Когда применяется крепление в центры
установка заготовки с помощью оправки: 1 — оправка средняя часть; 2 — лыска; 3 — центровые отверстия; 4 — заготовка
- Так протачивают длинные детали, у которых длина пятикратно превышает поперечник;
- если нужно создать концентричность поверхностей во время фиксации;
- дальнейший этап точения проходит на шлифовальном оборудовании;
- технология не предусматривает другие методы.
СПОСОБЫ ЗАКРЕПЛЕНИЯ ЗАГОТОВОК НА СТАНКЕ
Способ установки и закрепления заготовок на станке выбирают в зависимости от размеров, жесткости и требуемой точности обработки. Заготовки при 1/D 10 в центрах станка или в патроне и центре задней бабки с поддержкой люнетом
Заготовку на токарном станке обрабатывают в центрах, если необходимо обеспечить концентричность обрабатываемых поверхностей при переустановке заготовки для последующей обработки в центрах на шлифовальном станке.
Заготовки закрепляют в центрах с применением токарных оправок
2 (рис.3.14), которые устанавливают в предварительно обработанное отверстие заготовки. На среднюю часть оправки 2 (рис.3.14,
а),
выполненную с малой конусностью (обычно 1:2000) и предварительно смазанную, устанавливают с натягом заготовку 1. Для создания натяга наносят легкие удары по торцу оправки молотком с медным наконечником или деревянной киянкой с тем, чтобы не повредить торцы оправки и центровые отверстия. Лыска 3 оправки служит опорой для болта, которым закрепляют хомутик. При базировании по этому способу положение всех обрабатываемых заготовок 4 вдоль оси оправки 1 не одинаково и зависит от отклонений размеров отверстия.
Заготовку 1 можно закрепить на цилиндрической оправке
2 с помощью гайки 4 и быстросменной шайбы (рис.3.14,6). Наружный диаметр гайки 4 обычно меньше посадочного диаметра оправки, что позволяет значительно сократить время на смену заготовки. При этом способе базирования точность обработки снижается, так как деталь устанавливается на оправку с зазором.
Рис 3.14.
Токарные оправки (а, 6, в, г, д)
Когда отверстия заготовок имеют различные и большие отклонения по диаметру, применяют разжимные
(цанговые)
оправки
(рис.3.14,в). Цанга 5
представляет собой втулку, внутренняя поверхность которой коническая, а наружная, предназначенная для базирования закрепляемой заготовки 1- цилиндрическая.
Цангу 5 с заготовкой 1 перемещают и закрепляют на оправке 2 гайкой 4, а освобождают противолежащей гайкой 6,предварительно ослабив гайку 4. Пружинящие свойства цанги 5 обеспечиваются наличием продольных прорезей с обоих торцов.
Шпиндельную оправку
2 (рис.3.14,г) с конусной поверхностью устанавливают в шпиндель станка. Заготовку 1 устанавливают на посадочную с прорезями цилиндрическую поверхность 7.
Натяг между цилиндрической частью 7 оправки 2 и обрабатываемой заготовкой 1 создают болтом 8 с конической головкой.
Для закрепления деталей могут быть применены оправки с упругой оболочкой
(рис.3.14,5). Корпус оправки 2 крепится к фланцу шпинделя станка. На корпусе закрепляется втулка 9, канавки которой вместе с канавками корпуса образуют полости А, В, С, заполняемые гидропластом. При вращении винта 10 плунжер 11 перемещается, выдавливая гидропласт из полости С в полость А. Тонкая стенка втулки 9 под давлением гидропласта деформируется, увеличивая посадочный диаметр втулки и создавая натяг при закреплении заготовки 1. Упор 12 ограничивает перемещение плунжера 11, а пробка 13 закрывает отверстие, через которое выходит воздух при заполнении полостей оправки
гидропластом.
Для заготовок при длине выступающей части из кулачков патрона более 2- 3 диаметров в качестве второй опоры используют задний центр
(рис.3.15). Предварительно закрепленную в патроне заготовку поджимают задним центром и окончательно зажимают кулачками патрона. Такой способ установки обеспечивает повышенную жесткость крепления заготовки и применяется преимущественно при черновой обработке.
При установке заготовок, у которых длина выступающей части из патрона составляет 12-15 диаметров и более, в качестве дополнительной опоры применяют неподвижные и подвижные люнеты.
Неподвижный люнет
(рис.3.16) устанавливают на направляющих станины станка и крепят планкой 5 с помощью болта и гайки 6. Верхняя часть 1 неподвижного люнета откидная, что позволяет снимать и устанавливать заготовки на кулачки или ролики 4 люнета, которые служат опорой для обрабатываемой заготовки и поджимаются к детали винтами 2, после установки заготовки винты 2 фиксируют болтами 3. На заготовке, в местах установки роликов люнета, протачивают канавку. Проточку обычно выполняют посередине заготовки.
Подвижный люнет
(рис.3.17) крепится на каретке суппорта и перемещается при обработке вдоль детали. Подвижный люнет имеет два кулачка, которые служат опорами для заготовки. Третьей опорой является резец.
Рис.3.18.
Примеры применения планшайб
Рис.3.15.
Закрепление заготовок вРис. 3.16.Неподвижный люнетРис. 3.17.Подвижный люнет, патроне с подвижным задним центром:
1 — заготовка, 2 и 3 резцы
Планшайбы
применяют для закрепления заготовок. Планшайба 2 представляет собой плоский диск, который крепится к фланцу 1, устанавливаемому на шпинделе станка (рис.3.18,п). Рабочая поверхность планшайбы может быть выполнена с радиальными или концентрическими пазами. Обрабатываемые заготовки центрируют и закрепляют на планшайбах с помощью сменных наладок и прихватов.
Заготовку 4 типа кольца устанавливают на опорную втулку 3 и закрепляют шайбами 5 и 6 и винтом 8 с гайкой 7 при обработке наружных поверхностей, а при обработке внутренних поверхностей — прихватами 9.
На рис.3.18,б показано закрепление заготовки 4 типа кронштейна. Её устанавливают на угольнике 10 по центрирующим пальцам 11 и закрепляют откидным зажимом 12. Возникающий при этом дисбаланс устраняют противовесом 13. На рис.3.18,е,г показано закрепление заготовок 4 (типа колец, крышек, фланцев и т. п.), которые крепятся к планшайбе 2 прихватами 9.
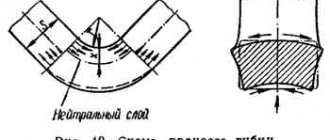
Технология крепления
задний центр в качестве опоры для длинных деталей
Заготовка фиксируется в центрах с использованием специальных оправок. Для этого конус оправки не должен превышать 1:2000. На подготовительном этапе в торцах детали делают центральные выемки, в которые будут вставлены верхушки обоих центров. Оправку обрабатывают смазкой и плотно натягивают болванку. Для большей плотности по концу оправки аккуратно постукивают деревянным чурбачком. Закрепление детали в оправках такого типа может меняться в зависимости от ее поперечника.
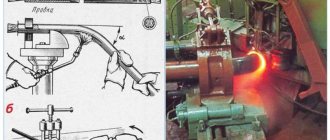
Движение болванке передается посредством поводкового патрона, который надевается на резьбу шпинделя. Палец поводкового патрона принуждает болванку к вращению. Этот метод более опасен для оператора станка, поэтому предпочтительнее использовать планшайбу поводкового типа с защитным кожухом. Болт закрепляют хомутиком, который опирается на лыску оправки.
Установка заготовок с отверстиями (например, зубчатых колес или втулок) происходит с использованием центровых оправок разнообразной формы. Один из типов оправок имеет шейку в форме цилиндра, на нее надевают заготовку и закрепляют шайбой с гайкой. Гайка прижимается к буртику и фиксирует полученную конструкцию. Слева при помощи винта крепится хомутик. Деталь фиксируется в станке для точения выемками на торцевых участках оправки.
Достаточная жесткость крепления в центрах обеспечивается, если длина детали не превышает 12—15 диаметров. Детали большей длины поддерживают дополнительно опорными приспособлениями — люнетами
установки в центрах на торцах заготовки сверлением выполняют центровые отверстия с углом рабочего конуса 60° ‘
Для получения правильной цилиндрической формы и соосности обрабатываемых поверхностей необходимо, чтобы оси центров станка точно совпадали, а рабочий конус переднего центра не имел биения. Это достигается правильной установкой центров и вьтер- кой пк положения.
Перед установкой хвостовики центров и конические отверстия шпинделя и пиноли следует протереть насухо тряпкой. Центр устанавливают резким осевым движением руки. Совпадение осей проверяют сближением центров при этом их вершины должны совместиться. Па некоторых станках для этой цели имеются контрольные риски или обработанные платики на корпусе и плите задней бабки. Совмещение их обеспечивает соосность центров станка.
Окончательную проверку соосности центров определяют пробным обтачиванием вала на всю длину. Если при этом диаметры на концах обработанной поверхности одинаковы, то оси центров совпадают. В противном случае необходимо отрегулировать поперечное положение задней бабки.
Биение рабочего конуса переднего центра должно быть не более 0,01 мм при проверке индикатором. Если правильно установленный центр имеет биение больше допустимого, его надо заменить новым или проточить на месте твердосплавным резцом.
Поводковый патрон закрепляется на переднем конце шпинделя аналогично ранее описанному способу установки зажимных патронов на станке.
Установка в центрах выполняется в следующем порядке.
1. На левый конец заготовки закрепляют хомутик, который подбирают по размерам так, чтобы зажимный винт в закрепленном положении не слишком выступал. Если конец заготовки чисто обработан, то под винт хомутика подклады* вают пластинку из мягкого металла или применяют специальное разрезное кольцо. Для закрепления хомутика 1 ( 37) удобно пользоваться пластинчатым ключом 2, который можно прикрепить к инструментальной тумбочке.
2. Заднюю бабку передвигают вдоль станины и закрепляют в таком месте, чтобы вылет пиноли был наименьшим.
3. Удерживая заготовку левой рукой, опирают ее на передний центр, а правой, вращая маховичок задней бабки, вводят задний центр в центровое отверстие заготовки. Поджим центром должен обеспечивать свободное вращение заготовки без люфта. После этого пиноль должна быть закреплена. Если применяется задннй упорный центр, то центровое отверстие, опирающееся на него, следует заполнить густой смазкой.
Выполняя приемы закрепления в центрах, необходимо помнить, что при точении возникают значительные силы резания, которые при ненадежном креплении заготовки могут вырвать ее из центров и послужить причиной несчастного случая.
При обтачивании происходит нагрев и удлинение заготовок. Поэтому при значительной их длине задний центр следует время от времени ослаблять и снова поджимать до нормального состояния.
Вопросы для повторения
1. Как устанавливают и снимают патроны со станка?
У. Объясните правила установки и выверки заготовок в патроне.
3. Как устанавливают заготовки в патроне и заднем центре?
4. Как устанавливают соосность центров и проверяют биение переднего центра?
б. Объясните правила установки заготовок в центрах.
Конструкции центров
Центры для токарной обработки могут иметь различную конструкцию. Самая распространенная представляет собой конус, на него надевается заготовка, а также хвостовик конической формы. Хвостовик должен совпадать с отверстиями пиноли и шпинделя станка.
Для закрепления заготовок с внешними конусами используются обратные центры. Конусообразное окончание должно совпадать с серединой хвостовика. Чтобы проверить совпадение в шпиндель вставляется центр и запускается на малых оборотах. Об исправности детали говорит отсутствие биения.
Задний центр чаще всего неподвижный, передний вращается с заготовкой и шпинделем. В результате трения выходят из строя обе поверхности, поэтому необходимо наносить смазку:
- мела — 25%;
- тавота — 65%;
- графита — 5%;
- серы — 5%.
Перед смешиванием необходимо растереть в порошок без комков серу и мел. Если не использовать смазку, поверхности центров разрушатся, изменится их конфигурация.
Во время точения заготовок на больших скоростях центры быстрее изнашиваются, увеличивается отверстие в торце самой детали. Чтобы уменьшить разрушение заднего конуса на него наплавляют износостойкий слой.
Стандартный центр используют при скоростях до 120 оборотов в минуту. Во время работы с громоздкими и тяжелыми заготовками на высоких оборотах, при выборке крупной стружки жесткости конструкции мало: деталь начинает вибрировать и может отжаться.
вращающийся центр
Поэтому используют вращающиеся центры, смонтированные в заднюю стойку. Он содержит шпиндель, который крутится в радиально-упорном подшипнике. При высоких нагрузках предпочтительнее роликоподшипник, при средних — шарикоподшипник.
Основные способы установки заготовок на токарном станке
Обычно используется один из трех способов установки заготовки на токарном станке: в патроне, в центрах, в патроне с подпором задним центром. Условно на представленных эскизах эти способы установки заготовок обозначаются следующим образом (рис. 3.5)
Рис. 3.5 Способы установки заготовки на токарном станке: а — в патроне, б — в центрах в — в патроне с подпором задним центром
Установка заготовки в токарном патроне (чаще всего, трехкулачковом, самоцентрирующем) — самый универсальный способ установки, позволяющий вести обточку поверхностей, расточку отверстий и обработку торцов. Применяется при обработке коротких деталей. Установка в центрах — способ позволяющий сохранить одни и те же установочные базы на самых различных операциях и поэтому повышающий точность изготовления детали. Дня установки требуется введение специальной операции — центровальной, т.е. операции обработки специальных конических центровых отверстий. Удобнее всего эту операцию осуществлять одновременно с подрезкой торцов заготовки на специальных фрезерно-центровальных станках. При установке в центрах заготовка вращается или с помощью специального хомутика (используется поводковый патрон) или (значительно реже) с помощью рифленого переднего центра.
Установка в патроне с подпором задним центром применяется при обработке валов малой жесткости (с большим отношением длины вала к его диаметру).
Цилиндрические поверхности обычно обтачивают в два или несколько рабочих ходов: сначала снимают начерно большую часть припуска (до 6 мм на диаметр), а затем оставшуюся часть (до 1 мм на диаметр).
Существует два метода точения цилиндрических поверхностей.
Рис. 3.6 Методы обтачивания цилиндрических поверхностей
Обтачивание методом радиальной подачи применяют при обработке коротких цилиндрических шеек канавочными и широкими резцами (рис. 3.6, а).
Обтачивание методом продольной подачи (рис. 3.6, б) является наиболее распространенным методом обработки. Обрабатываемая деталь, закрепленная в центрах или в патроне, вращается, а резцу сообщается движение подачи.
Для получения необходимых размеров диаметра вала пользуются лимбом поперечной подачи и устанавливают резец на заданный размер по методу пробных рабочих ходов. Обработка с применением лимбов обеспечивает точность по 8…9-му квалитетам. У большинства современных токарных станков имеется также продольный лимб, применение которого дает возможность получать продольные размеры с точностью до 0,2 мм. Производительность и точность обработки повышаются, если применяют регулируемые упоры с самовыключением суппорта. При этом точность продольных размеров достигает 0,08…0,15 мм.
Рис. 3.7 Схема обработки за один рабочий ход
Точность обрабатываемых валов по длине зависит от размеров передних центровых гнезд: если у партии валов размеры гнезд неодинаковы, торцы их во время обработки окажутся на разных расстояниях от торца шпинделя и, следовательно, ступени валов после обработки будут неодинаковы по длине. Поэтому необходимо либо строго соблюдать размеры гнезд, используя при центровке специальный упор, либо применять плавающий передний центр.
При работе на скоростных режимах задние центры должны быть вращающимися. На универсальных станках применяют вставные центры, на операционных и многооперационных станках вращающиеся центры встраивают в пиноли задних бабок, что значительно увеличивает жесткость центров.
Во время обработки партии заготовок за один рабочий ход, резец, заранее установленный на размер d
, не перемещают в поперечном направлении. После обтачивания поверхности заготовки по длине
l
ее снимают, а резец отводят в исходное положение (рис. 3.7, а).
По такой схеме выполняют черновую, а иногда и получистовую обработку небольших партий заготовок за два установа. После обтачивания одной половины заготовки до заданного размера диаметра (рис. 3.7, б) ее переустанавливают в центрах и обрабатывают вторую половину заготовки (рис. 3.7, в).
Токарные станки с ручным управлением
Мелкосерийные и единичные заказы на токарную обработку выполняются на токарных станках с ручным управлением.
Эти станки предназначены для чистовой и получистовой обработки, а также для нарезания резьбы разных типов и характеризуются универсальностью, высокой жесткостью, достаточной мощностью и широким диапазоном частот вращения шпинделя и подач инструмента, что позволяет обрабатывать детали на экономичных режимах с применением современных инструментов из твердых и сверхтвердых материалов. Основная функция токарных станков с ручным управлением – выполнять операции точения, сверления, обработки торцов и нарезания резьбы.
| Технические характеристики | Shaublin 120N | SV18RA | Т-28 |
| Максимально обрабатываемая длина, мм | 300 | 750 | 55 |
| Максимально обрабатываемый диаметр, мм | 120 | 380 | 20 |
| Максимальная частота вращения шпинделя, об/мин | 3000 | 2800 | 4300 |