Алюминий часто используется для изготовления деталей. Иногда плавят кусочки алюминия, чтобы заделать дефект, делают отливки. Плавить можно обломки дюраля, ненужные радиодетали. В обзоре представлены способы, как в домашних условиях расплавить алюминий, что для этого потребуется. Специалисты поделятся опытом, расскажут, какие свойства легкого металла необходимо учитывать, чтобы плавить металл самостоятельно.
Технология плавления алюминия в домашних условиях
Суть плавления состоит из нескольких этапов:
- Подготовка лома. В качестве исходного сырья используют профиль из алюминия, проволоку (ее предварительно уминают пассатижами), отслужившие детали. Кусочки должны быть небольшими. Краску, вкрапления других металлов из них не достают, все это будет в составе шлака.
- Подбор емкости, в которой можно плавить алюминий. Подойдет прочная посудина из стали (температура плавления 1300°С) или чугунок (1100°С), используют готовые огнеупорные тигли.
- Подготовка формы для расплава. В домашних условиях их делают самостоятельно. Процедура изготовления представлена ниже.
- Плавление лома. Предварительно определяют источник тепла.
- Снятие шлака, изготовление отливки. Самый простой способ плавки – аккуратно слить жидкий алюминий в подготовленную емкость или форму, шлак остается на стенках плавильной посудины. Чтобы он не прилип, требуется быстро ее охладить.
В принципе, технология промышленного и кустарного литья ничем не отличается. Лом плавят до состояния текучести. После этого отделяют расплав от шлака, сливают в заготовленные формы. Их после охлаждения отливки разбивают. Важно определить, что в результате должно получиться из жидкого алюминия. Даже если плавить металл решили ради эксперимента, емкость или форму для литья все равно необходимо приготовить. Тогда можно будет рассмотреть получившийся слиток, проверить его на пористость, чистоту, однородность структуры.
Тигель для плавки свинца своими руками
› Своими руками
06.11.2019
Для плавления металлов используют специальные термостойкие чаши, называющиеся тиглями. Они пользуются большой популярностью в ювелирных мастерских, лабораториях и металлургической отрасли.
Но для полноценного процесса недостаточно обзавестись простым предметом с термоустойчивой поверхностью, ведь для разного железа требуется своё изделие, которое обязано соответствовать химическому составу и подходить под конкретный температурный режим.
Также в этих объектах производят готовый сплав, которому осталось придать правильную форму.
Иногда случается, что подобные приспособления могут понадобиться в частном деле, но их покупка – дорогое удовольствие. Поэтому тигель своими руками сделать выгоднее — можно сэкономив значительную долю бюджета.
Да, процедура потребует определённых навыков и терпения, но в итоге получиться сосуд, не уступающий заводским аналогам. Ещё важно определиться с типами переплавляемых объектов, чтобы изготовить подходящую чашу.
Если планируется работать с различными металлами, рекомендуется создавать несколько изделий.
Сообщества › Сделай Сам › Блог › собираю тигель для плавки свинца- нужен совет
Всем привет ! народ подскажите идею как реализовать кран=запор =затвор, что бы со дня наливалось ? как на видео
Смотрите также
Оборудование и способы плавки
Прежде, чем плавить алюминий, выбирают место и способ разогрева металла. Два часто используемых варианта:
- В гаражах или домовладениях плавят алюминий, сооружается плавильня, ее составляют из кирпича без использования связующего раствора. В качестве опоры удобен металлический каркас, в нем должно быть отверстие для нагнетания воздуха, для этого используют пылесос или фен. Самодельная печь обкладывается углем. Емкость для плавления с ломом помещают внутрь. Для лучшего сохранения тепла кирпичи сверху накрывают листом металла.
- В домашних условиях для разогрева небольшого количества лома пользуются:
— газовой горелкой;
— паяльной лампой;
— газовой плитой, можно плавить небольшое количество лома, но выход расплава будет невысокий.
Литье плавят в стальной посуде. Для повышения скорости нагрева используют конструкцию из двух емкостей, их вставляют одна в другую с зазором 1 см. Дно большой посудины перфорируется, оно выполняет функцию пламярассекателя. Когда есть газовая горелка, совмещают нижний нагрев с верхним. Плавить металл можно быстрее.
Дополнительное оборудование
Для небольших порций лома иногда используют жестяные банки. Но эта тара ненадежная, не исключено прогорание жести. Надежнее использовать керамический или металлический огнеупорный тигель для муфельных печей. Хороший вариант – обрезанный стакан огнетушителя. Для удобства делают желоб, по которому будет стекать расплавленный алюминий. При работе используют длинные щипцы. Понадобится ложка на длинной ручке для сбора шлака.
Вагранка
В литейном производстве применяются:
– плавильные печи для получения расплавленного металла;
– термические печи для нагрева отливок с целью их последующей термической обработки;
– сушила для сушки литейных форм.
Во всех этих печах протекают процессы превращения какого-либо вида энергии в тепловую и затем передача этой теплоты к расплавляемому, нагреваемому или сушимому материалу.
В литейном производстве нашли широкое применение вагранки для выплавки чугуна, дуговые трехфазные электропечи переменного тока для выплавки стали и чугуна, стали из металлического лома и для перегрева жидкого чугуна, получаемого в вагранках или других первичных плавильных печах, дуговые печи постоянного тока, индукционные тигельные и канальные печи промышленной частоты и повышенной частоты.
Вагранкой называется шахтная печь, предназначенная для плавки чугуна.
Металлический цилиндрический кожух вагранки установлен на колонны и с внутренней стороны облицован огнеупорным кирпичом (рис. 1). Опорная часть (рис. 2) воспринимает статическую нагрузку от всей вагранки и динамическую от загружаемой шихты и состоит из фундаментной плиты 1
, четырех колонн
2
, опорной рамы
3
, подовой плиты
4
, днища
5
, механизма
6
открывания и закрывания днища. Днище вагранки состоит из двух крышек (полуднищ), которые с помощью цапф подвешиваются на оси, проходящей через подшипники
7
, закрепленные на подовой плите. Подовая плита служит для крепления нижних колонн и равномерного распределения нагрузки на фундамент.
Для предохранения от раскаленных остатков плавки, выливающихся из вагранки через откидное днище, плиту углубляют на 150–200 мм от уровня пола, который засыпают сухой формовочной смесью.
| Рис. 1. Общий вид вагранки с расширенной зоной горения: 1 – фундаментная плита; 2 – колонна; 3 – опорная рама; 4 – подовая плита; 5 – днище; 6 – механизм открывания и закрывания днища; 7 – горн вагранки; 8 – фурма; 9 – шахта вагранки с водяным охлаждением корпуса шахты; 10 – фурменная коробка; 11 – узел загрузки шихты; 12 – металлоприемник-шлакоотделитель для выпуска металла и шлака; 13 – устройство для отбора ваграночных газов и очистки; 14 – дымовая труба Рис. 2. Опорная часть вагранки: 1 – фундаментальная плита; 2 – колонны; 3 – опорная рама; 4 – подовая плита; 5 – днище; 6 – механизм открывания и закрывания днища; 7 – ось поворота крышки |
Шахта вагранки состоит из цилиндрического кожуха 1
(рис. 3), сделанного из листовой стали толщиной 6–12 мм. Внутри кожуха находится огнеупорная футеровка 2. Между кожухом и футеровкой существует зазор 25–30 мм, заполняемый огнеупорным неспекающимися материалом, например, тощим песком для обеспечения беспрепятственного расширения футеровки при нагревании.
| Рис. 3. Разрез шахты вагранки |
Шахта устанавливается на подовую плиту 8
над отверстием закрывается откидным днищем
7
. На днище набивают под, или лещадь,
6
из тощего формовочного песка слоем толщиной 200–300 мм. Набивной под имеет небольшой уклон в сторону отверстия
4
, называемого чугунной леткой
4
. К ней примыкает железный футерованный желоб
5
. Если вагранка без копильника, то чугунная летка во время плавки заделывается глинистой массой и отрывается только на период выпуска чугуна. В вагранке с копильником чугунная летка служит каналом, через который чугун из горна непрерывно поступает в копильник. Против чугунной летки
4
на уровне пола делается рабочее окно
10
, служащее для набивки пода, закладывания дров и их розжига, которое на время плавки закладывается огнеупорным кирпичом, забивается формовочной смесью и закрывается дверкой
9
.
Для выпуска шлака имеется шлаковая летка, которая расположена ниже фурм на 75–150 мм. Шахта (рис. 5) по высоте делится на нижнюю часть, от пода до первого ряда фурм, называемую горном, а от первого ряда фурм до порога 11
завалочного окна
12
– собственно шахтой.
Шахта вагранки имеет цилиндрический, канальный или сложный (доменный) профиль. Корпус шахты по всей высоте или только в нижней части может охлаждаться водой. Водоохлаждаемая зона за исключением горна, как правило, не имеет огнеупорной футеровки. Не охлаждаемой водой зона цилиндрической шахты вагранки имеет огнеупорную футеровку толщиной 180–350 мм. Из-за низкой стоимости футеровки длительность работы не охлаждаемой водой зоны вагранки до выбивки для текущего ремонта не превышает двух смен.
Вагранка с небольшим конусным профилем шахты водоохлаждаемого корпуса 9
(рис. 1) с выдвинутыми водоохлаждаемыми медными фурмами
8
, утолщенной футеровкой горна
7
рассчитана на длительную эксплуатацию без выбивки для специального ремонта футеровки. Верхняя часть шахты, расположенная ниже завалочного окна, выкладывается чугунными пустотелыми кирпичами для предохранения разрушения кладки от ударов загружаемой шихты.
Фурменное устройство (рис. 4) вагранки, состоит из коробки 4
дроссельных клапанов
5
для регулирования количества воздуха, подаваемого к фурмам. Коробка делается из стальных листов толщиной 6–12 мм и приваривается к кожуху вагранки. Дроссельные клапаны монтируются в литых цилиндрических кожухах, которые крепятся к днищу фурменной коробки болтами.
Рис. 4. Схема подачи подогретого воздуха в вагранку и отбор ваграночных газов (фурменное устройство): 1 – загрузочное окно; 2 – отверстие для отбора газов; 3 – трубы для стока воды; 4 – фурменная коробка; 5 – дроссельный клапан
| Рис. 5. Сифонный шлакоотделитель: 1 – канал для чугуна и шлака; 2 – фурма; 3 – труба для стока воды; 4 – крышка для осмтра и ремонта; 5 – желоб; 6 – смотровое окно; 7 – желоб; 8 – контрольное отверстие; 9 – сифонный канал; 10 – отверстие для шлака; 11 – шлак |
Сопла 2
фурм (рис. 5) чугунные, прямоугольного сечения, расширяющиеся внутри вагранки. К кожуху вагранки сопла крепятся болтами. В фурменной коробке и фурменных коленах против фурм расположены смотровые окна (гляделки), через которые можно наблюдать за состоянием фурм.
Подача в вагранку подогретого воздуха существенно повышает температуру выплавляемого чугуна: чем выше температура воздуха, тем выше температура металла. Горячий воздух, проходящий через холостую колошу, повышает температуру кусков кокса, ускоряется прогрев (дутье 500–550°С) и плавление шихты, снижается расход кокса. Применение горячего дутья до 40% увеличивает производительность вагранок и положительно сказывается на металлургических процессах, протекающих в вагранке: уменьшается угар, снижается расход кокса, снижается расход доменных чугунов. Для нагрева дутья используют или ваграночные газы, или дополнительное топливо. Ваграночные газы отбирают из шахты через отверстия 2
(рис. 4) расположенные ниже загрузочного окна
1
. В современных вагранках широко применяют водоохлаждение плавильного пояса и фурм. К кожуху вагранки выше зоны плавления прикрепляют кольцевую трубку
3
(рис. 4) с отверстиями для стока воды. Вода омывает корпус и стекает в сборный кольцевой желоб.
Слив металла и шлака из вагранки производится через сифонный шлакоотделитель (рис. 5). В шлакоотделителе поддерживается избыточное давление (равное давлению в вагранке), под действием которого чугун и шлак 11
поступают из вагранки по каналу
1
на желоб
5
. Затем металл с желоба по сифонному каналу
9
поступает на желоб
7
, а шлак
11
расположен на поверхности чугуна и избыточным давлением выдавливается через отверстие
10
на желоб
5
. В данной части шлакоуловителя имеется отверстие с пробкой для слива остатков шлака и чугуна
8
.
При подогреве дутья за счет теплоты ваграночных газов температура воздуха достигает 600–650°С, что обеспечивает температуру продуктов горения, поступающих в вагранку, равную 1750–1800°С при восстановительной атмосфере.
В настоящие время широкое развитие как у нас, так и за рубежом получили ваграночные комплексы закрытого типа с полной очисткой отходящих газов, подогревом дутья, с водяным охлаждением плавильного пояса, обеспечивающие многонедельную плавильную компанию. Современные ваграночные комплексы включают в себя оборудование для набора, взвешивания и загрузки шихты, систему автоматизированного управления процессом плавки, устройства для грануляции шлака, систему оборотного водоснабжения, гидрошлакоудаления, систему охлаждения и очистки газов, рекуператор и др., обеспечивающее надежную и экономическую работу вагранки.
Рис. 6. Ваграночный комплекс: 1 – бункер эстакада; 2 – весовая тележка; 3 – установка для дозирования кокса; 4 – подъемник для шихты; 5 – вагранка; 6 – шлюзовая камера; 7 – пылеосадительная камера; 8 – эжекторный скруббер; 9 – камера дожигания; 10 – радиационный рекуператор; 11 – шлакоотделительный желоб; 12 – копильник
Газовые и коксогазовые вагранки
Топливом коксогазовых вагранок служат кокс и природный газ, который сжигается в туннелях, расположенных по периметру вагранки над фурмами. Газовые горелки располагают по высоте таким образом, чтобы продукты горения выходили ниже уровня холостой колоши шахты вагранки на 250–300 мм. Условия перегрева металла в коксогазовой вагранке примерно такие же, как в коксовой вагранке. Температура чугуна на желобе 1390–1400°С. Газонасыщенность чугуна, выплавленного в коксогазовой вагранке, немного больше. При переводе коксовой вагранки на коксогазовый обогрев снижается расход кокса на рабочую колошу, чем объясняется тенденция к переводу на газовое топливо.
В коксогазовой вагранке состав газовой атмосферы более окислительный, чем в коксовой вагранке, что увеличивает угар кремния и марганца и ухудшает условия науглероживания жидкого металла.
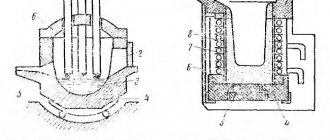
Конструкция современной коксогазовой вагранки показана на рис. 7. Продукты горения газа и пары воды при температуре 1500–1550°С подают в плавильную зону шахты вагранки, вносится дополнительное количество теплоты, за счет которого улучшаются условия теплообмена в двух зонах – зоне плавления и зоне подогрева кусков твердой шихты, а в зоне перегрева жидкого чугуна при сохранении удельного расхода воздуха ничего не изменяется. Теплота от сжигания 25 м3 газа на 1 т выплавляемого чугуна позволяет уменьшить расход кокса на 25–35%, поднять производительность вагранки на 10% при постоянной температуре чугуна.
Уменьшение расхода кокса за счет сжигания дешевого природного газа позволяет снизить себестоимость чугуна, понизить содержание в нем серы, поднять производительность печи, уменьшить влияние качества разделки шихты, упростить регулирование высоты холостой колоши путем изменения расхода газа в горелках. Последнее выгодно отличает ее от вагранки, работающей на обогащенном кислородом воздухе. Однако коксогазовые вагранки имеют и существенные недостатки: взаимодействие продуктов, выделяющих при горении природного газа (СО2 и Н2О) с раскисленными кусками кокса с образованием 15–20% СО и 3–4% Н2, что поглощает большое количество тепла); повышение температуры колошниковых газов на 100–150°С, вызывающее дополнительные потери теплоты; насыщением чугуна водородом.
Рис. 7. Коксогазовая вагранка: 1 – водосборник; 2 – шамотная кирпичная футеровка; 3 – набивная шамотная масса; 4 – водоохлаждаемый горелочный туннель; 5 – газовая горелка; 6 – коллектор для подачи природного газа; 7,8 – воздушные коллекторы соответственно для горелок и фурм; 9 – водяное охлаждение плавильного пояса; 10 – водяное охлаждение фурм и горелочных туннелей; 11 – медная водоохлаждаемая фурма; 12 – стационарный копильник; 13 – быстросменное леточное устройство; 14 – высокоглиноземестые огнеупоры
Если совместный расход кокса и газа оценивать в единицах условного топлива, то окажется, что расход коксогазового топлива будет больше, а КПД вагранки ниже, чем для обычной коксовой. Экономия при работе коксогазовой вагранки получается только за счет низкой стоимости природного газа, поэтому даже повышенный расход газа по сравнению с сэкономленным коксом дает определенный экономический эффект.
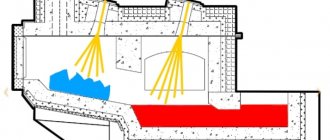
Газовая вагранка представляет собой пламенную печь шахтного типа. Она существенно отличается от коксовой и коксогазовой вагранки. В газовой вагранке отсутствует традиционная холостая коксовая колоша, она имеет постоянную высоту зоны плавления над газовыми горелками и ограниченную по размерам зону перегрева. Газовые вагранки конструктивно различаются на: а) вагранки с уступами в шахте (рис. 8); б) вагранки с перемычкой в шахте и в) вагранки с выносной камерой перегрева. В вагранке, изображенной на рис. 8 по высоте шахты выполнены два уступа 6
и
12
, предотвращающие попадание шихтовых материалов в нижнюю часть камеры сжигания газа
4
, зону перегрева.
Рис. 8. Газовая вагранка: 1 – шахта; 2 и 4 – водяное охлаждение; 3 и 5 – поднутрения шахты; 6 и 12 – уступы; 7 – копильник; 8 – механизм открывания днища; 9 – бассейн для жидкого чугуна; 10 – горелки; 11 – камера сжигания газа и перегрева чугуна; 13 – система загрузки шихты
Верхняя часть шахты вагранки (выше уступов 6
и
12
) предназначена для нагрева и расплавления шихты, а нижняя – для перегрева жидкого чугуна. Как верхний, так и нижний уступы испытывают высокие термические нагрузки, поэтому охлаждаются водой. По всему периметру нижней части камеры сжигания газа и перегрева встроены в один или в два раза туннели – трубки, в которых находятся газогорелочные устройства.
Перед плавкой камера перегрева нагревается газовыми горелками до температуры 1600°С. Затем после достижения необходимого температурного режима и состава печной атмосферы в шахту вагранки загружают шихту. Металл плавится, стекает в камеру перегрева вагранки, откуда непрерывно поступает в копильник.
Основными преимуществами газовых вагранок перед коксовыми является то, что они не требуют применения дефицитного кокса, имеет место существенное сокращение содержания серы (в 5–6 раз ниже, чем в чугуне, выплавляемом в коксовых вагранках). Вместе с тем в газовых вагранках труднее получить чугун с содержанием углерода более 3–3,2%. Это объясняется отсутствием в коксовой вагранке холостой коксовой колоши и образованием в камере перегрева окислительной атмосферы, что способствует угару химических элементов чугуна (углерода, кремния, марганца). В таких случаях искусственно в шихту добавляют высокоуглеродные материалы, например, куски отходов графитовых электродов.
Как сделать форму для отливки
Перед тем, как расплавить алюминий, готовят болванку для отливки. Существует несколько способов заливки жидкого расплава. Чаще используют открытый и закрытый метод. О каждом стоит рассказать подробнее.
Открытая форма
Когда плавят алюминий по открытой методике, после плавления расплав выливают в подготовленную емкость, например, жестяную банку. Алюминиевую отливку вынимают из банки в горячем виде, когда горячий расплав немного схватится сверху. Достаточно несильно постучать по емкости. Если не нужен слиток заданной геометрии, расплавленный металл выливают на любую ровную огнеупорную поверхность, он хорошо держится, не растекается, внешне напоминает ртуть.
Материалы и элементы для работы
Муфельная печь для плавки алюминия своими руками или закаливания стальных деталей – для производства подготавливаем полный набор материалов. Нам потребуется:
- шамотный кирпич;
- теплоизоляция;
- листовой металл или любой подручный материал. Если есть старый сейф с внутренним слоем песка, значит вам повезло. Такая печь прослужит долгий срок и позволит сэкономить на наружном слое теплоизоляции;
- огнеупорная глина, песок или готовая смесь для кладки кирпича. Для заделывания щелей и пустот можно приобрести огнестойкий герметик или использовать раствор;
- электрический кабель, керамические изоляторы, автомат для подключения в щитке.
Полезные советы
- Расплав должен быть горячим, чтобы форма заполнялась равномерно. Его заливают, когда он приобретает консистенцию ртути.
- Сложные по конфигурации отливки делают быстро, стараются сразу залить формы, чтобы металл не успел схватиться, не образовалось перегородок и пустот.
- В гипс металл можно заливать по воску или пенопласту, от высокой температуры воск и пенопласт выгорают. Поверхность отливки будет ровной.
- Для охлаждения отливку не опускают в воду, литье потрескается.
- При расплавлении чистого алюминия применяется технология использования защитных флюсов, они предохраняют металл от окисления.
Необходимо соблюдать противопожарную безопасность, процесс литья связан с использованием открытого пламени. Важно использовать индивидуальные средства защиты: перчатки, очки.
Устройство и схема
Устройство муфельной печи для плавки металла состоит из:
- в большинстве случаев стального корпуса. Для домашнего использования лучше выполнить его из жаростойкого металла или нержавейки. Но можно использовать конструкционную сталь. Толщина листа 1,5-2 мм;
- слоя внутренней теплоизоляции. Для домашних печей используют шамотный кирпич или другой теплоизоляционный материал, выдерживающий температуры нагрева до 10000 – 12000;
- стальной корпус можно обложить наружным слоем керамических плиток или огнеупорным кирпичом;
- электрических или газовых нагревательных элементов. Газовые горелки лучше приобретать в специализированных магазинах. Электрическая печь может оснащаться самодельными спиралями из нихрома или фехраля. Толщина проволоки – 1 мм. Фехралевая проволока дешевле, но она уступает нихрому по уровню сопротивлению воздействия агрессивной среды и долговечности спирали;
- системой автоматического или ручного управления работой техники. Установив тепловые датчики вы сможете легко управлять температурным режимом и временем поддержания заданной температуры.
Печи-трубы
Для электропечи-трубы достаточно большого диаметра (скажем, из корпуса плавкой вставки) дадим прежде всего рецепт обмазки нагревателя. Состав – тот же, что и для корпуса газовой печи, но, во-первых, глину замешивают до густоты хорошей сметаны или жидкого творога. Во-вторых, наполнителя-теплоизолятора (асбест, вермикулит) дают 4-5 объемных относительно глины частей.
Следующий момент – намотка спирали. На коренной (начальный по ходу обмотки) конец трубы туго, вплотную друг к другу, мотаем 5-10 витков нихрома и туго-натуго схватываем их металлическим хомутом и винтом с гайкой и пружинной шайбой (гровером). «Уши» хомута должны быть удлиненными и с отверстиями для подвода тока и теплоотвода; об этом см. подробнее ниже, в разделе о мини-печи.
Далее мотаем в 2 провода: рядом с нихромовым укладываем медный того же диаметра. На конце обмотки делаем токосъем и закрепляем хомутом, как описано выше. Теперь снимаем медь и приступаем к обмазке. Обмазку наносим слоем в 4-12 мм, как раствор ляжет. Затем – неделя сушки, часовой прогон на половинной мощности (напряжение – в 1,4 раза меньше номинального!), и окончательная сборка печи, аналогично описанной ниже.
Как правильно подключить муфельную печь к источнику энергии
При отсутствии опыта работы с электрическими приборами лучше обратиться к электрику-профессионалу. Для подключения устройства к сети необходимо приобрести:
- терморегулятор;
- большой клеммник из термостойкой пластмассы;
- маленькие клеммники из термостойкого пластика для сращивания проводов;
- контактор (пускатель электромагнитный);
- электрический провод двужильный;
- вилку электрическую;
- стандартный кожух для электрощитка.
Для данной печи выбран терморегулятор одноканальный М-1-К, который регулирует температуру рабочей камеры до 1300 градусов. Прибор способен работать по сложному графику, с его помощью задают время и температуру нагрева.
Справка. Сечение нихромовой проволоки и ее длину, диаметр витка спирали, сечение соединительных проводов и другие параметры электрической схемы рассчитывают по справочникам и выбирают заранее.
Элемент имеет 7 разъемов для подключения (две клеммы для проводов питания, две — для подключения термопары, три — для реле). Управление прибором осуществляется четырьмя кнопками. Когда терморегулятор включен, горит индикаторная лампочка. К устройству прилагаются два кронштейна для крепления в щитке и подробная инструкция по подключению.
Монтаж блока
Монтаж блока проводится в следующем порядке.
- Контакты термопары и спирали изолируют и клеммниками соединяют с двужильными проводами.
- К проводу питания присоединяют вилку.
- В щитке крепят терморегулятор, контактор и большой клеммник.
- К терморегулятору через контактор и клеммник подсоединяют термопару, спираль муфеля, провод питания с вилкой.
Электрическую муфельную печь обязательно заземляют.
Как сделать корпус
Вырезаете из листа прямоугольник нужного размера, загибается в цилиндр и заваривается шов. Далее из этого же листа вырезаете круг соответствующего диаметра и привариваете его к цилиндру. У вас получается подобие металлической бочки, стороны и дно которой стоит усилить арматурой и уголками.
Фото 6 Корпус печи из бочки
Корпус может быть и прямоугольным – форма никак не влияет на качество печи и эффективность разогрева. На видео вы посмотрите, как сделать прямоугольную муфельную печь своими руками из аналогичных материалов.
https://youtube.com/watch?v=wLyapECGaIM
Видео 1 Муфельная печь своими руками с описанием
Отличия самодельного и заводского агрегата
Чтобы понять разницу, нужно взять за точку отсчета цель использования оборудования. Агрегаты домашней сборки обычно нужны для периодического применения (перерывы могут быть существенными), поэтому на первый план в них выходит минимальная себестоимость, возможность выполнения простейших манипуляций, нетребовательность в обслуживании.
Читать также: Направляющие шины для дисковых пил интерскол
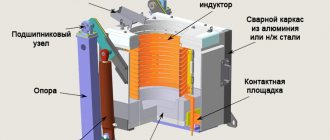
В том случае, если результаты плавки используются для получения заработка, целесообразнее приобрести заводскую индукционную модель – такое оборудование способствует аккуратной работе, помогает точно соблюдать замеры, сводит к нулю вероятность попадания нежелательных примесей.Такое же оборудование сложно выполнить своими руками – сборка индуктора, выбор тигля, обустройство экрана требует профильных навыков. Создать конденсаторную батарею и генератор сможет не каждый.
Тигельная печь своими руками
Нельзя упускать из внимания эргономические показатели печей. В кустарных заготовках им уделяется минимум ресурсов, как правило, такие вариации неудобны в использовании, зачастую опасны ввиду применения подручных материалов. В заводских линейках для обеспечения комфортной работы применяются проверенные технологии, в частности, это касается конфигурации и поворотного механизма тигля. Важно, что в них созданы условия для предотвращения травматизма.