Для обработки металлических листов и деталей может применяться различное станковое оборудование. Одним из самых популярных установок такого типа является вертикально фрезерный станок (ВФС). Но какими особенностями обладает это оборудование? Какие существуют типы вертикально-фрезерных установок? И какие другие станки представлены в России? В статье эти вопросы будут рассмотрены.
Общие сведения
Вертикально фрезерный станок — это группа металлорежущих установок, которые выполняют обработку поверхностей с помощью детали-фрезы. ВФС отличаются по множеству параметров, однако у всех обрабатывающая фреза закреплена в установке в вертикальном положении. Вертикальные станки в основном используются для обработки металлов, однако с их помощью можно обрабатывать и другие материалы — дерево, пластик, композитные соединения.
Станок вертикально фрезерный позволяет обрабатывать детали любых форм, габаритов, размеров, а с его помощью можно выполнять все основные операции — резка, сверление, снятие верхних слоев материала. Основные страны-производители ВФС — Россия, Германия, Чехия, Япония, Китай. Инженерно-технические возможности зависят от конструкции, а средняя стоимость установки находится в пределах от 100 до 500 тысяч рублей. Модели с числовым программным управлением (ЧПУ) стоят в несколько раз дороже — их цена находится в пределах от 350 тысяч до 2 миллионов рублей.
Основные узлы станка
Станок, как уже говорилось выше, довольно стандартны по всей сборке и количеству устройств. Среди узлов и главных деталей выделяют:
- станину;
- поворотную головку;
- стол и салазки;
- коробки: передач, подач, переключения;
- электрическое оборудование;
- консоль.
Специалисты настаивают на том, что комплектация основывается на использовании только качественных и оригинальных запчастей. Но, как показывает практика, сейчас их найти довольно сложно, поэтому в ход идут детали от других механизмов, если они, конечно, подходят по габаритным размерам.
Поворотная головка и шпиндель вертикально-фрезерного станка Р-серии
Поворотная головка относится к типу запчасти, которые крепится на кольцевой выточке станины. Укрепляется четырьмя болтами. Шпиндель является валом с двумя опорами, который находится в движимой гильзе. Люфт регулируется подшлифовкой. При этом регулировка происходит по алгоритму:
- снять гильзы;
- убрать фланец;
- снять полукольца;
- убрать резьбовую пробу;
- убрать гайки;
- застопорить гайку;
- подтянуть подшипник;
- обкатка шпинделя;
- подшлифовка полуколец;
- закрепление механизма.
Коробка скоростей находится в корпусе станины, несоосность максимум 0,6 миллиметров. Коробка переключения скоростей позволяет внедрять нужную сразу без промежутков.
Конструкция
Все ВФС состоят из следующих элементов:
- Фундаментная плита. Выступает в качестве основы, на которую крепятся все остальные детали (станина, консоль). Плита обладает высоким весом, что позволяет надежно зафиксировать установку на участке. Плита шире станины с установленной консолью, однако компактные модели станков могут иметь плиту уменьшенных размеров.
- Блочная неподвижная станина. Деталь крепится сверху к плите и выступает в роли основы, на которую устанавливается консоль и хобот. К станине также прикрепляется электродвигатель, который питает другие узлы установки (фреза, консольный стол, ЧПУ).
- Фиксирующий хобот. Запчасть устанавливается сверху на станину. Хобот обладает высокой длиной, а на его конце устанавливаются основные элементы фрезерной установки (фреза и шпиндель), выполняющих обработку детали. На хоботе могут устанавливаться вспомогательные детали — регулятор мощности, панель ЧПУ.
- Шпиндель и фреза. Шпиндель представляет собой вертикальный вал, к которому с помощью зажимов или резьбы крепится фреза. Она представляет собой инструмент, к которому прикрепляется один или несколько обрабатывающих зубьев. Во время работы фреза вращается на большой скорости и обрабатывает металл (резка, сверление, снятие слоев). Шпиндель и фреза крепятся к фиксирующему хоботу.
- Стол для обработки. Стол представляет собой вытянутую подвижную поверхность, на которую кладутся обрабатываемые поверхности. Он устанавливается на цилиндрический столб, который позволяет изменять его высоту (механическим или электрическим способом). Многие вертикально-фрезерные станки также содержат фиксатор-консоль, на которую крепится стол для обработки (ниже мы этот вопрос рассмотрим более подробно).
Консольный вертикально-фрезерный станок
Вертикально-фрезерный станок с консолью является одним из самых распространенных. Такая популярность связана с тем, что, несмотря на довольно простую конструкцию, этот станок способен выполнять большинство наиболее востребованных фрезерных операций.
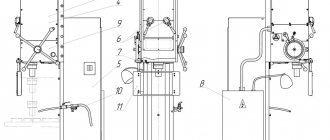
Рассмотрим общую конструкцию консольного вертикально-фрезерного станка (рис 3).
Рисунок 3. Конструкция консольного вертикально-фрезерного станка.
Рисунок 3. Конструкция консольного вертикально-фрезерного станка.
Вертикально-фрезерный станок с консолью состоит из следующих элементов.
- Консоль. Сложный механизм, обеспечивающий подачу заготовки на вращающуюся фрезу с необходимым шагом и скоростью. В большинстве случаев имеет настройки на полуавтоматический режим обработки, что позволяет выбрать направление и скорость подачи, а также глубину внедрения фрезы в зависимости от частоты вращения шпинделя.
- Салазки. Предназначены для перемещения стола.
- Стол. Служит для закрепления обрабатываемой заготовки.
- Защитный щиток. Предохраняет фрезеровщика от разлета стружки.
- Шпиндель. Передает движение от привода станка на фрезу. Может регулироваться по высоте и углу наклона по отношению к обрабатываемой детали.
- Фрезерная бабка. Содержит механизмы реверса и изменения скорости вращения шпинделя.
- Ползун. Подвижная часть фрезерной головки. Осуществляет подачу фрезы в вертикальном направлении.
- Станина. Основание станка, на котором размещаются все узлы и механизмы.
- Кожух. Защищает узлы консоли от попадания стружки.
- Шкаф. Служит для размещения электрооборудования.
Вертикально-фрезерные станки могут оснащаться дополнительным оборудованием или иметь расширенные возможности благодаря внедрению дополнительных опций.
Формат работы
Принцип работы ВФС предельно прост. Сперва рабочий в вертикальном шпинделе фиксирует нужную ему фрезу, которая будет выполнять обработку детали. При необходимости вместо фрезы могут использоваться другие обрабатывающие запчасти (скажем, вращающиеся диски). После этого рабочий помещает на стол для обработки нужную ему деталь. При необходимости расположение стола можно отрегулировать с помощью цилиндрического столба. Деталь на столе может фиксироваться с помощью специальных зажимов и фиксаторов. В конце рабочий запускает электродвигатель, которые выполняет вращение шпинделя с подключенной фрезой.
Непосредственно для обработки рабочий может выполнять различные действия — перемещение рабочего стола, перемещение обрабатываемой детали, регуляция подачи шпинделя с фрезой. Чтобы регулировать точность и силу обработки рабочий может также менять передачу вращения, что приводит к изменению скорости вращения фрезы. На современных вертикальных станках фреза может крепиться в подвижном блоке, который позволяет изменять расположение режущей части в определенных пределах. Это позволяет улучшить эксплуатационные возможности установки, что делает ее более удобной, универсальной.
Консольные и бесконсольные конструкции
По конструкции различают две основные модели ВФС:
- Консольные конструкции. Такие модели станков содержат дополнительную деталь, которую называют консолью. Она располагается под столом для обработки, а прикрепляется она к цилиндрическому столбу и станине. Часто консоль является подвижным элементом, поэтому во время работы станка можно перемещать не сам стол, а консольную установку. Применение фиксатора-консоли упрощает работу, а также позволяет более надежно зафиксировать обрабатываемую деталь на столе.
- Бесконсольные конструкции. Такие модели не содержат консольную подставку, а стол крепится непосредственно столбу и станине. Отсутствие консоли увеличивает жесткость ВФС, а также позволяет обрабатывать крупногабаритные запчасти, которые не поместились бы на станке при наличии консоли. Бесконсольные конструкции на практике встречаются реже консольных, однако они обладают небольшими габаритами, поэтому в мелкой металлургии их используют чаще.
По конструкции ВФС также различают стандартные модели и установки с ЧПУ. Вертикально фрезерный станок с ЧПУ дополнительно оборудован системой электроприводов и электронной панелью, которая позволяет управлять ВФС в автоматическом или ручном режиме. Скажем, с помощью ЧПУ рабочий может выставить скорость автоматического перемещения стола с деталью — тогда как с помощью кнопок или переключателей он может вручную выбирать скорость вращения фрезы.
Для управления ЧПУ-моделями могут применяться различные приспособления — ручки, кнопки. ЧПУ-модели являются более удобными, а для их освоения рабочему не потребуется много времени. Однако вертикально фрезерный станок с ЧПУ является более сложным в производстве, поскольку он содержит множество дополнительных деталей, узлов, автономных элементов. Поэтому ЧПУ-модели стоят в несколько раз дороже ручных установок.
Какие еще бывают фрезерные станки?
Также существуют и другие виды станков — горизонтальные, сверлильные, настольные. Они выполняют те же функции, что и вертикально-фрезерные конструкции, а используются они также в основном для обработки изделий или конструкций. Однако они могут иметь отличия — дополнительные узлы или агрегаты, направление обработки, наличие вспомогательных обрабатывающих блоков.
Горизонтально-фрезерные
У таких станков шпиндель располагается не в вертикальной, а в горизонтальной плоскости, что обуславливает другой способ обработки деталей. Горизонтальные установки отлично подходят для работы с небольшими объектами на основе металла, дерева или пластика. Горизонтальное расположение крепления позволяет применять дополнительные режущие фрезы (цилиндрические, фасонные, торцевые, угловые). На горизонтальные станки можно поставить вспомогательное оборудование, позволяющее выполнять обработку винтовых и наклонных поверхностей, что делает их практически универсальными.
Сверлильно-фрезерные
Сверлильно-фрезерные установки используются для сверления металлических, деревянных, пластиковых, керамических изделий. Важная особенность — необычное расположение обрабатываемого инструмента, поэтому с помощью такого станка можно сверлить наклонные отверстия, обрабатывать пазы крупногабаритных изделий. Головка-сверло может вращаться как в прямом, так и обратном направлении, что заметно упрощает работу с таким станком. Сверлильно-фрезерные установки сегодня пользуются большим спросом как в крупной, так и в мелкой обрабатывающей промышленности, а также в сфере домашней обработки металла.
Универсальные
Они могут обрабатывать детали любых размеров и формы, а при необходимости деталь во время обработки можно наклонить под любым углом к рабочему инструменту. Еще одно конструктивное отличие — шпиндель, стол, стол-цилиндр располагаются внутри полой станины, а все электрические агрегаты вынесены наружу. Универсальные фрезерные станки обычно применяются в небольших и средних мастерских. Также их широко применяют на крупных металлургических и обрабатывающих заводах.
Настольные
Настольные установки представляют собой облегченные версии вертикальных, горизонтальных, универсальных или сверлильных станков. Их главное отличие заключается в более компактных размерах — а во всем остальном они повторяют оригинальные модели (размеры, строение, расположение основных узлов). Настольные станки часто покупают для нужд школ, училищ, техникумов и других учебных заведений технической ориентации. Преимущества настольных систем — низкое энергопотребление, неплохие технические свойства, компактность.
Широкоуниверсальные
Главная конструктивная особенность широкоуниверсальных фрезерных станков — наличие дополнительного шпинделя у становленным режущим инструментом. Шпиндели могут работать как совместно, так и автономном режиме. Головки со шпинделем обычно ставятся на подвижных хоботах, которые можно перемещать во всех основных направлениях. Для управления обычно применяются панели ЧПУ, позволяющие автоматизировать процедуру обработки. Широкоуниверсальные модели могут работать практически со всеми материалами, которые обладают высокой твердостью.
Зачистку можно выполнять с помощью различных фрезов — угловых, фасонных, цилиндрических, наклонных. Широкоуниверсальные модели применяются для сверления, зенкерования, растачивания или зачистки поверхностей. Универсальные модели обычно применяются в сфере крупной металлургии. Объясняется это так:
- Высокая цена установок. Широкоуниверсальные модели имеют сложную конструкцию и оборудованы панелями ЧПУ, которые позволяют управлять устройством в автоматическом режиме. Это упрощает работу, но плохо влияет на цену (такие модели дороже обычных в 5-10 раз).
- Нужно дополнительное обучение. Если рабочий всю жизнь работал на вертикальном, горизонтальном или универсальном станке, то ему сперва придется пройти дополнительное обучение. Также ему придется дополнительно «набить руку», поскольку работать с двумя резаками поначалу не так уж легко.
- В сфере мелкой обработки потребности в таких моделях нет. Для небольших мастерских намного выгоднее обычный станок — низкая цена, небольшое электропотребление, простота применения. Покупка дорогого широкоуниверсального станка влетит в копеечку, а траты окупятся нескоро.
Модели фрезерных станков
Металлорежущие станки отечественного производства в зависимости от вида обработки разделяются на девять групп. В свою очередь, каждая группа делится на девять подгрупп, представляющих станки по их типам. Фрезерные станки относятся к шестой группе. Классификация фрезерных станков по типам приведена в табл. II.1.
Обозначение (шифрование) моделей фрезерных станков осуществляется по следующим правилам:
- первая цифра указывает группу;
- вторая — определяет тип станка;
- третья и четвертая — условно обозначают его размер.
Кроме цифр обозначение может содержать прописные буквы. Если между первой и второй цифрами стоит буква, это означает, что станок по сравнению с предыдущей моделью подвергся усовершенствованию. Алфавитная последовательность этих букв свидетельствует о дальнейших усовершенствованиях. Так, горизонтально-фрезерный консольный станок модели 6Т82 является более новым по сравнению со станком модели 6Р82. Буквы на конце шифра обозначают: П — повышенную точность; Г — изменение базовой модели; Ш — широкоуниверсальность; Ц — наличие циклового программного управления.
Модели фрезерных станков с числовым программным управлением (ЧПУ) в конце шифра имеют букву Ф и рядом с ней цифры:
- 1 — для станков с цифровой индикацией 1 и преднабором 2;
- 2 — для станков с позиционной системой ЧПУ;
- 3 — для станков с контурной (непрерывной) системой;
- 4 — для многооперационных станков с контурной (или смешанно-контурной и позиционной) системой ЧПУ и автоматической сменой инструмента из магазина инструментов.
В качестве признака размерной характеристики приняты размеры (мм) стола станка. По этому признаку станки имеют пять градаций:
| Размер | 0 | Площадь | стола | 200х800 |
| >> | 1 | >> | >> | 250х1000 |
| >> | 2 | >> | >> | 320х1250 |
| >> | 3 | >> | >> | 400х1600 |
| >> | 4 | >> | >> | 500х2000 |
Таблица II.1 Классификация фрезерных станков по типам
| Подгруппа станков шестой группы | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| Тип станков | ||||||||
| Верти- кально- фрезерные кон- сольные | Фре- зерные непре- рывного действия | Сво- бодная подг- руппа | Копиро- вально-и гравиро- вально- фрезерные | Верти- кальные бескон- сольные | Продольно- фрезерные | Консольные широкоуни- версальные | Горизон- тальные кон- сольные | Разные |
Наиболее распространенными типами фрезерных станков являются горизонтальные, универсальные и вертикальные. В табл. II.2 и II.3 приведены их технические характеристики.
Горизонтальные консольно-фрезерные станки имеют горизонтально расположенный, не меняющий своего места шпиндель. Стоя может перемешаться перпендикулярно к оси шпинделя в горизонтальном и вертикальном направлениях и вдоль оси, параллельной ей.
- Универсальные консольно-фрезерные станки отличаются от горизонтальных тем, что имеют стол, который может поворачиваться на требуемый угол.
- Вертикальные консольно-фрезерные станки имеют вертикально расположенный шпиндель, перемещающийся вертикально и в некоторых моделях поворачивающийся. Стол может перемещаться в горизонтальном направлении перпендикуляру к оси шпинделя и и вертикальном направлении.
- Широкоуниверсальные консольно-фрезерные станки в отличие от универсальных имеют помимо основного горизонтального шпинделя приставную головку со шпинделем, поворачивающимся вокруг вертикальной и горизонтальной осей.
- Бесконсольно-фрезерные станки имеют шпиндель, расположенный вертикально и перемешающийся в этом направлении. Стол перемещается только в продольном и поперечном направлениях.
- Продольно-фрезерные станки располагают столом, который может перемещаться только в продольном направлении по направляющим поверхностям станины. Вертикальные и поперечные перемещения получают шпиндельные бабки и шпиндели. Станки могут иметь до двух вертикальных и до двух горизонтальных шпинделей при одно-и двухстоечном исполнениях.
- Объемно-фрезерные стайки по принципу действия делятся на станки прямого и следящею копирования, осуществляемого путем ощупывания модели копировальным пальцем, а также на станки программного управления, работающие одновременно и непрерывно по трем взаимно перпендикулярным координатам.
- Фрезерные станки непрерывного действия (карусельные) имеют вертикально расположенный шпиндель (шпиндели), установочно перемещающийся по вертикали, и круглый стол, который может непрерывно вращаться со скоростью рабочей подачи. Закрепление и обработка заготовок многопозиционные. Примером таких станков может служить станок модели 6А23 с диаметром стола 1400 мм.
- Шпоночно-фрезерные станки (относятся к типу «разные») имеют вертикальный шпиндель, осуществляющий вращательное и одновременно с ним планетарное движение. Диаметр планетарного движения может изменяться в соответствии с заданной шириной шпоночного гнезда. Стол перемещается возвратно-поступательно в продольном направлении. Рабочий цикл автоматизирован. Примерами этих станков могут быть станки моделей 6Д91, 6Д92 и т. д.
Таблица II.2. Технические характеристики консольных и бесконсольных вертикально-фрезерных станков
| Параметр | Вертикально-фрезерные станки | |||||||||
| консольные | бесконсольные | |||||||||
| Модель | ||||||||||
| 6T11 | 6Р11Ф3 | 6Т12 | 6P13 | 6Р13Ф3 | 6520Ф3 | 6550Ц | 6550МФ3 | 6560Ц | 6560МФ3 | |
| Размеры рабочей поверхности стола, мм | 250х 1000 | 250х 1000 | 320х 1250 | 400х 1600 | 400х 1600 | 250х 630 | 500х 1250 | 500х 1250 | 630х 1600 | 630х 1600 |
| Наибольшее перемещение, мм: | ||||||||||
| продольное | 560 | 630 | 700 | 1000 | 1000 | 500 | 1000 | 1000 | 1250 | 1250 |
| поперечное | 190 | 300 | 240 | 320 | 400 | 250 | 500 | 500 | 630 | 630 |
| вертикальное (консоли и бабки) | 340 | 120 | 420 | 420 | 150 | 275 | 530 | 530 | 625 | 625 |
| Расстояние от торца шпинделя до стола, мм: | ||||||||||
| наибольшее | 380 | 380 | 450 | 500 | 450 | — | 630 | 630 | 900 | 900 |
| наименьшее | 30 | 30 | 30 | 30 | 70 | — | 100 | 100 | 125 | 125 |
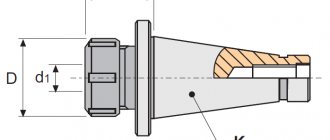
| Внутренний конус шпинделя (7 :4)* | 40 | 40 | 45 | 45 | 45 | 45 | 50 | 50 | 50 | 50 |
| Частота вращения шпинделя, об/мин | 65- 1800 | 40- 2000 | 32- 1600 | 31.5- 1600 | 40-2000 | 31.5- 1600 | 31.5- 1600 | 31,5-1600 | 25- 1250 | 5.6-2000 |
| Число управляемых координат | — | 3 | — | — | 3 | 3 | 3 | 3 | 3 | 3 |
| Тип привода подач | — | Шаговый следящий | — | — | Шаговый следящий | Шаговый следящий | — | — | — | Шаговый следящий |
| Скорость подач, мм/мин: | ||||||||||
| продольная | 35-980 | — | 25-1250 | 25-1250 | — | — | 10-2000 | — | 10-2200 | 0.1 — 4800 |
| поперечная | 25-760 | — | 25-1250 | 25-1250 | — | — | 10-2000 | — | 10-2200 | Бессту- пенчатые |
| вертикальная | 12-380 | — | 8.3-416 | 8.3-416 | — | — | 4-800 | — | 3-730 | |
| Скорость быстрого перемещения, мм/мин: | ||||||||||
| продольного | 2900 | 2400 | 3000 | 3000 | 2400 | 1200 | 3000 | 3000 | 3000 | 9600 |
| поперечного | 2300 | 2400 | 3000 | 3000 | 2400 | 1200 | 3000 | 3000 | 3000 | 9600 |
| вертикального | 1150 | 2400 | 1000 | 1000 | 2400 | 1200 | 800 | 800 | 1000 | 9600 |
| Мощность электродвигателя, кВт: | ||||||||||
| главного привода | 4,5 | 5.5 | 7 | 10 | 7,5 | 4 | 10 | 10 | 13 | 11 |
| привода подачи | 1.7 | — | 1,7 | 3 | — | — | 2,2 | — | 5.5х2 | — |
| Обозначение конуса конца шпинделя по ГОСТ 24644 —81 | ||||||||||
Таблица II.3. Технические характеристики консольных горизонтально- и универсально-фрезерных станков
| Параметр | Горизонтально-фрезерные | Универсально-фрезерные | ||||||
| Модель | ||||||||
| 6Т80Т | Т811 | 6Т82Г | 6Т83Г | 6676Ф2 | 6Р81Ш | 6Т82Ш | 6Т83Ш | |
| Размер рабочей поверхности стола, мм | 200х801 | 250х1000 | 320х1250 | 400х1600 | 250х630 | 250х100С | 120х1250 | 100х1600 |
| Наибольшее перемещение, мм: | ||||||||
| продольное | 500 | 560 | 700 | 1000 | 400 | 560 | 800 | 1000 |
| поперечное | 160 | 190 | 240 | 320 | 250 | 190 | 250 | 320 |
| вертикальное | 350 | 350 | 420 | 420 | 400 | 350 | 470 | 350 |
| Расстояние от оси шпинделя до стола, мм: | ||||||||
| наименьшее | 40 | 30 | 30 | 30 | 95 | 30 | 40 | 30 |
| наибольшее | 360 | 380 | 410 | 450 | 545 | 340 | 300 | 380 |
| Внутренний конус шпинделя (7 : 24) | 40 | 40 | 45 | 45 | 40 | 40 | 45 | 45 |
| Частота вращения шпинделя, об/мин | 50-2240 | 65-1800 | 32-1600 | 31.5 -1600 | 40-2000 | 65-1800 | 31.5-1600 | 31.5-1600 |
| Скорость подачи стола, мм/мнн: | ||||||||
| продольной | 25-1120 | 35-980 | 25-1250 | 25-1250 | 2.5-1600 | 35-980 | 25-1250 | 25-1250 |
| поперечной | 18-800 | 25-760 | 25-1250 | 25-1250 | 2.5-1600 | 25-760 | 25-1250 | 25-1250 |
| вертикальной | 9-400 | 12-380 | 8.3-416 | 8.3-416 | 2.5-1600 | 12-380 | 8,3-416 | 8,3-416 |
| скорость быстрого перемещения стола, мм/мин: | ||||||||
| продольного | 2300 | 2900 | 3000 | 3000 | 3000 | 2900 | 3000 | 3000 |
| поперечного | 1600 | 2300 | 3000 | 3000 | 3000 | 2300 | 3000 | 3000 |
| вертикального | 800 | 115, | 1000 | 1000 | 3000 | 1150 | 1000 | 1000 |
| Мощность электродвигателя, кВт: | ||||||||
| главного привода | 2,8 | 4,5 | 7 | 10 | 2,2 | 4,5 | 7,5 | 10 |
| привода подачи | — | 1,7 | 1,7 | 3 | 0,75 | 1,7 | 2,2 | 3 |
| Число управляемых координат | — | — | — | — | 3 | — | — | — |
| Тип привода подач | — | — | — | — | Шаговый следящий | — | — | — |
| *Обозначение конуса конца шпинделя по ГОСТ 24644-81 | ||||||||