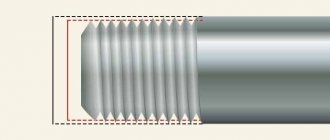
Что такое трубная резьба
Резьба — канавка, которая наносится механизированным или ручным способом. Характеризуется особой высотой и рельефом спиральной канавки, ее формой, расстоянием между витками — шагом. Наноситься резьба может как на внешнюю, так и внутреннюю поверхность трубы. Кроме того, она может присутствовать на металлическом стержне, конической поверхности.
Основное назначение трубной резьбы — соединение частей системы. Для удачного и герметичного соединения необходимо, чтобы канавки на обеих частях были идентичны по рельефу, шагу и форме. При этом они должны быть расположены на разных поверхностях — одна внутри, другая снаружи трубы.
Для справки: вышесказанное не означает, что нарезка может быть только крепежной. Другой вид — ходовая. Последняя применяется в деталях машин, где необходимо не только соединить, но и обеспечить свободный ход элементов.
Все о многоликой трубной конусной резьбе: 5 секретов использования
Классификация резьбовых соединений весьма обширна. Даже если рассматривать отдельный случай, например, трубную нарезку в форме конуса, то и здесь не обойтись без уточнения ее особенностей и типов. Конические резьбы используются достаточно широко, позволяя создавать надежные герметичные соединения без сварки. Их даже называют универсальными, поскольку это единственный тип винтовой нарезки, допускающий подключение к трубам других форм и сечений.
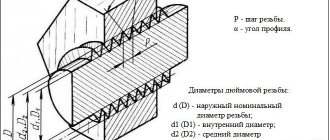
Почему размеры трубной резьбы в дюймах?
Один из самых частых вопросов, которые можно встретить на тематических форумах — почему все размеры для труб даются в дюймах, а не сантиметрах. Все дело в том, что ГОСТ, который начал действовать еще на постсоветском пространстве, был сформирован на основе английского стандарта — BSW. Его основатель — инженер-конструктор Витворт еще в первой половине 19 века создал винтовой профиль. Соединение, в котором он мог быть использован, полагалось как разъемное. Витворт позиционировал свой профиль как универсальный, максимально надежный. Естественно, что все размеры инженер давал в привычных для его страны дюймах. При составлении собственного стандарта не стали отказываться от точных измерений.
Для справки: существует понятие “трубный дюйм”. Оно не научное и его нет в ГОСТе, но на практике просто не заменимо. Сразу отметим, что параметры этой единицы не совпадают с привычным. Хотя прямая зависимость между ними есть. Одна единица трубного дюйма — это наружный диаметр, но имеет значение и внутренний, который равен одному обыкновенному. Объяснение такому несоответствию простое — все трубы производятся в сортаменте (диаметр, длина и др.), но вот толщина стенок у всех разная и зависит от назначения изделия. Здесь и появляется такое понятие как “условный диаметр” — имеется ввиду внутренний, который составляет пару с заданным стандартом наружным.
Пример: водопроводная дюймовая труба. Условная единица — 25 мм при наружном 33,6. А вот реальный D может быть как 27,1 (стандартные стенки), так и 25,6 (если стенки утолщенные).
Виды и классификация: дюймовая Fanuc и другие
По форме поверхности трубы, на которой выполняется резьба, она может быть:
- Цилиндрической – традиционная нарезка на прокате постоянного диаметра;
- Конической – здесь основанием выступает конусная труба, то есть та, у которой наружный диаметр к торцу постепенно уменьшается.
При этом различают внутреннюю и наружную винтовую нарезку в соответствии с ее расположением на стенках. Назначение же может быть только одно: трубная внутренняя коническая резьба, как и наружная, образует крепежно-уплотняющие соединения.
По привязанной системе измерений выпускаются трубы с резьбой двух типов:
- Метрическая (с углом профиля 60º) – наиболее распространенный вид соединений, применяемых в нашей стране при производстве нового оборудования.
- Дюймовая (α=55º), чей наружный диаметр и прочие параметры привязаны к английской системе мер, то есть выражаются в дюймах. Коническая дюймовая резьба отличается тем, что не имеет привязки к шагу нарезки. Вместо этого используется количество витков на единицу длины.
Направление витков может быть правым, реже – левым. Также следует учитывать количество их заходов.
- Нормальная
Для диаметров от 1ʺ до 6ʺ чаще используют нарезку в 11 ниток на дюйм.
Отличается большим количеством витков на единицу длины благодаря сокращенному шагу нарезки. Делается это для сохранения толщины и прочности стенок, максимальной герметичности соединений или тонкой регулировки взаимного расположения деталей.
Для труб диаметром не больше дюйма (½ʺ и ¾ʺ) принимают 14 витков, но возможна нарезка 19 и 28 ниток при d от 1/16ʺ до 3/8ʺ.
Виды трубной резьбы
Трубная резьба позволяет соединить элементы и арматуры не сварным способом, обеспечив при этом герметичность и надежность соединения. Как правило, таким способом соединяют металлические трубы, хотя в последнее время он применяется и для пластика.
Виды трубной резьбы
Что же представляет собой трубная резьба? Ее основные особенности:
- особый профиль канавок;
- в основе треугольник с вершиной в 55 градусов, края закруглены;
- обозначается латинской литерой G;
- цифровая маркировка после буквы означает условный проход трубы. По принятому стандарту он указан в дюймах.
Трубная цилиндрическая резьба — ГОСТ 6357 81
Как и другие виды цилиндрическая трубная может наноситься на внутреннюю или внешнюю поверхность трубы. При этом стандарт содержит допущение, при котором возможно соединение, когда цилиндрической только внутреннюю, а внешняя является конической.
Трубная цилиндрическая резьба внешняя
Трубная цилиндрическая резьба внутренняя
Условные обозначения
Стандартное обозначение — латинская литера G. После буквы:
- цифровой показатель в дюймах — диаметр условного прохода трубы. Например — G 3⁄4”;
- буквенное обозначение вида — правая или левая. Нужно отметить, что для правой никаких обозначений не предусмотрено. Если же трубная резьба левая, стоит маркировка LH;
- следующая позиция в маркировке трубной резьбы ставится через дефис. Она обозначает класс точности. Классов два — А или В. Первый более “строгий”, для него предусмотрены меньшие размеры допустимых отклонений. На деле маркировка может выглядеть так — G 1⁄2” LH — А;
- в конце маркировки трубной резьбы прописывается так называемая длина свинчивания. Этот тот участок, на который нанесена резьбы. Например: G 1”-В-35.
Для справки: иногда может присутствовать описание сразу для двух элементов соединения. Пример: G 3⁄4 “ — А/В. На первом месте всегда стоит описание трубы, на второй позиции муфты или того элемента, который присоединяется.
Таблица размеров
Важные параметры для трубной цилиндрической резьбы — внутренний, внешний и средний диаметр. В зависимости от этого параметра подбирается и шаг, то есть, то количество витков, которое необходимо нарезать для надежного соединения.
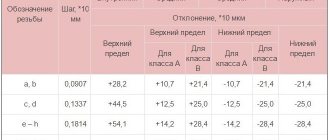
| Трубный размер (дюймы) | D (мм) | D1 (мм) | D2 (мм) | Шаг (мм) | Количество спиральных канавок на дюйм (шт) |
| 1/16 | 7,724 | 7,142 | 6,561 | 0,907 | 28 |
| 1/8 | 9,728 | 9,14 | 8,52 | 0,907 | 28 |
| 1/4 | 12,15 | 12,302 | 11,446 | 1,337 | 19 |
| 3/8 | 16,662 | 15,86 | 14,96 | 1,337 | 19 |
| 1/2 | 20,96 | 19,74 | 18,632 | 1,814 | 14 |
| 3/4 | 2,91 | 21,749 | 20,537 | 1,814 | 14 |
| 5/8 | 26,440 | 25,277 | 24,188 | 1,814 | 14 |
| 7/8 | 30,201 | 29,038 | 27,889 | 1,814 | 14 |
| 1 | 33,249 | 31,775 | 30,298 | 2,309 | 11 |
| 1 1/8 | 37,9 | 36,419 | 34,989 | 2,309 | 11 |
| 1 3/8 | 42 | 40,422 | 38,552 | 2,309 | 11 |
| 1 1/2 | 44,4 | 42,899 | 41,355 | 2,309 | 11 |
| 1 3/4 | 47,8 | 46,32 | 44,842 | 2,309 | 11 |
| 2 | 53,746 | 52,267 | 50,78 | 2,309 | 11 |
| 2 1/4 | 59,614 | 58,125 | 56,325 | 2,309 | 11 |
| 2 1/2 | 65,77 | 64,369 | 62,39 | 2,309 | 11 |
| 2 3/4 | 75,185 | 73,269 | 72,369 | 2,309 | 11 |
| 3 | 81,532 | 80,365 | 78,258 | 2,309 | 11 |
| 3 1/2 | 87,887 | 85,255 | 84,258 | 2,309 | 11 |
| 3 3/4 | 93,980 | 92,896 | 92,365 | 2,309 | 11 |
| 4 | 100,332 | 98,369 | 103,589 | 2,309 | 11 |
| 4 1/2 | 106,69 | 105,32 | 110,256 | 2,309 | 11 |
| 5 | 113,040 | 111,85 | 124,328 | 2,309 | 11 |
| 5 1/2 | 125,732 | 124,852 | 135,693 | 2,309 | 11 |
| 6 | 138,420 | 136,985 | 160,259 | 2,309 | 11 |
Для справки: размер шага и количество витков одинаково для нескольких типоразмеров трубной резьбы.
Коническая трубная резьба — ГОСТ 6211 81
Необходима в ситуациях, когда требуется особая надежность трубного крепления. Из названия понятно, что главная особенность этого типа — нанесение на коническую форму. Профиль остается прежним, но добавляются новые величины:
- рабочая длина резьбы — L1;
- длина от края до рабочей плоскости — L2.
Коническая трубная резьба — ГОСТ 6211 81
Условные обозначения
Обозначается латинской буквой R. Правила маркировки:
- только буква R — наружная;
- сочетание Rc — коническая, нанесенная на внутреннюю поверхность;
- сочетание Rp — внутренняя, нанесена на цилиндрическую поверхность.
Далее обозначения идут по стандарту — размер в дюймах, указание на двусторонность (если правая, никакого указания нет). Если маркировка описывает соединение, показатели пишут в виде дроби. Например: Rp/R 1”. На первой позиции всегда стоит наружный элемент системы.
Таблица размеров
| Трубный размер (дюймы) | D (мм) | D1 (мм) | D2 (мм) | Шаг (мм) | Количество канавок на дюйм (шт) | L1 | L2 |
| 1/16 | 7,723 | 7,768 | 6,475 | 0,907 | 28 | 6,5 | 4 |
| 1/8 | 9,728 | 9,657 | 8,098 | 0,907 | 28 | ||
| 1/4 | 13,15 | 12,21 | 11,345 | 1,337 | 19 | 9,6 | 6,1 |
| 3/8 | 16,662 | 15,322 | 14,278 | 1,337 | 19 | 10,1 | 6,6 |
| 1/2 | 20,996 | 19,345 | 18,567 | 1,814 | 14 | 13,4 | 8,4 |
| 3/4 | 26,441 | 25,765 | 24,567 | 1,814 | 14 | 14,6 | 9,9 |
| 1 | 33,249 | 31,190 | 30,291 | 2,309 | 11 | 16,2 | 10,4 |
| 1 1/4 | 41,9 | 40,123 | 38,952 | 2,309 | 11 | 19,2 | 12,7 |
| 1 1/2 | 47,803 | 46,564 | 44,845 | 2,309 | 11 | 19,7 | 12,7 |
| 2 | 59,614 | 58,943 | 56,566 | 2,309 | 11 | 23,6 | 15,9 |
| 2 1/2 | 75,567 | 73,485 | 72,657 | 2,309 | 11 | 26,6 | 17,3 |
| 3 | 87,995 | 85,934 | 84,993 | 2,309 | 11 | 29,6 | 20,5 |
| 3 1/2 | 100,657 | 98,657 | 97,309 | 2,309 | 11 | 31,4 | 22,2 |
| 4 | 113,867 | 111,41 | 110,082 | 2,309 | 11 | 35,3 | 25,4 |
| 5 | 138,986 | 136,76 | 135,542 | 2,309 | 11 | 40,2 | 28,7 |
| 6 | 163,546 | 162,984 | 160,823 | 2,309 | 11 | 40.2 | 28,7 |
Коническая дюймовая резьба — ГОСТ 6111 52
Это вид насечек, где все выступы расположены на конической поверхности по спирали. Такой вид нарезки чаще всего встречается в производстве муфт, угольников, тройников. Особенности конической нарезки:
- вершины и витки притуплены или обрезаны. Это обеспечивает лучшее прилегание и непроницаемость соединения;
- максимальный диаметр конуса равен 6 дюймов;
- основные параметры нарезки — три диаметра, ход и шаг можно найти в таблице. Ничего рассчитывать самостоятельно не придется.
Важно: коническая нарезка применяется и в случаях, когда есть следы износа, а заменить элемент пока нет возможности. Но такая мера носит временный характер. Если важна непроницаемость соединения, изношенный элемент системы нужно будет заменить, подобрав нарезку нужного размера по таблице.
Условные обозначения
На чертежах и изделиях маркировка нарезки имеет латинскую букву К (иногда можно встретить обозначение NPT). Дальнейшая расшифровка по стандарту — после буквы идет размер в дюймах, указание на правое или левое расположение витков. Кроме того, маркировка может содержать указание на внешнюю (А) или внутреннюю (В) нарезку — после размера. В конце может быть указан класс прочности (1-3) и длина свинчивания.
Коническая дюймовая резьба — ГОСТ 6111 52
Таблица размеров
| Трубный размер нарезки (дюйм) | D (внешний) (мм) | D1 (средний) (мм) | D2 (внутренний) (мм) | Количество ниток на 1 дюйм (шт) | Шаг (мм) | Высота профиля (мм) |
| 3/16 | 4,77 | 4,14 | 3,13 | 24 | 1,25 | 079 |
| 1/4 | 6,25 | 5,43 | 4,89 | 20 | 1,33 | 0,92 |
| 5/16 | 8,72 | 7,58 | 6,27 | 18 | 1,58 | 1,01 |
| 3/8 | 9,81 | 8,93 | 7,54 | 16 | 1,67 | 1,25 |
| 7/16 | 11,52 | 10,23 | 8,23 | 14 | 1,98 | 1,38 |
| 1/2 | 12,38 | 11,18 | 10,59 | 12 | 2,24 | 1,46 |
| 9/16 | 14,49 | 13,67 | 11,756 | 11 | 2,24 | 1,46 |
| 5/8 | 15,55 | 14,32 | 13,34 | 10 | 2,43 | 1,57 |
| 3/4 | 19,28 | 17,23 | 15,93 | 9 | 2,61 | 1,76 |
Метрическая коническая резьба — ГОСТ 25229 82
Треугольная нарезка, параметры которой указываются в миллиметрах (мм). Угол профиля равен 60 градусам. Здесь можно выделить два вида нарезки — с крупным и мелким размером шага. Наиболее распространен первый вариант, поскольку защищает место соединения от износа.
Метрическая коническая резьба — ГОСТ 25229 82
Условные обозначения
На первом месте стоят буквы (МК), затем идут числовые обозначения размера шага и номинального диаметра. Например: МК 24х1,5.
Таблица размеров по ГОСТ
| 1-2 ряд (D нарезки) | P (шаг) | D | D1 | D2 | L | L1 | L2 |
| 6 | 1 | 6 | 5,35 | 4,917 | 8 | 2,5 | 3 |
| 8 | 1 | 8 | 7,35 | 6,917 | 8 | 2,5 | 3 |
| 10 | 1 | 10 | 9,35 | 8,917 | 8 | 2,5 | 3 |
| 12 | 1,5 | 12 | 11,026 | 10,376 | 11 | 3,5 | 4 |
| 14 | 1,5 | 14 | 13,026 | 12,376 | 11 | 3,5 | 4 |
| 18 | 1,5 | 18 | 17,026 | 16,376 | 11 | 3,5 | 4 |
| 20 | 1,5 | 20 | 19,026 | 17,376 | 11 | 3,5 | 4 |
| 22 | 1,5 | 22 | 21,026 | 20,376 | 11 | 3,5 | 4 |
| 24 | 1,5 | 24 | 23,026 | 22,376 | 11 | 3,5 | 4 |
| 27 | 2 | 27 | 25,701 | 23,835 | 16 | 5 | 6 |
| 30 | 2 | 30 | 27,701 | 36,845 | 16 | 5 | 6 |
| 33 | 2 | 33 | 31,701 | 30,835 | 16 | 5 | 6 |
| 36 | 2 | 36 | 34,701 | 33,835 | 16 | 5 | 6 |
| 39 | 2 | 39 | 37,701 | 36,335 | 16 | 5 | 6 |
| 42 | 2 | 42 | 40,701 | 39,835 | 16 | 5 | 6 |
| 45 | 2 | 45 | 43,701 | 43,835 | 16 | 5 | 6 |
| 48 | 2 | 48 | 46,701 | 45,835 | 16 | 5 | 6 |
| 52 | 2 | 52 | 50,701 | 49,885 | 16 | 5 | 6 |
| 56 | 2 | 56 | 53,701 | 53,835 | 16 | 5 | 6 |
| 60 | 2 | 60 | 58,701 | 58,835 | 16 | 5 | 6 |
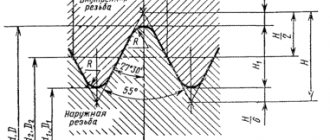
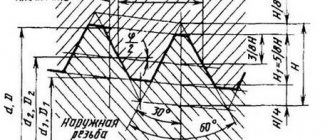
Параметры резьбы
Основными параметрами резьб для труб являются:
- Шаг. Задается количеством витков, которые размещаются на расстоянии в 25,4 мм (1 дюйм). Если в обычной резьбе шагом считают расстояние между средними точками вершин или впадин соседних зубцов, то в трубной подсчитывают число шагов, которое на длине в 25,4 мм может быть 28, 19, 14, 11, 11 1/2 и 8.
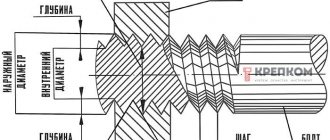
- Наружный, средний и внутренний диаметр резьбы. Для внешней (ниппели) и внутренней (муфты) резьб это соответственно расстояние по диагонали между вершинами, серединами гребней и впадинами между ними.
- В технической документации указывается высота профиля, равная расстоянию между спроецированными до острого треугольника вершинами и впадинами, а также их радиус закругления. Аналогичный показатель — это рабочая высота, равная расстоянию между скругленными вершиной зубца и впадиной.
- Угол профиля — показывает угловой размер вершины зубца в градусах, для трубного профиля общепринятый показатель принимают равным 55°.
- Ход — расстояние между любой точкой на поверхности резьбовой насечки до ее проекции при повороте детали на 360°.
- Для конических резьб дополнительно устанавливается угол конуса в градусах и конусность.
В чем основные отличия
Основные отличия видов трубной резьбы
При первичном рассмотрении кажется, что отличить один вид резьбы от другой сложно. Это не так, основные отличия заключаются в размерах, углах профиля, способе нанесения насечек и сфере применения подобного соединения.
Между трубной и дюймовой
Основное отличие — скругленные грани нарезки при одинаковом угле профиля.
Между трубной и метрической
Главное отличие — рельеф и размер резьбового гребня, впадин. В метрической применяется равносторонний треугольник (60 градусов) — все размеры одинаковы. В трубной — угол меньше (55), а размеры могут отличаться.
Другое очевидное отличие — единицы измерения. Соответственно используются миллиметры и дюймы.
Кроме того, в трубной нарезке обязательно учитывают толщину стенки изделия. Последние могут различаться в зависимости от рабочего давления, которое способно выдержать изделие и сферы его применения.
Между метрической и цилиндрической
Разница заключается в уменьшенном угле профиля (55 у цилиндрической против 60 у метрической). Кроме того, размеры указываются в разных единицах — миллиметрах и дюймах. Последняя в паре наносится на цилиндрическую поверхность.
Как обозначаются соединения деталей с резьбой
Все характеристики трубной конической резьбы указаны в ГОСТ 6211–81. Отечественные стандарты совместимы с зарубежными аналогами: ISO R7, DIN 2999, BS 21, JIS B 0203. Обозначается этот вид резьбы английскими буквами R (наружная) и Rc (внутренняя). В ГОСТе описывается профиль, размеры и допуски соединения. Детальный чертеж показывает характерные особенности соединения. Дополнительные приложения регламентируют подготовку деталей для работы. Сводная таблица основных параметров трубной резьбы является основанием для контроля качества и размеров изделия.
Особое внимание уделяется тому, как делается обозначение соединения. Если используется два вида резьбы, то записываются они в виде дроби. Числитель — это внутренняя, знаменатель наружная часть соединения. Например, Rp/R 3/4 LH. Это означает, что резьба левая, номиналом три четверти дюйма, внутренняя цилиндрическая, а наружная коническая трубная. Совмещение разных видов часто используется в ремонтной практике. Так восстанавливают работоспособность сантехнических, газовых приборов. Конусная резьба предпочтительнее там, где нужна надежная герметизация.
Как определить шаг дюймовой резьбы?
Чтобы понять, соответствует ли размер шага дюймовой нарезки требованиям ГОСТ, нужно провести измерения. Понадобится шаблон и инструменты. В качестве шаблона можно использовать любой фитинг, размер шага которого точно соответствует техдокументации. Болт, размер шага нарезки которого измеряется, вкручивают в выбранный элемент. Если соединение плотное, шаг насечки соответствует требованиям ГОСТ.
Определить шаг дюймовой резьбы можно резьбомером.
Если соединение неплотное или болт не входит, измерение проводят резьбомером. Пластину плотно прикладывают к резьбе — плотное прилегание скажет о соответствии насечек тому размеру, который указан на корпусе.
Условные обозначения
Приведенным выше госстандартом ГОСТ 6357-81 установлены следующие обозначения трубных дюймовых резьб:
- наименование: литера G для цилиндрических и R (обозначение по ГОСТ 6211) для конусных;
- размеры в дюймах;
- обозначение направления резьбовой нити, левое дополняют литерами LH;
- класс точности: А или В;
- длина свинчивания в миллиметрах.
Пример G 1 1/4 LH — А – 36.
Условное обозначение конусных видов по ГОСТ 6111-52 включает в себя их название (литера К) и типоразмер в дюймах, к примеру: К 1 1/4.
Рис. 9 Параметры конической 60° NPT-резьбы
Резьба коническая дюймовая с углом профиля 60°.
Дюймовая коническая резьба предназначена для резьбовых соединений топливных, масляных, водяных и воздушных трубопроводов машин и станков. Конические резьбы, применяемые, главным образом , в соединениях труб, ранее стандартизовались на основе дюймовой системы мер. Наибольшее применение получили трубная коническая резьба и коническая дюймовая резьба с углом профиля 60°. В настоящее время в мировой практике все больше распространение получает коническая метрическая резьба, одним из преимуществ которой является возможность получения соединения наружной конической, с внутренней цилиндрической метрической резьбой. Перспективы применения конической дюймовой резьбы с углом профиля 60° весьма ограничены в связи с внедрением конической метрической резьбы.
Существенным недостатком конической дюймовой резьбы является то, что она не имеет согласованной с ней цилиндрической резьбы и, следовательно, не позволяет получить коническо-цилиндрические соединения.
Угол профиля дюймовой конической резьбы равен 60°.
Биссектриса угла профиля перпендикулярна оси трубы.
Шаг резьбы задается числом ниток на 1° и измеряется параллельно оси трубы.
Угол наклона конуса φ/2 равен 1°47′ 24”.
Основная плоскость трубы при свинчивании без натяга совпадает с торцом муфты.
Коническая дюймовая резьба имеет притупление вершины и впадины, притупления витков этой резьбы значительно меньше притуплений метрической крепежной резьбы, что способствует достижению непроницаемости.
Резьба коническая дюймовая с углом профиля 60° изготавливается по ГОСТ 6111-52. Принятый в стандартах номинальный профиль показан на рис. 1
Основные размеры резьбы указаны на рис.2 и в таблице 1.
Допуски размеров конической дюймовой резьбы с углом профиля 60°.
Согласно ГОСТ 6111-52 наружная резьба проверяется по среднему диаметру резьбовым калибром-кольцом по ГОСТ 6485-69. Осевое смещение основной плоскости трубы при этом относительно номинального расположения не должно превышать ±Р (шаг резьбы) рис. 3.
Внутренняя резьба проверяется по среднему диаметру резьбовым калибром-пробкой по ГОСТ 6485-69. Осевое смещение основной плоскости муфты относительно номинального расположения не должно превышать ±Р (шаг резьбы) рис.4.
Разность размеров l1 и l2 должна быть не менее указанных в таблице 1 номинальных размеров l1 и l2.
Отклонение расстояний вершин и впадин резьбы трубки и муфты от линии среднего диаметра резьбы (dh1 и dh2) рис.5, не должны превышать значений указанных в таблице 2.
Отклонение половины угла профиля, угла уклона (φ/2) и отклонения по шагу резьбы (отклонения расстояний между любыми витками) не должно превышать значений указанных в таблице 3.
Пример условного обозначения конической резьбы 1/8” : К 3/4” ГОСТ 6111-52.
Контроль конической дюймовой резьбы.
Средний диаметр наружной конической резьбы измеряется на универсальном микроскопе теневым способом или с помощью ножей.
При измерении среднего диаметра калибр-пробку устанавливают на центрах микроскопа так, чтобы меньший торец находился справа. Визируют меньший торец по измерительному ножу и измеряют расстояние L1 от торца до вершины одного из витков, который визируется по сторонам профиля. Измеряют средний диаметр по правым и левым сторонам профиля этого витка. Размер среднего диаметра резьбы на расстоянии L1 от меньшего торца (dсрL1) подсчитывается по формуле (1).
где F-поправка, определяемая по формуле (2),
где К-конусность; &phi – угол уклона; α-угол профиля резьбы; S-шаг резьбы. Средний диаметр в основной плоскости находится по формуле (3).
где L-расстояние от большого торца до меньшего (действительная высота калибра) в мм; а-расстояние от большого торца до основной плоскости в мм. Конусность определяется по формуле (4)
где dсрL2 и dсрL1 – два диаметра на расстоянии L2 и L1 от меньшего торца. Овальность резьбы по среднему диаметру определяется разностью его значений в основной плоскости, измеренных в двух положениях с поворотом резьбы на 90°.
Калибры пробки конических резьб измеряются также методом проволочек рисунок 5. На пинольную трубку 5 горизонтального оптимитра или измерительной машины устанавливается наконечник типа НГЛ-3, а на трубку оптимитра 1 – наконечник типа НГП-8. На столике прибора на брусок-подкладку 3 высотой 15-20 мм укладывают блок концевых мер 2, по которому устанавливают прибор на нуль. Размер блока подсчитывается по формуле (5).
где dсрL1 – средний диаметр на расстоянии L1 от меньшего торца;
где dп – диаметр проволочки в мм, определяемый по формуле 7
Где S – шаг резьбы; α/2 – половина угла профиля.
На блок концевых мер 2 калибр устанавливают меньшим торцом. Столик прибора 4, устанавливают по блоку концевых мер, опускают так, чтобы против измерительных наконечников оказалась первая из впадин, отмеченных заранее риской (размер от этой впадины до торца должен быть предварительно измерен на универсальном микроскопе). Во впадину резьбы вкладывают проволочку и с противоположной стороны во впадину, расположенную выше отмеченной, вторую проволочку. Измеряется размер P2. Затем вторую проволочку перекладывают в соседнюю нижнюю впадину и измеряют размер Р1. Средний диаметр резьбы на расстоянии L1 от меньшего торца подсчитывается по формуле 8.
Средний диаметр в основной плоскости подсчитывается по формуле 3.
Шаг конических резьб у калибров-пробок измеряют на универсальном микроскопе теневым способом или с помощью ножей. Измерения производят параллельно оси резьбы. Калибр устанавливают на центрах микроскопа. В случае измерения теневым способом перекрестие окулярной сетки накладывают на вершину изображения витка резьбы. Это достигается последовательным наложением центральной штриховой линии (при повороте окулярной пластины) на обе стороны профиля витка.
Если штриховая линия при повороте окулярной сетки накладывается без просвета на обе боковые стороны профиля, то это означает, что перекрестие сетки совмещено с вершиной угла профиля резьбы. Проделав эту операцию на двух витках и сняв при этом отсчеты по продольной шкале микроскопа, подсчитывают значение шага как разность этих отсчетов.
Для исключения влияния перекоса резьбы относительно оси, измерения производят по правым и левым сторонам профиля и берут среднее арифметическое.
Угол профиля резьбы измеряют обычно одновременно с измерением шага теневым способом или с помощью ножей.
В заключении необходимо отметить, что применение резьбы по ГОСТ 6111-52, обязательно для изделий, на которые установлены стандарты, предусматривающие соединения с этой резьбой. Во всех других случаях допускается применение трубной конической резьбы.
Если у Вас есть вопросы можно задать их ЗДЕСЬ.
Список последних статей.
Автор: Саляхутдинов Роман
“БОСК 8.0”
Познай Все Cекреты КОМПАС-3D
- Более 100 наглядных видеоуроков;
- Возможность быстрее стать опытным специалистом КОМПАС-3D;
- Умение проектировать 3D изделия (деталей и сборок) любой степени сложности;
- Гарантии доставки и возврата.
>> Читать Полное Описание
Автор: Саляхутдинов Роман“БОСК 5.0” Новый Видеокурс. “Твердотельное и Поверхностное Моделирование в КОМПАС-3D”
>> Читать Полное Описание Автор: Саляхутдинов Роман“Эффективная работа в SolidWorks” Видеокурс. “Эффективная работа в SolidWorks” поможет Вам:
>> Читать Полное Описание |
Требования ГОСТ
Основные требования ГОСТ 6111-52:
- отклонение оси базовой плоскости к номинальному диаметру по величине не должно превышать резьбовой шаг;
- положение базовой плоскости задаётся расстоянием от торца заготовки;
- диаметры конической резьбы располагаются в единой основной плоскости, определяются расчётным сечением;
- длина наружной резьбы l2 определяется на основе проверки среднего диаметра соответствующим кольцевым калибром, а внешней — пробкой;
- при навинчивании труб и муфт номинальных размеров плоскость резьбы должна совпадать с торцевой частью муфты;
- количество витков на большом диаметре конуса не должно быть менее двух;
- длина от базовой плоскости до торцевой части трубки может быть уменьшена, но при этом соответствовать другим требованиям стандарта;
- образующие конуса с осевой линией должны составлять угол 1047’24”.
Коническая резьба по ГОСТу (Фото: Instagram / metall_detal)
Требования ГОСТ 6211-81
Величины среднего d2 и внутреннего d1 диаметров должны быть вычислены по формулам:
d2=d-0,640327•P;
d1=d-1,280654•P;
где d — наружный диаметр;
P — шаг.
- длина внутренней резьбы должна составлять 0,8(l1-Δ1l2), где Δ1l2 — величины, указанные в Таблице 2, ГОСТ 6211-81;
- расстояние ввинчивания наружной на внутреннюю резьбу должно составлять l1+Δ1l2;
- смещение базовой плоскости величина суммарная, определяется шагом, углом наклона профиля, углом конуса, средним диаметром;
- допуски по среднему диаметру указаны в Таблице 3, ГОСТ 6211-81.