Особенности нарезания. Прямоугольные и трапецеидальные резьбы, применяемые для передачи движений, относятся к группе ходовых резьб, поэтому их. точность и чистота обработки должны быть более высокими, чем крепежных резьб. Вследствие этого нарезание таких резьб нуждается в более высокой квалификации токаря и должно выполняться на более точных и отрегулированных станках. Другой особенностью ходовых резьб является наличие у них более крупных шагов и, следовательно, больших углов подъема. Поэтому прямоугольные и трапецеидальные резьбы большей частью нарезаются последовательно несколькими резцами, установка и заточка которых зависят от угла подъема резьбы. Особенностью ходовых резьб также является подготовка поверхностей заготовок под нарезание резьбы. Благодаря отсутствию острых вершинок у таких резьб некоторое выдавливание металла при прорезании винтовой канавки наблюдается только в виде появления небольших заусенцев по внешним уголкам профиля, которые обычно удаляют в конце нарезания напильником. В связи
с этим исходные поверхности заготовок под ходовые резьбы выполняют по номинальным значениям диаметров резьб: для винтов — по наружному диаметру, для гаек — по внутреннему. Применяемые резцы и их установка на станке. Чистовые резцы для прямоугольных (рис. 211, а) и трапецеидальных (рис. 211, в) резьб затачиваются и доводятся по шаблонам (рис. 211, б) соответственно шагу резьбы. Чтобы исключить искажение профиля резьбы, передние углы чистовых резцов принимают равными 0°.Главный задний угол делают в пределах а=6—8°. Боковые задние углы зависят от величины и направления угла подъема резьбы. Для пояснения этой зависимости рассмотрим рис. 212. Боковые стороны винтовой канавки имеют угол подъема со, который определяется по формуле (6)(см. гл. V). При установке резца параллельно оси детали (рис. 212, слева) задний угол а должен быть больше угла w, иначе резание будет невозможным, а угол а1 может иметь даже нулевое значение. Практически для правых резьб принимают a1 = w + 3°, а2=3°, для левых резьб значения углов меняются местами. При такой установке боковые режущие кромки резца работают в разных условиях. Если левая кромка имеет положительный передний угол, то правая — отрицательный. Поэтому правая кромка резца не режет, а мнет металл, особенно при больших углах подъема резьбы, Такая установка применяется для чистовых резцов, которые придают профилю резьбы окончательную форму и размеры, а также для черновых при нарезании резьб с углом подъема до 3°. С целью облегчения условий резания черновые резцы для на-, резания резьб с углом со>3° устанавливаются по схеме, приведенной на рис. 212, справа, перпендикулярно к боковым сторонам профиля резьбы (под углом со к оси детали). В этом случае условия работы обеих режущих кромок становятся одинаковыми, пе-
редний угол у=0°. Для придания последнему положительного значения на передней поверхности черновых резцов рекомендуется делать радиусную выемку (рис.212, справа, показано штриховой
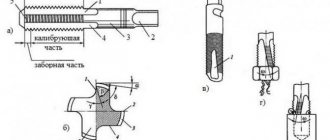
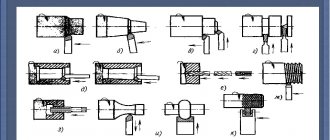
Задние боковые углы резца при такой установке делают одинаковыми, в пределах 3—4°. Впадина резьбовой канавки при установке резца под углом к оси получается слегка вогнутой. Это следует учитывать при нарезании прямоугольных резьб, которые центрируются по внутреннему диаметру. В связи с более тяжелыми условиями резания резцы для нарезания прямоугольных и трапецеидальных резьб надо устанавливать с наименьшим вылетом из резцедержателя и прочно крепить винтами. Чистовые резцы должны быть установлены точно по высоте центров станка, ось профиля их располагается строго перпендикулярно к оси детали по шаблонам (см. рис. 211, б). Поворот черновых резцов на угол со можно выполнить при помощи специальной державки с поворотной головкой (рис. 213, а) или использованием державочных резцов с круглым стержнем (рис. 213,6). Прорезание винтовых канавок. Ходовые резьбы с шагом до 3—4 мм нарезаются обычно одним чистовым резцом (рис.214, а и б). Резьбы с более крупным шагом вначале нарезают черновыми резцами, затем чистовым. На рис. 214, в показано нарезание прямоугольной резьбы двумя резцами: предварительно черновым резцом 1 с шириной режущей части на 0,5—1 мм меньше требуемой ширины канавки (по
дну канавки оставляется припуск 0,2—03 мм для чистовой обработки) и окончательно чистовым резцом 2. Повысить чистоту боковых сторон профиля резьбы можно нарезанием ее по схеме, показанной на рис. 214, г — канавочным резцом / и двумя подрезными резцами 2 и 3. Этот способ более сложный и требует высокой квалификации токаря. На рис. 214, д, е и ж показано нарезание трапецеидальных резьб. Резьбы с небольшим шагом (но более 3 мм) нарезаются двумя резцами: предварительно канавочным резцом (ширина резца примерно 0,34 5) на полную глубину (рис. 214, д, слева) и окончательно чистовым резцом (рис. 214, д, справа). При более крупном шаге рекомендуется после чернового канавочного резца обработать раздельно правую и левую стороны профиля узким угловым резцом (рис. 214, д, в центре), а затем калибровать профиль чистовым резцом. Резьбы с крупным шагом часто нарезают тремя резцами (рис. 214, е). Вначале прорезают широкую канавку до среднего диаметра резьбы (глубиной 1/4 S) канавочным резцом 1, ширина которого принимается на 0,2—0,3 мм меньше 1/2 S. Затем канавку обрабатывают узким резцом 2 на полную глубину профиля шириной
Читать также: Формулы сопротивления проводника при параллельном соединении
34S. Окончательно резьбу калибруют чистовым резцом 3. Такие же способы нарезания применяются при изготовлении внутренних резьб, одна из схем обработки которых приведена на рис. 214, ж. Проверка резьб в процессе’ обработки производится шаблонами (рис. 215). Шаблон своим выступом устанавливается в проре-
занную канавку и располагается в осевой плоскости. По его прилеганию к сторонам профиля канавки проверяют годность резьбы. Шаблоном (рис. 215, б) можно косвенным путем проверить средний диаметр трапецеидальной резьбы. Его накладывают на виток так, чтобы дно, выемки касалось вершины профиля резьбы. Если при этом уголки шаблона касаются боковых сторон профиля в точках А и В, то средний диаметр резьбы правилен. В серийном производстве контроль трапецеидальных резьб производят предельными резьбовыми калибрами, подобными по конструкции калибрам для треугольных резьб (см. гл. V, рис. 117, а и б).
Резьбовые соединения активно применяются практически во всех отраслях человеческой деятельности, начиная от сельского хозяйства, заканчивая космической промышленностью. Для нарезания резьбы в небольших объемах используется токарный станок в паре со специальным инструментом: резцами, плашками, метчиками и резьбонарезными головками. Способ подбирается в зависимости от необходимой прочности, размеров, профиля и расположения винтовой поверхности.
Особенности нарезания резьбы
При выполнении работы на токарном стенке с установленным резцом, вершина инструмента прочерчивает винтовое углубление, перемещаясь вдоль оси вращения заготовки. Эта канавка и называется резьбой. Характеризуется она следующими параметрами:
- Шаг – расстояние между соседними витками. Измеряется по оси обрабатываемой детали.
- Угол увеличения винтовой линии – показатель наклона линии относительно перпендикулярной к оси вращения заготовки плоскости. Определяется частотой вращения детали и скоростью движения режущего инструмента вдоль ее оси.
- Ход (для многозаходной резьбы) – расстояние между сформированными одной ниткой ближайшими витками.
Различают 5 профилей резьбы, которые влияют на характеристики резьбового соединения:
- круглые;
- упорные;
- прямоугольные;
- трапецеидальные;
- треугольные.
Сама же поверхность детали может иметь коническую или цилиндрическую форму. Винтовая линия, прорезаемая инструментом на станке, формируется за один или несколько заходов. Для резьбы с двумя и более нитками, последние расположены друг относительно друга эквидистантно. Чтобы посчитать их количество, достаточно взглянуть на начало поверхности резьбы.
Нарезание трапецеидальной резьбы
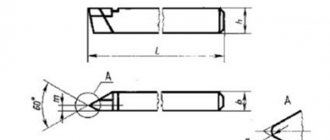
Резец для нарезания трапецеидальной резьбы показан на рис. 200. Угол между боковыми режущими кромками резца должен быть равен 30°; длина t передней кромки принимается соответственно профилю нарезаемой резьбы. Все углы (α, α1, α2) выбираются так же, как и углы для нарезания прямоугольной резьбы. И в этом случае для закрепления резцов пользуются державками (см. рис. 199).
Резец для нарезания трапецеидальной резьбы затачивается по шаблону, подобно применяемому при заточке резцов для треугольной резьбы, и в том же порядке. Заточенный резец доводится.
Рис. 200. Резец для нарезания трапецеидальной резьбы
Приемы нарезания трапецеидальной резьбы. Установка резца при нарезании трапецеидальной резьбы производится так же, как и при прямоугольной резьбе. Резьбы с шагом до 3 мм нарезаются одним резцом, имеющим полный профиль. Нарезание резьб, шаг которых превышает 3 мм, производится в несколько приемов (рис. 201, а). Канавочным резцом, ширина которого на 0,1—0,2 мм меньше ширины впадины резьбы, прорезается винтовая канавка. Диаметр канавки «по дну» должен быть равен внутреннему диаметру нарезаемой резьбы. После этого двумя резцами (правым и левым) винтовой канавке придается форма трапеции, причем ширина канавки, измеряемая по наружному диаметру, должна быть на 0,3—0,4 мм меньше окончательной. Каждый из резцов должен иметь угол при вершине, равный 30°; длина передней режущей кромки резца делается на 1—3 мм меньше ширины впадины нарезаемой резьбы. Окончательная отделка резьбы производится резцом, имеющим полный профиль. Этим резцом отделываются только боковые стороны профиля резьбы.
Рис. 201. Приемы нарезания трапецеидальной резьбы
Другой, очень производительный способ нарезания трапецеидальной резьбы показан на рис. 201, б. Резцом, ширина которого на 0,3—0,4 мм меньше окончательной ширины винтовой канавки, измеренной по среднему диаметру резьбы, прорезается предварительная канавка. Диаметр канавки, измеренной «по дну», должен быть больше среднего диаметра резьбы на 0,3—0,5 мм.
Затем предварительная канавка углубляется до внутреннего диаметра резьбы.
Ширина применяемого резца должна быть на 0,2 мм меньше окончательной ширины впадины. Отделка профиля производится последовательно двумя резцами, имеющими полный профиль нарезаемой резьбы. Первый из резцов имеет вогнутую (в виде желобка) переднюю поверхность, что обеспечивает большую легкость отделения стружки и чистую поверхность резьбы. Второй резец должен иметь плоскую переднюю поверхность.
Проверка трапецеидальной резьбы. Для проверки трапецеидальной резьбы применяются предельные калибры, подобные по конструкции предельным калибрам для треугольной резьбы. Профиль трапецеидальной резьбы проверяется выступом С шаблона (рис. 202). При необходимости определения среднего диаметра трапецеидальной резьбы, проверка его производится косвенным путем. Для этого шаблон накладывается на виток резьбы, как показано на рис. 202. Если дно выемки шаблона касается вершины профиля резьбы, а точки А и В — боковых сторон его, средний диаметр резьбы правилен.
Рис. 202. Шаблон для проверки профиля и среднего диаметра трапецеидальной резьбы
Необходимо отметить, что такой способ проверки среднего диаметра является грубым, так как наружный диаметр резьбы, от точности которого зависит результат проверки по рис. 202, обрабатывается с невысокой степенью точности. Исключением из этого являются винты с трапецеидальной резьбой (ходовые винты), у которых боковая поверхность служит установочной базой, при нарезании резьбы с использованием люнетов. Наружный диаметр таких винтов бывает поэтому точнее, чем у обычных.
Как нарезать трапецеидальную резьбу?
Для скоростного нарезания трапецеидальной резьбы используется резцедержательная головка, в которой закрепляют четыре резца. Первым резцом выполняют один-два прохода (в зависимости от шага резьбы) так, чтобы при дальнейшем нарезании резьбы не образовывались заусенцы. Вторым резцом с шириной головки более половины шага резьбы углубляются на 2/3 заданной глубины. Третьим резцом, головка которого по размерам меньше заданного профиля на 1 мм, врезаются на полную глубину. Четвертым резцом производится окончательная калибровка профиля резьбы.
Нарезание резьбы на токарном станке – альтернатива применению специализированного оборудования. Классификация, схемы, инструменты, расшифровка, материалы.
Нарезание резьбы на универсальном токарном станке распространенная операция, особо в ремонтных подразделениях. Наличие ходового винта, большой диапазон подач позволяют перекрывать основные потребности без переналадок и специального инструмента – достаточно нескольких резьбовых резцов. Возможность механизированного нарезания ручными, машинными метчиками, лерками – упрощает настройку, ускоряет процесс при сохранении приемлемого качества крепежа.
трапецеидальная резьба
Подскажите плиз как нарезать самому трапецеидальную резьбу?Наружную и внутреннюю)))
wawbew Необходимо иметь токарный станок с люнетом, и как минимум несколько лет стажа.
Alex___dr тэкс,ни того ни другого нет,тогда другой вопрос,реально ли приобрести где-то шпильку на (расброс размеров допустим)M8-M10-M12-M14-M16 мм с метрической резьбой и шагом резьбы 3-4мм
wawbew Шпильки с резьбой М14 и М16 будут иметь шаг 2мм; М18, М20, М22 будут иметь шаг 2,5мм; М24 — 3мм.
т.е. даже на заказ в виде исключения нельзя такое сделать?
wawbew Возвращаемся к токарному станку и трапецеидальной резьбе. В трапецеидальной резьбе шаг 3мм начинается с диаметра резьбы 10мм, шаг 4мм с 16мм.
т.е. в принципе под мои параметры,т.е. М10 etc подходит тока трапецеидальная резьба,я прально понял?
wawbew Если Вам нужен большой шаг при относительно малом диаметре — да.
спасиб огромное,будем искать(с) для того чтоб нарезать такуй резьбу не обязательно станки должны быть CNC?
wawbew написал : для того чтоб нарезать такуй резьбу не обязательно станки должны быть CNC?
Станка с ЧПУ не нужно, достаточно обычного токарного. А вообще, и станка не нужно, можно свободно найти плашку или метчик
newbas написал : можно свободно найти плашку или метчик
И где видели такие? Я не то что не видел, вообще в первый раз слышу про такие
Значительно проще найти какого нибудь работающего старичка -токаря с некогда многочисленных заводов и институтов . Или в Краснодаре уже заводов не осталось (:
2wawbew А куда это надо -то? мож что другое посоветуем. Вспомнил, у меня на древнем домкрате стоит винт с гайкой с трапецеидальной резьбой только диам. там ЕМНИП побольше около 18мм
» > Скачайте прайс и найдете. Я например заказал трап М12х2 левый
Или в Краснодаре уже заводов не осталось
Не осталось, но у меня есть токарный станок. Просто готовым метчиком быстрей да и проще — отверстие сквозное, а размер у меня Ф12. А если станка нет, то только метчик и плашка
newbas написал : А вообще, и станка не нужно, можно свободно найти плашку или метчик
Vidis написал : И где видели такие?
Присединяюсь к вопросу.
Vidis написал : Я не то что не видел, вообще в первый раз слышу про такие
2Alex___dr Гугель рулит . Просто такая резьба мало распространена — домкраты, ходовые винты. больше не знаю .
Только это достаточно своеобразный метчик.
newbas написал : Просто готовым метчиком быстрей да и проще —
Но не дешевле. » > О плашках для трапецеидальной резьбы, не знает ни справочник, ни Гугль.
Vidis написал : 2wawbew А куда это надо -то? мож что другое посоветуем.
В зависимости от величины нагрузки на резьбу можно и с шагом меньше 3 мм винты использовать. Уменьшится только скорость перемещения или количество оборотов рукоятки придется больше сделать.
Вот в метизах продаются двухметровые шпильки М8-М10-М12-М16. .
Alex___dr написал : Сообщение от Vidis И где видели такие?
Присединяюсь к вопросу.
Только спецзаказовские на заводах. Но в руках держал.
ММР трап 12х2 левый — комплект (№1 и №2) — 1180 руб с НДС » >
в бытность мою токарем в родном колхозе(3года там токарил,всяку срань приходилось починять)такую резьбу резал на обычном токарном16в20.правда там диаметры меньше 16 не попадались.но 16 на длине 600 при нормально расточенных кулачках резалось за полчаса.винт.+25 минут гайка.стоило это примерно 200рэ(бутылка хорошей водки,ток деньгами).
Особенности нарезания внутренней резьбы
Резьба – надежный способ соединения двух деталей, данный показатель существенно увеличивается, если резьба внутренняя. Нарезание метчиками – снятие металлического материала при помощи режущих кромок с различной шаговостью. Операция проводится за один проход. В зависимости от целевого предназначения мечники подразделяются на: слесарные (метрические и дюймовые резьбы), гаечные, маточные и плашечные. По типу резьбы – левые для создания левосторонней резьбы и соответственно правые.
• способ обработки метчиком
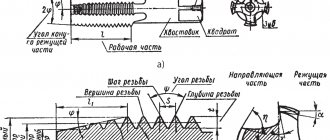
Внутреннюю резьбу наносят метчиком, который изготавливается из углеродистой или высоколегированной стали. Инструмент состоит из хвостовика, крепящегося к патрону стакана и рабочей области – режущая часть с продольными и винтовыми канавками. Заборная часть – верхняя часть конуса, проводит работы по нарезанию резьбы. Калибрующая часть – калибрует направление процесса. Общие правила работы:
- • не рекомендуется сразу наносить резьбу на изделия, изготовленные литьем или штамповкой. Необходимо предварительно рассверлить отверстие, тем самые убирая нагар и окалину;
- • на сверлильных станках метчик должны закреплять в реверсивных патронах, чтобы исключить возможность поломки;
- • обязательное снятие фаски в тех местах, где планируются работы.
Независимо от способа резки: ручная или автоматическая (на станках), применение охлаждающей жидкости является важной составляющей для получения качественного результата.
• метод нарезки на токарном станке
Основная проблема использования метчиков – отвод стружки в отверстиях 6 мм и свыше 16 мм. Из-за ограниченного пространства выведение стружки затрудняется, что может стать причиной поломки инструмента. На станках токарного типа резьбу наносят с помощью расточного резца и твердосплавных пластин с полным или частичным профилем.
Особенности, которые обеспечивает трапеция в резьбе
Оригинальные углы – профиля в 15-40 0 и подъема в 30 0 , – обуславливающие рисунок канавок;
Минимальное трение (при правильном подборе смазки);
Самоторможение, практически исключающее вероятность деформации детали, даже если на нее воздействуют серьезные нагрузки;
Впечатляющая износоустойчивость (лучше, чем у трубных или прямоугольных).
Ярче всего эти свойства проявляются у насечек со средним шагом: с их использованием достигаются достаточно точные осевые перемещения.
Проверить расстояние между витками проще всего штангенциркулем: замеряете участок на стержне, считаете количество канавок, делите найденную длину на это число, получаете результат, сверяете его со справочными данными и убедитесь, что он в пределах нормы.
Теперь о том, почему в сопроводительной документации вы часто можете увидеть запись «резьба трапецеидальная Tr»: ГОСТ 9484-81, регламентирующий в том числе и маркировку, устанавливает, что при нанесении условных обозначений следует использовать латиницу. И эти две буквы как раз и говорят о виде насечек.
Такой рисунок профиля обладает рядом преимуществ:
При размещении посередине двойного радиуса не составляет труда выявить радиальные зазоры.
С нею комплексные устройства и функционально сложные предметы можно многократно демонтировать и конструировать, да и процесс их конструирования упрощается.
За счет винта и гайки обеспечивает преобразование вращения в поступательное движение, а значит положительно влияет на общую производительность механизмов.
Позволяет регулировать силу сжатия по мере необходимости, что убыстряет сборку функциональных узлов.
Не снижает прочность или другие полезные характеристики готового изделия – на качество последнего влияет материал, а не количество или геометрия витков.
Но резьба трапецией, размеры которой мы рассмотрим ниже, также обладает и определенными недостатками:
Если трение все-таки будет наблюдаться, оно спровоцирует появление значительных напряжений на участках впадин.
Такой рисунок нарезки не подходит механизмам, используемым при сильных вибрациях – при постоянных колебаниях крепежные элементы могут произвольно выкручиваться.
Дороговизна при многозаходном исполнении – сравнительно высоко стоят, требовательны к технологической базе, при их производстве затрачивается много электроэнергии и времени.
Поэтому она актуальна не повсеместно, а в строго определенных сферах – ее наносят на конкретные детали, количество которых обычно крайне ограничено.
Резьба трапецеидальная: диаметры и шаги по ГОСТ 24737-81
Данный межгосударственный стандарт задает значения вплоть до 640 мм для сечения и до 24 мм – для расстояния между соседними витками. Но мы сосредоточимся только на ходовых величинах, применяемых часто, а не в единичных случаях.
Ориентируйтесь на эти справочные данные при выборе варианта нарезки и помните: нормативные значения геометрических показателей – залог высокой совместимости деталей и особенно крепежных элементов.
Рассмотрим наиболее распространенные и используемые сегодня варианты исполнения.
Трапецеидальная резьба левая
Ее наносят плоским контурным лезвием, вращающимся против направления часовой стрелки (как бы от наблюдателя). Этот тип соединения известен едва ли не дольше всего, но и сейчас он остается актуальным – в следующих сферах:
В машиностроении – для фиксации различных деталей на валу станка; она практически исключает самовыкручивание заготовки в процессе ее обработки.
В качестве универсального средства крепежа – колес внедорожников и грузовых машин, радиаторных ниппелей в системах отопления, лопастей вентиляторов, велосипедных узлов, редукторов моторов, циркулярных пил, патронов со сверлами и так далее.
Для контроля траектории режущих и других инструментов – является своеобразным средством остановки производства при возникновении опасных ситуаций.
В автопроме – для защиты оригинальных заводских комплектующих от подделки.
Отличить ее от других очень просто – по литере «L», которой она маркируется в обязательном порядке.
Правая
Эта резьба-трапеция по ГОСТам наносится по часовой стрелке – плоское контурное лезвие создает ее, двигаясь вдоль по отношению к позиции наблюдателя. Именно она является основным вариантом насечки на винтах, болтах, гайках и шпильках, ею же обладают и большинство шурупов и дюбелей, используемы в промышленных масштабах.
Понять, что она именно такой направленности, не составляет труда: достаточно положить крепежный элемент на ладонь фаской вверх и посмотреть, куда направлены витки – они должны идти от вас. Еще один явный показатель – буква «R» на борту изделия. Хотя подделать такой вариант нанесения канавок не составляет труда, поэтому те же производители комплектующих для авто относятся к нему равнодушно.
Где активно применяется правая нарезка, так это при производстве редукторов кислородных баллонов, чтобы предотвратить чрезвычайную ситуацию при их использовании.
Резьба трапецеидальная однозаходная: основные размеры
Ее шаг и диаметр регламентированы межгосударственными стандартами 24739-81 и 25347-82, вместе с предельно возможными допусками на обработку, и будут приведены ниже. Сейчас мы хотим сосредоточить внимание на такой ее отличительной особенности, как геометрия рисунка.
Свое название она получила потому, что выполняется движением одного лезвия. И определить, что это именно она, довольно легко: нужно лишь взглянуть на торец крепежного элемента – на него должен выходить 1 конец витка, но никак не больше.
Дистанция между соседними нитями у нее всегда совпадает с величиной хода, поэтому выбирать, настраивать и выдерживать ее при нанесении сравнительно просто (и в этом ее преимущество). Недостаток же заключается в сравнительно низкой прочности соединения итогового изделия и объясняется тем, что внутренний диаметр слишком короткий, чтобы обеспечивать надежность контакта. Поэтому передавать значительные нагрузки с нею проблематично, а значит она находит ограниченное применение.
Распознать ее не составит труда по маркировке – латинской литере «H».
Многозаходная трап резьба: ГОСТ, размеры
Вы уже наверняка поняли, чем она отличается от предыдущей: рисунок канавок у нее формируют сразу несколько лезвий. Потому на одной нити оказываются расположены сразу 2 или 3 витка. На практике более всего востребованы именно двух- и трехзаходные ее разновидности, а значит их мы и будем рассматривать в качестве примеров.
Такие насечки актуальны для стягивающий конструкций – они:
Нарезание резьбы прямоугольного и трапецеидального профиля
Нарезание резьбы такого профиля имеет ряд отличительных особенностей от нарезания треугольных резьбы. Прямоугольные и трапецеидальные резьбы часто бывают с двух-, трех- и с большим числом заходов, а следовательно, и угол подъема винтовой линии может быть значительно больше угла подъема винтовой линии треугольных резьбы и достигать значений |/>40°.
При нарезании резьбы прямоугольного и трапецеидального профиля применяют стержневые резцы. Форма профиля резца должна соответствовать профилю, который получается в пересечении винтовой поверхности резьбы с передней поверхностью резца. Главная режущая кромка резца должна быть параллельной оси нарезаемой резьбы. Передний угол резца равен нулю, а задний – 6-8°.
Для обеспечения нормальных условий резания необходимо, чтобы действительный задний угол был не менее 3°. При нарезании правозаходной резьбы задний угол у левой режущей кромки резца должен быть на 2° больше угла подъема резьбы, а задний угол у правой режущей кромки – около 3°. При нарезании лево- заходной резьбы значения этих углов изменяют на противоположные.
Наиболее распространены два способа установки резца при нарезании резьбы с углом |/>4° подъема винтовой линии. При первом способе главную режущую кромку резца устанавливают параллельно оси детали (рис. 10.11,а), что позволяет нарезать резьбу, профиль которой совпадает с профилем резца. Недостатками этого способа являются неодинаковые условия работы боковых режущих кромок резца. Угол резания у правой боковой кромки резца больше 90°(-уо), что ухудшает условия резания. Для улучшения их на передней поверхности вдоль этой режущей кромки выполняют канавку (рис. 10.11,6). Угол резания у левой боковой кромки резца получается меньше 90°, что ослабляет режущую кромку, снижает ее стойкость. В результате резец приходится часто перетачивать. Кроме того, с увеличением угла подъема резьбы возрастает нагрузка на резец, он отклоняется влево и вниз, что может привести к подрезанию профиля резьбы.
40°»/>
Рис. 10.11.
Способы (a-в) установки резца при нарезании резьбы с углом наклона винтовой линии у>40°.
При втором способе (рис. 10.11,в) главную режущую кромку резца устанавливают перпендикулярно винтовой линии, т.е. боковым поверхностям резьбовой канавки. В этом случае обе боковые режущие кромки находятся в одинаковых более благоприятных условиях работы. Недостатком этого способа является искажение профиля резьбы, которое тем больше, чем больше угол подъема резьбы.
Учитывая достоинства и недостатки каждого способа, второй способ установки резца используют при черновых рабочих ходах для снятия больших припусков. При нарезании резьбы с шагом 3-4 мм, а также при чистовых рабочих ходах (с припуском 0,2-0,3 мм) применяют первый способ установки резца. Главную режущую кромку устанавливают точно на линии центров станка с помощью поворотной головки 3 (рис. 10.12). Фиксируют головку в нужном положении (по риске А относительно шкалы В) винтом 6, который навинчивают на стержень 5 головки по резьбе с крупным шагом и ввинчивают в корпус 4 резца по резьбе с мелким шагом. Такое устройство позволяет надежно закреплять головку 3 в нужном положении. Резец 1 закрепляют в головке винтом 2.
Рис. 10.12.
Державка с поворотной головкой для резьбового резца
Рис. 10.13.
Блок из двух резцов для нарезания трапецеидальной резьбы:
1- трапецеидальный (профильный) резец, 2 – прорезной резец
Рис. 10.14.
Патроны для нарезания многозаходной резьбы:
1,2, 3 и 4 – прорези для нарезаний двух- и четырехзаходной резьбы,
Г, 2′ и 3′ – прорези для нарезания трехзаходной резьбы, 5 – поводковая часть, 6 – корпус,
Иногда головку резца выполняют с прорезью, которая позволяет резцу незначительно отжиматься для повышения качества обработанной поверхности.
Применение
Сразу подчеркнем, за счет отличных тормозных свойств и способности без деформаций выдерживать значительное трение буквально все ее разновидности не нуждаются в дополнительном закреплении. Поэтому в большинстве ситуаций она становится ходовым винтом – своеобразным приводом для прессов.
На практике Tr (резьба трапециевидная ГОСТ 9484-81) помогает решать следующие задачи:
Контролировать траекторию исполнительных, подъемных и других механизмов.
Подавать и останавливать движение на станках.
Обеспечивать перемещение заготовок и продукции по конвейерной ленте к точке сборки.
Поддерживать пресс (и схожие с ним машины) в заданном направлении, чаще всего вертикальном.
Также ее наносят на поверхности деталей, являющихся составными элементами регуляторов, станков, сложносоставного оборудования.
В списке основных сфер ее использования:
А втопром – части моторных редукторов.
Машиностроение – функциональные узлы различных агрегатов.
Паровозостроение – тормозные устройства для электровозов, работающих в шахтах.
И отдельно робототехника со сверхточным проектированием (в особо ответственных и единичных случаях).
Трапециевидная резьба: размеры таблицей
Главные ее геометрические характеристики – это:
Номинальный диаметр (условный проход) – составляет 1,5-48 мм.
Усредненный угол – равняется 30 градусам.
Шаг – расстояние между соседними витками (в одинаковых точках) – лежит в диапазоне 0,75-24 мм.
Зазор – максимум до 0,5 мм.
Все это – официальные статистические данные, еще более подробно приведенные в межгосударственном стандарте 24737-81. Главные из них мы представим прямо сейчас – в максимально наглядном формате:
Как нарезать резьбу болта и гайки
Вопрос о том как нарезать резьбу болта или гайки далеко не праздный. Во время ремонта владельцы квартир и домов сталкиваются с необходимостью реставрации старых резьб анкеров, болтов, гаек или просто резьбы, находящейся в пластинах из металла.
А то и вовсе нужно нарезать новую резьбу на болту или гайке. Для профессиональных токарей или слесарей эта задача не представляет трудностей, однако тот, кто ни разу не сталкивался с подобным процессом нужно вооружиться некоторыми теоретическими знаниями, которые изложены в данной статье.
Характеристики метрической резьбы
Прежде чем приступить к практическим действиям по нарезке резьбы необходимо знать основные ее параметры и виды. В строительстве и ремонте жилья в большинстве случаев применяется метрическая резьба. Что это значить? По форме зуба резьба может быть метрическая, дюймовая, прямоугольная, трапецеидальная и т. д.
Характеристики метрической резьбы
Интересующая нас резьба имеет форму треугольника, резьба трапецеидальная – форму трапеции. Кроме того, существует такое понятие, как шаг резьбы, то есть расстояние между ее вершинами: в случае с метрической резьбы – между вершинами треугольника резьбы. И, конечно, к характеристике резьбы нужно отнести ее диаметр.
Рассмотрим вышеописанный абзац на примере резьбы М 12, где буква «М» говорит о том, что резьба метрическая, цифра «12» определяет диаметр резьбы. А где же размер шага? Дело в том, что метрические резьбы делятся на основные и мелкие, и если после цифры не стоит еще какое-нибудь цифровое значение значить резьба основная. А вот если у нас резьба М12 х 1,5 или М 12 х 1,25, то это значить что шаг резьбы 1,5 и 1,25 мм соответственно. Шаг основной резьбы М 12 равен 1,75 мм.
Рекомендуемые диаметры сверл (в мм) для нарезания метрической резьбы
Все эти значения для любых типов резьб можно найти в справочниках или на страницах соответствующих сайтов в интернете. Для внутренних резьб (гаек) существует еще одна справочная величина – диаметр отверстия под резьбу, которую можно узнать там же. Для нашего болта М12 внутренний диаметр гайки должен быть 12 мм минус высота профиля зуба, то есть согласно справочников 10,2 мм. Для мелкой резьбы М 12 х1,25 диаметр соответственно будет меньше – 10,4 мм.
Стоить заметить, что нечто подобное относится и к болту или как его называют в справочниках – к стержню. Опять же для резьбы М 12 диаметр стержня должен быть чуть меньше 11,7 мм, а вот для резьбы М 12 Х 1,25 – 11,9 мм. Если не соблюдать допуски размеров под резьбу как для гайки, так и для болта резьба будет некачественной, прослабленной с одной стороны, а с другой если допуск больше ее просто порвет.
Инструменты для нарезки резьбы
Нарезание резьбы с использованием токарного оборудования
Формообразование на станке осуществляется методом копирования рабочего профиля инструмента на деталь по винтовой линии. Поступательное перемещение сообщается резцу, метчику, плашке, гребенке. В сочетании с вращением заготовки получается винтовое движение, инструментальная поверхность совпадает с нарезаемой.
Как правило, нарезание малых партий крепежа, фитингов до М36 производят метчиками, лерками. Крупные заказы выгоднее изготовлять на специализированных автоматах. Резьбы большого диаметра, ходовые, силовые, точные обрабатывают резцами на универсальных токарных, когда не располагают моделями с ЧПУ или программа выпуска недостаточна.
Нарезание внутренней и наружной резьбы резцом
Резьбы с высокой соосностью к другим поверхностям, передающие движение, усилие выполняют резцом. Вращение шпинделя связывают кинематически с ходовым винтом, перемещающим суппорт с резцедержателем.
Общий порядок действий включает:
- Проточку поверхности по длине нарезания, с образованием канавки для выхода инструмента.
- Выбор, при необходимости: заточку, доводку резца с проверкой по угловым шаблонам.
- Установку режимов на станке, настройку гитары на шаг, не обеспечиваемый коробкой.
Перемещение резца за оборот заготовки равняется шагу Р или ходу Н для многозаходных.
- Установку резца по шаблону.
- Нарезание за выбранное по справочнику количество проходов.
Резьбонарезание партии деталей разделяют на черновое, чистовое. Для последнего инструмент тщательно затачивают. Резьбы шагом свыше 2 мм получают боковым врезанием. Левую винтовую канавку получают, переключив трензель, чтобы ходовой винт вращался в противоположную шпинделю сторону. Суппорт с резцом перемещаются слева на право.
Средние скорости при резьбонарезании стали составляют 20 – 35 м/мин быстрорежущим инструментом, 100 – 150 м/мин – твердосплавным. Чистовые хода производят при увеличенной на 50 – 100% скорости. Внутренние резьбы обрабатывают на сниженных на 30% режимах.
Использование метчиков
Распространенная марка Р6М5 позволяет нарезать заготовки твердостью до 240 НВ, метчики из инструментальных легированных сталей применяют для «сырых» деталей. Твердосплавные используют редко, так как кромки выкрашиваются от перекосов, несоосности, увеличивающих изгибающие нагрузки.
Диапазон типичных размеров ограничен М36 – 42, G2. Большие диаметры крупного шага обрабатывают комплектом из 2, лучше 3-х метчиков. Отверстие растачивают несколько больше внутреннего диаметра гайки D1 (cм. Рис. 2), с учетом выпучивания металла из канавки. При сверлении учитывают разбивку. Рекомендуемые значения приведены в справочниках.
Существуют несколько способов обработки:
- Зачастую гайки менее М12 нарезают, удерживая вороток руками. Строго говоря, прием – нарушение ТБ, может привести к травме. В начале завинчивания поджимают метчик центром задней бабки для направления, далее происходит самозатягивание. Останавливают, вывинчивают на реверсе.
- Метчик устанавливают в вороток, упирают в планку, закрепленную в резцедержателе, подпирают центровой державкой или задним центром. Включают малые обороты, нарезают на самозатягивании. Для устранения биения витков рекомендуется поджимать метчик до завинчивания на половину рабочей длины, плавно выдвигая пиноль.
Оснастка и инструмент для нарезки резьбы
Не стоит пугаться слова «оснастка» потому что, по сути, это приспособление где крепится режущий инструмент: метчики и плашка (лерка). В скобках приведено старое название плашки, однако его еще можно встретить. К оснастке относятся воротки довольно простой конструкции куда вставляется метчик для нарезки резьбы в гайках и другой вид приспособление где крепится плашка для нарезки резьбы болта.
Оснастка и режущий инструмент для нарезки резьбы
Метчики, как, впрочем, и плашки изготавливаются из высоко углеродистого чугуна поэтому они хрупки и боятся сильной нагрузки. Нарезка резьбы в гайках в основном осуществляется двумя метчиками: N 1 и N 2. Первый имеет неполную резьбу для предварительной проходки, по следу которой нарезку производит второй метчик.
Метчики для нарезания резьбы
В результате чего резьба получается полной и качественной, а значить будет прочно держать соединение с гайкой. Используется еще один тип метчика, называемого «машинным», который совмещает два номера метчиков.
Плашкодержатель и набор плашек
Казалось бы, удобно, однако этот тип метчика имеет большую длину и неудобен в работе. Используется для нарезки резьбы большой длины. Что касается плашек, то они имеют один номер.
Еще один вид оснастки, без которой процесс нарезки резьбы практически невозможен – это слесарные тиски среднего размера. Что это такое, наверное, объяснять никому не нужно. Единственно, что нужно помнить так это то, что тиски должны быть надежно закреплены.
Приемы нарезки резьбы
Сразу нужно оговориться что в стержне на конце и в отверстии под резьбу в гайке должны быть сняты фаски любым доступным способом. Фаски необходимы для точного захода без перекоса режущего инструмента, то есть метчика и плашки. Далее, зажимаем в вороток предмет для нарезки резьбы, зажимаем стержень или заготовку под гайку с тиски и приступаем к нарезке резьбы.
Нарезание резьбы плашкой
Делается это без применения чрезмерных усилий и обязательно со смазкой, в качестве которой идеально подходит сульфо-фрезол. Однако, если такового не имеется можно использовать эмульсию (раствор минерального масла в воде) или просто растительные масла.
Кстати, если вы решили нарезать резьбу болта из нержавейки или меди – лучшей смазки чем обыкновенное сало не существует, что проверено не раз на практике.
Нарезая резьбу нужно чувствовать метчик или плашку: если они начинают немножко подпружинивать, то есть сильно сопротивляться необходимо вывернуть их и очистить от стружки. Если этим пренебречь режущий инструмент может банально треснуть и вам придется готовить опять новый стержень или заготовку под гайку.
И напоследок: если у вас нет возможности заказать заготовки под болт или гайку у токаря приобретите кругляк (металлопрокат в виде круга), который бывает диаметром от пяти до 20 мм, а больше и не надо, потому что резьбу большого диаметра вручную нарезать практически невозможно.
Трапеция. Чистота резьбы. Ходовой винт
приветствую! тренируюсь резать трапецеидальную резьбу. в мыслях есть желание изготовить для себя «на запас» винты в поперечку, в малую продольную, в ЗБ и скорее всего ходовой винт. соответственно у меня, есть несколько вопросов.
1. можно ли на одном токарном изготовить самому себе ходовой винт? межцетровое 1м. есть подвижной люнет. длинна винтовой части 110см грубо. общая около 1.40м. Ф28мм шаг 1/4″.
2. часто вижу советы точить из 40Х, потом закалка и шлифовка. НО! в оригинале сырые винты и отходили 50 лет. книжки пишут А40Г материал. у меня его нет. есть 11SMnPb30. немного не то, но и калить винт я не собираюсь. при желании можно заказать 36SMnPb1, но будет дороже. и насколько это будет лучше в сыром виде сложно сказать.
3. резец — быстрорез. с углами более менее разобрался, но не до конца. для правой резьбы правая кромка 2-3 градуса. левая 10-12. верх по подъему наклонен до 4-5 градусов. это для Ф28 шаг 1/4. для мелких еще не считал.. суть в том, что в «этих ваших интернетах» есть утверждение, что «повернутый резец» (или заточен таким образом) на угол подъема резьбы, нужно корректировать (угол 30 градусов) иначе профиль резьбы будет неправильным. так ли это? и если так, то почему? заточку резца произвожу ручным способом. доводка на алмазе и конечная бруском руками. контролирую все по шаблону. сегодня пробовал нарезать трапецию 20 шаг 3. затирало и был наклеп на резце пока не увеличил с 7 градусов до 10-12 задний угол левой кромки. после изменений все пошло намного лучше. резьбу не «подняло» резьба получилась относительно чистой. но есть «оптические следы дробления. » то есть на вид оно есть, но на ощупь ногтем все достаточно гладко. думаю это из-за не жесткого резца. резец был 6*15мм вылет около 35мм. думаю уменьшить вылет до 15 мм. какие дадите советы?
4. по нарезке трапеции Ф28 шаг 1/4.. ни в каких приложениях и таблицах я не нашел данной резьбы. АСМЕ тоже смотрел. нет ничего похожего. а потому единственная идея, которая мне приходит в голову это взять три прутка 1/8″ вложить в витки оригинального винта и замерять средний диаметр микрометром. по этим данным изготовить аналог. какие будут ваши замечания?
5. по заточке резца для 1/4″. книжки пишут, что после шага 6 хорошо бы было тремя резцами резать профиль и книжки плохого не посоветуют!. но что если заточить 1 резец сразу в профиль, развернуть малую продольную на 75 градусов и подавать только ею? в таком случае будут резать только 2 кромки и сила резания должна значительно упасть и уменьшить эффект возможного дробления. какую ширину (грубо говоря ширину радиуса вершины) передней плоской кромки сделать? как для 6мм (2,196) и потом в разбивку идти или опять же сразу в профиль 0,366*6,35 = 2,32мм? (опять же насколько это вобще возможно при ручной заточке)
кусок ходового винта хочу изготовить таким образом, дабы использовать его в качестве некого «калибра» при изготовлении бронзовой маточной гайки. насколько я понимаю, резьба в маточной гайке должна легко накручиваться, но при этом не должна иметь особых люфтов. но какой люфт допустимый? например 0,1 мм для такого шага это много или мало? гайки буду делать из оловянистой бронзы B10. не хотелось бы обосраться и испортить заготовку.
прошу поделиться кто что знает. возможно кто-то может и захочет показать какой чистоты реально добиться от резца при нарезке трапеции да и резьбы в целом?
за косяки сильно не ругайте. я больше сварщик пока чем токарь)) (но это не точно)
Изменено 23 января, 2022 пользователем Ртуть любая обсценная лексика запрещена
Нарезание наружной резьбы плашкой
Для нарезания наружной резьбы потребуются следующие инструменты и материалы: плашка или трубный клупп, плашкодержатель, напильник, тиски, штангенциркуль, машинное масло.
Наибольшее распространение получили круглые плашки (лерки). Они бывают цельными или разрезными. Диаметры цельных круглых плашек стандартизированы. Это позволяет выбрать подходящий вариант из большого ряда размеров, например, М10, М12, М14, М16.
Особенностью разрезных плашек является возможность регулировать диаметр нарезаемой резьбы в пределах 0,1…0,25 мм. Однако они обладают пониженной жесткостью, что сказывается на точности получаемого профиля.
Плашку устанавливают в плашкодержатель подходящего размера. После этого её закрепляют при помощи винтов. В случае с наружной трубной резьбой нередко используют плашкодержатели с трещоткой. Они обеспечивают удобство работы в труднодоступных местах, например, у стены.
Толщину стержня выбирают на 0,1…0,25 мм меньше диаметра наружной резьбы. Например, для М6 с крупным шагом это 5,80…5,90 мм; М8 – 7,80…7,90 мм; М10 – 9,75…9,85 мм. Замеры выполняют с помощью штангенциркуля. Диаметры стержней под нарезание метрической резьбы среднего класса точности 6g представлены в таблице.
Чтобы обеспечить лучшее врезание плашки, на конце стержня запиливают фаску. Её ширина должна быть 1 – 1,5 мм для М6 … М18. Заготовку смазывают машинным маслом, что облегчает последующую работу и позволяет получить более качественную поверхность.
Плашку накладывают на конец стержня так, чтобы её плоскость была перпендикулярна оси нарезаемого болта. Далее с небольшим нажимом вращают плашкодержатель по часовой стрелке (если резьба левая, то против часовой стрелки). Когда плашка врежется в стержень на одну-две нитки, её следует повернуть на пол-оборота назад для лучшего удаления стружки. После этого снова делают 1-2 оборота по ходу резьбы и 0,5 – в обратную сторону. Действуя по данной схеме, болт нарезают на необходимую длину.
Диаметр наружной резьбы проверяют обычной гайкой или калибром-кольцом. При необходимости шаг контролируют резьбомером.
Особенность нарезания резьбы на трубах
В трубной нарезке резьбы используются 3 вида: на токарном станке, с помощью плашки или трубного клуппа. На практике чаще всего встречается резьба треугольного типа:
- • дюймовая, с измерительными расчетами в дюймах. Резьба отличается высокими показателями прочности из-за большого шага и крупного профиля. Используется для водопроводных труб;
- • метрическая, измеряется в миллиметрах, используется для крепежных элементов труб.
Клупп – инструмент ограниченного функционального назначения, используется только для нарезания резьбы на трубах. На токарных станках процесс построен следующим образом: труба фиксируется в шпинделе, затем отрезным резаком устраняется все лишнее, выбирается соответствующий шаг и наносится резьба.