06.05.2018 Гибка листового металла – процесс деформации формы заготовки путем изгиба под действием пресса на точку сгиба. Металлический лист помещают между двумя плитами или фигурными валками в зависимости от модели станка и подвергают контролируемой деформации. В дальнейшем полученная заготовка используется в качестве элемента для основного изделия.
Современное оборудование позволяет работать с металлами любых габаритов и толщины, придавая им сложный контур с несколькими углами. При необходимости из листового проката можно создать даже замкнутое изделие.
Почему важно в процессе гибки листа учитывать длину профиля и усилие пресса
Гибка листа при рабочих процессах всегда сопровождается деформациями, которые возникают в структуре металла. Внутренняя поверхность радиуса листа под действием профильного пресса сужается и образовывает складки, а внешняя поверхность – работает на разрыв и растяжение. Если выйти за пределы допустимых значений, в кристаллической решетке стали или алюминия появятся разрывы, которые значительно ухудшат свойства металла. В худшем случае, превышение допустимых нагрузок на точку сгиба может привести к полному разрыву материала.
Чтобы избежать подобного, специалисты выполняют предварительные расчеты предельных соотношений толщины металла, длины профиля и радиуса изгиба. В листогибах с ЧПУ расчеты выполняются автоматически. Оператору достаточно задать первичные параметры и оборудование самостоятельно произведет гибку листового металла под заданный угол.
Но такой метод не подойдет для малых и средних способов механизации. Здесь уже необходимо производить самостоятельные расчеты по специальным формулам и таблицам.
Даже если взять лист нержавеющей стали с точными размерами будущей заготовки, то после деформации готовое изделие получится на 7-9% короче. А это в точной работе недопустимо. Поэтому специалисты перед началом металлообработки выполняют предварительные расчеты по формулам.
Расчет гибка листового металла
Такая технологическая операция, как гибка листового металла, позволяет при минимальных физических усилиях сформировать заготовку требуемой конфигурации.
Альтернативой гибки металлического проката является сварочный процесс, однако в этом случае он занимает гораздо больше времени, да и в финансовом плане стоит несколько дороже.
Гибка листового металла может быть произведена ручным или автоматическим способом, однако и в том, и в другом случае технология самого процесса остается неизменной.
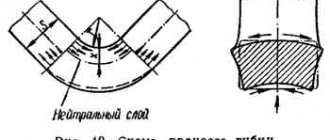
В том случае, когда осуществляется гибка проката, который имеет большой радиус, как правило, нейтральный слой располагается в средней части толщины.
В свою очередь, если взят минимальный радиус, то вышеупомянутый слой уже смещается непосредственно в сторону области сжатия материала.
На промышленных производствах технология гибки листового металла осуществляется при помощи специального оборудования, при этом производится предварительный расчет и учитывается соответствующий ГОСТ.
Технология гибки проката своими руками имеет свои особенности, притом, что также должен быть произведен необходимый расчет и взят во внимание ГОСТ.
В этом случае используется специальное приспособление, а чтобы изменить конфигурацию металлического листа, необходимо приложить определенные усилия и обязательно взять во внимание расчет.
Основные принципы гибки металла
Для изменения формы металлического проката можно использовать несколько различных методик.
Очень часто в этом случае используют сварку, однако такое тепловое воздействие на металл не только сильно влияет на его структуру, но и значительно снижает показатели его прочности, а соответственно, и уменьшает срок службы.
В этом случае изменить форму листового металла можно за счет определенного усилия, при котором в заготовке не происходят структурные изменения.
Особенности гибки металлического проката заключаются в том, что при выполнении этой слесарной операции происходит растяжение наружных слоев материала и соответственно сжатие внутренних.
:
Технология гибки любого листового металла заключается в том, что часть проката перегибается по отношению к другой на строго определенный угол.
Получить величину заданного угла перегиба позволяет расчет.
Конечно, за счет прилагаемого усилия сам металл определенным образом подвергается деформации, которая имеет допустимый предел, который согласно ГОСТ зависит от таких параметров, как толщина материала, величина угла изгиба, а также хрупкости и скорости проведения операции.
Данная технологическая операция проводится на специальном оборудовании, которое дает возможность получить в итоге изделие без каких-либо дефектов.
В условиях, когда работа выполняется своими руками, для гибки металла используется специальное приспособление.
И в том, и в другом случае необходимо обязательно учитывать то, что если изделие будет согнуто с нарушениями, то на поверхности материала образуются микротрещины, которые впоследствии станут причиной ослабления металла непосредственно в месте изгиба, что может привести к серьезным последствиям.
Современные возможности позволяют проводить изгиб проката самой разной толщины, при этом создаваемое напряжение должно превышать такой параметр, как предел упругости.
В любом случае, деформация листового металла должна носить пластический характер.
Следует отметить, что получаемая таким образом бесшовная конструкция, будет иметь высокую прочность и обладать определенной устойчивость к воздействию коррозии.
Виды и типы гибки
Любая гибка металла может быть произведена как своими руками, так и с использованием специального профессионального оборудования, предназначенного для этих целей.
Следует отметить, что при выполнении данной технологической операции своими руками придется затратить определенные физические усилия и время.
:
В этом случае гибка осуществляется при помощи плоскогубцев и молотка, в некоторых отдельных случаях используется специальное приспособление.
Следует отметить, что изгибание своими руками тонкого металлического листа, а также алюминия осуществляется с использованием киянки.
На промышленных предприятиях этот процесс стараются всячески автоматизировать и используют непосредственно для гибки вальцы ручного или гидравлического типов, а также специальные роликовые агрегаты.
К примеру, чтобы придать изделию цилиндрическую форму, изгиб металла осуществляют при помощи вальцев. Таким образом получают трубы, дымоходы, желоба и многое другое.
В зависимости от функциональных возможностей такие прессы могут иметь различное устройство и, соответственно, размеры.
Следует отметить, что современное оборудование позволяет выполнять высокотехнологичные операции с металлом.
Так, новые промышленные станки дают возможность за один рабочий цикл произвести одновременно загиб листа по нескольким линиям, что дает возможность выпускать детали любой сложности.
Как правило, такое оборудование достаточно легко эксплуатировать.
Перенастроить его на работу с другим материалом можно достаточно быстро.
Данная операция требует особого внимания при необходимости выполнить изгиб листового алюминия.
Связано это, прежде всего, с тем, что у листового алюминия параметры прочности и упругости имеют несколько отличные величины от других типов металлов.
Самостоятельная гибка
Каждый металл имеет свой ГОСТ, который следует обязательно учитывать, когда проводится расчет, при котором получается минимальный радиус изгиба листа.
Расчет, в котором указаны параметры, всегда индивидуален. Особенности гибки металлического листа учитывают не только минимальный радиус изгиба, но и коэффициент упругости, а также прочностные характеристики.
Гибка металлического листа позволяет получить профиля с различной конфигурацией, сборные перегородки, откосы, а также многие другие изделия.
Перед тем как перейти к гибке металла, необходимо сделать соответствующий расчет в соответствии с ГОСТ и определить минимальный радиус линии изгиба.
Также обязательно определяется и длина изгибаемой полосы, при этом необходимо сделать минимальный припуск непосредственно на каждую линию изгиба.
Сам листовой металл из алюминия, нержавейки и пр. следует при необходимости выровнять и разрезать в соответствии с чертежом. Резка своими руками, как правило, осуществляется ножницам по соответствующей технологии. если не приложить усилия, то ничего не получится.
Далее следует на заготовку нанести в определенных местах риски, по которым и будет производиться изгибание.
Металлическая заготовка прочно зажимается в тисках подходящих размеров по начерченной линии изгиба, после чего при помощи увесистого молотка производится первый загиб.
Далее металлическая заготовка переставляется к следующему месту технологического загиба, вместе с деревянным бруском плотно зажимается, после чего производится следующий загиб, согласно чертежу.
После этого осуществляется разметка лапок скобы и в тисках при помощи молотка обе лапки отгибаются в заданном направлении.
По окончанию выполнения работ при помощи угольника необходимо убедиться в том, что заготовка соответствует всем заданным параметрам.
Если есть некоторые расхождения с предварительными расчетами, то их следует исправить в той же последовательности.
Более подробно о том, как своими руками осуществляется гибка металлических листов при помощи тисков и молотка, рассказано на видео, которое размещено ниже.
:
Порядок резки металла
Как правило, перед тем как производить изгиб металлических заготовок, им придают форму, заданную чертежом, что позволяет упростить работу и получить более точный радиус загиба.
Резка металлического листа представляет собой отдельную техническую операцию, которая производится по своей технологии.
В большинстве случаев резка заготовок из металла осуществляется при помощи листовых ножниц, которые носят название гильотина.
Такие станки, как правило, устанавливаются на предприятиях и позволяют быстро выполнить необходимую работу, учитывая при этом радиус изгиба и плотность материала.
Приведем примеры расчетов для ручной и полуавтоматической гибки
Размер длины заготовки определяется по формуле:
L = Y1 + X1 + ,
где Y1 и X1 – длина прямых участков листового профиля; φ – внешний угол; r – радиус гиба; K – коэффициент положения нейтральной линии (определяется по техническим таблицам) S – толщина металла.
Для определения длины заготовки с несколькими углами перегиба в приведенную формулу добавляются суммы в скобках для каждого дополнительного угла. Расчет заготовки выполняется методом развертки с суммированием длины всех прямых полок Yn, Xn и добавления радиуса скривления.
Усилие пресса на заготовку при гибке листового металла определяется по формуле:
P = 1,42 × S2 × L × ∂ʋ / V
где S – толщина листового профиля металла; L – размер длины заготовки; ∂ʋ – предел прочности на растяжение (справочное значение); V – развертка матрицы (технический параметр станка).
На практике специалисты используют готовые шаблоны и таблицы в зависимости от типа и размеров металлического профиля. Из таблиц выбираются точные параметры заготовки и подбираются максимально допустимые усилия пресса с углами деформации.
Расчеты по формулам используются только при работе с нестандартными заготовками и единичными заказами, где важно соблюсти размеры в точности до 0,1 мм.
Калькулятор усилия гибки для листогибочного пресса
25.09.18
Калькулятор расчета необходимого усилия листогибочного пресса позволяет просчитать необходимый тоннаж.
Полезен для технологов и инженеров для общей проработки возможностей своего оборудования или подбора листогибочного пресса для выполнения определенной гибки по параметрам.
Позволяет получить общие справочные значения в считанные секунды без сложного обсчета, в том числе для дальнейшего подбора гибочного инструмента или размещения заказов по гибке.
Легенда
F (усилие, тоннаж), тонн — общее необходимое усилие для осуществления гиба S (толщина), мм — толщина материала (листа) для гибки V (открытие), мм — открытие матрицы h (длина полки), мм — минимальная необходимая длина для прямой остаточной полки детали после гибки L (длина гибки), мм — основная длина гибки детали (параллельна ширине листогибочного пресса) R (радиус), мм — внутренний радиус гиба TS (предел прочности) — предел прочности материала детали для гибки
Основная используемая формула для расчета:
Гибочное усилие F = (1,42 x TS x S2 x L)/1000 x V Внутренний радиус R = (5 x V) / 32 Для не целых значений используйте точку, а не запятую
Данный калькулятор предназначен исключительно для получения ориентировочной справочной информации и не может являться эффективным инструментом для точных расчетов и составления технических заданий. Для получения точных и достоверных значений необходимо консультироваться со специалистами.
Таблица по усилиям гибки для листогибочного пресса
Нижеприведенная таблица отображает примерное справочное усилие в соответствии с открытием матрицы, минимальной полкой, толщиной металла и радиусом. Данная таблица действительна для 1 метра конструкционной стали
| V | H min | R | 0,5 | 0,8 | 1 | 1,2 | 1,5 | 1,8 | 2 | 2,5 | 3 | 3,5 | 4 | 4,5 | 5 | 6 | 7 | 8 | 9 | 10 | 12 | 15 | 18 | 20 |
| 6 | 5 | 1 | 2,5 | 6,5 | 10 | |||||||||||||||||||
| 8 | 6 | 1,3 | 2 | 5 | 8 | 11 | ||||||||||||||||||
| 10 | 7 | 1,7 | 1,5 | 4 | 6 | 9 | 13 | |||||||||||||||||
| 12 | 9 | 2 | 3 | 5 | 7 | 11 | 16 | |||||||||||||||||
| 15 | 12 | 2,7 | 4 | 6 | 9 | 13 | 16 | |||||||||||||||||
| 20 | 15 | 3,3 | 4 | 7 | 10 | 13 | 19 | |||||||||||||||||
| 26 | 18 | 4,2 | 5 | 7,5 | 10 | 14 | 21 | |||||||||||||||||
| 30 | 22 | 5 | 6,5 | 8 | 12 | 19 | 24 | |||||||||||||||||
| 32 | 23 | 5,4 | 7,5 | 11,6 | 17 | 23 | 30 | |||||||||||||||||
| 37 | 25 | 5,8 | 10 | 14,5 | 20 | 26 | 33 | |||||||||||||||||
| 42 | 29 | 6,7 | 13 | 17 | 23 | 29 | 35,5 | |||||||||||||||||
| 45 | 32 | 7,5 | 16 | 21 | 27 | 33 | 48 | |||||||||||||||||
| 50 | 36 | 8,3 | 19 | 24 | 30 | 43 | 58 | |||||||||||||||||
| 60 | 43 | 10 | 20 | 25 | 36 | 49 | 64 | |||||||||||||||||
| 70 | 50 | 11,5 | 21 | 31 | 42 | 55 | 69 | |||||||||||||||||
| 80 | 57 | 13,5 | 27 | 37 | 48 | 60 | 75 | |||||||||||||||||
| 90 | 64 | 15 | 32 | 42 | 54 | 66 | 95 | |||||||||||||||||
| 100 | 71 | 17 | 38 | 48 | 60 | 86 | 134 | |||||||||||||||||
| 130 | 93 | 22 | 37 | 46 | 66 | 103 | 149 | |||||||||||||||||
| 180 | 130 | 30 | 33 | 48 | 75 | 107 | 133 | |||||||||||||||||
| 200 | 145 | 33 | 43 | 67 | 97 | 119 | ||||||||||||||||||
| 250 | 180 | 42 | 54 | 77 | 95 |
Полезные формулы и данные
Растяжение металла при гибке
| ВНИМАНИЕ! Мы разработали программу StrongTonn, которая вычисляет усилие гибки и прочие параметры.Перейти на страничку с программойСуществуют два метода гибки: Речь идет о свободной и воздушной гибке, когда присутствует воздушный зазор между листом стенками V-образной матрицы. Именно этот метод является распространенным в применении.Метод «калибровка» — это старый метод, который применяется в определенных случаях, когда лист прижат полностью к стенкам V-образной матрицы. Свободная гибкаДанное направление обладает определенными ограничениями.Характерные черты:
На современном прессе точность настройки оси Y составляет 0,01 мм. Чтобы ответить на вопрос каким должен быть угол гибки, соответствующий заданному положению оси Y, необходимо найти соответствующее положение оси Y всем углам.Ниже представлена таблица, в которой отражены отклонения угла гибки от 90° при разных отклонениях оси Y. | 1,5° | 2° | 2,5° | 3° | 3,5° | 4° | 4,5° | 5° | |
| 4 | 0,022 | 0,033 | 0,044 | 0,055 | 0,066 | 0,077 | 0,088 | 0,099 | 0,11 |
| 6 | 0,033 | 0,049 | 0,065 | 0,081 | 0,097 | 0,113 | 0,129 | 0,145 | 0,161 |
| 8 | 0,044 | 0,066 | 0,088 | 0,110 | 0,132 | 0,154 | 0,176 | 0,198 | 0,220 |
| 10 | 0,055 | 0,082 | 0,110 | 0,137 | 0,165 | 0,192 | 0,220 | 0,247 | 0,275 |
| 12 | 0,066 | 0,099 | 0,132 | 0,165 | 0,198 | 0,231 | 0,264 | 0,297 | 0,330 |
| 16 | 0,088 | 0,132 | 0,176 | 0,220 | 0,264 | 0,308 | 0,352 | 0,396 | 0,440 |
| 20 | 0,111 | 0,166 | 0,222 | 0,277 | 0,333 | 0,388 | 0,444 | 0,499 | 0,555 |
| 25 | 0,138 | 0,207 | 0,276 | 0,345 | 0,414 | 0,483 | 0,552 | 0,621 | 0,690 |
| 30 | 0,166 | 0,249 | 0,332 | 0,415 | 0,498 | 0,581 | 0,664 | 0,747 | 0,830 |
| 45 | 0,250 | 0,375 | 0,500 | 0,625 | 0,750 | 0,875 | 1,000 | 1,125 | 1,250 |
| 55 | 0,305 | 0,457 | 0,610 | 0,762 | 0,915 | 1,067 | 1,220 | 1,372 | 1,525 |
| 80 | 0,444 | 0,666 | 0,888 | 1,110 | 1,332 | 1,554 | 1,776 | 1,998 | 2,220 |
| 100 | 0,555 | 0,832 | 1,110 | 1,387 | 1,665 | 1,942 | 2,220 | 2,497 | 2,775 |
Свободная гибка: преимущества
- Высокая гибкость
- Низкие издержки на инструмент
- При сравнении с калибровкой прилагается меньше усилий гибки
- Возможность изменения гибки
- Низкие издержки в связи с необходимостью наличия пресса с меньшим усилием
Все это, однако, теоретически. На практике вы можете потратить деньги, сэкономленные на приобретении пресса с меньшим усилием, позволяющего использовать все преимущества воздушной гибки, на дополнительное оснащение, такое как, дополнительные оси заднего упора или манипуляторы.
Воздушная гибка: недостатки
- Наличие менее точных углов гибки
- Отсутствие применимости для специфических гибочных операций
Совет:
- Воздушную гибку желательно применять для листов толщиной свыше 1,25 мм; для толщины листа 1 мм и менее рекомендуется использовать калибровку.
- Наименьший внутренний радиус гибки должен быть больше толщины листа. Если внутренний радиус должен быть равен толщине листа -рекомендуется использовать метод калибровки. Внутренний радиус меньше толщины листа допустим только на мягком легко деформируемым материале, например меди.
- Большой радиус может быть получен воздушной гибкой путем использования пошагового перемещения заднего упора. Если большой радиус должен быть высокого качества, рекомендуется только метод калибровки специальным инструментом.
Какое усилие?
По причине различных свойств материала и последствий пластической деформации в зоне гибки, определить требуемое усилие можно только примерно. Предлагаем вам 3 практических способа:
Таблица
В каждом каталоге и на каждом прессе вы можете найти таблицу, показывающую требуемое усилие ( Р ) в т на 1000 мм длины гиба ( L ) в зависимости от:
- толщины листа ( S ) в мм
- предела прочности ( Rm ) в Н/мм2
- V — ширины раскрытия матрицы ( V ) в мм
- внутреннего радиуса согнутого листа ( Ri) в мм
- минимальной высоты отогнутой полки ( B ) в мм
Пример подобной таблицы Необходимое усилие для гибки 1 метра листа в тоннах. Предел прочности 42-45 кг/мм2.
Рекомендуемое соотношение параметров и усилия
| V | Ri | B | S | ||||||||||||||||
| 1,0 | 1,2 | 1,5 | 1,8 | 2,0 | 2,5 | 3,0 | 3,5 | 4,0 | 4,5 | 5,0 | 6,0 | 7,0 | 8,0 | 9,0 | 10 | 12 | 15 | 18 | 20 |
| 6 | 1 | 4,5 | |||||||||||||||||
| 8 | 1,3 | 6 | 8 | 12 | 17 | ||||||||||||||
| 10 | 1,7 | 7 | 7 | 9 | 14 | 20 | |||||||||||||
| 12 | 2 | 8,5 | 6 | 9 | 12 | 18 | 21 | ||||||||||||
| 16 | 2,7 | 11 | 6 | 9 | 13 | 16 | 25 | ||||||||||||
| 20 | 3,3 | 14 | 7 | 10 | 13 | 20 | 29 | 39 | |||||||||||
| 25 | 4,2 | 18 | 8 | 10 | 16 | 23 | 31 | ||||||||||||
| 30 | 5 | 22 | 9 | 13 | 19 | 25 | 34 | ||||||||||||
| 32 | 5,5 | 23 | 8 | 12 | 18 | 24 | 32 | 40 | |||||||||||
| 35 | 5,7 | 25 | 11 | 16 | 22 | 29 | 37 | 45 | 65 | ||||||||||
| 40 | 6,7 | 29 | 14 | 20 | 25 | 32 | 40 | 57 | |||||||||||
| 45 | 7,5 | 32 | 17 | 23 | 29 | 35 | 50 | 69 | 90 | ||||||||||
| 50 | 8,4 | 36 | 26 | 32 | 46 | 62 | 81 | ||||||||||||
| 60 | 10 | 43 | 21 | 26 | 38 | 52 | 68 | 85 | 105 | ||||||||||
| 70 | 12 | 50 | 22 | 33 | 44 | 58 | 73 | 90 | 130 | ||||||||||
| 80 | 13 | 57 | 29 | 39 | 50 | 64 | 79 | 113 | |||||||||||
| 90 | 15 | 64 | 35 | 45 | 57 | 70 | 101 | 158 | |||||||||||
| 100 | 17 | 71 | 41 | 51 | 63 | 91 | 142 | 205 | |||||||||||
| 120 | 20 | 91 | 42 | 53 | 76 | 120 | 170 | 210 | |||||||||||
| 160 | 27 | 112 | 40 | 57 | 89 | 127 | 158 | ||||||||||||
| 180 | 30 | 126 | 79 | 114 | 140 | ||||||||||||||
| 200 | 33 | 140 | 102 | 127 |