Метрическая коническая резьба с конусностью 1 : 16 применяется для конических резьбовых соединений, а также в соединениях наружной конической резьбы с внутренней цилиндрической резьбой с профилем по ГОСТ 9150-81.
Профиль внутренней цилиндрической резьбы, соединяемой с наружной конической, должен иметь плоскосрезанную впадину.
Примечание.
При отсутствии особых требований к плотности или при применении уплотнителей для достижения герметичности резьбового соединения форма впадины конической (наружной и внутренней) и цилиндрической (внутренней) резьбы не регламентируется.
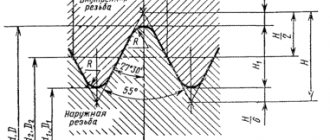
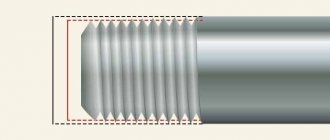
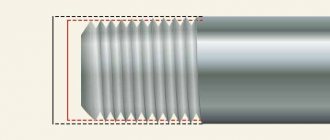
Профиль метрической конической резьбы (наружной и внутренней) приведен на рис. 5.
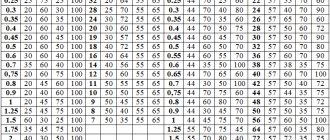
Диаметры, шаги, номинальные значения наружного, среднего и внутреннего диаметров внутренней цилиндрической резьбы должны соответствовать указанным на рис. б и в табл. 90.
Внутренняя цилиндрическая резьба должна обеспечивать ввинчивание наружной конической резьбы на глубину не менее 0,8l.
Длина сквозной внутренней цилиндрической резьбы должна быть не менее величины 0,8(l1 + l2).
Обозначение резьбы должно состоять из букв МК (для конической резьбы) или М (для внутренней цилиндрической резьбы), номинального диаметра, шага и номера стандарта (для внутренней цилиндрической резьбы), например:
МК20 × 1,5;
М20 × 1,5 ГОСТ 25229-82.
Рис. 5. Элементы конической резьбы:
d и D– наружные диаметры соответственно наружной и внутренней резьбы;
d2 и D2 – средние диаметры соответственно наружной и внутренней резьбы;
d1 и D1 – внутренние диаметры соответственно наружной и внутренней резьбы;
φ — угол конуса;
φ/2 — угол уклона;
Р — шаг резьбы:
Н — высота исходного треугольника
Диаметры, шаги в основные размеры конической (наружной и внутренней) резьбы, мм
l — рабочая длина резьбы; l1 — длина наружной резьбы от торца до основной плоскости; l2 — длина внутренней резьбы от торца до основной плоскости
| Диаметр резьбы | Р | Диаметр резьбы в основной плоскости | Длина резьбы | |||||
| 1-й ряд | 2-й ряд | d = D | d1 = D1 | d2 = D2 | l | l1 | l2 | |
| 6 | — | 1 | 6,000 | 5,350 | 4,917 | 8 | 2,5 | 3 |
| 8 | 8,000 | 7,350 | 6,917 | |||||
| 10 | 10,000 | 9,350 | 8,917 | |||||
| 12 | 1,5 | 12,000 | 11,026 | 10,376 | 11 | 3,5 | 4 | |
| 14 | 14,000 | 13,026 | 12,376 | |||||
| 16 | 16,000 | 15,026 | 14,376 | |||||
| 18 | 18,000 | 17,026 | 16,376 | |||||
| 20 | 20,000 | 19,026 | 18,376 | |||||
| 22 | 22,000 | 21,026 | 20,376 | |||||
| 24 | 24,000 | 23,026 | 22,376 | |||||
| 27 | 2 | 27,000 | 25,701 | 24,835 | 16 | 5 | 6 | |
| 30 | 30,000 | 28,701 | 27,835 | |||||
| 33 | 33,000 | 31,701 | 30,835 | |||||
| 36 | 36,000 | 34,701 | 33.835 | |||||
| 39 | 39,000 | 37,701 | 36,835 | |||||
| 42 | 42,000 | 40,701 | 39.835 | |||||
| 45 | 45.000 | 43.701 | 42.835 | |||||
| 48 | 48,000 | 46,701 | 45,835 | |||||
| 52 | 52,000 | 50,701 | 49,835 | |||||
| 56 | 56,000 | 54,701 | 53,835 | |||||
| 60 | 60,000 | 58,701 | 57,835 | |||||
Рис. 6
Для левой резьбы после условного обо значения шага ставят буквы LH, например:
МК20 × 1,5LH;
М20 × 1,5LH ГОСТ 25229-82.
Обозначение конического резьбового соединения соответствует принятому для конической резьбы.
Соединение внутренней цилиндрической резьбы с наружной конической резьбой должно обозначаться дробью М/МК, номинальным диаметром, шагом и номером стандарта, например:
М/МК20 × 1,5 ГОСТ 25229-82,
М/М20 × 1,5 Н ГОСТ 25229-82.
Для внутренней цилиндрической резьбы, выполненной в соединениях ее с наружной конической резьбой в обозначении номер стандарта не указывать.
Допуски
. Осевое смещение основной плоскости Δl1 наружной и Δl2i внутренней резьбы (см. эскиз табл. 91) относительно номинального расположения не должно превышать величин, указанных в табл. 91.
Смешение основной плоскости является суммарным, включающим в себя отклонения среднего диаметра, шага, угла наклона боковой стороны профиля и угла конуса.
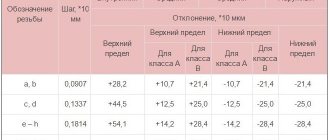
Предельные отклонения среза вершин и впадин (размеров H/8 и H/4), угла наклона боковой стороны профиля α/2, шага резьбы Р и угла конуса φ (разность средних диаметров на длине l1 + l2) должны соответствовать указанным в табл. 92.
Предельные отклонения внутреннего диаметра и среза впадин внутренней цилиндрической резьбы (размеры D1 и H/8) приведены в табл. 93.
Метрическая резьба
Как уже упоминалось, метрическая резьба обозначается буквой «М». Кроме вышеупомянутой буквы в наименовании элемента могут присутствовать и другие сокращённые аббревиатуры. В качестве примера рассмотрим несколько наглядных примеров сокращений:
- М 20 х 1,5 – резьба метрическая цилиндрического типа со стержнем диаметром 20 мм и шагом резьбы 1,5 мм.
- М 20 х Ph3P1,5 – резьба метрическая цилиндрического типа со стержнем диаметром 20 мм, двухзаходная с шагом резьбы 1,5 мм.
- M 20 x 1,5-LH – резьба метрическая цилиндрического типа со стержнем диаметром 20 мм и шагом резьбы 1,5 мм, левая.
- МК 20 х 1,5 – резьба метрическая конического типа со стержнем диаметром 20 мм и шагом резьбы 1,5 мм.
Болт с метрической резьбойИсточник stankiexpert.ru
Метрическая коническая
Данный тип соединений применяется для максимальной герметичности и стопора резьбы без применения вспомогательных уплотнительных элементов. Основное отличие заключается в конусообразной форме нарезки. Это способствует тому, что по мере накручивания соединяемых элементов нарастает плотность соединения и увеличивается показатель герметичности.
Классификация конической метрической резьбы осуществляется по внешним признакам. Различают всего 2 вида:
- Внутреннюю.
- Наружную.
Что такое метрическая коническая резьбаИсточник cf2.ppt-online.org
Как уже упоминалось в примерах, представленных чуть ранее, маркировка осуществляется посредством использования первой буквы «М», обозначающей общую принадлежность к резьбовым типам соединений и аббревиатурой «К» – означающей «коническая». В совокупности получается «МК» с последующей записью размерных характеристик (диаметр стержня и шаг резьбы).
Цилиндрическая
В быту встретить метрическую цилиндрическую резьбу практически невозможно. Используется она там, где необходима максимальная усталостная прочность и жаропрочность.
Метрическая цилиндрическая резьба, особенностиИсточник theslide.ru
В связи с такими высокими эксплуатационными показателями изделия с цилиндрической метрической резьбой используются в тяжелой промышленности, аэрокосмической отрасли. Достижение таких результатов осуществляется благодаря тому, что резьбовой впадине на наружной нарезке придаётся увеличенное значение радиуса.
Осевое смещение основной плоскости Δl1 наружной и Δl2 внутренней резьбы
Размеры, мм
В основной плоскости средний диаметр имеет номинальное значение.
| Номинальный диаметр резьбы d | Р | Δl1 | Δl2 |
| От 6 до 10 | 1 | ±0,9 | ±1,2 |
| Св. 10 до 24 | 1.5 | ±1,1 | ±1,5 |
| » 24 » 60 | 2 | ±1,4 | ±1,8 |
Предельные отклонения Δl1 и Δl2 не распространяются на резьбы с длинами, меньшими указанных в табл. 90.
Поля допусков
Посадка наружного профиля во внутренний зависит от рабочей высоты – максимальной величины соприкосновения сторон профилей соединительных элементов. Выражают ее через поля допусков резьбы.
Допуски на размеры метрических резьб обозначают через значения двух диаметров: среднего и диметра выступов.
Формируя метрическую резьбу данные берут из соответствующих таблиц (ГОСТ 16093-2004). Выбор полей допусков осуществляют по правилам очередности:
- первая очередь – значения, указанные жирным шрифтом;
- вторая – обычным шрифтом;
- третья – значения, взятые в круглые скобки;
- внеочередные – значения в квадратных скобках (для специальных изделий).
Возможно использовать допуски, не указанные в таблицах, а сформированные из соотношений существующих стандартных диаметров.
Поля допусков наружной резьбы
Поля допусков внутренней резьбы
Важно, чтобы защитные покрытия деталей по своим геометрическим параметрам не превышали значение номинального профиля, потому в таких случаях допуски используют еще до нанесения защитного слоя. Это интересно: Электроды МР-3 – характеристики и особенности использования
Это интересно: Электроды МР-3 – характеристики и особенности использования
ПРОФИЛЬ
1. ПРОФИЛЬ
1.1. Номинальный профиль метрической конической резьбы (наружной и внутренней) должен соответствовать указанному на черт.1.
Черт.1. Номинальный профиль метрической конической резьбы (наружной и внутренней)
Конусность 1:16; 3°34’48»; 1°47’24» — наружный диаметр наружной конической резьбы; — наружный диаметр внутренней конической резьбы; — средний диаметр наружной конической резьбы; — средний диаметр внутренней конической резьбы; — внутренний диаметр наружной конической резьбы; — внутренний диаметр внутренней конической резьбы; — угол конуса; — угол уклона; — шаг резьбы; — высота исходного треугольника Черт.1
Профиль внутренней цилиндрической резьбы, соединяемой с наружной конической, должен иметь плоскосрезанную впадину. Примечание. При отсутствии особых требований к плотности или при применении уплотнителей для достижения герметичности резьбового соединения форма впадины конической (наружной и внутренней) и цилиндрической (внутренней) резьб не регламентируется.
1.2. Размеры элементов профиля конической и цилиндрической резьб — по ГОСТ 9150-81.
Виды и классификация: дюймовая Fanuc и другие
По форме поверхности трубы, на которой выполняется резьба, она может быть:
- Цилиндрической – традиционная нарезка на прокате постоянного диаметра;
- Конической – здесь основанием выступает конусная труба, то есть та, у которой наружный диаметр к торцу постепенно уменьшается.
При этом различают внутреннюю и наружную винтовую нарезку в соответствии с ее расположением на стенках. Назначение же может быть только одно: трубная внутренняя коническая резьба, как и наружная, образует крепежно-уплотняющие соединения.
По привязанной системе измерений выпускаются трубы с резьбой двух типов:
Направление витков может быть правым, реже – левым. Также следует учитывать количество их заходов.
Нормальная
Для диаметров от 1ʺ до 6ʺ чаще используют нарезку в 11 ниток на дюйм.
Мелкая
Отличается большим количеством витков на единицу длины благодаря сокращенному шагу нарезки. Делается это для сохранения толщины и прочности стенок, максимальной герметичности соединений или тонкой регулировки взаимного расположения деталей.
Для труб диаметром не больше дюйма (½ʺ и ¾ʺ) принимают 14 витков, но возможна нарезка 19 и 28 ниток при d от 1/16ʺ до 3/8ʺ.
Применение дюймовой резьбы
Для обеспечения высокой прочности создаваемого соединения с США и Канаде применяются рассматриваемые резьбы с углом при вершине 60 градусов. Исключением можно назвать производство сантехники. Болты с дюймовой резьбой встречаются и на территории Европы. Они характеризуются высокой прочностью. Кроме этого, может использоваться винт с дюймовой резьбой при создании различной техники и механизмов.
Дюймовая резьба в трубопроводе обеспечивает высокое качество соединения, так как соединение труб должно выдерживать высокое давление и переменные нагрузки. Однако, она стала использоваться и при производстве различной техники, к примеру, фотоаппаратов. Некоторые метрические варианты исполнения схожи по своим параметрам с дюймовыми, что обеспечивает универсальность применения.
В заключение отметим, что не следует путать английскую индустриальную резьбу с той, которая широко применяется сегодня. Старый образец использовался еще 1841 году. Этот вариант исполнения практически полностью повторяет рассматриваемый, однако отличительные особенности все же есть. Стоит учитывать, что винты и гайки с такими витками не сопрягаются с дюймовыми крепежами, которые получили широкое распространение на территории Америки и Канады.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
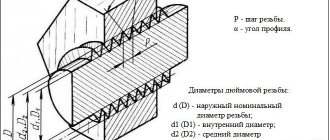
Профиль и размеры конической дюймовой резьбы с углом профиля 60 градусов
Данная таблица показывает какие могут быть отклонения по уклону и по шагу профиля.
Видео: нарезание трубной конической резьбы.
Что касается дополнительных креплений, то зачастую используют шплинты в качестве соединительных деталей, поскольку трубопроводы могут подвергаться вибрации как постоянной, так и периодической.
Все дело в том, что данный тип соединения имеет свойство раскручиваться, то во избежание этого используются шплинты для таких соединений. Особенно это касается мест прокладывания трубопроводов под магистралями, где имеется постоянное движение автотранспорта, что создает вибрации.
Резьба представляет собой винтовую канавку определенного профиля, прорезанную на цилиндрической или конической поверхностях. На токарных станках ее выполняют посредством двух равномерных движений — вращения заготовки и поступательного перемещения режущего инструмента вдоль ее оси. Применяемые резьбы можно разделить на ряд групп: 1) по расположению — на наружные и внутренние; 2) по назначению — на крепежные и ходовые; 3) по форме исходной поверхности — на цилиндрические и конические; 4) по направлению — на правые и левые; 5) по форме профиля — на треугольные, прямоугольные, трапецеидальные, круглые; 6) по числу заходов — на одно и многозаходные. Крепежные резьбы чаще всего имеют треугольный профиль. Они используются для соединения различных деталей.- Ходовые резьбы служат для преобразования вращательного движения в поступательное. К ним относятся резьбы с трапецеидальным и реже прямоугольным профилем. Конические резьбы обеспечивают высокую герметичность соединения и поэтому применяются в местах, находящихся под повышенным давлением жидкостей и газов. У правых резьб винтовая канавка имеет направление по ходу часовой стрелки (если смотреть с торца детали), у левых — наоборот. Однозаходными называются резьбы, имеющие одну винтовую канавку. В многозаходных резьбах выполнено несколько параллельных винтовых канавок, равномерно расположенных по окружности. Число заходов резьбы можно определить по количеству начал винтовых канавок на торце детали.
Область применения и инструменты.
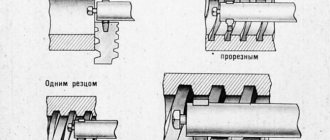
Круглые плашки применяются для нарезания наружных резьб треугольного профиля на деталях, к которым не предъявляют высоких требований соосности резьбы с другими поверхностями. Пределы выполняемых резьб ограничиваются механическими свойствами обрабатываемого металла. Так, например, на токарных станках» круглыми плашками нарезают резьбы на стальных деталях с шагом примерно до 2 мм. Для более мягких цветных металлов этот предел может быть увеличен. Резьбы с крупным шагом предварительно прорезают резцом, а затем калибруют плашками. Круглые плашки (рис. 118, а) по внешнему виду напоминают гайку, в которой для создания режущих кромок просверлены стружечные отверстия (от 3 до 8 в зависимости от размера). Рабочая часть плашки для цилиндрических резьб состоит из трех участков: двух крайних — режущих и среднего — калибрующего. Режущие части плашки конические с углом конуса 2ф = 50-60°. Калибрующая часть цилиндрическая, Она придает резьбе окончательные размеры и обеспечивает направление плашке в процессе резания. Геометрическая форма зуба плашки создается передним углом у который выполняют заточкой в пределах 15-20° (для плашек централизованного изготовления). При резании твердых металлов его рекомендуется уменьшать до 10-12°, а для мягких — увеличивать4 до 20-25°. Задний угол а выполняют затылованием только на режущих частях в пределах 6-8°. Для крепления в плашкодержателе или резьбонарезном патроне на наружной поверхности плашки предусмотрены конические углубления и угловой паз. Угловой паз плашки позволяет при необходимости Разрезать плашку шлифовальным кругом по перемычке (рис. 118, б) и регулировать ее диаметр в пределах 0,1- 0,3 мм. Круглые плашки общего назначения изготавливаются для следующих резьб: метрических с крупным шагом Ml — М68; метрических с мелкими шагами М1Х0,2 — М135Х6; дюймовых 1/4-2″; трубных 1/8-1l/2″. Плашки должны обеспечить нарезание резьб 2-го класса точности. Плашки для конических резьб более широкие и имеют только одну режущую часть со стороны большего диаметра. Особенность работы плашек состоит в том, что в процессе прорезания винтовой канавки участвует не только режущая, но и калибрующая часть.
Такие плашки изготавливаются для резьб от 1/16″ до 2″. Плашки выполняются из легированной стали 9ХС или быстрорежущих сталей Р9 и Р18. На плашках маркируются обозначение резьбы, класс точности (только 3-й), марка стали (9ХС не указывается), буква Л для левых резьб.
Профили и параметры резьбы
Гост 24705-2004. основные нормы взаимозаменяемости. резьба метрическая. основные размеры
Наибольшее распространение получил метрический профиль. Для регламентирования основных параметров был принят ГОСТ 9150-81, который затем сменился ГОСТ 9150-2002 . Среди особенностей подобной поверхности можно отметить следующие моменты:
- Витки напоминают равносторонний треугольник, угол профиля 60 градусов. Наружные витки обладают несколько иным углом притупления витков и впадин Основными параметрами считаются номинальный диаметр и шаг расположения витков.
- Варианты исполнения с мелким шагом применяются в случае, когда нужно обеспечить высокую герметичность получаемого соединения.
- При обозначении применяется буква «М», после которой указывается диаметр. Допуски и другая информация отображается на чертеже только в случае, когда он используется для получения высокоточных и качественных изделий.
Меньшее распространение получил дюймовый тип крепежных изделий. Сегодня на территории СНГ практически отсутствуют стандарты, регламентирующие основные параметры подобной поверхности. Дюймовые варианты исполнения, как правило, применяются при проведении ремонта. Особенность подобного варианта исполнения заключается в выражении основных размеров в дюймах.
Трубная цилиндрическая резьба характеризуется профилем, который свойственен метрической. Поверхность образуется за счет треугольников с равными сторонами и углом при вершине 55 градусов. В качестве стандартов был принят ГОСТ 6367-81. Применяется она для соединения труб и тонкостенных цилиндрических изделий. Для конической был разработан собственный ГОСТ 6211-81, профиль в этом случае соответствует дюймовой. Трубные варианты исполнения встречаются сегодня крайне часто. Процесс их нарезания был существенно упрощен за счет появления специальных инструментов и оборудования.
Трубная цилиндрическая резьба
Встречается крепежный элемент в виде трапеции. В этом случае профиль напоминает равнобокую трапецию, угол между отдельными сторонами составляет 30 градусов. Применяется подобная форма в случае, если заготовка имеет диаметр от 10 до 640 мм. Обозначения и многие другие моменты указываются в ГОСТ 9481-81. Область применения – передача вращения.
Упорная стандартизирована ГОСТ 24737-81. Форма в этом случае напоминает неравнобокую трапецию, одна из сторон накланяется на угол 3 градуса. Область применения – передача одностороннего усилия, которое оказывает воздействие в осевом направлении
Параметры резьбы
В нормативной документации можно встретить все распространенные обозначения и размеры, требующиеся для определения размеров и других качеств резьбовой поверхности.