Что бы сделать форматно раскроечный станок своими руками необходимо:
Как сделать кромкообрезной станок своими руками
Первым делом закрепить болтами откидные упоры длиной 600 мм на нижних концах стоек сечением 40×90 мм. Внизу стоек сделайте 12-миллиметровые отверстия с шагом 200 мм для шкантов, фиксирующих переставные блоки-упоры. У верхних концов стоек и в трех настенных кронштейнах просверлите отверстия диаметром 38 мм для стальной трубы диаметром 1 дюйм. На концах трубы сделайте отверстия для шплинтов. Труба продевается в отверстия кронштейнов и стоек, а затем фиксируется шплинтами. Для работы расставьте стойки так, чтобы обеспечить поддержку внешних краев заготовки. Если нужно распилить поперек целый лист, поставьте его торцом на пол и прижмите струбцинами к стойкам выше линии раскроя, чтобы струбцины не были помехой для пилы. Для раскроя меньшего куска, а также когда нужно распилить целый лист вдоль, поставьте его на блоки-упоры, чтобы расположить на удобной высоте, и зафиксируйте струбцинами к стойкам.
Чтобы точно установить направляющую шину для циркулярной пилы, закрепите у одного края струбцину ниже линии разметки и положите на нее один конец направляющей, зафиксировав второй конец, переходите к первому и окончательно его выровняйте.
Для этой цели можно даже самому собрать промышленное оборудование — раскроечный станок.
Станок с маятниковой подвеской двигателя
Тем, кто может похвастаться умением работать с металлом, можно посоветовать изготовить циркулярку с маятниковой подвеской двигателя. Основная особенность устройства состоит в том, что двигатель, вал и режущий диск установлены в одной общей рамке. С одной стороны она шарниром закреплена на станине, вторая удерживается винтом с возможностью регулировки высоты. Изменяя длину винта, можно регулировать высоту выхода диска из столешницы.
Данная система позволяет регулировать высоту распила, а также пользоваться дисками разного диаметра. Если же вместо регулировочного винта использовать щуп, выведенный на столешницу, можно обзавестись простеньким копировальным станком. Щуп позволит регулировать глубину распила по некоторому шаблону. Эта достаточно простая доработка превратит простую циркулярную пилу в настоящий деревообрабатывающий станок. Таким устройством можно не только разрезать доску на необходимые заготовки, но и выполнять точные пропилы, делать различные выборки.
Изготовление самодельного форматно-раскроечного станка
1) Формируется основная опорная рама, на которую будет ложиться полотно. Можно изготовить самостоятельно из металлических уголков или профиля или взять уже готовую, к примеру, со старой пилорамы или другой установки.
На готовую раму укладывается полотно с пропилом для хода распилочных дисков. Поверхность полотна должна быть ровной и гладкой, чтобы обеспечивать нормальное скольжение листов ДСП.
2) Потом изготавливаем каретку из листов прочного ДСП или подобного материала. Она позволит надежно зафиксировать две пилы и свободно перемещать их по направляющим. Между собой листы соединяются в четырех углах посредством конусного вала на таком расстоянии, чтобы вал четко двигался по направляющим.
Наверху каретки монтируется автомат пуска пилорамы. Под кареткой прочно закрепляется первая и вторая пила с фронтальным расположением дисков. Диски следует закрыть специальным экраном. Лучшим вариантом станет прозрачный материал.
3)Для изготовления направляющих потребуется две трубы большого диаметра. Между собой они соединяются посредством металлической полосы. Поверхность должна быть гладкой без дефектов.
На краю стеллажа располагается упор. По высоте упор должен с легкостью выдерживать прислоненный лист или деталь. Рядом с упором размещается металлическая линейка, ноль которой должен располагаться у распила полотна. Она позволит вычислять размер на месте.
4)Перпендикулярно упору размещается прижимной механизм. Предварительно прижимной механизм изготавливается из металлического профиля. Крепится болтами.
5)К верху экрана подвижной каретки крепится гибкая гофра, а другой ее конец вместе с приводом крепится на стену у вентиляционного люка. На стену под вытяжкой монтируется автомат пуска.
Станок готов к пуску и ведению раскроечных работ. Перед включением пилы, обязательно нужно включить вытяжку для соблюдения чистоты в помещении.
Видео: самодельный форматнораскроечный станок
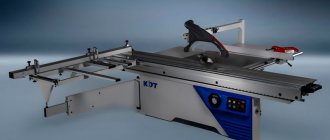
Форматно-раскроечный станок – это основной вид оборудования, который применяют при изготовлении мебели.
Станки осуществляют раскрой ДСП, ЛДСП, МДФ и ДВП. Основное их свойство – точность распила, от которого зависит качество готовой мебели и создание скошенной кромки.
Как исключить появление сколов на ДСП
Такой материал, как ламинированный ДСП, имеет вредное свойство, оставлять сколы на торцах, после раскроя. Избежать такой неприятности, позволяет лишь увеличение скорости вращения пилы или медленная подача пилы на материал. Однако, не все так просто. Листы ДСП состоят из прессованных опилок и ламинирующего слоя. Ламинирующий слой, тонкий, но очень прочный материал, а прессованные опилки толстый и мягкий слой.
Используя мощный двигатель, мягкие опилки режутся как масло, вследствие чего твердый ламинат просто откалывается. Решение – использовать 2 пилы с разной скоростью вращения или медленно осуществлять рез.
Со скоростью подачи пилы на материал все понятно, а вот с использованием двух пил стоит разобраться. Стоит отметить что, тут понадобятся чертежи форматно-раскроечных станков. Для достижения необходимого результата, диск для распила ламината размещается так, чтобы он прорезал не больше 2 мм, а скорость вращения достигается уменьшением диска или более мощным двигателем.
Деталь для распила
Для распила основного слоя, используется крупный диск с глубиной прореза до 40 мм. Стоит отметить, что такой вариант устройства распилочного механизма, позволяет достичь скорости разреза в 1 м за 10 сек.
Эксплуатация
Этот же принцип мы использовали в данной конструкции. Пильный диск вплотную подходит к плите каретки
Зазор между фанерой каретки и диском минимальный — так мы избегаем больших сколов
Тыльная сторона листа точно будет с идеальным резом, а вот лицевая может сколоться. Задача простая — лист, который мы будем пилить, должен прижаться к листу каретки форматника. Мы будем пилить фанеру 4, 6 и 10 мм. Поэтому просвет между плоскостью наклонного «стола» форматника и самой кареткой мы выставили 20 мм, чтобы можно было одновременно пилить несколько листов (5 листов по 4мм, три листа по 6мм или 2 листа по 10 мм).
Поэтому когда нужно отпилить только один лист, то под него подкладываем обрезок нужной толщины.
Материал нужно прижать к листу каретки, чтобы не было сколов. Используем подкладки из обрезков
Также на наклонном столе я сделал разметку и упоры под стандартные для нас размеры фанеры.
Теперь процесс роспуска фанеры заметно ускорился, а рез оказался очень неплохим
На какие параметры станка стоит обращать внимание при подборе
Токарно-винторезный станок тв-6
При выборе форматно-раскроечного оборудования важно учитывать объем производимых работ, от которого будут зависеть следующие характеристики:
- мощность основной и подрезной пилы;
- длина и глубина пропила;
- особенности конструкции пильного узла и подвижной каретки;
- наличие дополнительных функций, регулирующих механизмов;
- масса и габариты агрегата.
https://youtube.com/watch?v=X5eoLLBWZKI
То, какой вид оборудования выбран для изготовления продукции напрямую будет влиять на конечное качество производимых изделий. Производители станков учитывают важные технологические особенности процессов как на крупных, так и на малых предприятиях. Поэтому каждый агрегат модернизирован под специфические нужды производств.
Полезные советы
Чтобы эксплуатация проходила безопасно, в помещении, где он установлен, рекомендуется устроить хорошую вентиляцию вытяжного типа. В этом случае частички древесины не смогут накапливаться и воспламеняться от случайной искры, которая может возникнуть от рабочего мотора
Следует помнить, что скорость вращения пил достаточно высокая, поэтому при работе необходимо действовать осторожно
Прижимать листовой материал лучше всего специальной лапой, проворачивая эксцентрик, перемещаемый оператором вручную. Вместо шкалы для измерения можно воспользоваться готовой линейкой от старого оборудования либо рулетки. Упор фиксируется эксцентриком либо винтом с крупной резьбой. Для соблюдения техники безопасности все подвижные участки оборудования обязательно прикрываются съемной экранировкой из стали. Пильный узел должен быть расположен на безопасном расстоянии от того места, где находится оператор.
Знакомство со станком
Как своими руками сделать токарный станок по металлу
Данное форматное оборудование, изготовленное в промышленных условиях или самостоятельно, выполняет задачу раскроя многих материалов:
- древесина разных пород;
- фанера;
- шпон;
- ДСП;
- МДФ;
- ДВП;
- ламинат;
- листовые композиты;
- облицовочный пластик;
- меламин.
Разрезать без сколов эти материалы возможно, благодаря установке на форматный станок отдельной пилы малого диаметра, выполняющей предварительную подрезку по дереву на линии действия основного диска.
Основные части
Каждый форматнораскроечный агрегат включает в себя такие конструктивные элементы:
- станина;
- основной стол (неподвижный);
- дополнительный стол (подвижный);
- узел раскроя (пильный);
- направляющие;
- приспособления дополнительной комплектации.
Пильный агрегат
Эта часть раскроечных станков представляет собой цельный блок на раме, состоящий из 2 пил с электродвигателями мощностью от 3 кВт до 5,5 кВт. Высота расположения над столом в среднем 0,08 – 0,13 м устанавливается ручной настройкой или электромеханическим приводом. Угол наклона меняется в пределах 0 — 46° при помощи поворотных секторов.
Подрезной диск Ø до 120 мм, скоростью 8000 об/мин, имеет направления вращения по ходу заготовки. Для сокращения времени перенастройки у форматно раскроечного станока felder присутствует система, которая позволяет убирать в сторону подрезной орган одним нажатием кнопки. Это необходимо, когда для производства детали на фельдер нужен основной диск большого диаметра.
Устройство пильного узла
Основная пила вращается со скоростью 4000 – 6000 об/мин против направления подачи листа. Режим работы задают в зависимости от твердости материала (рез по дереву, слоистым, клееным плитам ЛДСП, пакету).
Движение по вертикали происходит 2 способами: поворот вокруг горизонтальной оси, скольжение по вертикальным направляющим. При установке узла раскроя в различные положения, пилы продолжают находиться в одной плоскости по отношению друг к другу. Ось поворота рассчитана и выполнена с использованием цапф так, чтобы не допустить заклинивания вращающегося ножа в неподвижной части форматного стола.
Столы
Неподвижная основа представляет собой гладкую фрезерованную плиту из чугуна. Увеличение размера рабочей зоны под крупногабаритный мебельный материал достигается дополнительной навеской плоскостей (удлиняющих, расширяющих), перемещением упорной линейки.
Размещение форматного листа раскроя производят на базовой плоскости подвижного стола. Конструкция собрана на каретке жестко, исключая деформации под максимально разрешенным весом пакета. Материал изготовления – алюминий. В нем сочетается прочность (многокамерный профиль) и незначительный собственный вес. Чтобы избежать следов от трения стола и заготовки в процессе производства, алюминий проходит специальную обработку (анодирование).
Роликовая каретка
Составные элементы подвижного стола:
- каретка;
- опорная рама;
- угловая упорная линейка;
- откидные упоры;
- телескопические упоры.
Длина каретки в среднем 3,2 м, что позволяет укладывать сырье, соответствующее стандартным размерам для дсп, большинству других листовых материалов. Выход раскроечного узла за край реза составляет 20 – 30 см.
Механизм передвижения стола
Движение тележки происходит по призматическим направляющим профилям посредством роликов (шариков), удерживаемых сепаратором. Элементы вращения бывают стальными, пластиковыми. V-образный профиль направляющих изготовлен из стали. Крестообразный способ расположения X-Roll дает равномерное распределение нагрузки и плавность хода. Вибрации, перекосы устраняются системой регуляторов, компенсаторов.
Дополнительная оснастка
Точность форматно – раскроечной обработки на станке повышается автоматизацией работы, остановки, возврата в исходное положение, возможностью программирования операций, отслеживанием процесса на пульте управления оборудованием. Раскроечные модели станка, представленные в мебельной промышленности (россия) комплектуются в различных вариантах:
- электрическим тормозом основной пилы;
- двигателями повышенной мощности;
- регуляторами скорости вращения диска;
- системой смазки;
- электромеханическими приводами настройки положения узлов, приспособлений;
- прижимными устройствами для заготовки;
- датчиком вибрации;
- дополнительными упорами, линейками;
- блоками программирования, индикации, защиты;
- системы локализации стружки, пыли;
- выдвижными опорными рамами.
Стружкоудаление
После первых запусков вскрылась еще одна неприятная особенность — когда начинаешь резать лист сверху, то вся стружка красивым фонтаном летит ровно на голову оператору. Поэтому быстро стали решать вопрос с удалением стружки, пока оператору приходилось ходить в технической кофте с капюшоном и очках.
К тому моменту у нас назрело приобретение стружкоотсоса, чтобы вытягивать пыль от 2х фрезерных чпу, циркулярного станка, места шкурения шлифмашинкой и от будущего форматника. Раз приборов много, то взяли стружкоотсос Jet 2300 2.2 кВт с 2мя мешками за 35 тр (подобный на 1 мешок стоит 25 тр).
Стружкоотсос, без которого голова работника постоянно была в опилках от пиления
В принципе, если бы у меня был только один форматник, то я бы приделал к нему пылесос с длинным шлангом. В этом варианте резоннее подобрать циркулярку с патрубком для шланга пылесоса. А пылесос лучше взять с большим мешком и со встроенной розеткой для ручного инструмента (форматник подключить через него). Тогда при включении форматника пылесос включится автоматически и также выключится после выключения пилы (я пользуюсь пылесосом Керхер с тканевыми мешками, но предпочел бы мешок по больше). Но в моем случае выбор в пользу стружкоотсоса был очевиден — к каждому станку пылесос не поставишь (по деньгам выйдет то же, но будет очень шумно и большая нагрузка на сеть). Из канализационных труб собрал воздуховоды под потолком, проклеил внутри алюминиевым скотчем для снятия статики и развел ко всем станкам.
Это не канализация под потолком))), а воздуховоды для отвода стружки до стружкоотсоса
Чтобы не бегать каждый раз до стружкоотсоса, чтобы включить его, кнопку включения вынесли и подвесили под потолком в середине комнате.
Чтобы подключить его к форматнику, я смастерил все из той же фанеры и поворота от воздуховода (купил в строительном магазине) небольшой кожух, который одевается поверх циркулярки. Одевается он туго, поэтому крепления не потребовались. В любой момент можно легко снять, чтобы сменить диск. Признаю, смотрится колхозно, но мне уже было не до красоты — нужно было решить вопрос как можно быстрее, и было не до красоты. Как обычно, все временное становится постоянным. Может, как нибудь переделаю.
Насадку сделал колхозно на скорую руку, но нужно было быстро решить этот вопрос
Насадка упруго одевается, поэтому не понадобилось придумывать никаких креплений
Кстати, по поводу смены диска — моя циркулярка имеет погружную конструкцию, то есть диск можно вытащить полностью, не снимая циркулярку со станка. Это опять же упрощает эксплуатацию.
Как сэкономить: основные проблемы современных станков
Как сделать форматно-раскроечный станок своими руками
Чтобы при продаже снизить цены на станки, и, тем самым привлечь внимание покупателя, производителям приходится применять материалы более низкой прочности и недорогие комплектующие при разработке и продаже форматно-раскроечных станков. Попытки завода занять свое место на рынке такими методами для меня конечно являются естественными ввиду развития рыночной экономики
Однако отрицательные стороны такой экономии при постоянной работе со станком проявляются уже через некоторое время
Попытки завода занять свое место на рынке такими методами для меня конечно являются естественными ввиду развития рыночной экономики. Однако отрицательные стороны такой экономии при постоянной работе со станком проявляются уже через некоторое время.
Проблемы возникают, чаще всего, с направляющими, которые могут ещё ко всему изнашиваться неравномерно. Это в свою очередь влияет на точность станка.
Еще одним проблемным элементом может стать пильный блок. Если производитель не продумал удобство работы с пильным агрегатом, то процесс настройки различных параметров — будь то замена приводных ремней, установка наклона или позиционирования подрезной пилы — будет приводить не только к временным, но и материальным затратам, не говоря уже о потраченных нервах.
Если у вас есть в штате квалифицированные кадры, способные разобраться с более сложными элементами оборудования, то я бы посоветовал присмотреться к станкам с блоками управления двигателями электронного типа. Такие усовершенствования получили широкое распространение благодаря возможности широкой настройки скоростей пильного агрегата. Также внедрение таких технологий помогают экономить на энергопотреблении оборудования в целом.
В целях экономии при покупке оборудования существует метод подбора станка, который будет «заточен» под конкретные задачи. «Специальная серия» — так называют иногда подборку станков такого рода. Принцип подбора такого оборудования схож с принципом «Лего». Например нет необходимости приобретать станок где подрезной пильный агрегат с отдельным приводом, если вам нужно распиливать древесину массивного формата. Но такая комплектация была бы неоспоримым преимуществом при обработке ЛДСП (ламинированный ДСП).
По моему мнению лучше приобрести оптимизированный станок под определенные задачи и немного потерять в так называемой «универсальности», но при этом сэкономить, чем покупать самый бюджетный вариант с сильно упрощенной элементной базой.
Какие недостатки обнаружились и что я бы переделал
- Диаметр валов 20 мм. Профессиональные форматники используют валы по 40 мм, поэтому их сложно изогнуть при раскрое. Почему не взяли 40 мм? Если честно, задушила жаба — один вал 2 метра диаметром 40 мм стоит почти 10 тыс руб. А их нужно 2 (напомню, весь форматник вышел в 10-11 тыс руб вместе с циркуляркой). Если решите собрать на мебельной штанге (для плечиков) — сразу не советую — у нас полнотелые 20 мм валы немного изгибаются, а штанги просто погнет.
- Деревянный каркас. Дерево имеет свойство «гулять» и рассыхаться. Поэтому какие-то бруски может немного погнуть от изменения влажности. Алюминиевая рама из станочного профиля обошлась бы в 30-40 тыс руб. Из простых квадратных труб из алюминия примерно вдвое дешевле, но у них жесткость на изгиб ниже, чем у станочного профиля. По идее, можно ключевые места укрепить металлическими уголками (речь про погонажные изделия, а не угловые крепления деталей под углом 90 град). Но опять же рама прикреплена к полу и стене, а проблема изгибания решается периодической регулировкой положения валов.
- Фанеру все же предпочтительно взять ламинированную, а не простую ФК. Так листы будут ездить веселее. Почему мы не использовали ламинированную? Потому что на нашем складе была только ФК, а отдельно заказывать лист ламинированной желания и времени не было. Возможно, исправим в будущей модификации.
- Втулки из полипропилена для скольжения подвижной каретки иногда немного подклинивают и они посвистывают. Сейчас я бы сделал чуть иначе, но показываю именно так, как это было у меня в процессе изготовления
- Вместо валов с противовесом лучше все же поискать трос с «рулеткой с обратной тягой» (прошу прощения — точное название не искал этого узла). Должно выйти не дороже моего варианта, но собрать будет такую конструкцию будет проще. Плюс, пропадет лишнее сопротивление в роликах, которые я использовал над станком.
P.S. Если вы впервые на нашем сайте и интересуетесь столяркой, то посмотрите какие классные вещи делает наш станок ЧПУ выжигатель Пиропринтер (это не краска — это ВЫЖИГАНИЕ):
О самом станке ПИРОПРИНТЕР можно почитат тут
Параметры распиловочных станков
При выборе распиловочного станка для ДСП следует рассматривать следующие параметры:
- Мощность двигателя. Бытовые модели обычно комплектуют двигателями мощностью до 2 киловатт. Стационарные модели, особенно ориентированные на большой объем распила, большие толщины и высокую плотность материала, имеют 5-киловаттные двигатели.
- Глубина распила. Определяет предельную толщину обрабатываемой заготовки. Варьируется в диапазоне 4-14 см. Нормируется отдельно для распила под прямым углом и под 45°.
- Масса. Бытовые станки конструируют так, чтобы один человек мог, не напрягаясь, перенести его. Их вес обычно не превышает пары десятков килограммов. Стационарные станки имеют массу до 150 килограммов.
- Напряжение питающей сети. Настольные модели работают от 220 вольт. Мощные напольные выпускаются как под 220, так и под трехфазное напряжение 380 вольт.
Устройство пильного агрегата распиловочного станка
Громкое имя с безупречной репутацией гарантирует высокое качество и долгий срок службы, но заметно повышает цену.
Форматно-раскроечный станок своими руками: чертежи, видео, фото
По мере развития проекта Пиропринтер, нашей команде приходится оптимизировать какие-то процессы. Нам давно требовалось сделать какой-то станок или приспособление для быстрого и аккуратного роспуска фанеры для последующей фрезеровки. Не буду утомлять, сразу покажу результат, который мы получили:
Вот такой форматно-раскроечный станок мы сделали своими руками Поясню сразу — мы не мебельное производство, где форматник — это один из основных инструментов.
И к нему идет требование обязательного наличия подрезного пильного диска для пиления без малейших сколов и высокой производительности.
Раскрой фанеры (и другого листового материала) для нас — это вспомогательный производственный процесс, не требующий высокого качества реза.
Те, кто когда-либо сталкивался с раскроем листов фанеры (1,5*1,5м), знают, что распиливание сопровождается рядом сложностей:
- Лист громоздкий и требуется много места, если пилить его в горизонтальном положении;
- При раскрое поперек волокон появляется много сколов;
- Выдержать ровную линию от края до края, просто отпиливая по нарисованной линии не просто — рез немного плывет.
Исходные требования были простыми: нужен бюджетный вариант форматно-раскроечного станка, который можно собрать своими руками. Рез должен быть прямым и без сколов. При раскрое тратить минимум времени на выставление размеров. Форматник должен занимать минимум места.
Назначение форматно раскроечного станка
Основные функции форматно-раскроечного станка заключаются в формировании ровного реза на поверхности ламинированного ДСП или ДВП. При этом предъявляются особые требования к качеству кромки.
Внешне конструкция напоминает простую пилораму. Разница заключается в жесткой фиксации заготовки относительно режущих компонентов. Для увеличения качества присутствуют два диска различных диаметров. Один из них больше другого и вращается в обратную сторону. Это дает возможность уменьшить вероятность появления сколов на торце деревянной поверхности.
При изготовлении самодельной конструкции следует учитывать такие моменты:
- устойчивость оборудования во время работы;
- наличие измерительных инструментов для предварительной раскройки деревянного листа.
- размеры рабочего стола. Они напрямую зависят от габаритов заготовки;
- меры безопасности. Это относится к оборудованию и рабочему персоналу. Для удаления стружки обязательно должен присутствовать вытяжной механизм, режущие компоненты находятся под специальным чехлом.
Важным фактором является предварительный расчет всех элементов конструкции. Она должна выполнять свои функции в зависимости от степени нагрузки. Одним из недостатков форматно-раскроечного станка является невозможность формирования резов фигурной формы. Для этого необходимы другие типы оборудования.
Во время анализа заводских моделей следует учитывать толщину обрабатываемого материала и его удельную плотность. Это повлияет на выбор пильных дисков.
Почему решили сделать форматно-раскроечный станок своими руками, а не купили готовый?
Самый дешевый готовый форматник с горизонтальным расположением листа стоит 220 тыс руб. (марка Jet).
Пример готового горизонтального форматника. С листом фанеры он занимает очень много места
В данной конструкции есть подрезная пила. И по идее можно было самим собрать что-то подобное из готового циркулярного (распиловочного) станка или ручной циркулярной пилы. Самый простой дешевый циркулярный станок стоит 7 тыс руб, что-то по серьезнее обойдется в 30 тыс руб.
А со свободным местом у нас в мастерской проблематично (напомню, что раскрой фанеры — у нас вспомогательная функция). Поэтому нам подходил только вертикальный форматно раскроечный станок.
Самый простой вертикальный форматник обойдется в 230 тыс руб.
Бюджетный вариант вертикального форматинка, который нам не очень понравился
Тот, что нам понравился стоит около 300 тыс руб (причем, это бюджетный, так как серьезные форматники стоят от 500 тр до 1,5 млн). Правда, я нашел вариант на авито самодельный на металлической раме с закрепленной на нем простой ручной циркулярной пилой за 100 тыс руб. (+доставка).
Да, есть еще и простое готовое решение — пилить вдоль специальной шины (если ваша модель циркулярки предусматривает пазы под шину и шина под вашу пилу в принципе существует). Так рез будет ровным.
Но есть некоторые неудобства, связанные с шиной: долго размечать и выставлять, руки находятся в напряжении от веса циркулярки, распускать так придется либо в горизонтальном положении листа или как-то его фиксировать на расстоянии от пола, не удобно длинную шину использовать для распила коротких кусков фанеры и пр.
Как выбрать модель
Как сделать станок для вышивания своими руками
Критерии:
- производительность — количество метров распила в час или за рабочую смену;
- максимальная и минимальная площадь обрабатываемых поверхностей;
- простота настройки, эксплуатации агрегата;
- наличие производственных площадей для размещения оборудования;
- качество, надежность механизма;
- затраты на эксплуатацию, обслуживание оборудования;
- цена.
Модели
Описание некоторых моделей раскроечных механизмов.
MJ-45KB-2
Подходит для средних и мини-производств по изготовлению корпусной мебели. Мощная сварная станина обеспечивает точное вхождение пилы в тело плиты, гасит вибрацию силового оборудования. Пильный узел может работать под наклоном 45°. Станок кроит ДСП, МДФ, ЛДСП и некоторые другие материалы. Прост в обслуживании, работе.
JTS-315SP SM
Станок JET JTS-315SP SM — многофункциональный компактный агрегат весом 50 кг. Оборудование удобно для оснащения небольших мастерских. Станина — массивный чугунный стол. В комплекте поставляется второй дополнительный стол. Это обеспечивает работу агрегата без вибраций.
Пильный узел приводится в рабочий режим асинхронным однофазным электродвигателем. Это позволяет подключать станок к бытовой электросети.
Достаточный запас мощности не вызывает перегрев двигателя.
Максимальный диаметр фрезы — 250 мм. Глубина распила — до 70 мм. Для выреза пазов меняют положение дополнительного стола.
Недостаток конструкции — трудности обработки листового материала большой площади.
WoodTec PS 45
Агрегат WoodTec PS 45 предназначен для продольных, поперечных и угловых распилов ЛДСП, МДФ, массивных древесных заготовок. Раскрой производится с предварительной подрезкой нижней кромки. Это исключает появление сколов на поверхности материалов.
Пильный узел помещен в литой чугунный корпус — процесс распила не подвержен воздействию вибрации. Станок имеет раздельные приводы: основной и вспомогательный, вращающий подрезную фрезу.
Микрометрическая настройка упрощает фиксацию параллельного упора. Точность — до 0,8 мм.
Максимальный ход подвижного стола — 3200 мм. Пила наклоняется до 45°. Пильный диск диаметром до 350 мм обеспечивает высоту пропила до 75 мм. Размер рабочего стола (1200×650 мм) позволяет изготавливать вертикальные стенки корпусной мебели. Общий вес установки — 880 кг.
Altendorf F 45
Модель выполняет чистовые продольные, поперечные и угловые разрезы облицованных плит. Станок имеет электромеханическую регулировку высоты и угла наклона главной пилы.
Высокая точность обработки обеспечивается встроенной роликовой тележкой и круглыми направляющими каретки.
С 2006 года фирма Altendorf выпускает новое поколение станков, имеющих усовершенствованные пильные суппорта и шпиндельные узлы подрезного механизма. Система управления позволяет производить высококачественный раскрой плит.
Максимальная высота пропила — 200 мм. В пильный узел устанавливают главные пилы диаметром от 250 мм до 550 мм. Вес станка — от 870 кг до 1170 кг.
Оборудование используется крупными предприятиями по изготовлению мебели.
Filato Fl-3200B
Выполняет работы по раскрою плитных материалов (ЛДСП и МДФ). Аббревиатура 3200B обозначает наибольшую длину пропила в мм.
Удлиненная каретка и широкий стол позволяют устанавливать, передвигать плиты большой площади относительно пильного узла. Узел — основная пила и подрезной диск. Подрезка гарантирует отсутствие появления сколов на поверхности заготовок.
Раскроечный станок с ЧПУ FL выдерживает тяжелый беспрерывный режим работы. Используется производителями массовых серий корпусной мебели, имеет большой запас прочности.
ITALMAC Omnia-3200R
Выполняет распиловку в поперечном направлении и под углом ЛДСП, ДВП, фанеры, других материалов, покрытых шпоном, ламинатом, пластиком.
Модели 3200R устанавливаются на больших предприятиях по производству корпусной и кухонной мебели. Максимальная длина распила — 3200 мм. Оборудование оснащено роликовой кареткой с 4 направляющими балками. Пила помещена в литой стальной корпус. Регулируется подъем, опускание, угол наклона пильного узла. Станок оборудован числовым программным управлением.
Скорость вращения основной и подрезной пилы контролируется с помощью цифровой консоли. Установлен электродвигатель мощностью 0,75 кВт.
| № | Модель станка | Цена, руб |
| 1 | MJ-45KB-2 | 270 000 |
| 2 | JTS-315SP SM | 50 000 |
| 3 | WoodTec PS 45 | 270 000 |
| 4 | Altendorf F 45 | 570 000 |
| 5 | Filato Fl-3200B | 475 000 |
| 6 | ITALMAC Omnia-3200r | 230 000 |
Изготовление самодельного форматно-раскроечного станка
1) Формируется основная опорная рама, на которую будет ложиться полотно. Можно изготовить самостоятельно из металлических уголков или профиля или взять уже готовую, к примеру, со старой пилорамы или другой установки.
На готовую раму укладывается полотно с пропилом для хода распилочных дисков. Поверхность полотна должна быть ровной и гладкой, чтобы обеспечивать нормальное скольжение листов ДСП.
2) Потом изготавливаем каретку из листов прочного ДСП или подобного материала. Она позволит надежно зафиксировать две пилы и свободно перемещать их по направляющим. Между собой листы соединяются в четырех углах посредством конусного вала на таком расстоянии, чтобы вал четко двигался по направляющим.
Наверху каретки монтируется автомат пуска пилорамы. Под кареткой прочно закрепляется первая и вторая пила с фронтальным расположением дисков. Диски следует закрыть специальным экраном. Лучшим вариантом станет прозрачный материал.
3)Для изготовления направляющих потребуется две трубы большого диаметра. Между собой они соединяются посредством металлической полосы. Поверхность должна быть гладкой без дефектов.
На краю стеллажа располагается упор. По высоте упор должен с легкостью выдерживать прислоненный лист или деталь. Рядом с упором размещается металлическая линейка, ноль которой должен располагаться у распила полотна. Она позволит вычислять размер на месте.
4)Перпендикулярно упору размещается прижимной механизм. Предварительно прижимной механизм изготавливается из металлического профиля. Крепится болтами.
5)К верху экрана подвижной каретки крепится гибкая гофра, а другой ее конец вместе с приводом крепится на стену у вентиляционного люка. На стену под вытяжкой монтируется автомат пуска.
Станок готов к пуску и ведению раскроечных работ. Перед включением пилы, обязательно нужно включить вытяжку для соблюдения чистоты в помещении.
Видео: самодельный форматнораскроечный станок
Изготовление направляющих
При использовании столярного станка для роспуска досок на бруски нужных размеров необходимо строго придерживаться правильной траектории движения заготовки.
Для этого понадобятся направляющие для циркулярной пилы, изготовленные своими руками. Они имеют свои особенности:
- изготавливаются из твердой древесины или металлического уголка;
- должны иметь прочные фиксаторы;
- оборудуются регулируемыми креплениями, что позволяет плавно выставлять ширину или толщину будущего изделия.
Направляющие планки относятся к обязательному элементу, которым комплектуется станок.
Эксплуатация
Этот же принцип мы использовали в данной конструкции. Пильный диск вплотную подходит к плите каретки
Зазор между фанерой каретки и диском минимальный — так мы избегаем больших сколов
Тыльная сторона листа точно будет с идеальным резом, а вот лицевая может сколоться. Задача простая — лист, который мы будем пилить, должен прижаться к листу каретки форматника. Мы будем пилить фанеру 4, 6 и 10 мм. Поэтому просвет между плоскостью наклонного «стола» форматника и самой кареткой мы выставили 20 мм, чтобы можно было одновременно пилить несколько листов (5 листов по 4мм, три листа по 6мм или 2 листа по 10 мм).
Поэтому когда нужно отпилить только один лист, то под него подкладываем обрезок нужной толщины.
Материал нужно прижать к листу каретки, чтобы не было сколов. Используем подкладки из обрезков
Также на наклонном столе я сделал разметку и упоры под стандартные для нас размеры фанеры.
Теперь процесс роспуска фанеры заметно ускорился, а рез оказался очень неплохим
Ручной раскрой деталей ДСП: Пошаговая инструкция
1 Расчерчиваете на листе бумаги, желательно в масштабе, размеры плиты. Не забудьте уменьшить ее с каждой стороны на 10 мм.
2 Сортируете список по однотипности необходимых деталей. Например, бока кухонных шкафчиков обладают одинаковыми размерами – 500 х 712 мм.
Их довольно много, выписываете все подобные детали отдельно. По этому же принципу продолжаете сортировку: одинаковая ширина, одинаковая структура и так далее.
3 Раскладываете на листе ДСП сначала крупные детали и те, которые должны обладать схожей структурой. Не забывайте о ширине пилы – 4 мм! Здесь вам уж точно пригодится калькулятор.
4 Размещаете остальные детали. Можно проработать несколько вариантов, пока не получится тот самый, идеальный, максимально экономный и выгодный.
Особенности выбора
Если с типом и конфигурацией оборудования покупатель уже определился, то напоследок ему стоит обратить внимание также на следующие характеристики:
- Мощность двигателя
. Лёгкие станки обладают мотором мощностью 1,5 – 2 кВт. Этого достаточно для распиливания тонкой фанеры и древесно-волокнистых плит. В случае с древесно-стружечными скорость раскроя будет невелика. Для резания одинарного слоя большого формата подойдёт станки мощностью до 4-х киловатт. Промышленные агрегаты, работающие от трёхфазной электросети, допускают раскроя материала пачками и стопками, а мощность их достигает 6 – 8 кВт.
- Размер диска. Станины и места крепления оснастки делают таким образом, чтобы модно было закрепить диск в определённом диапазоне величин. Минимальным стандартом считается диск 200 мм, а в тяжёлые и некоторые средние устройства можно установить и 550 мм. От данного параметра зависит максимальная толщина разрезаемого материала.
- Частота оборотов. От этого числа зависит скорость реза и производительность оборудования. В некоторых моделях есть регулировка числа оборотов. Для работы с древесиной и материалами на её основе обычно используется частота от 2500 до 6000 об/мин.
- Механизм каретки. Может быть сделан с использованием шариковых подшипников или роликовых устройств качения по алюминиевым направляющим. Шариковые каретки менее подвержены загрязнению, зато роликовые способны выдержать больший вес листов, уложенных на раскроечный стол и отличаются долгим сроком службы.
Раскроечно-форматный станок – это необходимое оборудование для производителей корпусной мебели, обладающее высокой степенью универсальности
При выборе и покупке станков обращайте пристальное внимание на гарантийное обслуживание и ремонт, так как любая поломка чревата простоями в работе
Методы распила ЛДСП без сколов
Пилить можно на форматно-раскроечном станке. Но его стоимость начинается от 50 000 и достигает 1 000 000 рублей. Если нужно распилить ЛДСП, чтобы сделать для себя несколько предметов мебели, больше подойдут другие методы.
Царапина
Следует по линейке процарапать шилом или гвоздем разметочную линию на толщину ламинированного покрытия. Пилить вдоль этой линии, следя за тем, чтобы края зубьев пилы попадали точно в царапину. Пилить можно лобзиком или ручной ножовкой.
Электролобзик
Подходит для разрезания небольшого по протяженности участка. Пилка должна быть с самым маленьким размером зубьев. Двигать лобзик нужно плавно, без нажима, обороты задать чуть выше среднего уровня.
С той стороны, где зубья входят в плиту, сколов практически не будет, а с противоположной — при недостаточном опыте появятся, но в небольшом количестве.
Циркулярная пила
Потребуется диск для пилы с мелкими зубьями. При этом способе длинные прямые разрезы будут более удачными, чем при распиле лобзиком. На стороне, где зубья врезаются в плиту, сколов не будет. Если они появятся, то с противоположной стороны, как и в случае с лобзиком.
Применение направляющих повышает точность распила. Пилу при этом лучше закрепить на столе.
Пиление с подрезанием
Потребуется большая линейка (шина), которая фиксируется на заготовке струбцинами. Первый рез проводится для подрезания ламината по разметочной линии. Шину нужно установить на линии, а рез провести на глубину 6—10 мм — сколов не будет.
Второй рез проводится насквозь. На линии входа зубьев в плиту сколов не будет, а в месте выхода ламинат уже срезан, так что их просто не может быть.
Фрезер
В этом случае, сначала следует пилить заготовку лобзиком, отступая от разметочной линии на 2-3 мм, а затем выравнивать линию по шаблону. Фреза должна быть с подшипником. При таком способе можно разрезать и криволинейно.
Форматно-раскроечные станки для обработки ДСП: обзор моделей
Итальянская компания ITALMAC (Omnia-3200BR). На любой раскроечный станок дается один год гарантии. Модель среднего классам может работать 8-10 часов. Отлично подходит для производства мебели. Наличие дополнительных столов и регулировка скорости пилы сделали этот станок универсальным. Подходит для распиловки разного размера ДСП.
Болгарская компания Brassa. Раскроечные устройства подходят для эксплуатации на протяжении целой рабочей смены.
Brassa S315 – предназначен для крупногабаритных заготовок. Идеальный вариант для распила паркета, ДСП, МДФ. Станок оснащен дополнительной металлической опорой, что позволяет обрабатывать крупногабаритные и тяжелые заготовки.
Американская компания HighPoint. Все устройства имеют дополнительные опции и приспособления.
Форматно-раскроечный станок Brassa S 315
HighPoint STS3200. Представитель «бизнес-класса», предназначен для полной рабочей смены. Устройство позволяет регулировать скорость вращения пильного диска. Благодаря этой функции можно обрабатывать материалы различной твердости. Дается гарантия на каретку (3 года) и на пильный узел (2 года).
PROMA PKS-315F. Оснащен долговечными направляющими, которые выполнены из хромированной стали. На угловом упоре находится градусная шкала, что позволяет производить распилку без предварительной разметки. к меню
к меню
Раскроечный станок своими руками
Основной рабочий компонент – это блок рез. В его состав входят два пильных диска, электродвигатель и раструб (подключение к стружкопылесосу). Комплектация станков своими руками предполагает использование заводской модели блока (самодельное оборудование может иметь проблемы в работе).
Компоненты для форматно-раскроечного станка своими руками:
- станина – трубчатая конструкция с регулировочными ножами;
- рабочий стол должен иметь идеально ровную поверхность, без наличия дефектов;
- прижимы;
- каретка (при изготовлении используют двутавровую балку или две трубы круглого сечения);
- защитные кожухи.
Необходимые инструменты:
- сварочный аппарат;
- болгарка;
- электродрель;
- измерительное устройство.
Для начала необходимо изготовить станину (используем трубы с квадратным или круглым сечением).
Самодельный форматно-раскроечный станок
Обрезаем их согласно схеме и прикрепляем друг к другу струбциной. Затем приступаем к сварке. Чтобы конструкция было более жесткой можно установить профили между ножками станины.
Этапы изготовления станка своими руками:
- Подвижная каретка. Устанавливаем направляющие. Можно использовать балку или две трубы с круглым сечением. Конструкция каретки должна быть снабжена роликами для плавного передвижения.
- Рабочий стол. В основе – стальной лист 3 мм. Рабочую поверхность делаем из листа ДСП.
- Прижимы – рычажные механизмы с относительно большой площадью.
В конце сборки режущий блок подключаем к стружкоотсосу.
data-full-width-responsive=»true» data-ad-client=»ca-pub-8514915293567855″data-ad-slot=»8040443333″>
С помощью форматно-раскроечных станков Вы можете:
- производить раскрой ДСП, ДВП, древесины, фанеры, ламинированных, шпонированных и облицованных плёнкой материалов, МДФ, пластика и оргстекла;
- выполнять распил высокого качества, без сколов;
- некоторые станки могут одновременно распиливать несколько листов ДСП, что актуально для производства крупных масштабов.
Как правильно установить пилу
Следующий этап — правильная установка пилы на верхней поверхности пильного стола. Для этого исполнитель работ должен выполнить такие действия:
- Установить инструмент таким образом, чтобы его рабочая часть заходила в заранее подготовленный паз.
- Разметить места для лемешных болтов М8 с потайной головкой (ими будет крепиться распиловочный диск).
- Просверлить фанеру сверху, чтобы получились одинаковые отверстия диаметром около 8 мм.
- Сделать зенковку, чтобы утопить шляпки болтов.
- Аккуратно установить металлический распиловочный диск и тщательно затянуть болты снизу, используя гайки с пружинными шайбами.
Работа по изготовлению станка требует большой сосредоточенности и концентрации внимания. Малейшая ошибка может привести к тому, что придется начинать все заново.
После закрепления конструкции на столе нужно установить блок для включения и выключения мотора дисковой пилы. В корпусе вырезается отверстие, выключатель крепится болтами и универсальным клеем. От блочка должно идти два отдельных кабеля. Один — к инструменту, второй — к ближайшей электрической розетке.
При самостоятельной сборке подобного агрегата стоит учитывать производительность мотора, а также максимальную мощность электродвигателя. В данном случае специалисты советуют остановить свой выбор на двигателе, мощность которого не превышает 1000–1200 Вт, в противном случае эксплуатация может быть небезопасной. Да и более мощная пила подразумевает более тяжелый и устойчивый стол.
Какие недостатки обнаружились и что я бы переделал
- Диаметр валов 20 мм. Профессиональные форматники используют валы по 40 мм, поэтому их сложно изогнуть при раскрое. Почему не взяли 40 мм? Если честно, задушила жаба — один вал 2 метра диаметром 40 мм стоит почти 10 тыс руб. А их нужно 2 (напомню, весь форматник вышел в 10-11 тыс руб вместе с циркуляркой). Если решите собрать на мебельной штанге (для плечиков) — сразу не советую — у нас полнотелые 20 мм валы немного изгибаются, а штанги просто погнет.
- Деревянный каркас. Дерево имеет свойство «гулять» и рассыхаться. Поэтому какие-то бруски может немного погнуть от изменения влажности. Алюминиевая рама из станочного профиля обошлась бы в 30-40 тыс руб. Из простых квадратных труб из алюминия примерно вдвое дешевле, но у них жесткость на изгиб ниже, чем у станочного профиля. По идее, можно ключевые места укрепить металлическими уголками (речь про погонажные изделия, а не угловые крепления деталей под углом 90 град). Но опять же рама прикреплена к полу и стене, а проблема изгибания решается периодической регулировкой положения валов.
- Фанеру все же предпочтительно взять ламинированную, а не простую ФК. Так листы будут ездить веселее. Почему мы не использовали ламинированную? Потому что на нашем складе была только ФК, а отдельно заказывать лист ламинированной желания и времени не было. Возможно, исправим в будущей модификации.
- Втулки из полипропилена для скольжения подвижной каретки иногда немного подклинивают и они посвистывают. Сейчас я бы сделал чуть иначе, но показываю именно так, как это было у меня в процессе изготовления
- Вместо валов с противовесом лучше все же поискать трос с «рулеткой с обратной тягой» (прошу прощения — точное название не искал этого узла). Должно выйти не дороже моего варианта, но собрать будет такую конструкцию будет проще. Плюс, пропадет лишнее сопротивление в роликах, которые я использовал над станком.
P.S. Если вы впервые на нашем сайте и интересуетесь столяркой, то посмотрите какие классные вещи делает наш станок ЧПУ выжигатель Пиропринтер (это не краска — это ВЫЖИГАНИЕ):
О самом станке ПИРОПРИНТЕР можно почитат тут
Назначение оборудования
Сделать форматно-раскроечный станок своими руками – оптимальное решение для человека, решившего заняться производством корпусной мебели в домашних условиях.
С помощью такого устройства можно выполнять обработку шпона, дерева, ДСП, панелей из пластикового материала. В заводском исполнении он стоит достаточно дорого, но есть возможность, используя подручные материалы, изготовить оборудование самостоятельно. Для этого потребуется несколько основных элементов:
- основа в виде станины;
- подвижная и неподвижная рабочие зоны стола;
- добавочная поверхность, на которой установлена тележка либо каретка;
- распиловочный агрегат.
Форматно-раскроечный станок своими руками: чертежи, видео, фото
По мере развития проекта Пиропринтер, нашей команде приходится оптимизировать какие-то процессы. Нам давно требовалось сделать какой-то станок или приспособление для быстрого и аккуратного роспуска фанеры для последующей фрезеровки. Не буду утомлять, сразу покажу результат, который мы получили:
Вот такой форматно-раскроечный станок мы сделали своими руками Поясню сразу — мы не мебельное производство, где форматник — это один из основных инструментов.
И к нему идет требование обязательного наличия подрезного пильного диска для пиления без малейших сколов и высокой производительности.
Раскрой фанеры (и другого листового материала) для нас — это вспомогательный производственный процесс, не требующий высокого качества реза.
Те, кто когда-либо сталкивался с раскроем листов фанеры (1,5*1,5м), знают, что распиливание сопровождается рядом сложностей:
- Лист громоздкий и требуется много места, если пилить его в горизонтальном положении;
- При раскрое поперек волокон появляется много сколов;
- Выдержать ровную линию от края до края, просто отпиливая по нарисованной линии не просто — рез немного плывет.
Исходные требования были простыми: нужен бюджетный вариант форматно-раскроечного станка, который можно собрать своими руками. Рез должен быть прямым и без сколов. При раскрое тратить минимум времени на выставление размеров. Форматник должен занимать минимум места.
Назначение форматно раскроечного станка
Основные функции форматно-раскроечного станка заключаются в формировании ровного реза на поверхности ламинированного ДСП или ДВП. При этом предъявляются особые требования к качеству кромки.
Внешне конструкция напоминает простую пилораму. Разница заключается в жесткой фиксации заготовки относительно режущих компонентов. Для увеличения качества присутствуют два диска различных диаметров. Один из них больше другого и вращается в обратную сторону. Это дает возможность уменьшить вероятность появления сколов на торце деревянной поверхности.
При изготовлении самодельной конструкции следует учитывать такие моменты:
- устойчивость оборудования во время работы;
- наличие измерительных инструментов для предварительной раскройки деревянного листа.
- размеры рабочего стола. Они напрямую зависят от габаритов заготовки;
- меры безопасности. Это относится к оборудованию и рабочему персоналу. Для удаления стружки обязательно должен присутствовать вытяжной механизм, режущие компоненты находятся под специальным чехлом.
Важным фактором является предварительный расчет всех элементов конструкции. Она должна выполнять свои функции в зависимости от степени нагрузки. Одним из недостатков форматно-раскроечного станка является невозможность формирования резов фигурной формы. Для этого необходимы другие типы оборудования.
Во время анализа заводских моделей следует учитывать толщину обрабатываемого материала и его удельную плотность. Это повлияет на выбор пильных дисков.
Особенности мебельных присадочных станков, их виды и использование
Если вы уже занимаетесь или только хотите заняться производством мебели, то вам наверняка пригодится сверлильно-присадочный станок. Он поможет точно просверлить нужные отверстия, с помощью которых будут соединяться элементы.
Если присадочный станок для мебели, изготавливает детали по предварительно составленным чертежам, то вы получите лучший результат, для работы потребуется меньше времени и сил, а изготовленная мебель будет надежной и красивой. Такой станок, конечно, стоит дорого.
Это высокотехнологичный агрегат, для одной табуретки или стола он не нужен, а вот для небольшого производства крайне необходим.
Сфера использования
Нужны присадки своими руками, чтобы сверлить аккуратные и точные отверстия в определенных точках. В них не будет вырванных волокон дерева или каких либо сколов. Качественные образцы оборудования позволяют производить этот процесс максимально быстро и практически полностью устранить возможность получения некачественных заготовок. При проектировании мебели любые ее части рассчитывают так чтобы они находились на заранее предназначенном для них месте, любые отклонения, затрудняют сборку готового изделия, а иногда делают это невозможным.
Работа присадочного станка происходит по агрегатному принципу. Это значит, что одновременно работает несколько аналогичных устройств, закрепленных на головке.
Допустимая погрешность для этого оборудования составляет 0,4 мм на 64 см.
Разновидности моделей
На присадочном станке свои функции сразу выполняют несколько похожих инструментов – сверлильных агрегатов, зенковок, которые крепят в головке с несколькими шпинделями.
По назначению, это оборудование подразделяется на:
- Универсальные мебельные станки;
- Специализированное оборудование;
- Специальные механизмы.
Универсальное оборудование – предназначено для полной подготовки отверстий, начиная от сверления до полной обработки другими приспособлениями. Их нередко применяют при серийном изготовлении мебели, они способны выполнять много функций. Модели небольшого размера с низким потреблением энергии подойдут новичкам-любителям.
Специализированные устройство – предназначены для конвейерной обработки необходимых деталей. Одновременно они способны обрабатывать определенное число отверстий. Можно настраивать под разные операции. К этой категории относится, большинство присадочного оборудования. Специальные механизмы – предназначены только для обработки заготовок определенной конфигурации.
Последовательность работ
Сначала готовится крепкая станина из металла, способная послужить основой станка. С этой целью лучше всего воспользоваться швеллером. Заготовки выбираются с тем расчетом, чтобы получился агрегат длиной 6.5 – 6.7 м, шириной 2.5 м, высотой от восьмидесяти до ста десяти сантиметров.
Читать также: Особенностью черной металлургии является
Конструируются главная направляющая раскроечного оборудования и напольная направляющая, крепятся на станине. Для них лучше всего воспользоваться трубами, размеры которых составят 6 см в диаметре, 6.5 м по длине, толщина стенки – 5 мм. Подвижную часть рабочего стола следует сделать подвижной по направляющим. Во время рабочего процесса с его помощью будет выполняться подача листового материала. Этот участок можно перемещать вручную либо установить дополнительный мотор с чпу. Линии реза по длине следует предусмотреть от трех метров. Данный параметр можно будет нарастить либо сократить, для чего просто меняется размер направляющих.
На станину навешивается пара пил – для основного реза и подрезки. Их монтируют на пильный блок, чтобы вращение происходило во встречном направлении от движения пары асинхронных моторов. Рекомендуется предусмотреть возможность наклонять блок на сорок пять градусов, для чего следует использовать поворотное устройство на распиловочном блоке.
Выбирать электродвигатели следует внимательно, ведь они будут предназначаться для вращения пил. Мощность их должна быть не ниже 2.9 кВт. Мотор должен вращать главную пилу со скоростным режимом не менее 5 000 оборотов за минуту, а подрезной – выдавать на три тысячи оборотов больше.
Лучше всего при создании оборудования воспользоваться пильными дисками, диаметр которых равен двадцати пяти сантиметрам, что даст возможность раскраивать не только ламинированное ДСП и обрезать листы, но и использовать станок для сип-панелей.