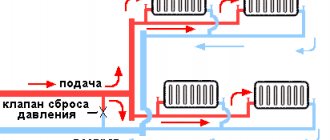
Сварочный аппарат и его возможности
Соединения металлических деталей считаются наиболее крепким и надежным. С помощью сварки сложно сделать швы незамеченными, поэтому требуется либо дополнительная отделка, либо швы делаются в местах, где эстетичность непринципиальна. Соединяются металлические изделия под воздействием высоких температур. Электрическая дуга, которую используют в современных аппаратах, плавится. Этот электрический метод сварки наиболее популярен в строительной индустрии.
Оптимальная температура нагрева – 7 тысяч градусов. Электрическая дуга работает за счет тока, образуемого от сварочного к самому электроду. При термическом воздействии расплав образует сварочную ванну. В итоге, электрод соединяется с металлом. За счет шлака формируется защитная пленка. По мере остывания образовывается шов.
Типы сварочных аппаратов
На рынке представлено большое количество моделей сварочных аппаратов разных типов.
Из всего их разнообразия:
- трансформаторы;
- выпрямители;
- инверторы;
- полуавтоматы;
- автоматы;
- плазменные;
В условиях домашней мастерской чаще всего применяют трансформаторы — из-за их дешевизны и инверторы из-за простоты и удобства в работе. Остальные требуют либо специальных условий для работы, достижимых только на производстве, либо специального обучения и длительного приобретения навыков.
Трансформаторные
Устройство таких аппаратов крайне простое — это мощный понижающий трансформатор, во вторичную обмотку которого и включают рабочую электрическую цепь.
Трансформаторный сварочный аппарат
Преимущества трансформатора:
- неприхотливость;
- живучесть;
- простота;
- дешевизна.
Недостатки
- очень большой вес и габариты;
- низкая стабильность дуги;
- работа переменным током;
- вызывает броски напряжения в питающей сети.
Такой аппарат требует от сварщика мастерства и большого опыта. Для обучения начинающего сварщика тому, как правильно варить, он подходит плохо.
Инверторы
Инверторный аппарат имеет гораздо более сложную конструкцию. Инверторный блок многократно преобразует входное сетевое напряжение, доводя его параметры до необходимых. За счет трансформации тока высокой частоты габариты и вес трансформатора получаются во много раз меньше.
Инвертор
Преимущества инвертора:
- малый вес и габариты;
- стабилизированное напряжение и ток в цепи;
- дополнительные функции антиприлипания и горячего старта;
- возможность точной регулировки параметров тока и дуги;
- не вызывает бросков напряжения в питающей сети.
Есть у инвертора и недостатки:
- высокая цена;
- низкая морозостойкость.
Обучение тому, как правильно варить, лучше начать с инвертора. Стабильность параметров дуги и дополнительные функции, облегчающие старт и предотвращающие «залипание», позволят новичку сосредоточиться на шве и быстрее освоить технологию.
Какие виды электросварки существуют
- ММА. Простой и удобный в использовании ручной аппарат, для которого нужны электроды с обмазкой. Подходит для домашнего применения, недорого стоит, но его применение невозможно для ряда металлических конструкций, только для нержавеющей стали и черного металла.
- TIG – технология, которая открывает возможность работать с большим количеством веществ.Особенность в электроде, который используется для создания дуги, а также в специальной атмосфере из инертного защитного газа, чтобы получить ровный шов. Преимущество – это чистота действия, мощность оборудования. Минус – необходимо специальное обучение, так как научится самому правильно варить электросваркой такого типа сложно.
- MIG-MAG. Это приспособление полуавтоматического плана. Вместо электрода автоматически подается сварочная проволока. Ее использование подходит для атмосферы с инертными и активными газами, с различными металлами. Современное оборудование, которое используется и в домашних условиях. Сварной стык получается гладким, аккуратным, производительность и скорость труда увеличивается. Но в гараже или мастерской сама установка вместе с баллоном будет занимать много места.
- SPOT, она же – точечная сварка, применяется в случаях, когда требуется аккуратная припайка, важен внешний вид, например, при кузовном ремонте машин в автосервисе.
Электродуговая сварка
Источником тепла является электрическая дуга, возникающая между торцом электрода и свариваемым изделием при протекании сварочного тока в результате замыкания внешней цепи электросварочного аппарата. Сопротивление электрической дуги больше, чем сопротивление сварочного электрода и проводов, поэтому бо́льшая часть тепловой энергии электрического тока выделяется именно в плазму электрической дуги. Этот постоянный приток тепловой энергии поддерживает плазму (электрическую дугу) от распада.
Выделяющееся тепло (в том числе за счёт теплового излучения из плазмы) нагревает торец электрода и оплавляет свариваемые поверхности, что приводит к образованию сварочной ванны — объёма жидкого металла. В процессе остывания и кристаллизации сварочной ванны образуется сварное соединение. Основными разновидностями электродуговой сварки являются:
- ручная дуговая сварка
- сварка неплавящимся электродом
- сварка плавящимся электродом
- сварка под флюсом
- электрошлаковая сварка
Ручная дуговая сварка
Ручная дуговая сварка плавящимся покрытым электродом производится с использованием сварочного источника питания и сварочных электродов. Подача электрода в зону сварки и его перемещение вдоль соединения осуществляются самим сварщиком. Может применяться источник питания как переменного (трансформатор) так и постоянного тока (выпрямитель). Сварочный электрод представляет собой металлический стержень с нанесённым на него покрытием.
В процессе сварки электрическая дуга горит между изделием и электродом, расплавляя их. Расплавленный металл электрода и изделия образуют сварочную ванну, которая при последующей кристаллизации формирует шов сварного соединения.
Вещества, входящие в состав покрытия, либо сгорают — образуя газовую защиту зоны сварки от окружающего воздуха, либо расплавляются и попадают в сварочную ванну. Одни расплавленные вещества покрытия взаимодействуют с металлом сварочной ванны раскисляя и/или легируя его, другие — образуют шлак, защищающий сварочную ванну от воздуха, способствующий удалению неметаллических включений из металла шва, формированию шва и т. д.
Ручная дуговая сварка обозначается кодом 111 по стандарту ГОСТ Р ИСО 4063-2010, в русскоязычной литературе используется обозначение РД, в англоязычной — SMAW (от англ. shielded metal arc welding) или MMA (от англ. manual metal arc welding) .
Сварка неплавящимся электродом
Основная статья: Сварка неплавящимся электродом
Сварка неплавящимся электродом, в англоязычной литературе известна как gas tungsten arc welding (GTA welding, TGAW) или tungsten inert gas welding (TIG welding, TIGW), в немецкоязычной литературе — wolfram-inertgasschweißen (WIG).
В качестве электрода используется стержень, изготовленный из графита или вольфрама, температура плавления которых выше температуры, до которой они нагреваются при сварке. Сварка чаще всего проводится в среде защитного газа (аргон, гелий, азот и их смеси) для защиты шва и электрода от влияния атмосферы, а также для устойчивого горения дуги. Сварку можно проводить как без, так и с присадочным материалом. В качестве присадочного материала используют металлические прутки, проволоку, полосы .
Сварка в защитных газах
Дуговая сварка в защитных газах — это сварка с применением электрической дуги для расплавления металла и защитой расплавленного металла и электрода специальными газами.
Применение сварки в защитных газах
Широко применяют для изготовления изделий из стали, цветных металлов и их сплавов.
Преимущества сварки в защитных газах по сравнению с другими видами сварки
- высокая производительность,
- легко автоматизируется и механизируется,
- отсутствие необходимости в электродных покрытий или флюса.
В качестве электрода используется металлическая проволока определённой марки, к которой через токоподводящий мундштук подводится ток. Электрическая дуга расплавляет проволоку, и для обеспечения постоянной длины дуги проволока подаётся автоматически механизмом подачи проволоки.
Для защиты от атмосферы применяются специальные газы подающиеся из сварочной горелки вместе с электродной проволокой. Специальные газы разделяют на инертные (аргон, гелий) и активные (углекислый газ, азот, водород). Применение смеси газов в некоторых случаях повышает производительность и качество сварки . При отсутствии возможности проводить полуавтоматическую сварку в среде защитных газов также применяют самозащитную проволоку (порошковую). Следует заметить, что углекислый газ является активным газом — при высоких температурах происходит его диссоциация с выделением кислорода. Выделившийся кислород окисляет металл. В связи с этим приходится в сварочную проволоку вводить раскислители (такие, как марганец и кремний). Другим следствием влияния кислорода, также связанным с окислением, является резкое снижение поверхностного натяжения, что приводит, среди прочего, к более интенсивному разбрызгиванию металла, чем при сварке в аргоне или гелии.
Международное обозначение.
В англоязычной иностранной литературе именуется как gas metal arc welding (GMA welding, GMAW), в немецкоязычной литературе — metallschutzgasschweißen (MSG). Разделяют сварку в атмосфере инертного газа (metal inert gas, MIG) и в атмосфере активного газа (metal active gas, MAG) .
Сварка под флюсом
В англоязычной иностранной литературе именуется как SAW. В этом виде сварки конец электрода (в виде металлической проволоки или стержня) подаётся под слой флюса. Горение дуги происходит в газовом пузыре, находящемся между металлом и слоем флюса, благодаря чему улучшается защита металла от вредного воздействия атмосферы и увеличивается глубина проплавления металла.
Электрошлаковая сварка
Источником теплоты служит флюс, находящийся между свариваемыми изделиями, разогревающийся проходящим через него электрическим током. При этом теплота, выделяемая флюсом, расплавляет кромки свариваемых деталей и присадочную проволоку. Способ находит своё применение при сварке вертикальных швов толстостенных изделий.
Гипербарическая сварка
Гипербарическая сварка — процесс сварки при повышенных давлениях, проводится обычно под водой. Гипербарическая сварка может происходить в воде или быть сухой, то есть внутри специально построенной камеры в сухой среде. Применение гипербарической сварки разнообразно — она используется для ремонта судов, морских нефтяных платформ и трубопроводов. Сталь является самым распространенным материалом для гипербарической сварки.
Орбитальная сварка
Орбитальная сварка — разновидность сварки трением или автоматической дуговой сварки (в зависимости от того, вращается или нет труба). Название исходит из применения орбитальной сварки — для сварки стыков труб, фланцев и др. Используется для сварки стальных труб из высоколегированных сталей или алюминиевых сплавов большого диаметра с толстой стенкой.
При соосном вращении свариваемых труб, трение в стыках возникает тогда, когда оси вращения сдвигают параллельно друг другу. В этой разновидности сварки трение используется для нагрева места стыка. Совместное действие проковочного давления и нагрева приводит к сварке мест стыка.
Если трубы не вращаются, то для орбитальной сварки используют сварочные головки, перемещающиеся вдоль стыка и проводящие дуговую сварку с использованием присадочной проволоки или без неё.
Газопламенная сварка
Ацетилено-кислородное пламя (температура около 2621 °C в 2—3 мм от ядра)
Источником теплоты является газовое пламя, образующееся при сгорании смеси кислорода и горючего газа. В качестве горючего газа могут быть использованы ацетилен, МАФ , пропан, бутан, блаугаз, водород, керосин, бензин, бензол и их смеси. Тепло, выделяющееся при горении смеси кислорода и горючего газа, расплавляет свариваемые поверхности и присадочный материал с образованием сварочной ванны. Пламя может быть окислительным, «нейтральным» или восстановительным (науглероживающим), это регулируется соотношением кислорода и горючего газа.
- В качестве заменителя ацетилена применяется новый вид топлива — сжиженный газ МАФ (метилацетилен-алленовая фракция). МАФ обеспечивает высокую скорость сварки и высокое качество сварочного шва, но требует применения присадочной проволоки с повышенным содержанием марганца и кремния (СВ08ГС, СВ08Г2С). МАФ гораздо безопаснее ацетилена, в 2—3 раза дешевле и удобнее при транспортировке. Благодаря высокой температуре сгорания газа в кислороде (2430 °C) и высокому тепловыделению (20 800 ккал/м3), газовая резка с использованием МАФ гораздо эффективнее резки с использованием других газов, в том числе и ацетилена.
- Огромный интерес представляет использование для газовой сварки дициана, ввиду его весьма высокой температуры сгорания (4500 °C). Препятствием к расширенному применению дициана для сварки и резки является его повышенная токсичность. С другой стороны, эффективность дициана весьма высока и сравнима с электрической дугой, и потому дициан представляет значительную перспективу для дальнейшего прогресса в развитии газопламенной обработки. Пламя дициана с кислородом, истекающее из сварочной горелки, имеет резкие очертания, очень инертно к обрабатываемому металлу, короткое и имеющее пурпурно-фиолетовый оттенок. Обрабатываемый металл (сталь) буквально «течёт», и при использовании дициана допустимы очень большие скорости сварки и резки металла.
- Значительным прогрессом в развитии газопламенной обработки с использованием жидких горючих может дать применение ацетилендинитрила и его смесей с углеводородами ввиду самой высокой температуры сгорания (5000 °C). Ацетилендинитрил склонен при сильном нагреве к взрывному разложению, но в составе смесей с углеводородами гораздо более стабилен. В настоящее время производство ацетилендинитрила очень ограничено и стоимость его высока, но при развитии производства ацетилендинитрил может весьма ощутимо развить области применения газопламенной обработки во всех её областях применения.
Термитная сварка
В большинстве случаев термитная сварка относится к термическому классу. Тем не менее, встречаются технологические процессы, которые относятся к термомеханическому классу — например, термитно-прессовая сварка. Термитная сварка это сварка деталей расплавленным металлом, образованным в ходе химической реакции, сопровождающейся высокой температурой (большим количеством тепла). Основным компонентом этого вида сварки является термитная смесь.
Плазменная сварка
Источником теплоты является плазменная струя, то есть сжатая дуга, получаемая с помощью плазмотрона . Плазмотрон может быть прямого действия (дуга горит между электродом и основным металлом) и косвенного действия (дуга горит между электродом и соплом плазмотрона). Струя плазмы сжимается и ускоряется под действием электромагнитных сил, оказывая на свариваемое изделие как тепловое, так и газодинамическое воздействие. Помимо собственно сварки, этот способ часто используется для технологических операций наплавки, напыления и резки.
Процесс плазменной резки основан на использовании воздушно-плазменной дуги постоянного тока прямой полярности (электрод — катод, разрезаемый металл — анод). Сущность процесса заключается в местном плавлении и выдувании расплавленного металла с образованием полости реза при перемещении резака относительно разрезаемого металла.
Электронно-лучевая сварка
Источником теплоты является электронный луч, получаемый за счёт термоэлектронной эмиссии с катода электронной пушки. Сварка ведётся в высоком вакууме (10−3 — 10−4 Па) в вакуумных камерах. Известна также технология сварки электронным лучом в атмосфере нормального давления, когда электронный луч покидает область вакуума непосредственно перед свариваемыми деталями.
Сварка электронным лучом имеет значительные преимущества:
- Высокая концентрация ввода теплоты в изделие, которая выделяется не только на поверхности изделия, но и на некоторой глубине в объёме основного металла. Фокусировкой электронного луча можно получить пятно нагрева диаметром 0,0002 … 5 мм, что позволяет за один проход сваривать металлы толщиной от десятых долей миллиметра до 200 мм. В результате можно получить швы, в которых соотношение глубины провара к ширине до 20:1 и более. Появляется возможность сварки тугоплавких металлов (вольфрама, тантала и др.), керамики и т. д. Уменьшение протяжённости зоны термического влияния снижает вероятность рекристаллизации основного металла в этой зоне.
- Малое количество вводимой теплоты. Как правило, для получения равной глубины проплавления при электронно-лучевой сварке требуется вводить теплоты в 4—5 раз меньше, чем при дуговой. В результате резко снижаются деформация изделия.
- Отсутствие насыщения расплавленного и нагретого металла газами. Наоборот, в целом ряде случаев наблюдается дегазация металла шва и повышение его пластических свойств. В результате достигается высокое качество сварных соединений на химически активных металлах и сплавах, таких как ниобий, цирконий, титан, молибден и др. Хорошее качество электронно-лучевой сварки достигается также на низкоуглеродистых, коррозионно-стойких сталях, меди и медных, никелевых, алюминиевых сплавах.
Недостатки электронно-лучевой сварки:
- Возможность образования несплавлений и полостей в корне шва на металлах с большой теплопроводностью и швах с большим отношением глубины к ширине;
- Для создания вакуума в рабочей камере после загрузки изделий требуется длительное время.
Лазерная сварка
Источником теплоты служит лазерный луч. Применяют лазерные установки всех видов. Высокая концентрация энергии, большая скорость лазерной сварки по сравнению с дуговыми способами, незначительное тепловое воздействие на околошовную зону вследствие высоких скоростей нагрева и охлаждения металла существенно повышают сопротивляемость большинства конструкционных материалов образованию горячих и холодных трещин. Это обеспечивает высокое качество сварных соединений из материалов, плохо свариваемых другими способами сварки.
Лазерную сварку производят на воздухе или в среде защитных газов: аргона, СО2. Вакуум, как при электронно-лучевой сварке, не нужен, поэтому лазерным лучом можно сваривать крупногабаритные конструкции. Лазерный луч легко управляется и регулируется, с помощью зеркальных оптических систем легко транспортируется и направляется в труднодоступные для других способов места. В отличие от электронного луча и электрической дуги на него не влияют магнитные поля, что обеспечивает стабильное формирование шва. Из-за высокой концентрации энергии (в пятне диаметром 0,1 мм и менее) в процессе лазерной сварки объём сварочной ванны небольшой, малая ширина зоны термического влияния, высокие скорости нагрева и охлаждения. Это обеспечивает высокую технологическую прочность сварных соединений, небольшие деформации сварных конструкций .
Виды швов дуговой сварки
Оценить качество сварки можно путем исследования полученных сварочных швов. Прочность и долговечность соединения зависит от совокупности нескольких факторов: правильного подключения; выбора оптимальной силы электрического тока и угла наклона электрода; опыта работы с конкретным сварочным оборудованием. Предлагаем подробнее остановиться на каждом параметре, влияющем на качество и внешний вид сварочных швов.
1. Наклон электрода.
Началу рабочего процесса предшествует несколько действий: фиксация электрода, определение подходящей силы тока и подключение полярности.
Угол наклона электрода определяется предпочтениями специалиста, выполняющего работу. Для одних мастеров оптимальный угол наклона составляет 70° от горизонтальной поверхности (угол наклона от вертикальной оси при этом приравнивается 20°), другим удобнее выполнять работу, когда угол наклона от металлической поверхности не превышает 60°.
VT-metall предлагает услуги:
Рекомендации учебных пособий по выполнению сварочных работ говорят о том, что угол наклона от вертикальной оси должен находиться в диапазоне от 30° до 60°.
В некоторых ситуациях, в частности, при сварке в труднодоступных местах, электрод следует держать перпендикулярно поверхности обрабатываемого материала.
Перемещение электрода может осуществляться в двух направлениях: от себя или к себе.
Если необходим глубокий прогрев металлической поверхности, электродом ведут к себе. При такой технике образующийся шлак накрывает рабочую зону.
Если рабочий процесс не требует тщательного прогревания металлической делали, электрод двигают от себя. За ним «тянется» сварочная зона. Глубина при этом воздействии получается минимальной.
2. Траектория движения.
Еще один важный фактор, влияющий на качество и внешний вид шва – траектория движения электрода. Стоит отметить, что перемещения электрода всегда имеют колебательный характер, благодаря чему две детали из металла надежно соединяются между собой.
Колебания электрода могут быть зигзагообразными, с разным шагом между острыми углами траектории. Также они могут быть плавными, напоминающими выполнение контура цифры 8.
Независимо от специфики выполнения колебательных движений, качественный сварочный шов должен иметь одинаковую ширину по всей своей длине, а также быть равномерным (без кратеров, подрезов, пор и т. д.). Наличие соответствующих навыков и достаточного опыта являются залогом успешного выполнения сварочных швов в любых рабочих условиях.
3. Нормативы и понятие катета.
Сварочный шов начинает формироваться в процессе плавления металлической поверхности, а заканчивается только после полного застывания материала.
Современная классификация делит все швы на группы по различным признакам: виду соединения деталей, форме, протяженности, количеству слоев, ориентации в пространстве.
Исчерпывающая информация о видах сварных соединений приведена в ГОСТе 5264. Примеры соединений, выполняемых дуговой сваркой в атмосфере защитного газа, отражены в ГОСТе 14771.
В указанных стандартах можно найти обозначения всех видов сварных соединений, а также соответствующие им характеристики, в т. ч. значения катета сварочного шва.
Катет – это сторона равнобедренного треугольника максимальных размеров, который может поместиться в поперечном сечении шва. Именно правильно определенное значение катета позволяет получить максимально прочное и долговечное соединение в результате проведения сварочных работ.
Если все части металлического изделия имеют разную толщину, за основу берут площадь сечения детали в самой тонкой ее части. Не стоит пытаться намеренно увеличить катет, поскольку это может повлечь деформацию сварной конструкции или привести к повышенному расходу материалов.
Проверка размеров катета осуществляется посредством использования универсальных шаблонов, которые можно найти в специальной литературе.
4. Виды соединений.
В ходе проведения сварочных работ металлические детали могут соединяться:
- встык;
- внахлест;
- угловым методом;
- тавровым способом.
Соединение встык подразумевает сварку торцов двух элементов, находящихся в одной плоскости. Варианты выполнения стыка следующие: с отбортовкой, без скоса ил со скосом. Скос обычно напоминает латинские буквы Х, К или V.
При сварке внахлест, одну деталь частично накладывают на другую, расположенную параллельно. Совмещенная часть называется нахлестом. Сварка внахлест выполняется без скоса с двух сторон. Соединения углового типа всегда выполняются с двух сторон, при этом они могут не иметь скосов или иметь скос на одной кромке.
При выполнении таврового соединения свариваемые детали располагаются буквой Т, однако в некоторых случаях элементы подобного соединения образуют острый угол. И в первом, и во втором варианте одна деталь приваривается к боковой части другой. Сварку осуществляют с двух сторон без скоса или со скосами с каждой стороны.
5. Форма и протяженность.
Форма шва, полученного в результате дуговой сварки, может быть выпуклой, плоской или вогнутой.
Выпуклые швы актуальны для случаев изготовления металлоконструкций, которые должны выдерживать большую нагрузку. Вогнутые швы отлично справляются с динамической нагрузкой. Самым распространенным вариантом является выполнение плоских швов, что обусловлено их универсальностью.
По протяженности швы, получаемые в результате дуговой сварки, делятся на сплошные (не имеющие пустот между металлическими соединениями) и прерывистые.
Специфичным видом прерывистых линий, являются швы, выполняемые контактной шовной сваркой. Для получения подобных соединений требуется специальное оборудование, в конструкции которого имеются дисковые вращающиеся электроды. Такие электроды часто называют роликами, а соответствующий вид сварки – роликовой.
Роликовое оборудование подходит для выполнения не только прерывистых, но и сплошных швов, которые характеризуются отличным качеством и хорошей герметичностью. Роликовую сварку часто применяют на производствах, которые специализируются на изготовлении труб, емкостей и герметичных модулей.
Прямая и обратная полярность
Расплавление металла для сварки происходит под воздействием дуги. Она, как уже отмечалось выше, формируется между поверхностью изделия и электродом, так как они подключены к противоположным клеммам устройства.
Существует два основных варианта выполнения сварки, отличающиеся друг от друга порядком подключения и называемых прямой и обратной полярностью.
В первом случае стержень подключается к минусу, а деталь к плюсу. В таком случае в метал происходит повышенное поступление тепла. В результате формируется глубокая и узкая зона расплавления.
Прямая и обратная полярность.
При обратной полярности электрод подключается к плюсу, а изделие к минусу. В таком случае зона расплавления широкая и неглубокая.
Выбор полярности полностью определяется изделием, с которым предстоит работать. Сварка может выполняться на двух типах полярности. Во время выбора следует принимать во внимание тот момент, что большему нагреву подвержен элемент, подсоединенный к плюсу.
Например, варить изделия из тонкого металла трудно ввиду возможного перегрева и прожигания. В таком случае деталь подключается к минусу. Токи также выбирают в соответствии с диаметром электрода и толщиной металла. Эти данные берут из специальной таблицы.
По роду тока
Для ручной дуговой сварки применяют инверторы, генераторы, выпрямители или трансформаторы. Последние выдают переменный ток. Сварка с ними отличается жесткой дугой, увеличенным количеством разбрызгивания металла, треском при горении дуги. Если планируете варить трансформатором, необходимы электроды для переменного тока или универсальные. Ими можно работать с любым током.
Все остальные аппараты выдают постоянный ток, при котором важно обращать внимание не только на пригодность электродов к такому показателю, но и на полярность. Прямая полярность — на держателе «минус», а на изделии «плюс». Обратная — на держателе «плюс». На пачке с электродами указывается для какой полярности при сварке постоянным током они подходят. Здесь тоже есть универсальные электроды (для любой полярности) и узкоспециализированные.
Чем обоснована надёжность сварки: основы сварочных работ
Прочность обусловлена пластичной деформацией, которая происходит на молекулярном уровне, потому что молекулы взаимно проникают в свариваемые тела. Это достигается путем нагревания металлов с помощью сварочной дуги. Классический производственный способ до настоящего времени электродуговой, когда используется электрон и сила тока. Но сейчас все более актуальными становятся технологии, использующие лазер, ультразвуковые излучения. Они фактически не оставляют шва после себя. Аппараты в основном работают на основе инвертора, то есть устройства, которое создает переменное напряжение.
Оборудование для электродуговой сварки
Для электродуговой сварки достаточно иметь традиционный трансформаторный аппарат. Это давно известное классическое сварочное оборудование. Принцип его работы прост: трансформатор понижает напряжение, повышая при этом силу тока. Оборудование рассчитано для работы с источником переменного тока. Но такие установки обладают критическими недостатками: большим размером и весом. Его неудобно перемещать как до объекта работы, так и во время сварочного процесса. Чтобы облегчить участь, специалисты устанавливают оборудование на мобильные платформы. Но это слабое подспорье, поскольку габариты только увеличиваются и техника становится менее поворотливым.
В случаях, когда требуется мобильность и производительность, то выходом из ситуации станет конвертор. Работа установки заключается в преобразовании переменного бытового тока в высокочастотный. После этого он трансформируется в постоянный. Установки характеризуются компактными размерами и небольшим весом. Инвертор характеризуется стабильной электрической дугой, что положительно сказывается на качестве шва. Он предусматривает возможность работы с током прямой или обратной полярности.
Приобретение расходников
Кроме оборудования необходимо приобретение расходных материалов. Главным является маска сварщика, защищающая его лицо от возможных повреждений.Привлекательным вариантом является «Хамелеон».
Регулировка освещения происходит автоматически, что делает необязательным снимать маску во время небольших перерывов в работе, чтобы оценить результат работы или заменить сгоревший электрод. Светофильтр реагирует затемнением на изменение яркости электрической дуги.
Помимо маски необходимо позаботиться о защите тела, рук и головы, приобретя или подобрав костюм, рукавицы и шапку. Должна быть одета прочная обувь. Оставлять незащищенным не следует оставлять ничего.
Для сбивания окалины понадобится молоток. Обычный молоток для этого малопригоден, поскольку он много весит и им неудобно отбивать шлак в труднодоступных местах. Шлакоотбойный молоток является весьма полезным инструментом, чтобы выполнять сварочные работы своими руками. С его помощью можно легко зачистить проваренный слой перед тем, как наложить поверх него следующий.
Чтобы надежно зафиксировать свариваемые детали могут понадобиться тиски, зажимы. Щетка по металлу поможет избавиться от ржавчины перед тем, как приступить непосредственно к процессу.
Необходимо позаботиться о том, чтобы рядом с местом сварки находилась емкость с водой на случай появления возгорания.
Инструменты и средства защиты
В обмундирование и средства индивидуальной защиты входят:
- маска сварщика со встроенным светофильтром для защиты глаз от яркого света и ультрафиолетового излучения дуги;
- спилковые перчатки — краги для защиты рук от брызг раскаленного металла;
- плотная одежда из негорючей ткани;
- шапочка под маску;
- прочная обувь.
- респиратор для защиты органов дыхания от образующихся газов и пыли, особенно при работе с цветными металлами.
Из инструментов, материалов и оборудования понадобятся:
- Угловая шлифмашина (болгарка) для нарезки заготовок и зачистки швов;
- Набор ручного слесарного инструмента — молотки, зубила, пассатижи и пр.;
- Металлическая щетка для зачистки заготовок;
- Струбцины и зажимы для соединения заготовок;
- Электроды.
Ну, и наконец, инвертор с входящими в комплект кабелями и держателем.
Видео: как выбрать сварочный инвертор
Какие электроды использовать
Чтобы научиться сваривать электросваркой, нужно подобрать правильные расходные материалы. Обратим внимание на электрический проводник. Он может быть в виде проволоки для полуавтоматов и выполнен как палочки с металлической сердцевиной и обмоткой. Новичкам мы рекомендуем брать вторые, ими легче управлять. Оптимальный диаметр сечения – 3 мм. Меньше понадобятся для сваривания тонколистовых изделий, больше – для промышленных целей и мощного оборудования.
Пошаговая инструкция для начинающих
Начните с подготовки рабочего места. Рядом не должно находиться легковоспламеняющихся и горючих веществ. Пол в помещении может быть бетонный или земляной. Лучше всего сваривать конструкции на открытом воздухе или в хорошо проветриваемом обширном пространстве. Рядом должны быть средства для тушения пожара и аптечка. Теперь перейдем к этапам обучения о том, как научиться самому варить сварочным аппаратом.
Внешний осмотр оборудования
Внешний осмотр сварочного инвертора производится самим сварщиком перед началом каждой рабочей смены. Во время этой процедуры в первую очередь проверяется состояние изолирующих оболочек сварочных и питающего кабелей и в случае необходимости делается их замена или ремонт. Далее проверяется держатель электродов и зажим кабеля массы, а также состояние штекеров и гнезд для подключения к сварочному инвертору. Следующим шагом производится осмотр панели управления сваркой на предмет целостности тумблеров, переключателей, кнопок и индикаторов. Кроме того, определяется общая запыленность аппарата и при необходимости проводится его очистка.
Режимы аппарата и параметры сварки
Опытные сварщики знают как варить тонкий металл, благодаря опробованию разнообразных настроек аппарата. В результате были выведены оптимальные параметры, хорошо подходящие для этого вида работ. Вот основные настройки:
| Толщина металла, мм | Сила тока, А | Диаметр электрода, мм |
| 0.5 | 10 | 1 |
| 1 | 25-35 | 1.6 |
| 1.5 | 45-55 | 2 |
| 2 | 65 | 2 |
| 2.5 | 75 | 3 |
Сварочный ток важно установить ниже, чем при работе с толстыми пластинами. Это поможет избежать прожогов и подтеков. Отлично зарекомендовали себя в этой области инверторы, позволяющие варить переменным напряжением, но с высокой частотой, а также аппараты постоянного тока.
Если настройки агрегата позволяют выставлять уровень стартового напряжения, то следует этим воспользоваться и установить меньшее значение (примерно на 20%), чем рабочий ток. Это не даст пропалить участок при начале розжига дуги и поможет начинать сварку сразу в месте соединения. Если стартовый ток не регулируется, то можно запалить электрод на толстой поверхности, а затем перенести на стык.
Сварка тонкого металла подразумевает работу на малых токах. Для этого настройки инвертора должны поддерживать рабочие значения амперметра на уровне 10-30 А.
Если минимально регулируемая величина выше этих параметров, то понизить силу тока возможно дополнительным сопротивлением в цепи. Для этого используется пружина из высокоуглеродистой стали, помещаемая между изделием и кабелем массы.
Поможет и установка дополнительного балластника, понижающего ток до нужного уровня.
Если настройки аппарата поддерживают работу импульсного режима, то можно воспользоваться этим. Особенно тонкую сталь сваривают прерывистой дугой. Импульсный ток будет автоматически разрывать дугу, давая металлу остыть.
Как подключать электрод
Вставьте его в держатель, он не должен шататься. Затем подсоедините два сварочных кабеля. Они имеют различную маркировку (плюс и минус). Положительный заряд подают к детали (с помощью зажима), а отрицательный к электрическому проводнику. Такая полярность увеличивает нагрев металла.
В статье мы рассказали, как правильно научиться варить сваркой с нуля самому.
Использование средств защиты
При проведении сварочных работ наибольшую опасность представляет вероятность поражения электрическим током, получение ожогов от разлетающихся капель расплавленного металла и световое воздействие на сетчатку глаза излучением электрической дуги. Кроме того, возможны механические травмы и попадание в дыхательные пути газов, выделяющихся в процессе сварки. Поэтому любой начинающий сварщик, решивший освоить сварочный инвертор, кроме самого аппарата, обязан приобрести комплект средств индивидуальной защиты, а также тщательно изучить правила техники безопасности при выполнении сварочных работ. В стандартный комплект защитных средств сварщика входят маска и искростойкие перчатки, а также спецовка и обувь из негорючих и неплавящихся материалов. Кроме того, в процессе сварки инвертором может потребоваться специальный респиратор, а зачистку заготовок и швов необходимо производить в защитных очках.
Начало сварки: зажигаем дугу
Электродуга создается самостоятельно при соприкосновении полярно заряженных элементов двумя способами:
- чирканьем – проведите полоску вдоль стыка;
- постукиванием – стукните 2-3 раза по месту, где не важен след.
Если искра сразу не образовалась, нужно отбить лишнюю обмотку. Можно работать дальше.
Наклон
Наклоняйте электрод в свою сторону на угол в диапазоне 30-60 градусов. Это обеспечивает хорошее прогревание шлаковой ванны. Но в ряде случаев это не нужно, тогда применяют способ «углом назад», то есть от себя, тогда шов тянется за кончиком защитного покрытия.
Как научиться пользоваться сваркой и определять скорость движения
Нельзя плотно прикладывать электрический проводник к металлической конструкции, между ними должно быть 2-3 мм, это расстояние нужно для образования шлаковой ванны. Как быстро совершать манипуляции зависит от напряжения и степени прогрева, обычно это индивидуальный показатель, его можно определить по степени нагрева и раскаливания при соприкостыка.
Настройка силы тока
Правильный подбор величины тока сварочного инвертора является залогом качества сварного шва. Для того чтобы выбрать значение, соответствующее толщине металла и диаметру электрода, начинающему сварщику лучше всего воспользоваться соответствующей таблицей из паспорта инвертора. После этого необходимо включить тумблер питания аппарата, а затем, поворачивая регулятор, установить необходимое значение силы тока. У некоторых устройств шкала его значений нанесена на лицевой панели инвертора по дуге поворота регулятора, у других оно отображается на цифровом индикаторе (см. фото ниже).
В любом случае это будет приблизительная величина, поэтому вполне возможно, что силу тока для хорошего провара придется подстраивать в процессе выполнения пробных сварных швов.
Как правильно сваривать детали
Перед началом процесса нужно создать временные крепления – стяжки, заклепки. Они позволят не стягивать на одну сторону конструкцию, чтобы она не деформировалась. Тогда шов получится ровный, а форма такой, которой она была задумана. Только после этого можно приступать к активным действиям.
Выбор тока
Он всегда зависит от типа металлических соединений и от электрода. Если напряжения в домашней сети не хватает для нужной силы, можно пройтись в два слоя или проводить работу медленнее, чтобы достигнуть оптимальной температуры. Таблица соответствия:
| Диаметр электрода, мм | Толщина металла, мм | Сварочный ток, А |
| 1,6 | 1-2 | 25-50 |
| 2 | 2-3 | 40-80 |
| 2,5 | 2-3 | 60-100 |
| 3 | 3-4 | 80-160 |
| 4 | 4-6 | 120-200 |
| 5 | 6-8 | 180-250 |
| 5-6 | 10-24 | 220-320 |
| 6-8 | 30-60 | 300-400 |
Выполнение различных швов
По месту расположения швы могут быть вертикальными, горизонтальными, потолочными, наклонными.
Выполнение шва:
- подготовить пластины;
- включить инвертор, выставить ток;
- между пластин сделать небольшой зазор, создать сварочные ванны;
- сделать сварочное соединение;
- отбить шлак.
По такому алгоритму делается каждый шов, но на фото можно увидеть визуальные различия процесса.
В зависимости от конструкции соединения швы могут быть стыковыми, тавровыми и внахлест. Обучиться выполнению швов можно опытным путем, с ориентиром на подробные фотоинструкции. Красиво сваривать получится со временем. Главное – начать и пробовать работать с железом.
Расшифровка обозначений используемых электродов для сварки
Обозначения, нанесенные на пачку электродов очень важные. От этого зависит, подойдут ли выбранные сварочные материалы. Давайте разберемся с расшифровкой обозначений. Обозначения наносят согласно ГОСТа 9466. Маркировка имеет вид простой дроби, с числителем и знаменателем.
Э50А – Это тип электродов применяемых для ручной дуговой сварки. Он определяется в зависимости от того материала, который нужно варить. Для обычных черных, теплоустойчивых и конструкционных сталей тип берут из госта 9467.
Цифра в индексе которая идет за «Э» — обозначает временное сопротивление (σпч). Для сварочного шва заваренного электродами типа Э50 – временное сопротивление 50 кгс/мм2.
Дальше идет марка – «УОНИИ 13/55». Марка несет в себе информацию о том металле, из которого изготовлен сердечник электрода. Марку выбирают исходя из свариваемого металла. Можете ознакомиться со списком основных марок и области их применения.
Снова вернемся к маркировке. После марки идет диаметр электрода обозначаемый в миллиметрах — «4,0». После диаметра идет буква «У» — в данном месте обозначается назначение выбранных электродов.
Частые ошибки новичков
Схема дуговой сварки.
Начинающим сварщикам свойственно совершать ошибки, связанные с незнанием азов, касающихся использования сварочного оборудования. Например, новички могут не знать, как правильно выбрать полярность сварки инвертором, что приведет к некачественному формированию соединения или даже к прожигу детали.
Можно выделить следующие основные ошибки:
- пренебрежение техникой безопасности;
- неправильный выбор сварочного автомата;
- применение некачественных или неподготовленных электродов;
- работа без пробных швов.
Для новичков стоит отдельно отметить одну особенность, если варить сваркой Ресанта. Это оборудование очень популярно, однако оно имеет короткие кабели подключения, что может создавать неудобства в работе.
Выводы
Задача первоначального обучения выполнена. Мы рассказали о базовых основах и технологиях сварочного дела инвертором для домашних мастеров. Повторим, возможность сделать красивые, ровные и качественные швы есть у каждого. Они получаются только при регулярной практике и сожжённых нескольких кг электродов.
Советы начинающим сварщикам:
- Перед сваркой не забывайте о применении средств защиты. Очень важно! Не варите без маски, краг и специальной одежды — сварочного костюма, материал которого не прожжёт искрами и брызгами раскалённого металла, иначе вы можете повредить глаза или получить ожёг открытых участков тела.
- Электроды храните в сухом месте. Не варите отсыревшими электродами или электродами с отбитой обмазкой. Высушить электроды можно в электрической печи или в бытовой духовке.
- Чем больше вы тренируетесь и используете металла и электродов, тем качественнее получаются сварные швы. Начав со сварки забора из профнастила, со временем, вы перейдете к более сложным работам. Сварке арок, теплиц, откатных и распашных ворот, калиток, козырьков над домом, самодельных инструментов и приспособлений, которые применяются в домашней мастерской.
- Особенно сварка пригодится при строительстве дома, если предполагается работа с металлоконструкциями и используются трубопрофиль, арматура, уголок, швеллер и т.д.
Источники
- https://uniform-met.ru/articles/kak-pravilno-varit-svarkoy-sovety-ekspertov-pravila/
- https://stankiexpert.ru/spravochnik/svarka/kak-pravilno-varit.html
- https://www.rocta.ru/info/kak-nauchitsya-pravilno-varit-svarkoj-ehlektrosvarkoj-v-domashnih-usloviyah/
- https://ru.wikipedia.org/wiki/%D0%A1%D0%B2%D0%B0%D1%80%D0%BA%D0%B0
- https://tutsvarka.ru/vidy/svarka-invertorom-dlya-nachinayushhih
- https://osvarka.com/obuchenie-svarke/kak-pravilno-varit-svarkoy
- https://WikiMetall.ru/metalloobrabotka/svarka-invertorom-dlya-nachinayushhih.html
- https://master-azov.ru/metally/kak-varit-metall-raznoj-tolshchiny.html
- https://stroy-podskazka.ru/svarka/kak-varit/
- https://www.forumhouse.ru/journal/themes/28-pravilnaya-svarka-likbez-dlya-chajnikov-i-sekrety-masterstva
Виды сварочного материала для ручной дуговой сварки
Как мы уже упоминали выше, неотъемлемым этапом дуговой сварки в некоторых случаях является добавление присадочной проволоки. Чаще всего для дуговой сварки применяется холоднотянутая стальная проволока, верхний слой которой должен быть абсолютно гладким и чистым (без пятен ржавчины, окалин, масла и т. д.). Несоответствие проволоки перечисленным требованиям может отрицательно повлиять на качество сварки.
Перед началом дуговой сварки проволоку следует тщательно осмотреть и при необходимости очистить посредством отжигания 5%-ным раствором соляной кислоты или при помощи пескоструйного аппарата. При подготовке проволоки в домашних условиях ее можно очистить шкуркой или щеткой.
Любая проволока, предназначенная для ручной дуговой сварки, имеет специальную маркировку.
- Наличие букв «Св» подтверждает тот факт, что проволока предназначена для сварки.
- Первое число обозначает долю углерода, входящего в состав проволоки.
- Заглавные буквы обозначают наименование легирующих компонентов, которые входят в состав проволоки:
- Г – марганец;
- С – кремний;
- Х – хром;
- Н – никель;
- М – молибден;
- В – вольфрам;
- Е – селен;
- Ю – алюминий;
- Т – титан;
- Б – ниобий;
- К – кобальт;
- Д – медь.
- После заглавной буквы ставится цифра, отражающая процентное содержание легирующего вещества в составе проволоки. Если такая цифра отсутствует, процентное содержание вещества не достигает 1 %.
- Последние буквы маркировки являются обозначением следующих характеристик:
- А – в составе содержится менее 0,03 % серы или фосфора;
- АА – содержание серы (фосфора) не превышает 0,02 %;
- Э – проволока может использоваться для изготовления электродов;
- О – проволока покрыта слоем меди;
- В – сталь в составе проволоки произведена электрошлаковым методом;
- Вд – сталь в составе изделия получена вакуумно-дуговым способом;
- ВИ – сталь в составе проволоки произведена вакуумно-индукционным способом.
Если вы хотите, чтобы результат сварочных работ радовал прочностью и эстетичностью, необходимо правильно выбирать соответствующие материалы. Внимательно изучайте маркировки на проволоке и электродах, ведь только так вы сможете получить надежное и равномерное соединение.