Назначение резьбы и ее элементы
Резь является главным элементом винтовой передачи и резьбового соединения. Она состоит из череды выпуклостей и углублений на телах кручения, что обеспечивает крепление, способное выдерживать высокие нагрузки. Нарезку применяют в качестве метода объединения или уплотнения звеньев конструкции.
Резьба обеспечивает крепление, способное выдерживать высокие нагрузки.
Главными ее элементами являются:
- внутренний, внешний и средний диаметры;
- профиль — это сечение рези плоскостью, проходящей через главную ось рассматриваемой детали;
- угол профиля — угол, образованный боковыми сторонами профиля;
- высота профиля — это длина отрезка между минимальной и максимальной точками нарезки в плоскости сечения оси в направлении, ортогональном направляющей рези;
- шаг — длина промежутка между двумя точками соседних одинаковых витков, измеренное параллельно оси рези.
Отличия левой резьбы от правой
Одной из главных характеристик винтового соединения является направление резьбы при вращении деталей. От качества соединений, считающихся ответственным и важным элементом, зависит полноценная работа механизма и целостность любой конструкции.
Различают в механике два основных типа крепежа изделий. При стандартной резьбе линии витков удаляются к смотрящему по часовой стрелке. При левосторонней нарезке выступы на винте приближаются к нему слева, двигаясь против часовой стрелки.
Таким образом, направление вращения витков (спирали) на винте дает возможность отличить правую резьбу от левой. На шестиграннике болтов, шпильках, гайках и штуцерах левостороннюю резьбу отмечают буквой Л.
Что такое изображение и обозначение резьбы
Обозначение позволяет на основании комбинации букв и цифр понять, какой вид нарезки представлен для анализа. Оно включает в себя: тип, шаг и ход рези, класс точности и номер соответствующего стандарта. Для лучшего понимания функционирования служит изображение — это чертеж, на котором в соответствии с ГОСТ представлен элемент конструкции с резьбовой поверхностью.
Схема помогает создать визуальное представление о форме и геометрических особенностях резьбы.
Классификация резьбы
Таблица 1.2.1
| № | Тип | Профиль | Условное изображение | Стандарт | Примеры | Примеры |
| 1 | Метрическая | |||||
| 2 | Метрическая коническая | |||||
| 3 | Трубная цилиндрическая | |||||
| 4 | Трубная коническая | |||||
| 5 | Коническая дюймовая | — | ||||
| 6 | Трапецеидальная | |||||
| 7 | Упорная | |||||
| 8 | Круглая |
1.2.1. Метрическая резьба
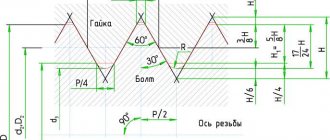
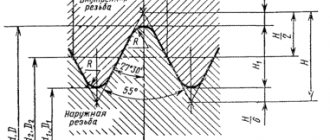
Метрическая резьба (см. табл.1.2.1) является основным типом крепежной резьбы. Профиль резьбы установлен ГОСТ 9150–81 и представляет собой равносторонний треугольник с углом профиля α = 60°. Профиль резьбы на стержне отличается от профиля резьбы в отверстии величиной притупления его вершин и впадин. Основными параметрами метрической резьбы являются: номинальный диаметр – d(D) и шаг резьбы – Р, устанавливаемые ГОСТ 8724–81.
По ГОСТ 8724–81 каждому номинальному размеру резьбы с крупным шагом соответствует несколько мелких шагов. Резьбы с мелким шагом применяются в тонкостенных соединениях для увеличения их герметичности, для осуществления регулировки в приборах точной механики и оптики, с целью увеличения сопротивляемости деталей самоотвинчиванию. В случае, если диаметры и шаги резьб не могут удовлетворить функциональным и конструктивным требованиям, введен СТ СЭВ 183–75 «Резьба метрическая для приборостроения». Если одному диаметру соответствует несколько значений шагов, то в первую очередь применяются большие шаги. Диаметры и шаги резьб, указанные в скобках, по возможности не применяются. В случае применения конической метрической (см. табл.1.2.1) резьбы с конусностью 1:16 профиль резьбы, диаметры, шаги и основные размеры установлены ГОСТ 25229–82. При соединении наружной конической резьбы с внутренней цилиндрической по ГОСТ 9150–81 должно обеспечиваться ввинчивание наружной конической резьбы на глубину не менее 0,8.
1.2.2. Дюймовая резьба
В настоящее время не существует стандарт, регламентирующий основные размеры дюймовой резьбы. Ранее существовавший ОСТ НКТП 1260 отменен, и применение дюймовой резьбы в новых разработках не допускается. Дюймовая резьба применяется при ремонте оборудования, поскольку в эксплуатации находятся детали с дюймовой резьбой. Основные параметры дюймовой резьбы: наружный диаметр, выраженный в дюймах, и число шагов на дюйм длины нарезанной части детали.
1.2.3. Трубная цилиндрическая резьба
В соответствии с ГОСТ 6367–81 трубная цилиндрическая резьба имеет профиль дюймовой резьбы, т. е. равнобедренный треугольник с углом при вершине, равным 55° (см. табл.1.2.1). Резьба стандартизована для диаметров от 1/16 » до 6″ при числе шагов zот 28 до 11. Номинальный размер резьбы условно отнесен к внутреннему диаметру трубы (к величине условного прохода). Так, резьба с номинальным диаметром 1 мм имеет диаметр условного прохода 25 мм, а наружный диаметр 33,249 мм.
Трубную резьбу применяют для соединения труб, а также тонкостенных деталей цилиндрической формы. Такого рода профиль (55°) рекомендуют при повышенных требованиях к плотности (непроницаемости) трубных соединений. Применяют трубную резьбу при соединении цилиндрической резьбы муфты с конической резьбой труб, так как в этом случае отпадает необходимость в различных уплотнениях.
1.2.4. Трубная коническая резьба
Параметры и размеры трубной конической резьбы определены ГОСТ 6211–81, в соответствии с которым профиль резьбы соответствует профилю дюймовой резьбы (см. табл.1.2.1). Резьба стандартизована для диаметров от 1/16″ до 6″ (в основной плоскости размеры резьбы соответствуют размерам трубной цилиндрической резьбы). Нарезаются резьбы на конусе с углом конусности j/2 = 1°47’24» (как и для метрической конической резьбы), что соответствует конусности 1:16. Применяется резьба для резьбовых соединений топливных, масляных, водяных и воздушных трубопроводов машин и станков.
1.2.5. Трапецеидальная резьба
Трапецеидальная резьба имеет форму равнобокой трапеции с углом между боковыми сторонами, равным 30° (см. табл.1.2.1). Основные размеры диаметров и шагов трапецеидальной однозаходной резьбы для диаметров от 10 до 640 мм устанавливают ГОСТ 9481–81. Трапецеидальная резьба применяется для преобразования вращательного движения в поступательное при значительных нагрузках и может быть одно- и многозаходной (ГОСТ 24738–81 и 24739–81), а также правой и левой.
1.2.6. Упорная резьба
Упорная резьба, стандартизованная ГОСТ 24737–81, имеет профиль неравнобокой трапеции, одна из сторон которой наклонена к вертикали под углом 3°, т. е. рабочая сторона профиля, а другая – под углом 30° (см. табл.1.2.1). Форма профиля и значение диаметров шагов для упорной однозаходной резьбы устанавливает ГОСТ 10177–82. Резьба стандартизована для диаметром от 10 до 600 мм с шагом от 2 до 24 мм и применяется при больших односторонних усилиях, действующих в осевом направлении. 1.2.7. Круглая резьба
Круглая резьба стандартизована. Профиль круглой резьбы образован дугами, связанными между собой участками прямой линии. Угол между сторонами профиля α = 30° (см. табл.1.2.1). Резьба применяется ограниченно: для водопроводной арматуры, в отдельных случаях для крюков подъемных кранов, а также в условиях воздействия агрессивной среды.
1.2.8. Прямоугольная резьба
Прямоугольная резьба (см. табл.1.2.1) не стандартизована, так как наряду с преимуществами, заключающимися в более высоком коэффициенте полезного действия, чем у трапецеидальной резьбы, она менее прочна и сложнее в производстве. Применяется при изготовлении винтов, домкратов и ходовых винтов.
1.3. Условное изображение резьбы. ГОСТ 2.311–68
Построение винтовой поверхности на чертеже – длительный и сложный процесс, поэтому на чертежах изделий резьба изображается условно, в соответствии с ГОСТ 2.311–68. Винтовую линию заменяют двумя линиями – сплошной основной и сплошной тонкой. Резьбы подразделяются по расположению на поверхности детали на наружную и внутреннюю.
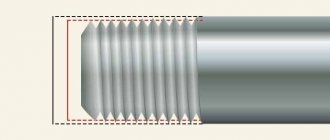
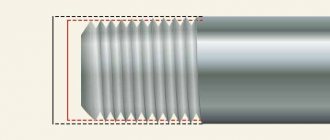
1.3.1. Условное изображение резьбы на стержне
Рис.1.3.1.1
Наружная резьба на стержне (рис.1.3.1.1) изображается сплошными основными линиями по наружному диаметру и сплошными тонкими – по внутреннему диаметру, а на изображениях, полученных проецированием на плоскость, перпендикулярную оси стержня, тонкую линию проводят на 3/4 окружности, причем эта линия может быть разомкнута в любом месте (не допускается начинать сплошную тонкую линию и заканчивать ее на осевой линии). Расстояние между тонкой линией и сплошной основной не должно быть меньше 0,8 мм и больше шага резьбы, а фаска на этом виде не изображается. Границу резьбы наносят в конце полного профиля резьбы (до начала сбега) сплошной основной линией, если она видна. Сбег резьбы при необходимости изображают сплошной тонкой линией.
Рис.1.3.1.2?
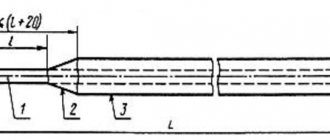
Из технологических соображений на части детали (стержня) может быть осуществлен недовод резьбы. Суммарно недовод резьбы и сбег представляют собой недорез резьбы (ГОСТ 10548–80). Размер длины резьбы указывается, как правило, без сбега.
1.3.2. Условное изображение резьбы в отверстии
Рис.1.3.2.1
Внутренняя резьба – изображается сплошной основной линией по внутреннему диаметру и сплошной тонкой – по наружному. Если при изображении глухого отверстия, конец резьбы располагается близко к его дну, то допускается изображать резьбу до конца отверстия. Резьбу с нестандартным профилем следует изображать.
1.3.3. Условное изображение резьбы в сборе
Рис.1.3.3.1
На разрезах резьбового соединения в изображении на плоскости, параллельной его оси в отверстии, показывают только ту часть резьбы, которая не закрыта резьбой стержня. Штриховку в разрезах и сечениях проводят до сплошной основной линии, т.е. до наружного диаметра наружной резьбы и внутреннего диаметра внутренней.
1.4. Условное изображение резьб Таблица 1.4.1
| Тип | Условное обозначение | Размеры на чертеже | Обозначение на чертежах | |||
| на изображениях в плоскости, параллельной оси резьбы | на изображениях в плоскости, перпендикулярной оси резьбы | |||||
| на стержне | В отверстии | на стержне | В отверстии | |||
| Метрическая с крупным шагом ГОСТ 9150-81 | M | Наружный диаметр (мм) | ||||
| Метрическая с мелким шагом ГОСТ 9150-81 | M | Наружный диаметр и шаг резьбы (мм) | ||||
| Трапецеидальная однозаходная ГОСТ 9484-81 (СТ СЭВ 146-78) | Tr | Наружный диаметр и шаг резьбы (мм) | ||||
| Трубная цилиндрическая ГОСТ 6357-81 (СТ СЭВ 1157-78) | G | Условное обозначение в дюймах | ||||
| Коническая дюймовая ГОСТ 6111-52 | K | Условное обозначение в дюймах | ||||
| Трубная коническая ГОСТ 6211–81 (СТ СЭВ 1159–78): наружная и внутренняя | R Rc | Условное обозначение в дюймах | ||||
Для обозначения резьб пользуются стандартами на отдельные типы резьб. Для всех резьб, кроме конических и трубной цилиндрической, обозначения относятся к наружному диаметру и проставляются над размерной линией, на ее продолжении или на полке линии-выноски. Обозначения конических резьб и трубной цилиндрической наносят только на полке линии-выноски. Резьбу на чертеже условно обозначают в соответствии со стандартами на изображение, диаметры, шаги и т. д. Метрическая резьба обозначается в соответствии с ГОСТ 9150–81. Метрическая резьба подразделяется на резьбу с крупным шагом, обозначаемой буквой М с указанием номинального диаметра цилиндрической поверхности, на которой резьба выполнена, например М12, и резьбу с мелким шагом, обозначаемой указанием номинального диаметра, шага резьбы и поля допуска, например М24×2–6g или М12×1–6Н. При обозначении левой резьбы после условного обозначения ставят LH. Многозаходные резьбы обозначаются, например трех-заходная, М24×З(P1)LH, где М – тип резьбы, 24 – номинальный диаметр, 3 – ход резьбы, P1 – шаг резьбы. Приведенные обозначения левой и многозаходной резьб могут быть отнесены ко всем метрическим резьбам. Метрическая коническая резьба обозначается в соответствии с ГОСТ 25229–82. В обозначение резьбы включаются буквы МК. Применяются соединения внутренней цилиндрической резьбы с резьбой наружной конической. Размеры элементов профиля конической и цилиндрической резьб принимаются по ГОСТ 9150–81. Соединение такого типа должно обеспечивать ввинчивание конической резьбы на глубину не менее 0,8l (где l – длина резьбы без сбега). Обозначение внутренней цилиндрической резьбы состоит из номинального диаметра, шага и номера стандарта (например: М20×1,5 ГОСТ 25229–82).
Рис.1.4.1
Соединение внутренней цилиндрической резьбы с наружной конической (рис.1.4.1) обозначается дробью М/МК, номинальным диаметром, шагом и номером стандарта: М/МК 20×1,5LH ГОСТ 25229–82. При отсутствии особых требований к плотности соединений такого рода или при применении уплотнений для достижения герметичности таких соединений номер стандарта в обозначении соединений опускается, например: М/МК 20×1,5 LH.
Поле допуска среднего диаметра внутренней цилиндрической резьбы должно соответствовать 6Н по ГОСТ 16093–81, а предельное отклонение внутреннего диаметра и среза впадин внутренней цилиндрической резьбы принимается в пределах: верхнее предельное отклонение (+0,12) -г- (+0,15), а нижнее предельное отклонение равняется 0.
Трубная цилиндрическая резьба. Условное обозначение резьбы состоит из буквы G, обозначения размера резьбы, класса точности среднего диаметра (А или В). Для левой резьбы применяется условное обозначение LH. Например, G1½LH–В–40 длина свинчивания, указываемая при необходимости.
Соединение внутренней трубной цилиндрической резьбы класса точности А с наружной трубной конической резьбой по ГОСТ 6211–81 обозначается следующим образом: например, G/Rp–1½–А. При обозначении посадок в числителе указывается класс точности внутренней резьбы, а в знаменателе — наружной. Например: G 1½–А/В.
Трубная коническая резьба. В обозначение резьбы входят буквы: R – для конической наружной резьбы, Rc – для конической внутренней резьбы, Rp – для цилиндрической внутренней резьбы и обозначение размера резьбы. Для левой резьбы добавляются буквы LH. Условный размер резьбы, а также ее диаметры, измеренные в основной плоскости, соответствуют параметрам трубной цилиндрической резьбы, имеющей тот же условный размер. Поэтому детали с трубной конической резьбой достаточно часто применяются в соединениях с деталями с трубной цилиндрической резьбой, что обеспечивает достаточно высокую герметичность соединений. Резьбовые соединения обозначаются в виде дроби, в числителе которой указывается буквенное обозначение внутренней резьбы, а в знаменателе – наружной. Пример обозначения:
G/R * 1½ — A
внутренняя трубная цилиндрическая резьба класса точности А по ГОСТ 6357–81.
Трапецеидальная резьба. Условное обозначение трапецеидальной резьбы состоит из букв Тr, номинального диаметра, хода Рn и шага Р. Например: Tr20×4LH–8H, где LH – обозначение левой резьбы, 8Н – основное отклонение резьбы.
При необходимости вслед за основным отклонением резьбы указывается длина свинчивания L (в мм). Например: Тг40×6–8g–85; 85 – длина свинчивания.
Резьба упорная. Обозначение резьбы состоит из буквы S, номинального диаметра, шага и основного отклонения S80×10–8Н. Для левой резьбы после условного обозначения резьбы указывают буквы LH. Для многозаходной резьбы вводят дополнительно значение хода совместно с буквой Р и значение шага. Так, двухзаходная резьба с шагом 10 мм обозначается S80×2(P10).
Прямоугольная резьба не стандартизована. При изображении прямоугольной резьбы рекомендуется вычерчивать местный разрез, на котором проставляют необходимые размеры.
Специальные резьбы. Если резьба имеет стандартный профиль, но отличается от соответствующей стандартной резьбы диаметром или шагом, то резьба называется специальной. В этом случае к обозначению резьбы добавляется надпись Сп, а в обозначении резьбы указываются размеры наружного диаметра и шага резьбы, например: Сп.М19×1Д Резьба с нестандартным профилем изображается так, как это представлено в п.9 табл.1, с нанесением размеров, необходимых для изготовления резьбы.
Обозначение на чертежах
Во время перемещения контура плоской фигуры (круга, треугольника, трапеции и т.д.) по спиральной линии, на поверхности заданной формы появляется нарезка. Способы ее представления на чертежах регламентированы в специально разработанной международной документации (ГОСТ), которая была создана для однозначной интерпретации обозначения рези.
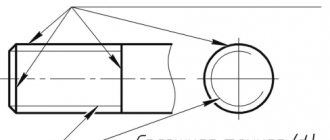
Изображение наружной резьбы на валах
Внешний калибр нарезки всюду представляется цельной основной линией. На изображении, полученном при проецировании на плоскость, параллельно расположенную к стержневой оси, внутренняя резь указывается тонкой перманентной линией по всей ее длине. На чертеже с проекцией ортогональной направляющей стержня внутренний поперечник резьбы должен изображаться тонкой непрерывной дугой, составляющей 3⁄4 основной окружности. Если необходимо показать резь как непросматриваемую, то она представляется одинаковыми прерывистыми линиями по внутреннему и внешнему поперечнику.
Наружная резьба на валах.
Изображение внутренней резьбы в отверстиях деталей
В отверстиях все обстоит иначе. Внутренний поперечник резьбы обозначается непрерывной основной линией. На изображении, полученном при проецировании на плоскость ортогональной оси стержня, наружная резь показывается тонкой перманентной линией На чертеже с проекцией ортогональной направляющей стержня внешний поперечник нарезки представляют тонкой непрерывной дугой, которая составляет 3⁄4 окружности.
Внутренняя резьба в отверстиях деталей.
Основные и геометрические параметры
Существуют базовые параметры, по которым определяются различные виды метрических резьб:
- диаметр и шаг резьбы;
- направление подъема витков (правая и левая резьба);
- расположение на изделии (наружная и внутренняя резьба).
К геометрическим параметрам относятся:
- номинальный диаметр наружной (D) и аналогичной внутренней резьбы (d);
- средний диаметр наружной и внутренней резьбы (D2 и d2);
- внутренний диаметр наружной и внутренней резьбы (D1 и d1);
- внутренний диаметр болта (используется в расчете напряжения, которое создается в крепеже);
- шаг резьбы (расстояние между соседними выемками или вершинами резьбы). Существует основной шаг для резьбовой детали одного диаметра, а также шаг с уменьшенными геометрическими параметрами (P).
- ход резьбы. Если резьба создана одной винтовой поверхностью, ее ход равен шагу;
- высота треугольника (H).
Характеристики конусной метрической резьбы
Обозначение внутренней резьбы на чертеже
Наружная метрическая резьба
Условное обозначение метрической резьбы (ГОСТ 8724-2002)
Определение резьбы включает литеру М (от англ. metric system), размер калибра и шаг рези, разграниченных знаком «х». Пример: M8х1.25. Допускается не указывать большой шаг. Пример: М8. Если резь является левой, то добавляются буквы LH. Пример: М8х1-LH. Определение многозаходной рези состоит из символа М, поперечника, знака «х», сочетания Ph, хода, символа P и шага. Для определенности можно указать число заходов.
Метрическая резьба (ГОСТ 8724-2002).
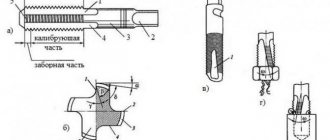
Способы нарезки конической трубной резьбы
В отличие от стандартной цилиндрической резьбы, где диаметр одинаков на протяжении всей длины детали, коническая делается с учетом особенностей соединения. Выполняют ее на станках, допускающих движение суппорта под заданным углом, либо с помощью слесарных приспособлений: плашек и метчиков. При нарезании конических резьб важно точно соблюдать направление движения и положение инструмента. Контролируют процесс с помощью угольника. Отклонения серьезно ухудшают качество и резьбу уже нельзя использовать в ответственных соединениях. Рабочий инструмент может состоять из комплекта метчиков, плашек с указанными на них номерами.
Условное обозначение трапецеидальной резьбы (ГОСТ 9484-81)
Определение однозаходной трапециевидной нарезки содержит сокращение Tr, значение наружного калибра и шаг. Пример: Tr16x4. Для многозаходной трапециевидной рези в определении фигурируют: сочетание Tr, внешний поперечник, а также шаг и ход. Пример: Tr16x8(P4)LH.
Трапецеидальная резьба (ГОСТ 9484-81).
ПОЛЯ ДОПУСКОВ
7.1. Поля допусков наружной и внутренней резьбы, установленные в классах точности (точный, средний и грубый), должны соответствовать указанным в табл. 10 и табл. 11.
Таблица 10
| Класс точности | Длина свинчивания | |||||||||
| S | N | L | ||||||||
| Поле допуска наружной резьбы | ||||||||||
| Точный | (3h4h) | 4g | 4h | (5h4h) | ||||||
| Средний | 5g6g | (5h6h) | 6d | 6e | 6f | 6g | ||||
* Только для резьбы с шагом P
³0,8 мм. Для резьбы с шагом
Р
<0,8 мм применяется поле допуска 8h6h.
Таблица 11
| Класс точности | Длина свинчивания | |||||
| S | N | L | ||||
| Поле допуска внутренней резьбы | ||||||
| Точный | 4Н | 4Н5Н | 6Н | |||
| 5Н | ||||||
| Средний | (5G) | 5Н | 6G | 6Н | ||
Примечания к табл. 10 и 11:
1. Поля допусков, заключенные в рамки, следует применять предпочтительно.
2. Применение полей допусков, заключенных в скобки, следует по возможности ограничить.
3. При длинах свинчивания S
и
L
допускается применять поля допусков, установленные для длин свинчивания
N.
4. В обоснованных случаях допускается применять поля допусков резьбы, образованные иными сочетаниями полей допусков среднего диаметра и диаметров выступов резьбы из числа приведенных в табл. 10 и 11, например:
для наружной резьбы — 4h6h; 8h6h;
для внутренней резьбы — 5Н6Н.
7.2. Поля допусков наружной и внутренней резьбы, указанные в табл. 10 и 11, являются ограничительным отбором из всей совокупности полей допусков, которые могут быть получены различным сочетанием степеней точности по табл. 2 и основных отклонений по табл. 3.
Поля допусков, не указанные в табл. 10 и 11, являются специальными. Их применение допускается в технически и экономически обоснованных случаях, если поля допусков по табл. 10 и 11 не могут обеспечить требования, предъявляемые к изделию.
7.3. Предельные отклонения наружной и внутренней резьбы, соответствующие полям допусков, указанным в табл. 10 и 11, приведены в обязательном приложении 2.
7.4. В посадках допускаются любые сочетания полей допусков наружной и внутренней резьбы, установленные настоящим стандартом.
Предпочтительней сочетать поля допусков одного класса точности.
Обозначение упорной резьбы (ГОСТ 10177-82)
Определение упорной нарезки должно содержать литеру S, шаг и значение поперечника. Пример: S90-10. Для левосторонней рези указывается дополнительно LH. Если рассматривается многозаходная нарезка, то ее определение составляется из символа S, поперечника, хода и в скобках буквы P, значения шага. Пример: S80-20(P20).
Упорная резьба (ГОСТ 10177-82).
Резьбы применяемые в быту
При строительстве домов и ремонте квартир самой распространенной дюймовой трубной резьбой являются:
- ½ и ¼ — с шагом 14 витков/дюйм (или с шагом 1,814 мм)
- а также:1, 1¼, 1½, 2 с шагом 11 витков/дюйм (или с шагом 2,309 мм)
Реже применяется сантехническая круглая резьба, или профиль Эдисона.
Шаг в 11 витков/дюйм сохраняется на трубах диаметром от 2 до 6 дюймов.
Трубная цилиндрическая резьба
Труба в ½ — это основной диаметр для внутридомовой и внутриквартирной разводки, она обеспечивает достаточный напор воды из магистрали, большинство смесителей для ванн, унитазов, душевых кабин, стиральных и посудомоечных машин рассчитано именно на этот присоединительный размер. Трубы ¼ дюйма применяют для последних метров разводки к сантехническим приборам, не требующим большого напора и расхода, например, смесители для раковин. Трубы ¾ дюйма применяют на вводе в квартиру или на раздающем коллекторе насосной станции локальной системы водоснабжения. Трубы в 1 и в 1 ½ дюйма применяются намного реже, при строительстве больших коттеджей, оснащенных бассейнами.
Обозначение упорной усиленной резьбы (ГОСТ 13535-87)
Определение упорной усиленной нарезки содержит литеры S, а также угол 45, калибр и шаг. Пример: S45200-13. В случае если резьба левосторонняя, дополнительно указываются буквы LH. Если необходимо определить многозаходную резь, то указывают букву S, величину угла 45, поперечник, ход и символ Р вместе со значением шага, выделенные скобками. Пример: S4520024(P12) — двузаходная, значение хода 24 мм, шаг — 12 мм. Для левосторонней рези указывается дополнительно LH.
Упорная усиленная резьба (ГОСТ 13535-87).
ДЛИНЫ СВИНЧИВАНИЯ
5.1. Длины свинчивания, относящиеся к группам S
,
N
и
L
, должны соответствовать указанным в табл. 8.
Таблица 8
мм
| Номинальный диаметр резьбы d | Шаг Р | Длина свинчивания | ||
| S | N | L | ||
| От 1 до 1,4 | 0,2 | До 0,5 | Св. 0,5 до 1,4 | Св. 1,4 |
| 0,2,5 | » 0,6 | » 0,6 » 1,7 | » 1,7 | |
| 0,3 | » 0,7 | » 0,7 » 2 | » 2 | |
| Св. 1,4 до 2,8 | 0,2 | До 0,5 | Св. 0,5 до 1,5 | Св. 1,5 |
| 0,25 | » 0,6 | » 0,6 » 1,9 | » 1,9 | |
| 0,35 | » 0,8 | » 0,8 » 2,6 | » 2,6 | |
| 0,4 | » 1 | » 1 » 3 | » 3 | |
| 0,45 | » 1,3 | » 1,3 » 3,8 | » 3,8 | |
| Св. 2,8 до 5,6 | 0,25 | До 0,7 | Св. 0,7 до 2,1 | Св. 2,1 |
| 0,35 | » 1 | » 1 » 3 | » 3 | |
| 0,5 | » 1,5 | » 1,5 » 4,5 | » 4,5 | |
| 0,6 | » 1,7 | » 1,7 » 5 | » 5 | |
| 0,7 | » 2 | » 2 » 6 | » 6 | |
| 0,75 | » 2,2 | » 2,2 » 6,7 | » 6,7 | |
| 0,8 | » 2,5 | » 2,5 » 7,5 | » 7,5 | |
| Св. 5,6 до 11,2 | 0,25 | До 0,8 | Св. 0,8 до 2,4 | Св. 2,4 |
| 0,35 | » 1,1 | » 1,1 » 3,4 | » 3,4 | |
| 0,5 | » 1,6 | » 1,6 » 4,7 | » 4,7 | |
| 0,75 | » 2,4 | » 2,4 » 7,1 | » 9 | |
| 1 | » 3 | » 3 » 9 | » 7,1 | |
| 1,25 | » 4 | » 4 » 12 | » 12 | |
| 1,5 | » 5 | » 5 » 15 | » 15 | |
| Св. 11,2 до 22,4 | 0,35 | До 1,3 | Св. 1,3 до 3,8 | Св. 3,8 |
| 0,5 | » 1,8 | » 1,8 » 5,5 | » 5,5 | |
| 0,75 | » 2,8 | » 2,8 » 8 | » 8,3 | |
| 1 | » 3,8 | » 3,8 » 11 | » 11 | |
| 1,25 | » 4,5 | » 4,5 » 13 | » 13 | |
| 1,5 | » 5,6 | » 5,6 » 16 | » 16 | |
| 1,75 | » 6 | » 6 » 18 | » 18 | |
| 2 | » 8 | » 8 » 24 | » 24 | |
| 2,5 | » 10 | » 10 » 30 | » 30 | |
| Св. 22,4 до 45 | 0,5 | До 2,1 | Св. 2,1 до 6,3 | Св. 6,3 |
| 0,75 | » 3,1 | » 3,1 » 9,5 | » 9,5 | |
| 1 | » 4 | » 4 » 12 | » 12 | |
| 1,5 | » 6,3 | » 6,3 » 19 | » 19 | |
| 2, | » 8,5 | » 8,5 » 25 | » 25 | |
| 3 | » 12 | » 12 » 36 | » 36 | |
| 3,5 | » 15 | » 15 » 45 | » 45 | |
| 4 | » 18 | » 18 » 53 | » 53 | |
| 4,5 | » 21 | » 21 » 63 | » 63 | |
| Св. 45 до 90 | 0,5 | До 2,4 | Св. 2,4 до 7,1 | Св. 7,1 |
| 0,75 | » 3,6 | » 3,6 » 11 | » 11 | |
| 1 | » 4,8 | » 4,8 » 14 | » 14 | |
| 1,5 | » 7,5 | » 7,5 » 22 | » 22 | |
| 2 | » 9,5 | » 9,5 » 28 | » 28 | |
| 3 | » 15 | » 15 » 45 | » 45 | |
| 4 | » 19 | » 19 » 56 | » 56 | |
| 5 | » 24 | » 24 » 71 | » 71 | |
| 5,5 | » 28 | » 28 » 85 | » 85 | |
| 6 | » 32 | » 32 » 95 | » 95 | |
| Св. 90 до 180 | 0,75 | До 4,2 | Св. 4,2 до 12 | Св. 12 |
| 1 | » 5,6 | » 5,6 » 16 | » 16 | |
| 1,5 | » 8,3 | » 8,3 » 25 | » 25 | |
| 2 | » 12 | » 12 » 36 | » 36 | |
| 3 | » 18 | » 18 » 53 | » 53 | |
| 4 | » 24 | » 24 » 71 | » 71 | |
| 6 | » 36 | » 36 » 106 | » 106 | |
| Св. 180 до 355 | 1,5 | До 9,5 | Св. 9,5 до 28 | Св. 28 |
| 2 | » 13 | » 13 » 38 | » 38 | |
| 3 | » 20 | » 20 » 60 | » 60 | |
| 4 | » 26 | » 26 » 80 | » 80 | |
| 6 | » 40 | » 40 » 118 | » 118 | |
| Св. 355 до 600 | 2 | До 15 | Св. 15 до 45 | Св. 45 |
| 4 | » 29 | » 29 » 87 | » 87 | |
| 6 | » 43 | » 43 » 130 | » 130 | |
5.2. Допуск резьбы, если нет особых указаний, относится к наибольшей нормальной длине свинчивания, указанной в табл. 8, или ко всей длине резьбы, если она меньше наибольшей нормальной длины свинчивания.
Необходимые инструменты для нарезания
Нарезки широко используются в быту и на производстве, поэтому инструменты для изготовления рези широко распространены. Существует несколько видов приспособлений для нарезания:
- Резьбовые фрезы — это многозубчатые инструменты, в которых процесс резьбонарезания по отношению к резцам более производительный. Подразделяются на гребенчатые цилиндрические, дисковые, гребенчатые сборные, головки для скоростного фрезерования.
- Плашки — многолезвийный инструмент для создания наружной рези. Различают круглые, цельные, раздвижные приспособления, разрезные плашки.
- Резьбовые головки — это специальные изделия для нарезания внутренней и внешней рези, имеют ряд преимуществ по сравнению с круглыми плашками. В зависимости от конструкции гребенок головки бывают с круглыми радиальными, плоскими тангенциальными и плоскими радиальными гребенками.
- Метчики — это осевой инструмент, состоящий из нескольких лезвий, предназначенный для нарезания внутренней рези. Различают следующие виды: ручные, станочные, гаечные, машинные, маточные и т.д.
- Резьбовые резцы — это инструмент для точной машинной нарезки внутренней и наружной рези. Они подразделяются на стержневые, однониточные и многониточные фасонные.
Параметры конической трубной резьбы
Данный вид соединений обозначается исключительно в дюймах. Указываются значения в целых и дробных частях. Профиль конической трубной резьба отличается от стандартного дюймового аналога. Угол при вершине составляет 55° в первом случае и 60° во втором. В отдельных случаях допускается соединения обоих видов. Условия определены в ГОСТ 6211–81. В § 4.7 сказано, что в этом случае можно использовать наружную трубную коническую резьбу совместно с цилиндрической внутренней. Номинальные значения должны совпадать. Например, диаметр 1½ должен быть одинаковым у обеих деталей. Внутренняя трубная дюймовая коническая резьба не соединяется наружным цилиндрическим элементом.
Если в обозначении стоят буквы LH, то значит направление вращения левое. Конусность — 1° 47′ 24″. Это значение дает соотношение длины резьбы к разнице диаметров как 1:16.
Этот параметр одинаков для всех видов конической трубной резьбы, а вот шаг существенно отличается. Исторически принято измерять его в количестве ниток на дюйм. Но в процессе эволюции производства некоторые значения не соответствуют указанным данным. Поэтому вся дюймовая резьба сегодня имеет расшифровку в привычных европейских стандартах. Метрическая система измерения гораздо удобнее в работе.
Ниже указаны соответствия дюймовых номиналов аналогам в мм:
- ⅛ — 28 (число ниток на дюйм), 0,907 мм;
- ¼ — 19, 1,337 мм;
- ⅜ — 19, 1,337 мм;
- ½ — 14, 18,14 мм
- ¾ — 14, 18,14 мм
- 1 — 11, 23,09 мм
- 1¼ — 11, 23,09 мм
- 1½ — 11, 23,09 мм
- 2 — 11, 23,09 мм
У конической трубной резьбы различают три диаметра: наружный, внутренний и средний. Чертеж соединения выполнен в виде трапеции. Ее основание — наружная резьба, вершина внутренняя. Среднее значение вычисляется математически. Оно примерно соответствует размерам обычной цилиндрической дюймовой резьбы. Это важно знать при совмещении различных типов соединения. То есть, когда конусная деталь вкручивается в обычную дюймовую резьбу, то вначале вращения соединение получается прослабленное. К середине длины оно уплотняется, дальше движение производится с увеличивающимся натягом. Преимущества конуса часто используется в стандартных соединениях при прослабленной внутренней резьбе. Если деталь изношена и внутреннее отверстие становится больше нормы, то можно заменить цилиндрический элемент. Угол конуса компенсирует прослабление по диаметру.
Следует знать, что при подготовке деталей к обработке необходимо учитывать припуски. Делая конус на входящей детали ориентируются на наружное значение диаметра по таблице. Затем проверяют длину заготовки и лишь потом делают нужный уклон. На токарном станке выставляют угол на верхней каретке суппорта. Второй вариант — использование фасонного резца. В обоих случаях придется делать ручную настройку, и точно выставить режущий инструмент сложно, поэтому обязательно проверяют угол специальным калибром.
Угол вершины профиля 55° выбран не случайно. Это гарантирует лучшую герметизацию соединения. При закручивании происходит притирка деталей с легким заминанием профиля. Однако применять силу при сборке не рекомендуется. Конусность деталей приводит к тому, что вектор нагрузки направлен наружу. Деталь может просто разорвать при избыточных усилиях. Особенно, если толщина элемента с внутренней резьбой небольшая. Не рекомендуется применять технологию на тонкостенных латунных и алюминиевых деталях. Об этом нужно помнить, когда решено сочетать трубную коническую и трубную цилиндрическую резьбу, которая не рассчитывалась при производстве на такой вид нагрузки.