Способы изготовления
Важно знать, как нарезать трапецеидальную резьбу, чтобы избежать неисправностей во время ее эксплуатации. Трапециевидная резьба легко изготавливается в промышленных масштабах
Ее методика изготовления имеет сходства с производством резьбы прямоугольной формы. Существуют следующие способы нарезания:
С применения 1 резца
Перед проведением данной процедуры важно подготовить обрабатываемую заготовку под нарезание: произвести измерение ее длины и ширины при помощи линейки или штангенциркуля. Изделие располагается на столе токарного станка
В заготовке нужно проточить канаву, в которую будет входить режущий инструмент. Во время приложения резца стоит проверить правильность его местоположения, расположив параллельно оси резьбы. После завершения подготовительных работ можно включать станок. Во время обработки режущая кромка инструмента совершает поступательные движение, образуя резьбу на профиле детали. Важно после завершения рабочего процесса сравнить обработанную деталь с шаблонном. Их профили должны совпадать. Из-за неточности режущего инструмента могут возникнуть незначительные погрешности. Использование 3 резцов. Перед осуществлением процедуры также производятся подготовительные работы: налаживание токарного станка, расчет размерных параметров изделия и настройка 3 резцов. Режущие инструменты прикладываются к впадинам заготовки и проверяются на предмет надежности крепления. В соответствии с диаметром и углом подъема изделия резцы для нарезания могут быть установлены параллельно сторонам винтовой канавки и противоположно оси резьбы. 3 резца выполняют поступательные движения, формируя окончательный профиль. Проверка точности обработки осуществляется посредством сравнения получившейся детали с шаблоном.
При создании винтовых конструкций используется иной способ нарезания. При помощи резца проделывается неполная канавка. После этого необходимо выбрать режущий инструмент меньшего размера и увеличить длину канавки до внутреннего диаметра. Завершение процедуры проводится профильным резцом. Проверка результата обработки производится при помощи номинальных и предельных калибров.
Во время проведения нарезания важно соблюдать основные правила техники безопасности во время работы с режущими приспособлениями и токарными станками:
Работу с инструментами должен осуществлять специалист, соответствующий инструктаж. Человек Работник обязан иметь специальную униформу, состоящую из производственного халата, защитных очков с прозрачными линзами, головного убора, ботинок и перчаток. Спецодежда должна быть отремонтированной и чистой
Перед работой с инструментами важно убедиться, что костюм полностью застегнут и плотно прилегает к телу. На рабочем месте нельзя располагать посторонние предметы. Перед проведением заточки важно проверить состояние токарного станка. На нем должны присутствовать механизмы для отвода производственного мусора, трубки и шланги для охлаждения, щитков для отражения эмульсии
Проверку токарного станка следует проводить на холостом ходу, оценивая работоспособность его основных комплектующих. На патроне токарного станка не должны присутствовать стружка или инородные предметы. Во время проведения обработки важно проверять прочность крепления режущих инструментов и местоположение заготовки. Нельзя закреплять заготовку весом больше 16 кг и производить замеры во время ее вращения. Нужно своевременно удалять производственный мусор при помощи специальных стружкоотводов. Для нарезания деталей из вязких металлов применяются специальные режущие инструменты с заточкой. Во время обработки заготовок запрещается облокачиваться на станок, смазывать детали, поддерживать изделие руками, избавляться от стружки при помощи струи воздуха. При токарных работа необходимо применять люнеты, если обработка осуществляется на высокой скорости. Важно следить за отводом СОЖ из токарного станка. Нельзя отходить от станка во время его эксплуатации.
При пожарах на производстве необходимо выключить станковое оборудование, отойти на безопасное расстояние и оповестить компетентные органы. Соблюдение техники безопасности снизит риск возникновения чрезвычайных ситуаций.
Трапецеидальная резьба – свойства и способы нарезания
Наиболее широкое применение нашли трапецеидальная резьба и прямоугольная резьба, они применяются при изготовлении разнообразных винтов, например ходовых винтов металлорежущих станков, винтов прессов и различных подъемных устройств, а также червячных передачах.
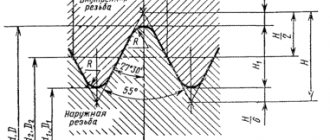
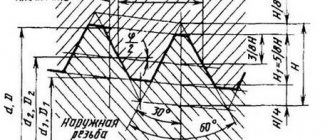
Если прямоугольная резьба имеет профиль в виде прямоугольника, то трапецеидальная резьба имеет вид равнобокой трапеции. Данная резьба может иметь угол профиля, который равен 15,24,30 и 40 градусам. Во время работы винта возникают естественные силы трения, которые вызваны наличием смазки, шероховатостью поверхности, материалов, из которых изготовлены детали, а также величины угла профиля. Если у прямоугольной резьбы, у которой угол профиля равен нулю, будет меньший коэффициент трения, то трапецеидальная резьба выигрывает в том, что у нее радиальные зазоры могут определяться посадкой по среднему диаметру, в то время как у прямоугольной они определяются по наружному или внутреннему диаметру.
Если проводить сравнение указанных резьб с точки зрения сложности выполнения, то трапециевидная резьба проще в изготовлении, поэтому и применяется намного чаще. Наиболее часто она изготавливается с углом профиля в 30 °.
Трапецеидальная резьба имеет технологический процесс нарезания практически сходный с изготовлением прямоугольной. Возникают некоторые особенности нарезания, которые зависят от размера чистоты поверхности и ее точности.
Существует несколько методов нарезания указанного вида резьбы.
Нарезание резьбы одним резцом:
- проводится замер заготовки и проточка канавки для выхода резца;
- в соответствии с существующим шаблоном, проводится заточка чистового резца;
- проводится точная установка резца и его закрепление, при этом он должен находиться на линии центров и быть параллельным оси нарезаемой резьбы;
- наладка станка и подача резца для нарезания профиля резьбы;
- проводится проверка полученного профиля с помощью шаблона, а также среднего диаметра резьбы.
Нарезание резьбы тремя резцами:
- проводится подготовка заготовки;
- затачиваются три резца – прорезной прямой, прорезной узкий и профильный;
- проводится установка прорезных резцов и надежное их закрепление. В зависимости от угла подъема, они располагаются либо перпендикулярно к сторонам винтовой канавки, либо параллельно оси резьбы и должны находиться на высоте линии центров.
На некоторых производствах получил распространение следующий способ, при помощи которого изготавливаются винты с трапецеидальной резьбой:
- производится наладка оборудования для выполнения данной операции;
- проводится прорезка канавки до половины необходимой глубины при помощи прорезного резца;
- применяя узкий прорезной резец, проводится дальнейшее прорезание канавки до размера внутреннего диаметра;
- используя профильный резец, проводится окончательное нарезание трапецеидальной резьбы;
- выполняется проверка выполненной работы, для чего применяют резьбовой калибр и шаблон.
Таким образом, мы рассмотрели основные способы выполнения данного вида резьбы. Теперь рассмотрим подробно, как практически выполняются работы по нарезанию трапецеидальной резьбы:
- Необходимо подготовить заготовку для проведения указанного вида работ.
- Следуя схеме обработки, необходимо провести заточку профильного чернового, канавочного и чистового резцов.
- Провести все необходимые наладки оборудования для выполнения данного вида работ.
- При помощи первого профильного резца на 85% глубины нарезать трапецеидальную канавку.
- Провести обработку дна канавки канавочным резцом.
- Провести окончательное нарезание и зачистку боковых сторон полученного профиля.
- Проверить при помощи шаблона и калибра качество выполненной работы.
Как видите, все достаточно понятно и легко реализуемо.
Назначение резьбы и ее элементы
Резь является главным элементом винтовой передачи и резьбового соединения. Она состоит из череды выпуклостей и углублений на телах кручения, что обеспечивает крепление, способное выдерживать высокие нагрузки. Нарезку применяют в качестве метода объединения или уплотнения звеньев конструкции.
Резьба обеспечивает крепление, способное выдерживать высокие нагрузки.
Главными ее элементами являются:
- внутренний, внешний и средний диаметры;
- профиль — это сечение рези плоскостью, проходящей через главную ось рассматриваемой детали;
- угол профиля — угол, образованный боковыми сторонами профиля;
- высота профиля — это длина отрезка между минимальной и максимальной точками нарезки в плоскости сечения оси в направлении, ортогональном направляющей рези;
- шаг — длина промежутка между двумя точками соседних одинаковых витков, измеренное параллельно оси рези.
Нарезание резьбы плашками и метчиками
Для нарезания наружной резьбы на винтах, болтах, шпильках и других деталях применяют плашки. Участок детали, на котором необходимо нарезать резьбу плашкой, предварительно обрабатывают. Диаметр обработанной поверхности должен быть несколько меньше наружного диаметра резьбы. Для метрической резьбы диаметром 6…10 мм эта разница составляет 0,1…0,2 мм, диаметром 11…18 мм — 0,12…0,24 мм, диаметром 20…30 мм — 0,14…0,28 мм. Для образования захода резьбы на торце детали необходимо снять фаску, соответствующую высоте профиля резьбы.
Плашку устанавливают в плашкодержатель (патрон), который закрепляют в пиноли задней бабки или гнезде револьверной головки. Скорость резания v при нарезании резьбы плашками для стальных заготовок 3…4 м/мин, для чугунных — 2…3 м/мин и для латунных — 10… 15 м/мин.
Внутренние метрические резьбы диаметром до 50 мм часто нарезают метчиками. Обычно на токарном станке применяют машинные метчики, что позволяет нарезать резьбу за один проход. Для нарезания резьбы в деталях из твердых и вязких материалов применяют комплекты, состоящие из двух или трех метчиков. В комплекте из двух метчиков первый (черновой) выполняет 75 % всей работы, а второй (чистовой) — доводит резьбу до требуемого размера. В комплекте из трех метчиков первый (черновой) выполняет 60 % всей работы, второй (получистовой) — 30 % и третий (чистовой) — 10 %. Метчики в комплекте различают по заборной части, наибольшую длину имеет заборная часть чернового метчика.
При установке метчика в револьверную головку на его хвостовик надевают и закрепляют винтом кольцо, вместе с которым метчик устанавливают в патрон для плашек и закрепляют, как плашку.
Скорость резания v при нарезании резьбы метчиками для стальных заготовок 5… 12 м/мин, для чугунных, бронзовых и алюминиевых — 6…22 м/мин. Нарезание резьбы производят с охлаждением эмульсией или маслом.
Недостатки соединений
Отрицательных сторон у данного вида соединений не так уж и много. Одна из них – это возникновение большого напряжения во впадинах. Кроме того, их нельзя применять в устройствах и механизмах, которые обладают высокой вибрацией, так как винты могут самостоятельно выкручиваться, что не является хорошим знаком.
Поэтому необходимо следить за этим, и в случае возникновения такой ситуации — исправить положение винтов.
Такое качество, как стоимость, можно отнести как к положительным, так и к отрицательным сторонам.
Одноходовые резьбы стоят значительно ниже, чем многоходовые. Здесь каждый выбирает в соответствии с личными предпочтениями. Многие конструкторские организации используют именно многоходовые резьбы, так как они отличаются надежностью и прочностью.
Итак, мы выяснили, что собой представляет такой вид соединения, как трапецеидальная резьба, размеры ее, преимущества и недостатки.
ОСНОВНЫЕ РАЗМЕРЫ
3.1. Номинальный диаметр, ход, шаг и число заходов резьбы должны соответствовать указанным в табл. .
Таблица 1
Размеры в мм
| Номинальный диаметр резьбы d | Шаг Р | Число заходов п | |||||
| 2 | 3 | 4 | 6 | 8 | |||
| Ряд 1 | Ряд 2 | Ход резьбы Р h | |||||
| 10 | 1,5 | 3 | 4,5 | 6* | 9* | 12* | |
| 2 | 4 | 6* | 8* | 12* | 16* | ||
| 12 | 2 | 4 | 6 | 8* | 12* | 16* | |
| 3 | 6* | 9* | 12* | 18* | — | ||
| 16 | 2 | 4 | 6 | 8 | 12* | 16* | |
| 4 | 8* | 12* | 16* | 24* | — | ||
| 20 | 2 | 4 | 6 | 8 | 12* | 16* | |
| 4 | 8 | 12* | 16* | 24* | 32* | ||
| 24 | (2) | 4 | 6 | 8 | 12 | 16* | |
| 3 | 6 | 9 | 12 | 18 | 24 | ||
| 5 | 10 | 15* | 20* | 30* | — | ||
| 8 | 16* | 24* | 32* | — | — | ||
| (2) | 4 | 6 | 8 | 12 | 16* | ||
| 3 | 6 | 9 | 12 | 18* | 24* | ||
| 28 | 5 | 10 | 15* | 20* | 30* | 40* | |
| 8 | 16* | 24* | 32* | — | — | ||
| 32 | 3 | 6 | 9 | 12 | 18* | 24* | |
| 6 | 12 | 18 | 24* | 36* | 48* | ||
| 10 | 20* | 30* | 40* | — | — | ||
| 3 | 6 | 9 | 12 | 18 | 24* | ||
| 36 | 6 | 12 | 18 | 24* | 36* | 48* | |
| 10 | 20* | 30* | 40* | — | — | ||
| 40 | 3 | 6 | 9 | 12 | 18 | 24* | |
| (6) | 12 | 18 | 24* | 36* | 48* | ||
| 7 | 14 | 21* | 28* | 42* | 56* | ||
| 10 | 20* | 30* | 40* | 60* | — | ||
| 44 | 3 | 6 | 9 | 12 | 18 | 24* | |
| 7 | 14 | 21 | 28* | 42* | 56* | ||
| (8) | 16 | 24* | 32* | 48* | 64* | ||
| 12 | 24* | 36* | 48* | — | — | ||
| 48 | 3 | 6 | 9 | 12 | 18 | 24 | |
| 8 | 16 | 24 | 32* | 48* | 64* | ||
| 12 | 24* | 36* | 48* | 72* | — | ||
| 3 | 6 | 9 | 12 | 18 | 24 | ||
| 50 | 8 | 16 | 24 | 32* | 48* | 64* | |
| 12 | 24* | 36* | 48* | 72* | — | ||
| 52 | 3 | 6 | 9 | 12 | 18 | 24 | |
| 8 | 16 | 24 | 32* | 48* | 64* | ||
| 12 | 24 | 36* | 48* | 72* | — | ||
| 3 | 6 | 9 | 12 | 18 | 24 | ||
| (8) | 16 | 24 | 32* | 48* | 64* | ||
| 55 | 9 | 18 | 27 | 36* | 54* | 72* | |
| (12) | 24 | 36* | 48* | 72* | — | ||
| 14 | 28* | 42* | 56* | 84* | — | ||
| 60 | 3 | 6 | 9 | 12 | 18 | 24 | |
| (8) | 16 | 24 | 32* | 48* | 64* | ||
| 9 | 18 | 27 | 36* | 54* | 72* | ||
| (12) | 24 | 36* | 48* | 72* | 96* | ||
| 14 | 28 | 42* | 56* | 84* | — | ||
| 4 | 8 | 12 | 16 | 24 | 32 | ||
| 70 | 10 | 20 | 30 | 40* | 60* | 80* | |
| 16 | 32* | 48* | 64* | 96* | — | ||
| 80 | 4 | 8 | 12 | 16 | 24 | 32 | |
| 10 | 20 | 30 | 40 | 60* | 80* | ||
| 16 | 32 | 48* | 64* | 96* | 128* | ||
| 4 | 8 | 12 | 16 | 24 | 32 | ||
| (5) | 10 | 15 | 20 | 30 | 40 | ||
| 90 | 12 | 24 | 36 | 48* | 72* | 96* | |
| 18 | 36 | 54* | 72* | 108* | 144* | ||
| (20) | 40 | 60* | 80* | 120* | — | ||
| 100 | 4 | 8 | 12 | 16 | 24 | 32 | |
| (5) | 10 | 15 | 20 | 30 | 40 | ||
| 12 | 24 | 36 | 48 | 72* | 96* | ||
| 20 | 40 | 60* | 80* | 120* | 160* | ||
| 120 | 6 | 12 | 18 | 24 | 36 | 48 | |
| 14 | 28 | 42 | 56 | 84* | 112* | ||
| (16) | 32 | 48 | 64* | 96* | 128* | ||
| 22 | 44 | 66* | 88* | 132* | 176* | ||
| (24) | 48 | 72* | 96* | 144* | 192* | ||
| 6 | 12 | 18 | 24 | 36 | 48 | ||
| 140 | 14 | 28 | 42 | 56 | 84* | 112* | |
| (16) | 32 | 48 | 64 | 96* | 128* | ||
| 24 | 48 | 72 | 96* | 144* | 192* | ||
| 160 | 6 | 12 | 18 | 24 | 36 | 48 | |
| (8) | 16 | 24 | 32 | 48 | 64 | ||
| 16 | 32 | 48 | 64 | 96* | 128* | ||
| (24) | 48 | 72 | 96* | 144* | 192* | ||
| 28 | 56 | 84* | 112* | 168* | 224* | ||
| 8 | 16 | 24 | 32 | 48 | 64 | ||
| 18 | 36 | 54 | 72 | 108* | 144* | ||
| 180 | (20) | 40 | 60 | 80 | 120* | 160* | |
| 28 | 56 | 84 | 112* | 168* | 224* | ||
| (32) | 64 | 96* | 128* | 192* | 256* | ||
| 200 | 8 | 16 | 24 | 32 | 48 | 64 | |
| (10) | 20 | 30 | 40 | 60 | 80 | ||
| 18 | 36 | 54 | 72 | 108* | 144* | ||
| (20) | 40 | 60 | 80 | 120* | 160* | ||
| 32 | 64 | 96 | 128* | 192* | 256* | ||
| 8 | 16 | 24 | 32 | 48 | 64 | ||
| (10) | 20 | 30 | 40 | 60 | 80 | ||
| 220 | 20 | 40 | 60 | 80 | 120* | 160* | |
| (32) | 64 | 96 | 128* | 192* | 256* | ||
| 36 | 72 | 108 | 144* | 216* | 288* | ||
| 240 | 8 | 16 | 24 | 32 | 48 | 64 | |
| 22 | 44 | 66 | 88 | 132* | 176* | ||
| 36 | 72 | 108 | 144* | 216* | 288* | ||
| 12 | 24 | 36 | 48 | 72 | 96 | ||
| 250 | 22 | 44 | 66 | 88 | 132 | 176* | |
| (24) | 48 | 72 | 96 | 144* | 192* | ||
| 40 | 80 | 120 | 160* | 240* | 320* | ||
| 12 | 24 | 36 | 48 | 72 | 96 | ||
| 260 | 22 | 44 | 66 | 88 | 132 | 176* | |
| 40 | 80 | 120 | 160* | 240* | 320* | ||
| 280 | 12 | 24 | 36 | 48 | 72 | 96 | |
| 24 | 48 | 72 | 96 | 144 | 192* | ||
| 40 | 80 | 120 | 160* | 240* | 320* | ||
| 12 | 24 | 36 | 48 | 72 | 96 | ||
| 300 | 24 | 48 | 72 | 96 | 144 | 192* | |
| 44 | 88 | 132 | 176* | 264* | 352* | ||
| 320 | 12 | 24 | 36 | 48 | 72 | 96 | |
| 48 | 96 | 144 | 192* | 288* | 384* | ||
Примечания:
1. Шаги, заключенные в рамки, являются предпочтительными.
2. Шаги, указанные в скобках, при разработке новых конструкций применять не рекомендуется.
3. Резьба, у которой значение хода обозначено знаком *, имеет угол подъема более 10°. Для этой резьбы необходимо учитывать отклонение формы профиля в соответствии с п. 4.5.
4. Резьбу, для которой не указано числовое значение хода Р
h, применять не допускается. Угол подъема этой резьбы превышает 30°.
5. В технически и экономически обоснованных случаях допускается применять другие значения номинальных диаметров резьбы по ГОСТ 24738.
При выборе диаметров резьбы следует предпочитать первый ряд второму.
3.2. Номинальные размеры наружного, среднего и внутреннего диаметров резьбы — по ГОСТ 24737.
Особенности резьбы
Прямоугольная резьба обладает нестандартным квадратным профилем, поэтому для нее не установлены стандартные параметры шага, диаметра, величины среза и хода. Глубина профиля данной разновидности нарезки равняется половине шага. Основные размеры резьбовых соединений с прямоугольным профилем определены в ГОСТ 9150-81.
По методу образования выделяют левую и правую прямоугольные резьбы. Левая разновидность нарезки создана контуром, осуществляющим вращение против часовой стрелки. Контур перемещается вдоль оси, относительно наблюдателя. Правая резьба образована контуром, производящим вращательные движения по часовой стрелке. Движение производится вдоль оси по направлению от наблюдателя.
Прямоугольная резьба может быть однозаходной (нарезка произведена в виде 1 витка). В этом случае груз, размещенный на винтах резьбовых соединений, не сможет самостоятельно опуститься без влияния дополнительной силы трения. Это преимущество однозаходной нарезки обусловлено наличием свойства самоторможения. Также изготавливаются многозаходные резьбовые соединения, где нарезка осуществлена в виде 2-3 раздельных витков, расположенных на равной дистанции. Число заходов прямоугольной резьбы возможно измерить при помощи следующей формулы: Z = L/S, где S – размер шага и L – значение хода.
Прямоугольная резьба обладает множеством схожих особенностей с трапецеидальной ленточной разновидностью нарезки. Обе разновидности нарезания используются для превращения вращательного вида движения в поступательное, обладают свойством самоторможения и не имеют точных стандартов изготовления. Тем не менее прямоугольная резьба уступает трапецеидальной по показателям прочности и технологичности. Также ленточная резьба имеет более простую технологию изготовления, располагает высокими показателями силы трения и не требует дополнительного фиксирования. Но она уступает резьбе с прямоугольным сечением по величине КПД. Сейчас прямоугольная резьба постепенно заменяется трапецеидальной во многих сферах промышленности из-за большого количество недостатков.
Нарезание многозаходной резьбы
Для нарезания требуется соблюдения определённых правил на металлорежущем оборудовании. Операция требует точного соблюдения угловых делений в момент последовательного перехода от одного шага к другому. Это позволяет выдержать точное число заходов резьбы.
Нарезание производится следующими способами:
- постепенным поворотом закреплённой детали на заданный угол в поводковом патроне;
- фрезерованием изделия дисковыми или гребенчатыми фрезами (обработка производиться непрерывно или последовательно путём деления на составные части).
Требования ГОСТ
Основные требования ГОСТ 6111-52:
- отклонение оси базовой плоскости к номинальному диаметру по величине не должно превышать резьбовой шаг;
- положение базовой плоскости задаётся расстоянием от торца заготовки;
- диаметры конической резьбы располагаются в единой основной плоскости, определяются расчётным сечением;
- длина наружной резьбы l2 определяется на основе проверки среднего диаметра соответствующим кольцевым калибром, а внешней — пробкой;
- при навинчивании труб и муфт номинальных размеров плоскость резьбы должна совпадать с торцевой частью муфты;
- количество витков на большом диаметре конуса не должно быть менее двух;
- длина от базовой плоскости до торцевой части трубки может быть уменьшена, но при этом соответствовать другим требованиям стандарта;
- образующие конуса с осевой линией должны составлять угол 147’24”.
Требования ГОСТ 6211-81
Величины среднего d2 и внутреннего d1 диаметров должны быть вычислены по формулам:
d2=d-0,640327•P;
d1=d-1,280654•P;
где d — наружный диаметр;
P — шаг.
- длина внутренней резьбы должна составлять 0,8(l1-Δ1l2), где Δ1l2 — величины, указанные в Таблице 2, ГОСТ 6211-81;
- расстояние ввинчивания наружной на внутреннюю резьбу должно составлять l1+Δ1l2;
- смещение базовой плоскости величина суммарная, определяется шагом, углом наклона профиля, углом конуса, средним диаметром;
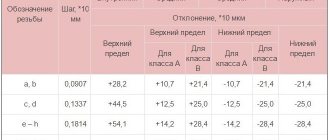
- допуски по среднему диаметру указаны в Таблице 3, ГОСТ 6211-81.
ПОЛЯ ДОПУСКОВ
9.1. Поля допусков наружной и внутренней резьбы, установленные в классах точности (точный, средний и грубый), должны соответствовать указанным в табл.6.
Таблица 6
| Класс точности | Наружная резьба | Внутренняя резьба | ||
| Длина свинчивания | ||||
| Поле допуска | ||||
| Точный | 7е, 7g | 8е | 7Н | 8Н |
| Средний | 8с, | 9с | 9Н | |
| Грубый | 9с | 10с | 9Н | 9Н |
Примечания:
1. При повышенных требованиях к точности для длин свинчивания допускается применять поля допусков, установленные для длин свинчивания .
2. Поля допусков, заключенные в рамки, являются предпочтительными.
9.2. Поля допусков наружной и внутренней резьбы, указанные в табл.6, являются ограничительным отбором из всей совокупности полей допусков, которые могут быть получены различным сочетанием степеней точности по табл.2 и основных отклонений по табл.3.
Поля допусков, не предусмотренные табл.6, являются специальными. Их применение допускается в технически и экономически обоснованных случаях, если поля допусков по табл.6 не могут обеспечить требования, предъявляемые к изделию.
9.3. Предельные отклонения наружной и внутренней резьбы, соответствующие полям допусков, установленным в табл.6, приведены в ГОСТ 9562 и приложении 2.
9.4. В посадках допускаются любые сочетания полей допусков наружной и внутренней резьбы, установленные настоящим стандартом. Предпочтительней сочетать поля допусков одного класса точности.
Принципы обозначения
Обозначение резьбы на чертежах выполняется по следующим правилам.
- Указывают сплошными тонкими и толстыми линиями. Обозначение внутренней резьбы – тонкая линия по внешнему диаметру и толстая по внутреннему, а наружной резьбы – толстая линия по внешнему диаметру и тонкая по внутреннему.
- Если деталь спроецирована на плоскость вдоль оси вращения, то показывают сплошными прямыми. Если – поперек, тогда это незамкнутый контур, длиной 0,75 от общей окружности. Концы дуги не должны лежать на осях детали на рисунке.
- Промежуток между тонкой и жирной линиями должен составлять свыше 0,8 мм, но быть меньше размера шага.
- При обозначении метрической резьбы на чертежах перпендикулярно оси фаски изображают только имеющие конструкционное значение.
Наружный и внутренний виды резьбы
Нормируется метрическая резьба несколькими документами: ГОСТ 8724-2004, ГОСТ 2470-2004, ГОСТ 9150-2002, ГОСТ 1693-2005. В них указаны требования к размерам, профилю, шагам и допускам.
По маркировке изделия можно определить все необходимые ее параметры и вид. Запись включает в себя:
- заглавную букву, характеризующую вид, или две заглавные буквы – вид и подвид (например, метрическая – М; метрическая коническая – МК);
- число, выражающее номинальный диметр в миллиметрах (М20 – метрическая с номинальным диаметром 20 мм);
- в случае мелкого шага указывают его значение в миллиметрах, через знак умножения – М20х1,5;
- в случае многозаходной добавляют указание хода после «х» и шага в круглых скобках – М20х3(Р1) – метрическая с диаметром 20 мм трехзаходная, где шаг составляет 1 мм;
- при обозначении левой резьбы пишут латинские заглавные буквы «LH» — М20LH или М20х3(Р1)LH – тоже только левая.
В некоторых случаях в маркировку могут входить дополнительные параметры: длина свинчивания, допуски и посадка. Их расшифровка следующая:
- указание допуска для наружной резьбы М12х1,75-6g и для внутренней М12-6Н;
- длину свинчивания выражают заглавными латинскими буквами – S – shot (короткая), N – normal (нормальная), L – long (длинная), иногда в круглых скобках добавляют числовое значение длины в миллиметрах, если величина нестандартная; например, М12-6g-L(30);
- посадку выражают дробью через значения допуска для внутренней (числитель) и наружной (знаменатель) резьб, например, учитывая, как обозначается левая резьба, общий вид будет таким — М12х1-6H/6g-LH.
Читать также: Поисковая катушка для металлоискателя своими руками
Также в маркировке может указываться вид и номер стандарта.
Выбирая правильный вид метрической резьбы и ее геометрические параметры можно обеспечить качественное крепление деталей, длительную эксплуатацию изделия и экономию средств на ремонте и обслуживании.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
1.
В каких единицах измеряется метрическая резьба: •В мм2.
В каких размерах (единицах) выражается шаг дюймовой резьбы: •Число витков на длине 1 дюйма3.
В комплект, состоящий из 3 метчиков, входят, черновой, средний и чистовой метчики. У которого из них заборная часть имеет 3-4 срезанных нитки: •Черновой4.
Высоколегированные стали имеют суммарное содержание легирующих элементов •Более 10%5.
Для лекальных, граверных работ и для зачистки применяются: •Надфили6.
Для обработки какого материала предназначены рашпили •Очень мягких металлов и неметаллов7.
Для опиливания стали и чугуна применяют напильники •С двойной насечкой8.
Для разметки стальной поверхности нанесения линий (рисок) применяют: •Чертилку9.
Для чего перед шабрением поверхность детали окрашивают: •Для выявления неровностей10.
За один рабочий ход шабером снимается слой металла толщиной •0,005-0,07 мм11.
Зенкерование применяется для: •Обработки отверстий полученных ковкой, штамповкой, литьем и предварительно просверленных12.
Зенкерование применяют для: •Увеличения отверстия под головки болтов и винтов13.
Изменение формы и размеров изделия под действием внешне и внутренней силы называется: •Деформация14.
Инструмент, применяемый при рубке металла •Применяется: слесарная ножовка, труборез, ножницы по металлу15.
Казалось бы что в трубах сложного? Соединяй и крути. Но, если вы не сантехник и не инженер с профильным образованием, то обязательно возникнут вопросы за ответами на которые придется идти куда глаза глядят. А глядят они скорее всего первым делом в интернет )
Ранее мы уже говорили о диаметрах металлических труб в этом материале . Сегодня же попробуем внести ясность в резьбовые соединения труб различного назначения. Мы постарались не загромождать статью определениями. Базовую терминологию содержит ГОСТ 11708-82 с которым каждый может ознакомиться самостоятельно.
ДОПУСКИ
6.1. Числовые значения допусков диаметров d
и
D
1по ГОСТ 9562-81.
6.2. Числовые значения допусков диаметров d
2 и
D
2 должны соответствовать указанным в табл. , а диаметра
d
3 — в табл. .
Таблица 4
| Номинальный диаметр резьбы d , мм | Шаг Р , мм | Наружная резьба | Внутренняя резьба | |||||
| Степень точности | ||||||||
| 7 | 8 | 9 | 10 | 7 | 8 | 9 | ||
| Допуск, мкм | ||||||||
| Св. 5,6 до 11,2 | 1,5 | По ГОСТ 9562 | 335 | По ГОСТ 9562 | ||||
| 2 | 375 | |||||||
| Св. 11,2 до 22,4 | 2 | 400 | ||||||
| 3 | 450 | |||||||
| 4 | 530 | |||||||
| Св. 22,4 до 45 | 2 | 425 | ||||||
| 3 | 500 | |||||||
| 5 | 600 | |||||||
| 6 | 670 | |||||||
| 7 | 710 | |||||||
| 8 | 750 | |||||||
| 10 | 800 | |||||||
| 12 | 850 | |||||||
| Св. 45 до 90 | 3 | 530 | ||||||
| 4 | 600 | |||||||
| 5 | 630 | |||||||
| 8 | 800 | |||||||
| 9 | 850 | |||||||
| 10 | 850 | |||||||
| 12 | 950 | |||||||
| 14 | 1000 | |||||||
| 16 | 1060 | |||||||
| 18 | 1120 | |||||||
| 20 | 1120 | |||||||
| Св. 90 до 180 | 4 | 630 | ||||||
| 5 | 710 | |||||||
| 6 | 750 | |||||||
| 8 | 850 | |||||||
| 12 | 1000 | |||||||
| 14 | 1060 | |||||||
| 16 | 1120 | |||||||
| 18 | 1180 | |||||||
| 20 | 1180 | |||||||
| 22 | 1250 | |||||||
| 24 | 1320 | |||||||
| 28 | 1400 | |||||||
| 32 | 1500 | |||||||
| Св. 180 до 355 | 8 | 900 | ||||||
| 10 | 1000 | |||||||
| 12 | 1060 | |||||||
| 18 | 1250 | |||||||
| Св. 180 до 355 | 20 | 1320 | ||||||
| 22 | 1320 | |||||||
| 24 | 1400 | |||||||
| 32 | 1600 | |||||||
| 36 | 1700 | |||||||
| 40 | 1700 | |||||||
| 44 | 1800 | |||||||
| 48 | 1900 | |||||||
Таблица 5
| Номинальный диаметр резьбы d , мм | Шаг Р , мм | Основное отклонение диаметра d 2 | Номинальный диаметр резьбы d , мм | Шаг Р , мм | Основное отклонение диаметра d 2 | |||||||||||
| c | e | g | c | e | g | |||||||||||
| Степень точности | Степень точности | |||||||||||||||
| 8 | 9 | 10 | 7 | 8 | 7 | 8 | 9 | 10 | 7 | 8 | 7 | |||||
| Допуск , мкм | Допуск , мкм | |||||||||||||||
| Св. 5,6 до 11,2 | 1,5 | По ГОСТ 9562 | 559 | По ГОСТ 9562 | Св. 90 до 180 | 4 | По ГОСТ 9562 | 978 | По ГОСТ 9562 | |||||||
| 2 | 619 | 5 | 1100 | |||||||||||||
| Св. 11,2 до 22,4 | 2 | 650 | 6 | 1174 | ||||||||||||
| 3 | 733 | 8 | 1328 | |||||||||||||
| 4 | 853 | 12 | 1585 | |||||||||||||
| Св. 22,4 до 45 | 2 | 682 | 14 | 1680 | ||||||||||||
| 3 | 795 | 16 | 1775 | |||||||||||||
| 5 | 962 | 18 | 1875 | |||||||||||||
| 6 | 1074 | 20 | 1900 | |||||||||||||
| 7 | 1138 | 22 | 2013 | |||||||||||||
| 8 | 1203 | 24 | 2125 | |||||||||||||
| 10 | 1300 | 28 | 2250 | |||||||||||||
| 12 | 1398 | 32 | 2405 | |||||||||||||
| Св. 45 до 90 | 3 | 833 | Св. 180 до 355 | 8 | 1390 | |||||||||||
| 4 | 940 | 10 | 1550 | |||||||||||||
| 5 | 1000 | 12 | 1660 | |||||||||||||
| 8 | 1265 | 18 | 1963 | |||||||||||||
| 9 | 1343 | 20 | 2075 | |||||||||||||
| 10 | 1363 | 22 | 2100 | |||||||||||||
| 12 | 1523 | 24 | 2225 | |||||||||||||
| 14 | 1605 | 32 | 2530 | |||||||||||||
| 16 | 1700 | 36 | 2685 | |||||||||||||
| 18 | 1800 | 40 | 2725 | |||||||||||||
| 20 | 1825 | 44 | 2880 | |||||||||||||
| 48 | 3045 | |||||||||||||||
Резьба многозаходная
Одним из параметров, определяющим вид резьбы, является количество заходов. Оно варьируется в зависимости от степени сложности решаемых задач. Одной из самых технологических сложных является резьба многозаходная. Это число может равняться двум, трём, четырём или более (встречается достаточно редко). Чем больше значение данного параметра, тем сложнее она в исполнении. Наиболее сложной и трудоёмкой в производстве является четырёхзаходная резьба.
Не зависимо от числа она имеет равномерно расположенные заходы. Их располагают на одинаковом расстоянии друг от друга, разбивая внешнюю окружность детали на равное количество секторов. Например, двухзаходная резьба будет иметь два захода, расположенные симметрично, через сто восемьдесят градусов. Для неё ходом считается расстояние, которое измеряется вдоль оси изделия (болта, гайки, вала и так далее) между витками, выполненными в одном заходе, пропуская другие витки. При однозаходной, понятия шаг и ход являются идентичными, для многозаходной они имеют свой технический смысл. Ход всегда равен шагу, умноженному на количество выполненных заходов.
Если зуб имеет форму классической трапеции, она называется многозаходная трапецеидальная резьба. В поперечном сечении винт с многозаходной резьбой представляет фигуру с заданным значением выступов. Их число равно количеству нарезанных элементов.
С помощью многозаходной резьбы решают следующие задачи:
- увеличивают прочность соединения (во многих специализированных соединениях);
- изменяют передаточное число (в редукторах различного назначения);
- создать значительное смещение гайки вдоль стержня винта при незначительном количестве произведенных оборотов (например, в тормозной системе шахтных электровозов).
Многозаходные системы имеют следующую последовательность маркировки. На первом месте расположена буква. Она означает принадлежность к конкретному виду резьбы: М – метрическая, Уп или Сп специальные многозаходные. Далее проставлено число, которое указывает номинальный диаметр. После этого числа отмечается количество заходов, например Х2 –значит два захода. В круглых скобках число с индексом «Р» означает значение шага. Например, маркировка многозаходной резьбы М30Х2(Р15) свидетельствует, что она является метрической, диаметром 30 миллиметров с числом заходов равным двум и шагом в 15 миллиметров.
Для специальных видов маркировка может иметь вид Уп 22,5х(3х4,5). Первое число 22,5 означает величину наружного диаметра, 3 – указывает на число заходов, 4,5 – величину шага. Для многозаходной конструкции с такими характеристиками величина хода будет равна произведению 3 и 4,5 мм, что составляет 13,5 мм. Число заходов можно определить визуально, если подсчитать количество витков на торце гайки, винта или вала.
По международной системе обозначения может быть указано направление резьбы: L – левая, R — правая. Сама многозаходная резьба обозначается латинской буквой S.
Что такое резьба?
Резьбовые соединения широко распространены в машиностроении. Они обладают такими достоинствами, как универсальность, высокая надежность, способность воспринимать большие нагрузки, удобство сборки и разборки, простота изготовления.
Основным элементом всех резьбовых соединений является резьба.
Резьба — поверхность, образованная при винтовом движении плоского контура по цилиндрической или конической поверхности.
Резьбы классифицируются по следующим признакам (рис. 117):
- В зависимости от формы поверхности, на которой нарезана резьба, они подразделяются на цилиндрические и конические;
- В зависимости от расположения резьбы на поверхности стержня или отверстия они подразделяются на внешние и внутренние;
- В зависимости от формы профиля различают резьбы треугольного, прямоугольного, трапецеидального, круглого и других профилей;
- По эксплуатационному назначению резьбы делятся на крепежные (метрические, дюймовые), крепежно-уплотнительные (трубные, конические), ходовые (трапецеидальные, упорные, прямоугольные, круглые), специальные и др.;
- В зависимости от направления винтовой поверхности различают правые и левые резьбы;
- По числу заходов резьбы подразделяются на однозаходные и многозаходные (двух-, трехзаходные и т. д.).
Резьба многозаходная
Одним из параметров, определяющим вид резьбы, является количество заходов. Оно варьируется в зависимости от степени сложности решаемых задач. Одной из самых технологических сложных является резьба многозаходная. Это число может равняться двум, трём, четырём или более (встречается достаточно редко). Чем больше значение данного параметра, тем сложнее она в исполнении. Наиболее сложной и трудоёмкой в производстве является четырёхзаходная резьба.
Не зависимо от числа она имеет равномерно расположенные заходы. Их располагают на одинаковом расстоянии друг от друга, разбивая внешнюю окружность детали на равное количество секторов. Например, двухзаходная резьба будет иметь два захода, расположенные симметрично, через сто восемьдесят градусов. Для неё ходом считается расстояние, которое измеряется вдоль оси изделия (болта, гайки, вала и так далее) между витками, выполненными в одном заходе, пропуская другие витки. При однозаходной, понятия шаг и ход являются идентичными, для многозаходной они имеют свой технический смысл. Ход всегда равен шагу, умноженному на количество выполненных заходов.
Если зуб имеет форму классической трапеции, она называется многозаходная трапецеидальная резьба. В поперечном сечении винт с многозаходной резьбой представляет фигуру с заданным значением выступов. Их число равно количеству нарезанных элементов.
С помощью многозаходной резьбы решают следующие задачи:
- увеличивают прочность соединения (во многих специализированных соединениях);
- изменяют передаточное число (в редукторах различного назначения);
- создать значительное смещение гайки вдоль стержня винта при незначительном количестве произведенных оборотов (например, в тормозной системе шахтных электровозов).
Многозаходные системы имеют следующую последовательность маркировки. На первом месте расположена буква. Она означает принадлежность к конкретному виду резьбы: М – метрическая, Уп или Сп специальные многозаходные. Далее проставлено число, которое указывает номинальный диаметр. После этого числа отмечается количество заходов, например Х2 –значит два захода. В круглых скобках число с индексом «Р» означает значение шага. Например, маркировка многозаходной резьбы М30Х2(Р15) свидетельствует, что она является метрической, диаметром 30 миллиметров с числом заходов равным двум и шагом в 15 миллиметров.
Для специальных видов маркировка может иметь вид Уп 22,5х(3х4,5). Первое число 22,5 означает величину наружного диаметра, 3 – указывает на число заходов, 4,5 – величину шага. Для многозаходной конструкции с такими характеристиками величина хода будет равна произведению 3 и 4,5 мм, что составляет 13,5 мм. Число заходов можно определить визуально, если подсчитать количество витков на торце гайки, винта или вала.
По международной системе обозначения может быть указано направление резьбы: L – левая, R — правая. Сама многозаходная резьба обозначается латинской буквой S.
Нарезание многозаходной резьбы на токарном станке.
Резьбы бывают как однозаходные так и многозаходные. Многозаходная резьба изготавливается согласно ГОСТ 24739-81 и имеет прапецеидальный профиль, также встречаются эвольвентные и метрические многозаходные резьбы, но они не гостированны.
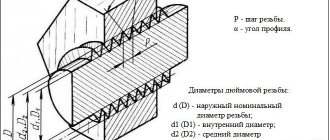
Для лучшего понимания процесса нарезания многозаходной резьбы углубимся в теорию. Для многозаходной резьбы вводят такое понятие как «Ход резьбы» — PH. Расстояние между одноименными точками одного и того же витка, называется ход резьбы PH (см рис 2, рис 3).
PH=P*Z
где P — шаг резьбы, Z — число заходов.
Есть несколько методов нарезания многозаходной резьбы. Рассмотрим один, самый доступный и достаточно точный метод. Метод заключается в перемещения резца в продольном направлении верхними салазками суппорта токарного станка.
Технология нарезания внутренней резьбы
Как уже говорилось выше, перед началом работы надо просверлить отверстие, диаметр которого должен точно подходить под резьбу определенного размера. Следует иметь в виду: если диаметры отверстий, предназначенных под нарезание метрической резьбы, выбраны неверно, это может привести не только к ее некачественному выполнению, но и к поломке метчика.
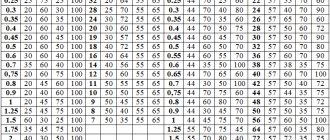
Учитывая тот факт, что метчик, формируя резьбовые канавки, не только срезает металл, но и продавливает его, диаметр сверла для выполнения резьбы должен быть несколько меньше, чем ее номинальный диаметр. Например, сверло под выполнение резьбы М3 должно иметь диаметр 2,5 мм, под М4 – 3,3 мм, для М5 следует выбирать сверло диаметром 4,2 мм, под резьбу М6 – 5 мм, М8 – 6,7 мм, М10 – 8,5 мм, а для М12 – 10,2.
Читать также: Номинальный диаметр резьбы винта
Таблица 1. Основные диаметры отверстий под метрическую резьбу
Таблица 2. Диаметры отверстий под дюймовые резьбы
Все диаметры сверл под резьбу ГОСТ приводит в специальных таблицах. В таких таблицах указаны диаметры сверл под выполнение резьбы как со стандартным, так и с уменьшенным шагом, при этом следует иметь в виду, что для этих целей сверлятся отверстия разных диаметров. Кроме того, если резьба нарезается в изделиях из хрупких металлов (таких, например, как чугун), диаметр сверла под резьбу, полученный из таблицы, необходимо уменьшить на одну десятую миллиметра.
Диаметры сверл под метрическую резьбу можно рассчитать самостоятельно. От диаметра резьбы, которую требуется нарезать, необходимо вычесть значение ее шага. Сам шаг резьбы, размер которого используется при выполнении таких вычислений, можно узнать из специальных таблиц соответствия. Для того чтобы определить, какого диаметра отверстие необходимо выполнить с помощью сверла в том случае, если для резьбонарезания будет использоваться трехзаходный метчик, надо воспользоваться следующей формулой:
До = Дм х 0,8, где:
До – это диаметр отверстия, которое надо выполнить с помощью сверла,
Дм – диаметр метчика, которым будет обрабатываться просверленный элемент.
Схема нарезания внутреней резьбы метчиком
Воротки, в которые вставляется резьбовой метчик, могут иметь простейшую конструкцию или оснащаться трещоткой. Работать такими приспособлениями с зафиксированными в них инструментами следует очень аккуратно. Чтобы получить качественную и чистую резьбу, вращение метчика по часовой стрелке, совершаемое на пол-оборота, необходимо чередовать с его проворачиванием на одну четвертую оборота против хода резьбы.
Резьба будет нарезаться значительно легче, если в процессе выполнения этой процедуры использовать смазку. Роль такой смазки при нарезании резьбы в изделиях из стали может играть олифа, а при обработке алюминиевых сплавов – спирт, скипидар или керосин. Если таких технических жидкостей нет под рукой, то для смазки метчика и нарезаемой резьбы можно использовать обычное машинное масло (однако оно обладает меньшим эффектом, чем перечисленные выше вещества).
Резьбовые соединения широко применяются в устройстве различных механизмов и машин. Болты, шпильки, винты, гайки – это универсальные, взаимозаменяемые крепежные изделия. Однако бывают случаи, когда требуется нарезать резьбу вручную. Качественно выполнить эту работу поможет специализированный инструмент.
В машиностроении выделяют три основные системы крепежных резьб: метрическую, дюймовую и трубную.
Метрическая резьба получила наибольшее распространение. Она имеет треугольный профиль с углом 60˚. Её основные параметры, диаметр и шаг, выражаются в миллиметрах. Пример обозначения: М16. Это означает, что резьба метрическая, имеет диаметр 16 мм с крупным шагом 2,0 мм. Если шаг мелкий, тогда указывается его значение, например, М16*1,5.
Диаметры дюймовой и трубной резьбы выражаются в дюймах. Шаг характеризуется числом ниток на дюйм. Указанные параметры стандартизированы, поэтому всегда есть возможность подобрать необходимый инструмент.
Нарезания многозаходной резьбы.
Чтобы нарезать многозаходную резьбу необходимо настроить станок на определенный шаг. Параметры резьбы следующие — диаметр 20 мм, шаг 2 мм, количество заходов 3 (Tr 20-6 (P2)). Путем перемножения получаем ход резьбы PH=2*3=6 мм. Станок настраиваем на шаг 6мм. Уточняю, шаг резьбы = 2 мм, ход = 6 мм станок настраиваем именно на ход резьбы то есть 6 мм.
После того как настроен станок, стандартным методом нарезаем первый ход до полного профиля и отводим резец от заготовки. Для деления на последующий заход перемещаем резец в продольном направлении верхними салазками суппорта на величину PH/Z , в данном случаи 6/3=2мм. Контроль размера ведут по лимбу верхних салазок.
Можно увеличить точность данного метода поставив индикатор между резцедержателем и патроном (см рис 3).