Применение питчевой резьбы
Модульная и питчевая резьбы используются на агрегатах, где необходимо обеспечить передачу движения. Это червячные и червячно-зубчатые передачи, которые применяются:
- в механических домкратах;
- прессах;
- подъемниках;
- экструдерах.
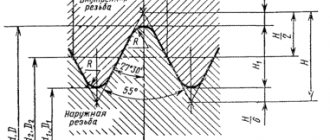
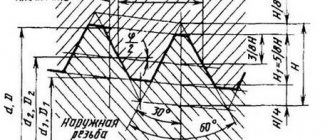
Этот тип резьбы гарантирует надежное сцепление зубьев шестеренки с червяком. Добиться подобного результата позволяет установка профиля шага в 40 градусов (для сравнения — у метрической резьбы он равен 60 градусам).
Свойства распространенных видов резьб
На сегодня существует множество стандартов, по которым выпускаются резьбовые изделия. Каждый из них подразумевает единый набор технических характеристик, формирующийся исходя из назначения продукции. Для эффективного функционирования в разных сферах требуются определенные комбинации размеров, формы, числа заходов, направления вращения и дополнительных параметров. Из современных типов можно выделить несколько распространенных в конкретных отраслях категорий, отвечающих нормам международной маркировки резьбы:
- Метрическая M, MK, MJ, EG-M;
- Дюймовая UNC, UNF, UTS, BSW, BSF, NPT;
- Трубная G, R;
- Круглая Кр;
- Эдисона E;
- Трапецеидальная Tr;
- Упорная S, S45o;
- Нефтяной сортамент.
Большая часть резьбовых деталей выпускается для крепежных соединений, которые интенсивно используются в машиностроении. Российскими предприятиями для изготовления крепежа чаще применяется метрическая однозаходная правая резьба с треугольным профилем. Для обеспечения герметичности служат крепежно-уплотняющие соединения, для трубной промышленности выпускаемые по дюймовой системе стандартов. Крепеж с многозаходной резьбой целесообразно использовать при повышенных нагрузках для усиления прочности.
Круглой резьбой соединяется водопроводная арматура при оборудовании инженерных коммуникаций. Она рассчитана на эксплуатацию механизмов в агрессивных средах. Круглая резьба Эдисона разработана специально для применения в электротехнике. Стандартный цоколь ламп накаливания изготавливается с использованием этой разновидности. Для передачи движения предназначены трапецеидальные и упорные резьбы. Они характеризуются определенными углами наклона. Ходовые резьбы обоих типов применяются в специальном оборудовании.
Важный момент. Помимо перечисленных видов в отечественном машиностроении применяется еще и прямоугольная ходовая резьба. Этот тип не стандартизирован, поскольку сложен в производстве, хотя достаточно широко используется для изготовления винтовых механизмов и домкратов. КПД прямоугольной резьбы выше, чем у трапецеидальных аналогов, которым она, в свою очередь, уступает прочностью.
Основные параметры питчевой резьбы
К параметрам, которые определяют характеристики питчевой резьбы, относятся:
- профиль витка (геометрия и угол наклона);
- шаг питчевой резьбы (расстояние между одноименными точками);
- размеры средней, внутренней и наружной окружностей;
- ход и срез резьбы.
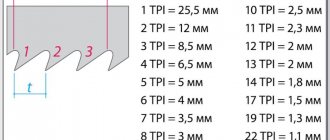
Каждый из указанных параметров обладает собственными системами обозначений. Главная из них — единица измерения шага. Питчевая система предполагает использование питчей. При этом шаг резьбы, равный 2 питчам, соответствует 6,28 дм. Для систематизации существующих размеров питчевой резьбы и приведения их к привычным единицам измерения используются специальные таблицы.
Таблица соответствия размеров метрической, дюймовой, модульной и питчевой резьб
Как модульные, так и питчевые резьбы классифицируется по профилю витков. Они бывают:
- в форме архимедовой спирали;
- в виде эвольвенты (то есть кривой второго порядка, каждая точка которой служит касательной к заданной окружности);
- трапециевидной формы.
Размеры витков зависят от сферы применения резьбы. Каждый диаметр определяют как диаметр воображаемого цилиндра. Так, средний диаметр определяют для цилиндра, радиус которого представляет половину расстояния от верхней до нижней точки резьбы. Измерить основные параметры можно штангенциркулем или другим измерительным инструментом.
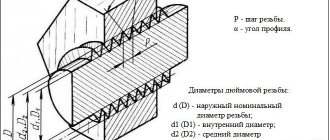
Что собой представляет дюймовая резьба
Соединения резьбовые характеризуются следующими факторами: по виду посадки: скользящая, зазорная, переходная, с натягом. По использованию дополняющих деталей: обычные прямые соединения и в сочетание с элементами: шариком, втулкой, спиралью. Без стопора или с ним.
- форма цилиндрическая, либо коническая,
- метод нарезания – наружное исполнение и внутреннее нарезание,
- вид направления линии винта – влево и направо,
- заходы – многозаходные и однозаходные,
- профилирующий параметр: метрическая, цилиндрическая, трапециевая, коническая трубная, коническая дюймовая, круглая, прямоугольная, упорная,
- размерность – метрическая резьба, либо дюймовая трубная,
- назначение – для крепежа, ходовые нарезки, регулирующие,
- вид обработки: нарезание детали резцом, плашкой, метчиком.
- LiveJournal
- Blogger
Втулка с дюймовым соединением
В модульной нарезке шаг определяется модулями. Для перевода в мм. «M» умножают на pi число.
Питчевая резьба замеряется питчами (для определения число дюймов pi значение делят на питч).
Параметры
Гост на дюймовую резьбу 6257 – 81 главными точными параметрами определяет размеры шага прохода и диаметра. При этом измерение наружного трубного диаметра равно расстоянию между каждой верхней точки противостоящих гребней. Диаметр внутреннего просвета замеряют от одной точки внизу впадины канавки до другой противоположной. Резьбовой шаг постоянной величины, он измеряется расстояниями между соседствующими гребнями, либо впадинами.
Отличия между метрической и дюймовой резьбой:
- размеры метрической – в мм, дюймовой – в значениях дюймах, либо их дробных долях,
- дюймовая резьба характеризуется более острыми углами наклона гребней и впадин,
- нити отличаются закругленной формой.
Верхний размер угла = 55 град, шаг резьбы замеряют количеством нитей.
В быту используются такие виды изделий:
с параметром в 1 дюйм — 14 нитей, шаговая длина 1, 814 мм, величина диаметра ¾, либо ½,
11 нитей в 1 дюйме – с размером шага 2, 309, и диаметром 1; 1 и ½; 1 и ¼.
Соотношение дюймовой и метрической резьбы:
- LiveJournal
- Blogger
Таблица соотношение дюймовой и метрической резьбы
Технология нарезки питчевой резьбы
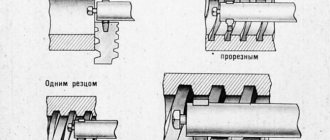
Питчевую резьбу разных размеров нарезают:
- резцами на токарно-винторезных станках;
- модульными фрезами на фрезерных станках;
- пальцевыми фрезами.
Нарезание резьбы на токарном станке позволяет добиться высокой точности результата, но не гарантирует достаточной производительности. Таким способом питчевую резьбу нарезают на червячных валах, которые должны характеризоваться высокими показателями точности передачи движения. Метод применяется на мелкосерийных производствах и в частных мастерских.
Использование фрезерного станка позволяет добиться более высокой производительности при нарезании резьбы. Фрезу устанавливают таким образом, чтобы ее ось вращения пересекала продольную ось вала заготовки под углом в 90 градусов. Чтобы повысить качество насечки, ее нарезают в несколько проходов. Перед началом работы фрезерный станок настраивают согласно данным из таблиц, в которых даны размеры питчевых резьб. Эти параметры позволяют установить требуемый набор зубчатых колес на винторезную гитару с заданными передаточными числами.
Пальцевые фрезы подходят для нарезания питчевой резьбы на крупногабаритных изделиях. Для нанесения питчевой насечки на станок устанавливают специальные фрезерные головки, обладающие индивидуальным приводом фрезы. Первый проход выполняют прорезной пальцевой фрезой прямоточного профиля, с углом профиля в 35 градусов.
Таблица размеров для нарезки питчевой резьбы на станке
Преимущества и недостатки
Преимущества резьбовых соединений:
- высокая прочность и надежность;
- возможность многократной сборки и разборки;
- унификация болтов и гаек в соответствии с международными стандартами;
- удобство сборки и разборки конструкции;
- повышенное усилие при сопряжении поверхностей при небольшой нагрузке, прилагаемой к инструменту.
Наибольшее распространение получило болтовое соединение, при котором в сопрягаемых деталях необходимо просверлить отверстия соответствующего размера. В случае поломки или повреждения достаточно отвернуть гайку и установить новый крепеж. Корпусные детали остаются нетронутыми, что снижает себестоимость ремонта. Если сквозное отверстие выполнить невозможно, то используют винты с головкой под отвертку или специальную биту. Шпильки применяют для узлов из легких сплавов или для агрегатов, требующих периодической разборки для обслуживания или ремонта.
Для установки шпилек или винтов в деталях выполняются отверстия, которые формируют зоны повышенного напряжения в металле. При приложении чрезмерной нагрузки возможно частичное или полное разрушение узла или срыв крепления. Для предотвращения самопроизвольного отворачивания необходимы установка пружинных шайб либо шплинтов или нанесение герметика на резьбу. В ряде узлов применяют болты с конической кромкой, предотвращающей самопроизвольное отворачивание (например, крепления колесных дисков автомобилей к ступице).
Большим недостатком резьбовых соединений является наличие точек концентрации напряжений по длине профиля. Кроме того, следует учесть неравномерное распределение нагрузки по виткам. Например, при использовании гайки с 10 витками на первый приходится 34% усилий, а на последний — менее 1%. По этой причине в стандартных конструкциях высота гайки составляет 0,5-0,8 от диаметра.
При приложении знакопеременных нагрузок в резьбовых соединениях появляются усталостные трещины, приводящие к разрушению конструкции. Несмотря на подобную особенность, болты широко используются в машиностроении, при сборке мостов и корпусов кораблей, для соединения железнодорожных путей, в самолетостроении или аэрокосмической индустрии.
Основные правила обозначения питчевой резьбы
Обозначения в соединениях с питчевой резьбой указываются в ГОСТах. Каждое из них содержит такие элементы:
- букву, указывающую на принадлежность резьбы к определенному типу;
- размер в питчах;
- величину шага резьбы;
- направление (левая — L или правая — RH);
- размеры поля допуска;
- длину свинчивания.
Величину поля допуска обозначают несколькими буквами и цифрами. Первые указывают на размер отклонения, вторые — на класс точности. На первом месте стоят символы, характеризующие средний диаметр, на втором — символы, относящиеся к диаметру наружному. Если размеры совпадают, наносят только одно обозначение. Для обозначения длины свинчивания используют три латинские буквы, при этом литера N соответствует нормальной длине, S — короткой, L — длинной.
Правила нанесения символов, обозначающих основные размеры и другие характеристики питчевой резьбы, даются в виде таблиц в ГОСТ 24705-2004 и ГОСТ 16093. В 2005 г. в текст внесли дополнения, добавив основные положения стандартов ISO 965-1 и ISO 965-3. Питчевая система используется в странах северной Америки, а ее характеристики указаны в международном стандарте ANSIB1.9.
Метрические резьбы M, MK, MJ, EG-M
Международная маркировка M присваивается резьбам общего назначения 1-600 мм диаметром. Обозначение MK предназначено для герметичных соединений, обеспечиваемых конической формой. MJ – цилиндрические резьбы, применяемые в сферах, которые подразумевают эксплуатацию в условиях высоких температур и требуют усиления показателей усталостной прочности. Размеры варьируются в пределах 1,6-200 мм. Метрическая резьба EG-M используется при изготовлении и ремонте втулок и проволочных вставок как усилитель несущей способности.