается пауза до полного высыхания лака, зачищается мелкозернистой наждачной бумагой и протирается чистой сухой ветошью;
- наносится дополнительно 2 слоя лака;
- готовится состав, состоящий из 1 ч. политуры и 1 ч. лака, которым покрывается вся поверхность;
- проводится сушка дерева в течение 2 суток.
Располировка
Процесс располировки заключается в нанесении политуры на дерево и выполняется в следящей последовательности:
- на льняной тампон наносится небольшое количество растительного масла для лучшего скольжения по обрабатываемой поверхности;
- тампоном, смоченным политурой аккуратно протирается вся поверхность;
- операция обработки проводится 3 раза с паузами после нанесения каждого слоя до полного высыхания политуры;
- дерево обрабатывается мелкозернистой наждачной бумагой и протирается сухой ветошью (после каждого раза нанесения политуры).
Полировка гитарного корпуса
Отполировка
Для того чтобы отполировать дерево до идеального состояния выполняются рабочие операции, производимые несколько раз до достижения необходимого результата.
Производятся следующие работы:
- дерево обрабатывается мелкозернистой наждачной бумагой смоченной в растительном масле;
- на тампон наносится небольшое количество растительного масла и политуры и обрабатывается вся поверхность (операция приводится несколько раз).
При проведении операций полировки, когда используется лак или политура необходимо соблюдать весь технологический процесс для создания прочного, ровного, глянцевого покрытия древесины. При наличии определенных навыков и соответствующих веществ можно проводить отделку деревянных изделий и в домашних условиях.
Способы полировки металла
Для полировки металла до зеркального блеска в домашних условиях чаще всего применяют специальную пасту, например ГОИ или алмазную, популярную среди домашних мастеров, а также полировальный станок с абразивным кругом.
На предприятиях по обработке металла используются следующие виды полировки:
- механическая;
- химическая;
- электрохимическая;
- при помощи плазмы;
- лазерная;
- ультразвуковая.
Механический способ
Одним из самых эффективных способов самостоятельной полировки металла является обработка поверхности изделия полировочной машинкой.
ПОСМОТРЕТЬ шлифовочные машины и насадки на AliExpress →
Шлифовальный станок — незаменимый инструмент для качественной полировки металла до появления первоначального сияния. У машинки для полирования имеется так называемый абразивный круг, покрытие которого будет зависеть от характера работ и материала.
Сам процесс обработки металла с помощью шлифовальной машинки будет происходить следующим образом:
- Круги для полировки и участок металла, который необходимо обработать, смачиваются водой. Для обработки металла диск должен вращаться на скорости 1400 оборотов в минуту. Необходимо предусмотреть, что при такой скорости вращения брызги будут разлетаться на 1–1,5 метра, поэтому необходимо позаботиться о соответствующей защите лица и одежды.
- Обрабатываемая плоскость начнет нагреваться в результате трения, а вода будет испаряться. В результате такого взаимодействия будут удаляться неровности и шероховатости, образуя на основании абразивного круга засоры из металлических частиц и воды. Каждые несколько минут необходимо выключать станок и промывать диск под струей воды. Частички металла следует убирать не только с инструмента, но и с поверхности изделия.
- Для достижения зеркального блеска рекомендуется использовать войлочный материал. Такая насадка надевается на шлифовальный диск так, чтобы края выступали за границу круга на 1–1,5 см. Войлок и поверхность металлической детали необходимо смочить водой, после чего происходит финишная полировка металла.
Если в наличии нет специального станка, можно использовать такое средство для полировки, как наждачная бумага. Сперва необходимо обработать поверхность наждачкой крупного абразива, а затем более мягкого. После перехода с одной зернистости на другую можно приступать к финишному этапу обработки.
ПОСМОТРЕТЬ Палировочная алмазная паста на AliExpress →
На завершающем этапе используют полироль. Для металлических изделий, как и для каменных поверхностей, отлично подходит алмазная паста, которая может вернуть поверхностям идеальную гладкость и зеркальный блеск. Тканью, на которую наносится полировочная паста, тщательно обрабатывается поверхность металлического изделия.
Химическое полирование металла
Химическое полирование является наиболее эффективным решением в отношении изделий из металла и сплавов, имеющих декоративную функцию.
Суть химического способа чистки металла заключается в том, что всю работу по восстановлению поверхности изделия выполняют специальные растворы из химических реагентов и кислот.
Раствор необходимо нагреть до определенной температуры, которая зависит от составляющих металлического сплава, после чего изделие из металла погружается в раствор на несколько минут. Между металлом и химическим раствором происходит реакция, в результате которой разрушается дефектный слой изделия.
Для того чтобы погрузить деталь в раствор, используются специальные держатели. Нет необходимости применять ручной труд, а обработка металла происходит равномерно по всей поверхности.
Однако у данного способа есть недостаток: после процедуры поверхность изделия скорее матовая, нежели блестящая. Кроме того, данный метод требует соблюдения ряда правил безопасности.
Электрохимическая полировка металла
Электрохимическая полировка металла на первый взгляд проходит так же, как и химическая. Деталь нужно опустить на дно резервуара с раствором, но при этом необходимо обеспечить прохождение электрического тока через изделие.
Ток ускоряет процесс разрушения оксидного слоя даже в еле заметных углублениях на поверхности металла.
В результате изделие приобретает идеальную гладкость. Данный способ отлично подойдет тем, кто ищет ответ на вопрос, как отполировать металл до зеркального блеска.
Недостатком данного метода являются большие затраты электроэнергии и необходимость регулярной замены химического раствора.
Полировка при помощи плазмы
Полировка металла при помощи плазмы схожа с электрохимическим способом чистки: изделие также погружается в химический раствор с последующим проведением через него электрического разряда.
Однако электролитно-плазменный способ подразумевает использование не смеси химических реагентов и кислот, а безвредного раствора, получаемого из солей аммония.
Результатом электроплазменной полировки будут не только зеркальный блеск и идеальная гладкость, но и дополнительная защита от образования коррозии.
Лазерная полировка металла
Процесс полировки металла посредством лазерной установки исключает необходимость применения различных полиролей, растворителей и абразивных частиц.
Лазерное устройство воздействует на поверхность металлических изделий путем подачи импульсов света. Энергия, соприкасаясь с металлом, преобразуется в плазму, ее частицы распадаются, что приводит к появлению ударной волны.
Импульс света не имеет достаточной длины, чтобы повредить изделие, однако расщепляет поврежденные частицы металла.
Ввиду этой особенности лазерного луча, если изделие требует глубокой чистки, на один и тот же участок поверхности металла придется воздействовать несколько раз.
Лазерная установка, выполненная из стали, имеет такую особенность, как самоограничение. Устройство само снижает интенсивность воздействия и мощность луча, как только лазер доберется до слоя металла который не нуждается в полировке.