Свойства закаленных металлов
Закалка металлов представляет собой процедуру обработки материала высокотемпературным воздействием до определенного предела и дальнейшего охлаждения. В процессе закалки происходит фазовое превращение из аустенита в мартенсит. После закалки изменяются механические свойства сталей: повышаются прочность и твердость, при этом также увеличивается хрупкость, снижается пластичность. Для снижения хрупкости и улучшения пластичности сталь подвергаю отпускному отжигу.
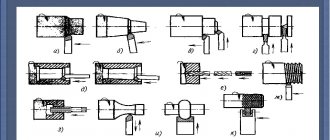
Закаленную сталь допускается обрабатывать разными методами:
- точением;
- фрезерованием;
- сверлением;
- шлифованием.
Но, при любых видах обработки, следует правильно выбирать режимы резания, так как из-за термического воздействия, повышается хрупкость металла. Кроме того, он быстро аккумулирует тепло в месте реза, что приводит к налипанию материала на токарный резец и его быстрому износу.
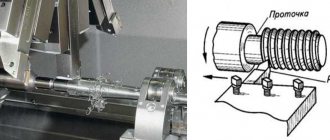
Токарные работы по стали
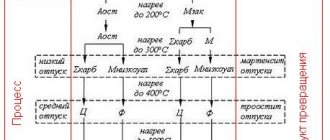
Температура критических точек стали 45
Как ранее было отмечено, для улучшения эксплуатационных качеств металла проводится термическая обработка. Она предусматривает оказание определенного воздействия на структуру, после чего происходит перестроение кристаллической решетки и изменение качеств. Во много при проведении термической обработки учитываются критические точки. Обработка стали Ст 45 проводится с учетом следующих факторов:
- Температурного режима. Важно выбирать правильную температуру, так как слишком низкая становится причиной неполного нагрева структуры и полное перестроение структуры не произойдет. Слишком высокий показатель становится причиной перегрева металла, а также появления окалины. Для обеспечения воздействия требуемой температуры могут применяться самые различные установки. Примером назовем доменные печи или электрические установки. Слишком высокие температуры плавления определяют то, что выполнить закалку рассматриваемой стали в домашних условиях довольно сложно.
- Скорости повышения температуры. Скорость нагрева также может определять то, какие именно качества будут передаваться обрабатываемому изделию. Современное оборудование позволяет с высокой точностью контролировать скорость нагрева. К примеру, ТВЧ имеют электронный блок управления, электрическая энергия преобразуется в магнитную, которая и становится причиной нагрева структуры.
- Продолжительности временного промежутка между воздействием различных температур. При термической обработке всех металлов учитывается присутствие трех критических точек, которые учитываются. Длительно выдержки может зависеть не только от химического состав материала, но и размеров, формы заготовки.
- Особенности прохождения процесса охлаждения. Во много качества получаемого изделия зависят от того, при каких условиях проходил процесс охлаждения. К примеру, есть возможность использовать масло или воду, а также различные порошки в качестве охлаждающей среды.
Довольно часто для изменения качеств металла применяется ТВЧ. Она характеризуется высокой эффективностью в применении, а также простотой в использовании. Сегодня встречаются модели, которые при желании можно установить в домашней мастерской.
Критическими точками принято считать температуры, при которых происходит перестроение структуры. Выделяют три основных температурных точек, которые отображаются на построенной диаграмме.
Уделяется внимание и выбору более подходящей среды охлаждения. К примеру, есть возможность провести охлаждение в воде. Однако подобная среда приводит к неравномерному охлаждению, что приводит к появлению окалины и других проблем. Для более высокого качества применяется масло. Крупногабаритные заготовки можно охлаждать на открытом воздухе, так как для снижения температуры требуется много времени.
Читать также: Как прозвонить трансформатор блока питания
Режимы резания при точении закаленной стали
Чтобы получить деталь высокого качества, черновую и чистовую обработку закаленной стали на токарных станках необходимо осуществлять с учетом следующих рекомендаций:
- Начинайте работу на небольшой скорости и с наименьшей глубиной резания. Это позволит получить небольшой угол и добиться правильной обработки кромки, что положительно скажется на сроке службы инструмента.
- Для достижения высокого качества обработки поверхности детали и надежности пластины, увеличивайте подачу постепенно. Такой подход также позволит улучшить стружкоотведение и ее дробление.
- При чистовой механической обработке выбирайте глубину резки больше радиуса пластины у вершины. Это исключит риск отклонения и позволит добиться высокой точности при работе с внутренними поверхностями заготовок.
- Не работайте на очень низкой скорости резания, так как это приведет к деформации оснастки и заготовки.
Немалую роль при точении закаленной стали играет использование СОЖ, которая не только повышает надежность процесса обработки металла, но и увеличивает производительность работы оснастки и качество готового изделия. При этом важно применять СОЖ корректно:
- для черновой и получистовой токарки рекомендуется остановить выбор на нижнем подводе СОЖ в случае чистового обработки следует отдать предпочтение оборудованию с высокоточным нижним подводом смазочно-охлаждающей жидкости;
- уровень давления подачи СОЖ необходимо регулировать в каждом конкретном случае, в зависимости от глубины резки, подачи материала, диаметра сопла, марки обрабатываемой стали.
Книга посвящена обработке резанием закаленных легированных конструкционных сталей. В ней изложены результаты исследований и данные передового производственного опыта в области точения, торцевого фрезерования, сверления, развертывания, зенкерования и резьбонарезания закаленных сталей. Она содержит практические рекомендации по выбору конструкции и геометрии инструмента, а также режимов резания. Книга предназначена для инженерно-технических работников машиностроительных заводов. Она может быть полезна также научным работникам и студентам машиностроительных вузов и техникумов.
Размер: 16,4 Мб Формат: djvu Скачать книгу с letitbit.net Скачать книгу с depositfiles.com Не работает ссылка? Напишите об этом в комментарии.
Оглавление:
Введение.
Глава I. Механические свойства закаленных легированных конструкционных сталей. 1. Классификация легированных сталей. 2. Конструкционные легированные стали. 3. Влияние легирующих элементов на механические свойства конструкционных сталей в высокоотпущенном состоянии. 4. Влияние легирующих элементов на механические свойства конструкционных сталей в низкоопущенном (закаленном) состоянии. 5. Современные представления о механических свойствах закаленных сталей.
Глава II. Металлокерамические твердые сплавы и минералокерамика. 6. Общие сведения. 7. Отечественные твердые сплавы. 8. Иностранные твердые сплавы. 9. Минералокерамика.
Глава III. Точение закаленных сталей. 10. Характеристика условий исследований, проведенных автором. 11. Стружкообразование. 12. Критерий затупления резца. 13. Выбор твердых сплавов. 14. Влияние различных факторов на силы резания. 15. Геометрия режущей части резца. 16. Влияние различных факторов на стойкость резца и скорость резания. 17. Качество поверхности и точность обработки. 18. Псперечное фасонное точение. 19. Точение резцами, оснащенными минералокерамикой. 20. Некоторые вопросы практики точения закаленных сталей. 21. Обработка закаленных сталей путем ввода в зону резания электрического тока.
Глава IV. Торцевое фрезерование закаленных сталей. 22. Конструкция фрез. 23. Критерий затупления и период стойкости фрезы. 24. Геометрия режущей части фрезы. 25. Влияние различных факторов на стойкость фрезы и скорссть резания. 26. Сила резания и эффективная мощность. 27. Чистота обработанной поверхности.
Глава V. Сверление закаленных сталей.
Глава VI. Развертывание закаленных сталей. 28. Конструкция разверток и технологическая оснастка. 29. Геометрия режущей части развертки и марка твердого сплава для ее оснащения. 30. Износ развертки и критерий ее затупления. 31. Стойкостные зависимости. 32. Влияние различных факторов на точность размеров и чистоту поверхности после развертывания.
Глава VII. Зенкерование закаленных сталей.
Глава VIII. Нарезание резьбы на закаленных сталях. 33. Критерий затупления резца. 34. Определение оптимального числа проходов. 35. Влияние поперечной подачи резца на его стойкость. 36. Влияние радиуса закругления вершины и переднего угла резца на его стойкость. 37. Выбор твердого сплава. 38. Влияние доводки режущих элементов резца на его стойкость. 39. Зависимость скорости резания от стойкости резца, шага резьбы и поперечной подачи резца. 40. Заключение.
Глава IX. Некоторые соображения о физических явлениях при механической обработке закаленных сталей. 41. Скоростное резание закаленных стаяей. 42. Качество поверхности при механической обработке закаленных сталей. 43. Характер стружки и нарост на резце при точении закаленных сталей. 44. О переднем и заднем углах резца при точении закаленных сталей. 45. Теоретическое исследование сил резания при точении закаленных сталей. 46. Термо-скоростная гипотеза обработки закаленных сталей. 47. Соотношение твердостей обрабатываемого материала и режущего инструмента.
Приложения. Режимы точения, торцевого фрезерования, сверления, развертывания, зенкерования и резьбонарезания закаленных легированных конструкционных сталей. Использованная литература.
Метки: Влияние легирующих элементов, Зенкерование закаленных сталей, Классификация легированных сталей, Конструкционные легированные стали, Механическая обработка закаленных сталей, Механические свойства закаленных легированных сталей, Нарезание резьбы на закаленных сталях, Развертывание закаленных сталей, Сверление закаленных сталей, Точение закаленных сталей, Фрезерование закаленных сталей
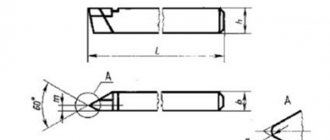
Выбор режущего инструмента для токарной обработки каленой стали
Точение закаленной стали – одна из самых сложных задач в металлообработке, которая лучше всего решается с применением режущей оснастки следующего вида:
- Твердосплавные пластины – универсальный и экономичный вариант, устойчивый к абразивному износу. Такой инструмент лучше всего подходит для работы со сталью твердостью не более 55 HRC. При более высоких характеристиках, срок службы инструмента значительно сократится.
- Керамические пластины – оснастка из смешанной керамики или армированной специальными кристаллами. Она способна прослужить долго даже при работе с очень твердой сталью, но поверхность, обработанная такой пластиной будет иметь не очень высокое качество. Поэтому их рекомендуется использовать для чернового и получистового точения.
- Пластины из сплава кубического нитрида бора (CBN) – высокопрочный резец, способный справиться с закаленной стали до 65 HRC и позволяющий получать идеальный результат при финальной обработке металла с экономией времени производственного процесса до 70%.