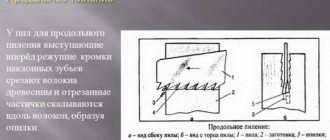
Классификация полотен ленточных пил
При изготовлении ленточных пил применяется углеродистая сталь, она отличается высокой износостойкостью. В продаже имеются полотна, изготовленные из биметаллического материала, и ленточные пилы с полотном, где при изготовлении зубьев применены твердосплавные напайки.
Размеры ленточных пил в ширину (доставка заказчику этих пил в основном происходит в виде бухты или в состоянии соединенных между собой нескольких лент) варьируются в интервале от 13 до 80 мм. Для станков, где применяется вертикальный вариант резки, изготавливаются ленточные пилы меньшей ширины (до 6 мм).
Исходя из многообразия сферы использования, составлена следующая классификация полотен:
- М42. Это биметаллическое полотно используется для резки материала, сделанного из углеродистой стали.
- М51. Его применяют для распиловки материала, произведенного из высокоуглеродистой стали, а также ее сплава.
- SP. Такое полотно предпочитают использовать для резки редкого и жароустойчивого сплава.
- ТСТ. Компании-производители выпускают их для обработки материалов из твердых сплавов или тех, которые имеют неоднородную структуру.
При выборе изделий обращают внимание на показатель TPI, который отражает число зубьев на 1 дюйм. Стоит узнать, из какого материала сделана заготовка. Это влияет на толщину и на аккуратность среза.
Чем больше параметр TPI, тем меньше будет скорость работы и уже пропил. Благодаря этому распил получается более аккуратным
Если предстоит распиловка древесины, ленту лучше выбирать с характеристикой от 3 TPI. При работе с металлом рекомендуется использовать ленту с показателем TPI от 4 до 20.
Зубья в ленте отличаются не только расстоянием друг от друга, но и формой. Различают 2 типа зубьев. Один из них называется skip. Он чаще всего встречается на лентах с некрупным шажком (от 3 до 6), что способствует большей площади выброса опилок.
Второй тип называется regular. Он обладает треугольной формой и, в отличие от зубцов skip, не имеет дополнительного места для опилок. По этой причине такие изделия используют при выпиливании предметов большой толщины или твердых материалов.
Существует множество типов полотен, ниже представлены самые популярные:
- 3 TPI skip. Это хороший выбор, если требуется быстрая распиловка толстых материалов. Изделие используют для пиления древесины вдоль.
- 4 TPI skip. Ленты этого типа подходят для универсального пиления.
- 6 TPI skip. Полотна нужны при работе станка на средней скорости, их можно использовать при продольном пилении дерева толщиной до 50 мм и поперечного до 150 мм.
- 10 TPI regular требуется, когда нужно пилить искусственные материалы — фанеру, пластик и др. При подаче на маленькой скорости подходит для распиловки древесины толщиной в 50 мм.
- 14 TPI regular. При низком темпе подачи можно использовать для пиления различных материалов толщиной до 25 мм. Используют при работе с легкими металлами.
Срок службы полотен зависит от того, какая компания их выпустила.
Пошаговая инструкция по замене ленточной пилы
Рассмотрим процесс замены ленточной пилы на ручном станке для резки металлических заготовок.
Важно. Перед началом работ нужно убедиться в полном обесточивании оборудования. Надо не только нажать на кнопку управления, но и отключить питание на автомате разъединителя.
Внезапное включение питания обязательно становится причиной тяжелейших травм, многие из них опасны для жизни. Никогда не нарушайте правила техники безопасности, они написаны на основании чьих-то ошибок и травм.
| Шаг, №№ | Описание |
| Откиньте защитный кожух механизма привода ленточной пилы. Он фиксируется на нескольких защелках, в нижней части имеются монтажные петли. |
| До предела ослабьте натяжение пилы. Для этого необходимо покрутить против часовой стрелки специальный рычаг, расположенный на торце корпуса станка. При вращении винта натяжное колесо смещается в сторону приводного и таким образом ослабляет натяжение ленточной пилы. |
| Снимите пилу с натяжного шкива, затем достаньте ее с направляющего механизма и лишь затем с приводного шкива. Работайте в плотных перчатках, не повредите руки. Не изгибайте полотно пилы сильно, при выравнивании оно может травмировать рабочего. Пила в направляющем механизме удерживается подшипниками, они выравнивают срез и гасят вибрации. Для эффективной работы обоймы подшипников плотно прижимают полотно, доставать его оттуда следует резким ударом руки. Не пользуйтесь молотками, они могут повредить детали станка. |
| Достаньте новую пилу, очистите ее от технического масла, сделайте визуальную ревизию. При обнаружении заводских дефектов пользоваться пилой категорически запрещается. Начинайте вставлять полотно в направляющее приспособление, оно должно плотно войти в подшипники. Если все встало на свои места, то вы должны почувствовать момент вхождение полотна в соприкосновение с обоймами – усилие увеличится, верхняя кромка полотна упрется о металлическую поверхность. |
| Аккуратно наденьте пилу на ведущий шкив, а затем на ведомый. Установите ее точно на предыдущее место. Немного натяните полотно вращением маховика натяжения. Еще раз поправьте положение пилы в роликах и опять подтяните пилу. На этом этапе пила не натягивается до рабочих значений, а только подтягивается для правильной укладки. Натягивать пилу при открытом кожухе категорически запрещается инструкцией по пользованию оборудованием. |
| Закройте на защелки кожух пилы. Замена режущего инструмента сделана, но работать на станке еще нельзя – пилу необходимо отрегулировать. Алгоритм действий немного изменяется с учетом технических данных станков, но принцип один и тот же. |
Видео – Замена полотна на пиле
Как выбрать полотно по металлу, дереву или мясу
Перед тем как приступить к выбору ленточной пилы для станка, нужно прочитать инструкцию по эксплуатации. В ней производитель указывает параметры изделия, его максимальную и минимальную ширину. Для длины всегда задан диапазон, который нельзя менять, тогда как ширину можно регулировать.
Выбирать изделие следует в соответствии со сферой использования. Например, максимальная ширина подходит, если не предполагается, что заготовку придется распиливать по радиусу.
Подбирая параметры для пилы ленточного типа, нужно определиться со следующими критериями:
- какими будут объемы работ;
- учитывать частоту использования;
- с какими материалами придется работать;
- размеры самого полотна.
Нужно обратить внимание на зубцы. Имеет значение их форма и размер.
Для каждого материала требуются разные виды ленточных пил. Инструменты марки М-51 подойдут, если нужно выполнить резку высокоуглеродистых сталей. Пила марки М-42 требуется для низкоуглеродистых сталей, биметаллического полотна. Она нужна для работы со среднеуглеродистой сталью.
Модели SP предназначены для длительной работы с жаростойкой сталью. Инструменты типа ТСТ требуются для обработки заготовок из титана, они же рассчитаны на работу с никелевыми сплавами.
Если выбор пильного полотна для ленточной пилы сделан правильно, произойдет следующее:
- линия среза будет ровной;
- будет отсутствовать вибрация при распиловке материалов;
- не появится трещин и сколов в месте среза.
Для резки камня, металла, дерева и синтетического полотна применяют разные ленточные пилы. Их стоимость зависит от назначения и вида полотна. Для обработки древесины используют полотно для ленточной пилы «Зубр 350».
Резка пластика, стекла и древесины осуществляется полотнами 1425 мм, стоит приобрести полотно по мясу 1650 мм. Для распиловки дерева можно купить лезвия 2240 мм.
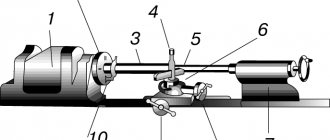
Регулировка установленной пилы
Пила ленточная
Мы уже упоминали, что перед началом работ надо внимательно изучить инструкцию производителя, в ней прописаны нюансы. В этой статье мы расскажем лишь об универсальных операциях, их следует выполнять на всех без исключения типах оборудования.
Условные обозначения
Описание станка
Шаг 1
. Откройте смотровое окно на кожухе. Перед этим пилу надо опустить в горизонтальное положение, в противном случае вы не сможете смотреть в отверстие окна.
Шаг 2
. Поворачивайте маховик натяжения и контролируйте положение шкалы.
Ручка натяжения полотна (А)
После того как указатель сместится в зеленую зону, натяжение следует прекратить. Величина натяжения примерно 300 Н/мм, при недостаточном натяжении срез косой, а при избыточном полотно может разорваться.
Шаг 3
. Включите питание и проверьте правильность установки пилы. Станок должен работать тихо без нехарактерных звуков.
Практический совет. При первом резании новым полотном надо все скорости подачи установить в минимальное или среднее значение. Так полотно прикатывается, что увеличивает ресурс его работы.
При появлении вибраций медленно уменьшайте скорость до полной остановки и проверьте все регулировки. Для обкатки требуется примерно 15 мин., потом можно работать на привычных режимах резания.
Если при включении пилы полотно ведет себя неправильно, появились нехарактерные звуки, наблюдается чрезмерная вибрация, то надо после замены отрегулировать роликовые направляющие во время замены полотна они могут сбиться. Делается это в несколько шагов.
- Ослабьте винты крепления заднего ролика и установите его на расстоянии не более 0,1 мм от спинки полотна. Сильно закрутите винты.
- Ослабьте винты фиксации твердосплавных направляющих, отодвиньте их от полотна. Затем медленно поворачивайте шестигранным ключом эксцентриковый вал до тех пор, пока зазор не будет равняться 0,05 мм. Параметр проверяется специальным металлическим щупом. Все в норме – сильно затяните гайки.
- Отрегулируйте боковые направляющие таким образом, чтобы они слегка касались поверхности потолка. Шатаний не должно быть, но и не перетягивайте.
Регулировка роликовых направляющих
Регулировка роликовых направляющих (продолжение)
Если и это не помогло, то надо отрегулировать ход полотна.
Важно. Эти работы делаются на работающем станке, будьте крайне внимательными и осторожными.
Станок надо переключить на минимальную скорость движения полотна. Если полотно не перемещается вблизи буртика шкива, то необходимо выполнять юстировку. Для этого ослабляются винты фиксации колеса, а поворотом гаек против или за часовой стрелки шкив немного смещается влево или вправо. Это очень чувствительные и тонкие работы, не откручивайте винты более четверти оборота, постоянно наблюдайте изменение положения плоскости полотна. Как только все встанет на рекомендованные позиции, сильно затяните винты.
Узнайте, какие электролобзики входят в топ 10 лучших в категории цена-качество, в специальной статье на нашем портале.
Регулировка хода полотна
Цены на популярные модели ленточных пил
Ленточные пилы
Основные параметры зубцов
Количество зубьев напрямую связано с качеством пропила. Чем их больше, тем выше результат работы. Это происходит из-за того, что нагрузка равномерно распределяется по всей площади режущей поверхности.
Если ленточная пила имеет большие зубцы, пропил получается глубоким. По этой причине такие полотна применяются при спиливании деревьев. Для небольших и тонких листовых материалов подходят полотна с небольшими зубцами.
Для работы с крупными заготовками лучше остановить свой выбор на ленточной пиле с большими зубьями. Если требуется снизить резонансные явления, зубья должны иметь разную высоту. Для распиловки крупных материалов нужно использовать пилы с равномерными и часто посаженными зубьями.
Чтобы снизить засорение ленточной пилы при работе, нужны переменные зубья, которые подходят для распила мягких материалов.
Последовательность расчета:
Многократно необходимо проверять:
• Износ и регулировку направляющих • Натяжение полотна тензиометром (190…210 Н/мм2) – зеленая область на шкале • Скорость полотна тахометром или визуально (методика описана ниже) • Концентрацию смазочно-охлаждающей жидкости рефрактометром (оптимальная концентрация 6.10%) • Работу щётки для очистки ленточной пилы от стружки.
ОПРЕДЕЛЕНИЕ ШАГА ПОЛОТНА ПО РАЗМЕРАМ ЗАГОТОВКИ
НАРУЖНЫЙ ДИАМЕТР ЗАГОТОВКИ
При распиливании труб, профилей, пакетов заготовок необходимо использовать значения с удвоенной толщиной стенки.
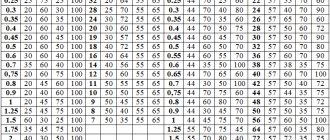
ПОДБОР ШАГА ДЛЯ РЕЗКИ ТРУБ И ПРОФИЛЕЙ
| D,мм | 20 | 40 | 60 | 80 | 100 | 150 | 200 | 300 | 400 | 500 | >700 |
| S,мм | Зубьев на дюйм (TPI) (25,4 мм) | ||||||||||
| 2 | 14 | 14 | 14 | 14 | 10/14 | 10/14 | 10/14 | 10/14 | 8/12 | 8/12 | 6/10 |
| 3 | 14 | 10/14 | 10/14 | 8/12 | 8/12 | 8/12 | 6/10 | 6/10 | 6/10 | 6/10 | 6/10 |
| 4 | 14 | 10/14 | 10/14 | 8/12 | 8/12 | 6/10 | 6/10 | 5/8 | 5/8 | 4/6 | 4/6 |
| 5 | 14 | 10/14 | 10/14 | 8/12 | 6/10 | 6/10 | 5/8 | 4/6 | 4/6 | 4/6 | 4/6 |
| 6 | 14 | 10/14 | 8/12 | 8/12 | 6/10 | 5/8 | 5/8 | 4/6 | 4/6 | 4/6 | 4/6 |
| 8 | 14 | 8/12 | 6/10 | 6/10 | 6/10 | 5/8 | 5/8 | 4/6 | 4/6 | 4/6 | 4/6 |
| 10 | – | 6/10 | 6/10 | 5/8 | 5/8 | 4/6 | 4/6 | 4/6 | 4/6 | 3/4 | 3/4 |
| 12 | – | 6/10 | 5/8 | 4/6 | 4/6 | 4/6 | 4/6 | 3/4 | 3/4 | 3/4 | 3/4 |
| 15 | – | – | – | 4/6 | 4/6 | 3/4 | 3/4 | 3/4 | 3/4 | 2/3 | 2/3 |
| 20 | – | – | – | 4/6 | 4/6 | 3/4 | 3/4 | 3/4 | 3/4 | 2/3 | 2/3 |
| 30 | – | – | – | 3/4 | 3/4 | 3/4 | 2/3 | 2/3 | 2/3 | 2/3 | 1.4/2 |
| 50 | – | – | – | – | – | 2/3 | 2/3 | 2/3 | 2/3 | 1.4/2 | 1.4/2 |
| 80 | – | – | – | – | – | – | 2/3 | 1.4/2 | 1.4/2 | 1.4/2 | 1/1.25 |
| 100 | – | – | – | – | – | – | – | 1.4/2 | 1.4/2 | 1/1.25 | 0.7/1 |
| 250 | – | – | – | – | – | – | – | – | – | 0.7/1 | 0.7/1 |
РАСЧЕТ КОЛИЧЕСТВА ЗУБЬЕВ В МАТЕРИАЛЕ ПО РАЗМЕРУ ЗАГОТОВКИ И ШАГУ ПОЛОТНА
Z=0.04хTPIхD (где D – это наибольший размер заготовки).
| Количество зубьев в материале, Z | |||
| минимум | оптимальный | оптимальный | максимум |
| 3 | 6 | 12 | 24 |
ДЛИНА РЕЗАНИЯ (ММ)
РЕКОМЕНДУЕМЫЙ РАЗМЕР ЗАГОТОВОК В ЗАВИСИМОСТИ ОТ ШАГА ПИЛЫ
| Шаг TPI | min | Оптимальные значения, мм | max |
| TPI 10/14 | 6 | 13…25 | 50 |
| TPI 8/12 | 8 | 15…30 | 60 |
| TPI 6/10 | 9 | 19…38 | 75 |
| TPI 5/8 | 12 | 23…46 | 92 |
| TPI 6 | 13 | 25…50 | 100 |
| TPI 4/6 | 15 | 30…60 | 120 |
| TPI 4 | 19 | 38…75 | 150 |
| TPI ¾ | 21 | 43…86 | 171 |
| TPI 3 | 25 | 50…100 | 200 |
| TPI 2/3 | 30 | 60…120 | 240 |
| TPI 2 | 38 | 75…150 | 300 |
| TPI 1.4/2 | 44 | 88…176 | 353 |
| TPI 1.6 | 47 | 94…188 | 375 |
| TPI 1.25 | 60 | 120…240 | 480 |
| TPI 1/1.4 | 63 | 125…250 | 500 |
| TPI 1/1.25 | 67 | 133…267 | 533 |
| TPI 0.9/1.2 | 71 | 143…286 | 571 |
| TPI 0.7/1 | 88 | 176…353 | 706 |
При распиливании труб, профилей, пакетов заготовок необходимо использовать значения с удвоенной толщиной стенки.
ОПРЕДЕЛЕНИЕ ТИПА И РАЗМЕРА ПОЛОТНА
| Материал заготовки | 3851 | 3857 | 3853 | 3851 PSG | 3854 PHG | 3858 P9000 | 3854 PQ |
| Алюминий и сплавы на его основе; вертикальные станки | +++ | + | + | + | + | ++ | |
| Алюминий и сплавы на его основе; горизонтальные станки | +++ | + | + | + | + | ++ | |
| Латунь | ++ | + | + | +++ | ++ | + | ++ |
| Медь | ++ | + | + | +++ | ++ | + | ++ |
| Конструкционные и автоматные стали | ++ | + | + | +++ | ++ | +++ | ++ |
| Стали с поверхностным упрочнением, пружинные стали | ++ | + | + | +++ | ++ | +++ | ++ |
| Конструкционные, закаленные и отпущенные стали | ++ | + | + | +++ | ++ | +++ | ++ |
| Нелегированные инструментальные стали, подшипниковые стали | ++ | + | + | ++ | ++ | +++ | +++ |
| Чугун | ++ | + | + | ++ | +++ | +++ | +++ |
| Быстрорежущие стали | ++ | + | + | ++ | +++ | +++ | +++ |
| Легированные инструментальные стали | ++ | + | + | ++ | +++ | +++ | +++ |
| Холоднодеформированные инструментальные стали | ++ | + | + | ++ | +++ | +++ | +++ |
| Азотированные и высоколегированные стали | ++ | + | + | ++ | +++ | +++ | +++ |
| Нержавеющие низколегированные стали | ++ | + | + | ++ | +++ | +++ | +++ |
| Нержавеющие высоколегированные стали | ++ | + | + | ++ | +++ | +++ | +++ |
| Титановые сплавы | ++ | + | + | ++ | +++ | +++ | +++ |
| Жаропрочные и дуплекс стали | ++ | + | + | ++ | +++ | +++ | +++ |
| Сплавы на основе никеля и никеля с кобальтом | ++ | + | + | ++ | +++ | +++ | +++ |
| Специальное применение | +++ | +++ | |||||
| Хороший + | Лучше ++ | Наилучший +++ | |||||
ВЫБОР ТВЕРДОСПЛАВНЫХ ПИЛ
| Материал заготовки | 3869 TS | 3868 TSX | 3868 TSS | 3881 THQ | 3881 THS | 3860 TCA | 3860 TCT | 3860 TCZ | 3860 TMC |
| Алюминий и сплавы на его основе; вертикальные станки | +++ | + | + | ++ | ++ | +++ | ++ | ++ | |
| Алюминий и сплавы на его основе; горизонтальные станки | + | + | ++ | ++ | +++ | ++ | ++ | ||
| Латунь | + | + | ++ | +++ | +++ | +++ | |||
| Медь | + | + | ++ | +++ | +++ | +++ | |||
| Конструкционные и автоматные стали | + | + | ++ | ++ | ++ | +++ | |||
| Стали с поверхностным упрочнением, пружинные стали | + | + | ++ | ++ | ++ | +++ | |||
| Конструкционные, закаленные и отпущенные стали | + | + | ++ | ++ | ++ | +++ | |||
| Нелегированные инструментальные стали, подшипниковые стали | + | + | ++ | ++ | ++ | +++ | |||
| Чугун | + | + | ++ | ++ | ++ | +++ | |||
| Быстрорежущие стали | + | + | ++ | ++ | ++ | +++ | |||
| Легированные инструментальные стали | + | + | ++ | ++ | ++ | +++ | |||
| Холоднодеформированные инструментальные стали | + | + | ++ | ++ | ++ | +++ | |||
| Азотированные и высоколегированные стали | + | + | ++ | ++ | ++ | +++ | |||
| Нержавеющие низколегированные стали | + | +++ | ++ | +++ | ++ | +++ | |||
| Нержавеющие высоколегированные стали | + | +++ | ++ | +++ | ++ | +++ | |||
| Титановые сплавы | + | ++ | ++ | +++ | |||||
| Жаропрочные и дуплекс стали | + | +++ | ++ | +++ | ++ | +++ | |||
| Сплавы на основе никеля и никеля с кобальтом | + | ++ | ++ | +++ | |||||
| Специальное применение | +++ | ||||||||
| Хороший + | Лучше ++ | Наилучший +++ | |||||||
► 3851 SANDFLEX® COBRA™
Для резки различных типов обрабатываемых материалов от алюминия до конструкционных сталей.
Прочная конструкция зубьев со специальной геометрией делают эту пилу идеальной для общего применения в промышленных условиях.
PS – Высокопроизводительная форма зуба с передним углом 10-15°. Большой угол заострения зуба и глубокая впадина позволяют резать большие заготовки.
Hook – Традиционная форма зубьев с передним углом 10°, используемая для цветных металлов, дерева и пластмасс.
PRX – Инновационный передний угол, имеющий 10° на 2/3 и 3/4 TPI; 8° на 4/6 и 5/8 TPI.
Это позволяет PRX быть хорошим легким производственным полотном для резки легкообрабатываемых деталей небольших и средних размеров.
| Артикул | Ширина | Толщина | TPI | Тип зуба |
| 3851-6-0.6-H-6 | 6 | 0.6 | 6 | Hook |
| 3851-6-0.6-10/14 | 6 | 0.6 | 10/14 | PRX |
| 3851-6-0.9-H-6 | 6 | 0.9 | 6 | Hook |
| 3851-6-0.9-10/14 | 6 | 0.9 | 10/14 | PRX |
| 3851-10-0.6-H-4 | 10 | 0.6 | 4 | Hook |
| 3851-10-0.6-H-6 | 10 | 0.6 | 6 | Hook |
| 3851-10-0.6-10/14 | 10 | 0.6 | 10/14 | PRX |
| 3851-10-0.9-H-4 | 10 | 0.9 | 4 | Hook |
| 3851-10-0.9-H-6 | 10 | 0.9 | 6 | Hook |
| 3851-10-0.9-10/14 | 10 | 0.9 | 10/14 | PRX |
| 3851-13-0.6-H-3 | 13 | 0.6 | 3 | Hook |
| 3851-13-0.6-H-4 | 13 | 0.6 | 4 | Hook |
| 3851-13-0.6-H-6 | 13 | 0.60 | 6 | Hook |
| 3851-13-0.6-5/8 | 13 | 0.6 | 5/8 | PRX |
| 3851-13-0.6-6/10 | 13 | 0.6 | 6/10 | PRX |
| 3851-13-0.6-8/12 | 13 | 0.6 | 8/12 | PRX |
| 3851-13-0.6-10/14 | 13 | 0.6 | 10/14 | PRX |
| 3851-13-0.9-H-3 | 13 | 0.9 | 3 | Hook |
| 3851-13-0.9-H-4 | 13 | 0.9 | 4 | Hook |
| 3851-13-0.9-H-6 | 13 | 0.9 | 6 | Hook |
| 3851-13-0.9-6/10 | 13 | 0.9 | 6/10 | PRX |
| 3851-13-0.9-10/14 | 13 | 0.9 | 10/14 | PRX |
| 3851-20-0.9-4/6 | 20 | 0.9 | 4/6 | PRX |
| 3851-20-0.9-5/8 | 20 | 0.9 | 5/8 | PRX |
| 3851-20-0.9-6/10 | 20 | 0.9 | 6/10 | PRX |
| 3851-20-0.9-8/12 | 20 | 0.9 | 8/12 | PRX |
| 3851-20-0.9-10/14 | 20 | 0.9 | 10/14 | PRX |
| 3851-27-0.9-P-3 | 27 | 0.9 | 3 | PS |
| 3851-27-0.9-P-4 | 27 | 0.9 | 4 | PS |
| 3851-27-0.9-2/3 | 27 | 0.9 | 2/3 | PRX |
| 3851-27-0.9-3/4 | 27 | 0.9 | 3/4 | PRX |
| 3851-27-0.9-4/6 | 27 | 0.9 | 4/6 | PRX |
| 3851-27-0.9-5/8 | 27 | 0.9 | 5/8 | PRX |
| 3851-27-0.9-6/10 | 27 | 0.9 | 6/10 | PRX |
| 3851-27-0.9-8/12 | 27 | 0.9 | 8/12 | PRX |
| 3851-27-0.9-10/14 | 27 | 0.9 | 10/14 | PRX |
| 3851-34-1.1-P-2 | 34 | 1.1 | 2 | PS |
| 3851-34-1.1-P-3 | 34 | 1.1 | 3 | PS |
| 3851-34-1.1-2/3 | 34 | 1.1 | 2/3 | PRX |
| 3851-34-1.1-3/4 | 34 | 1.1 | 3/4 | PRX |
| 3851-34-1.1-4/6 | 34 | 1.1 | 4/6 | PRX |
| 3851-34-1.1-5/8 | 34 | 1.1 | 5/8 | PRX |
| 3851-34-1.1-6/10 | 34 | 1.1 | 6/10 | PRX |
| 3851-41-1.3-P-2 | 41 | 1.3 | 2 | PS |
| 3851-41-1.3-2/3 | 41 | 1.3 | 2/3 | PRX |
| 3851-41-1.3-3/4 | 41 | 1.3 | 3/4 | PRX |
| 3851-41-1.3-4/6 | 41 | 1.3 | 4/6 | PRX |
| 3851-41-1.3-5/8 | 41 | 1.3 | 5/8 | PRX |
| 3851-41-1.3-1.4/2 | 41 | 1.3 | 1.4/2 | PRX |
| 3851-54-1.3-2/3 | 54 | 1.3 | 2/3 | PRX |
| 3851-54-1.3-3/4 | 54 | 1.3 | 3/4 | PRX |
| 3851-54-1.3-4/6 | 54 | 1.3 | 4/6 | PRX |
| 3851-54-1.6-2/3 | 54 | 1.6 | 2/3 | PRX |
| 3851-54-1.6-3/4 | 54 | 1.6 | 3/4 | PRX |
| 3851-54-1.6-1.4/2 | 54 | 1.6 | 1.4/2 | PRX |
| 3851-54-1.6-P-1.25 | 54 | 1.6 | 1.25 | PS |
| 3851-54-1.6-1/1.4 | 54 | 1.6 | 1/1.4 | PRX |
| 3851-67-1.6-1/1.4 | 67 | 1.6 | 1/1.4 | PRX |
| 3851-67-1.6-0.7/1 | 67 | 1.6 | 0.7/1 | PRX |
| 3851-80-1.6-1/1.4 | 80 | 1.6 | 1/1.4 | PRX |
| 3851-80-1.6-0.7/1 | 80 | 1.6 | 0.7/1 | PRX |
► 3857 УНИВЕРСАЛЬНАЯ ПИЛА EASY-CUT
Новое поколение ленточных пил отвечает различным требованиям заказчика.
Запатентованная форма зубьев создана для резки ряда размеров различных материалов только одним полотном. В этом случае полотно и службы в сравнении со стандартными полотнами.
Форма зуба делает полотно пригодным для резки всех обычных материалов, при высокой устойчивости к истиранию зубьев.
Идеально подходит для мелкосерийных производств, где происходит резание заготовок разных материалов и размеров.
| Артикул | Ширина | Толщина | TPI | Тип зуба |
| 3857-13-0.6-EZ-S (11/13) | 13 | 0.6 | 11/13 | EZ |
| 3857-13-0.6-EZ-M (9/11) | 13 | 0.6 | 9/11 | EZ |
| 3857-13-0.6-EZ-L (8/10) | 13 | 0.6 | 8/10 | EZ |
| 3857-20-0.9-EZ-S (9/11) | 20 | 0.9 | 9/11 | EZ |
| 3857-20-0.9-EZ-M (8/10) | 20 | 0.9 | 8/10 | EZ |
| 3857-20-0.9-EZ-L (5/7) | 20 | 0.9 | 5/7 | EZ |
| 3857-27-0.9-EZ-S (9/11) | 27 | 0.9 | 9/11 | EZ |
| 3857-27-0.9-EZ-M (6/8) | 27 | 0.9 | 6/8 | EZ |
| 3857-27-0.9-EZ-L (4/5) | 27 | 0.9 | 4/5 | EZ |
| 3857-34-1.1-EZ-S (8/10) | 34 | 1.1 | 8/10 | EZ |
| 3857-34-1.1-EZ-M (5/7) | 34 | 1.1 | 5/7 | EZ |
| 3857-34-1.1-EZ-L (4/5) | 34 | 1.1 | 4/5 | EZ |
ВЫБОР УНИВЕРСАЛЬНОЙ EASY-CUT ПО РАЗМЕРУ ЗАГОТОВКИ, ММ
► 3853 SANDFLEX® TOP FABRICATOR
Для резания конструкционных сталей, труб и профилей в пакете или по отдельности.
Точная разводка зубьев обеспечивает высокое качество поверхности среза.
Форма зуба PF с положительным углом в 6 градусов специально предназначена для резки пакетов труб и профилей.
Прочный инструмент с высокими показателями производительности и стойкости.
| Артикул | Ширина | Толщина | TPI | Тип зуба |
| 3853-27-0.9-3/4 | 27 | 0.9 | 3/4 | PF |
| 3853-27-0.9-4/6 | 27 | 0.9 | 4/6 | PF |
| 3853-27-0.9-5/8 | 27 | 0.9 | 5/8 | PF |
| 3853-34-1.1-2/3 | 34 | 1.1 | 2/3 | PF |
| 3853-34-1.1-3/4 | 34 | 1.1 | 3/4 | PF |
| 3853-34-1.1-4/6 | 34 | 1.1 | 4/6 | PF |
| 3853-34-1.1-5/8 | 34 | 1.1 | 5/8 | PF |
| 3853-41-1.3-2/3 | 41 | 1.3 | 2/3 | PF |
| 3853-41-1.3-3/4 | 41 | 1.3 | 3/4 | PF |
| 3853-41-1.3-4/6 | 41 | 1.3 | 4/6 | PF |
| 3853-41-1.3-5/8 | 41 | 1.3 | 5/8 | PF |
| 3853-54-1.6-2/3 | 54 | 1.6 | 2/3 | PF |
| 3853-54-1.6-3/4 | 54 | 1.6 | 3/4 | PF |
| 3853-54-1.6-4/6 | 54 | 1.6 | 4/6 | PF |
| 3853-67-1.6-2/3 | 67 | 1.6 | 2/3 | PF |
| 3853-67-1.6-3/4 | 67 | 1.6 | 3/4 | PF |
► 3851 SANDFLEX® COBRA™ PSG
Для промышленной резки различных типов материалов, особенно легированных и нержавеющих сталей.
Шлифованные зубья Combo PSG с положительным передним углом имеют высокую точность взаимного расположения зубьев.
Точная разводка гарантирует высокое качество поверхности среза.
Идеальная форма зубьев для промышленной резки средних и больших сечений широкого диапазона материалов.
| Артикул | Ширина | Толщина | TPI | Тип зуба |
| 3851-27-0.9-PSG-2/3 | 27 | 0.9 | 2/3 | PSG |
| 3851-27-0.9-PSG-3/4 | 27 | 0.9 | 3/4 | PSG |
| 3851-27-0.9-PSG-4/6 | 27 | 0.9 | 4/6 | PSG |
| 3851-34-1.1-PSG-2/3 | 34 | 1.1 | 2/3 | PSG |
| 3851-34-1.1-PSG-3/4 | 34 | 1.1 | 3/4 | PSG |
| 3851-34-1.1-PSG-4/6 | 34 | 1.1 | 4/6 | PSG |
| 3851-41-1.3-PSG-1.4/2 | 41 | 1.3 | 1.4/2 | PSG |
| 3851-41-1.3-PSG-2/3 | 41 | 1.3 | 2/3 | PSG |
| 3851-41-1.3-PSG-3/4 | 41 | 1.3 | 3/4 | PSG |
| 3851-41-1.3-PSG-4/6 | 41 | 1.3 | 4/6 | PSG |
| 3851-54-1.6-PSG-1.4/2 | 54 | 1.6 | 1.4/2 | PSG |
| 3851-54-1.6-PSG-2/3 | 54 | 1.6 | 2/3 | PSG |
| 3851-54-1.6-PSG-3/4 | 54 | 1.6 | 3/4 | PSG |
► 3854 SANDFLEX® KING COBRA™ PQ
Резко положительный передний угол позволяет осуществлять хорошее врезание в труднообрабатываемые материалы.
Прочный зуб с углом 48° позволяет улучшить процесс резания специальных упрочняемых сплавов.
Различная степень разводки создает профиль резания с различным сечением стружки, что уменьшает силы резания и увеличивает стойкость ленточной пилы.
Агрессивная форма зуба с передним углом 17° обеспечивает хорошее врезание труднообрабатываемых материалов, особенно подшипниковых сталей (ШХ 15 и др.) и упрочняемых материалов.
| Артикул | Ширина | Толщина | TPI | Тип зуба |
| 3854-27-0.9-PQ-3/4 | 27 | 0.9 | 3/4 | PQ |
| 3854-34-1.1-PQ-2/3 | 34 | 1.1 | 2/3 | PQ |
| 3854-34-1.1-PQ-3/4 | 34 | 1.1 | 3/4 | PQ |
| 3854-41-1.3-PQ-1.4/2 | 41 | 1.3 | 1.4/2 | PQ |
| 3854-41-1.3-PQ-2/3 | 41 | 1.3 | 2/3 | PQ |
| 3854-41-1.3-PQ-3/4 | 41 | 1.3 | 3/4 | PQ |
| 3854-54-1.6-PQ-0.9/1.2 | 54 | 1.6 | 0.9/1.2 | PQ |
| 3854-54-1.6-PQ-1.4/2 | 54 | 1.6 | 1.4/2 | PQ |
| 3854-54-1.6-PQ-2/3 | 54 | 1.6 | 2/3 | PQ |
| 3854-54-1.6-PQ-3/4 | 54 | 1.6 | 3/4 | PQ |
| 3854-67-1.6-PQ-0.9/1.2 | 67 | 1.6 | 0.9/1.2 | PQ |
| 3854-67-1.6-PQ-1.4/2 | 67 | 1.6 | 1.4/2 | PQ |
| 3854-67-1.6-PQ-2/3 | 67 | 1.6 | 2/3 | PQ |
► 3854 SANDFLEX® KING COBRA™ PHG™
Форма зуба разработана для резки твердых материалов.
Формообразование зубьев пилы шлифованием обеспечивает высокую точность расположения по высоте.
Специальная форма зуба в сочетании с острыми режущими кромками имеет высокую проникаемость в заготовку и производительность.
PHG является запатентованной формой шлифованных зубьев с положительным передним углом для хорошего проникновения в большие сечения труднообрабатываемых сплавов и упрочняемых материалов.
| Артикул | Ширина | Толщина | TPI | Тип зуба |
| 3854-27-0.9-PHG-3/4 | 27 | 0.9 | 3/4 | PHG |
| 3854-27-0.9-PHG-4/6 | 27 | 0.9 | 4/6 | PHG |
| 3854-34-1.1-PHG-2/3 | 34 | 1.1 | 2/3 | PHG |
| 3854-34-1.1-PHG-3/4 | 34 | 1.1 | 3/4 | PHG |
| 3854-34-1.1-PHG-4/6 | 34 | 1.1 | 4/6 | PHG |
| 3854-41-1.3-PHG-1.4/2 | 41 | 1.3 | 1.4/2 | PHG |
| 3854-41-1.3-PHG-2/3 | 41 | 1.3 | 2/3 | PHG |
| 3854-41-1.3-PHG-3/4 | 41 | 1.3 | 3/4 | PHG |
| 3854-54-1.6-PHG-1.4/2 | 54 | 1.6 | 1.4/2 | PHG |
| 3854-54-1.6-PHG-2/3 | 54 | 1.6 | 2/3 | PHG |
| 3854-67-1.6-PHG-1/1.4 | 67 | 1.6 | 1/1.4 | PHG |
| 3854-67-1.6-PHG-1.4/2 | 67 | 1.6 | 1.4/2 | PHG |
| 3854-67-1.6-PHG-2/3 | 67 | 1.6 | 2/3 | PHG |
► 3858 SANDFLEX® PHG™ P9000
Специально разработанная ленточная пила подходит для пиления средних и крупных заготовок из различных труднообрабатываемых материалов, высоколегированных и нержавеющих сталей.
Применение технологии порошковой металлургии увеличивает прочность и твердость PHG P9000, что существенно повышает качество и производительность данного инструмента.
Запатентованная технология формообразования профиля шлифованием позволяет получить высокую точность расположения зубьев с положительным передним углом, что улучшает врезание в заготовки из твердых материалов.
| Артикул | Ширина | Толщина | TPI | Тип зуба |
| 3858-41-1.3-PHG-1.4/2 | 41 | 1.3 | 1.4/2 | PHG |
| 3858-41-1.3-PHG-2/3 | 41 | 1.3 | 2/3 | PHG |
| 3858-41-1.3-PHG-3/4 | 41 | 1.3 | 3/4 | PHG |
| 3858-54-1.6-PHG-0.7/1 | 54 | 1.6 | 0.7/1 | PHG |
| 3858-54-1.6-PHG-1.4/2 | 54 | 1.6 | 1.4/2 | PHG |
| 3858-54-1.6-PHG-2/3 | 54 | 1.6 | 2/3 | PHG |
► 3868 CARBIDE TRIPLE SET® “XTRA”™ TSX
Предназначается для высокопроизводительной резки труднообрабатываемых материалов. Особенно хорошо подходит для нержавеющих и инструментальных сталей, титановых сплавов.
Запатентованная форма зуба имеет передний угол 10°.
Преимуществом полотна является неприхотливость при разрезании заготовок на менее устойчивых станках.
| Артикул | Ширина | Толщина | TPI | Тип зуба |
| 3868-27-0.9-TSX-3/4 | 27 | 0.9 | 3/4 | TSX |
| 3868-34-1.1-TSX-2 | 34 | 1.1 | 2 | TSX |
| 3868-34-1.1-TSX-2/3 | 34 | 1.1 | 2/3 | TSX |
| 3868-34-1.1-TSX-3/4 | 34 | 1.1 | 3/4 | TSX |
| 3868-41-1.3-TSX-1.6 | 41 | 1.3 | 1.6 | TSX |
| 3868-41-1.3-TSX-1.4/2 | 41 | 1.3 | 1.4/2 | TSX |
| 3868-41-1.3-TSX-2 | 41 | 1.3 | 2 | TSX |
| 3868-41-1.3-TSX-2/3 | 41 | 1.3 | 2/3 | TSX |
| 3868-41-1.3-TSX-3/4 | 41 | 1.3 | 3/4 | TSX |
| 3868-54-1.3-TSX-1.4/2 | 54 | 1.3 | 1.4/2 | TSX |
| 3868-54-1.6-TSX-1/1.25 | 54 | 1.6 | 1/1.25 | TSX |
| 3868-54-1.6-TSX-1.6 | 54 | 1.6 | 1.6 | TSX |
| 3868-54-1.6-TSX-1.4/2 | 54 | 1.6 | 1.4/2 | TSX |
| 3868-54-1.6-TSX-2 | 54 | 1.6 | 2 | TSX |
| 3868-54-1.6-TSX-2/3 | 54 | 1.6 | 2/3 | TSX |
| 3868-54-1.6-TSX-3/4 | 54 | 1.6 | 3/4 | TSX |
| 3868-67-1.6-TSX-0.7/1 | 67 | 1.6 | 0.7/1 | TSX |
| 3868-67-1.6-TSX-1/1.25 | 67 | 1.6 | 1/1.25 | TSX |
| 3868-67-1.6-TSX-1.4/2 | 67 | 1.6 | 1.4/2 | TSX |
| 3868-80-1.6-TSX-0.7/1 | 80 | 1.6 | 0.7/1 | TSX |
► 3868 CARBIDE TSS
Такая же форма, как у TSX, но с предварительной обкаткой на заводе-изготовителе при помощи запатентованного метода исключает необходимость приработки, позволяя проводить операцию сразу на рабочих режимах резания с первого реза по нержавеющей стали.
| Артикул | Ширина | Толщина | TPI | Тип зуба |
| 3868-41-1.3-TSS-1.4/2 | 41 | 1.3 | 1.4/2 | TSS |
| 3868-41-1.3-TSS-2/3 | 41 | 1.3 | 2/3 | TSS |
| 3868-54-1.6-TSS-1/1.25 | 54 | 1.6 | 1/1.25 | TSS |
| 3868-54-1.6-TSS-1.4/2 | 54 | 1.6 | 1.4/2 | TSS |
| 3868-67-1.6-TSS-1/1.25 | 67 | 1.6 | 1/1.25 | TSS |
► 3881 CARBIDE THQ
Форма зуба разработана для специальных сплавов, особенно когда существует опасность заклинивания полотна ленточной пилы.
Эта пила предназначена для резки сплавов на основе никеля, титана и цветных металлов.
Широкая разводка для предотвращения заклинивания позволяет уменьшить силы резания и увеличить стойкость полотна.
Применяется для заготовок небольшого и среднего размера.
| Артикул | Ширина | Толщина | TPI | Тип зуба |
| 3881-34-1.1-THQ-2/3 | 34 | 1.1 | 2/3 | THQ |
| 3881-41-1.3-THQ-1.4/2 | 41 | 1.3 | 1.4/2 | THQ |
| 3881-41-1.3-THQ-2/3 | 41 | 1.3 | 2/3 | THQ |
| 3881-54-1.6-THQ-1.4/2 | 54 | 1.6 | 1.4/2 | THQ |
| 3881-54-1.6-THQ-2/3 | 54 | 1.6 | 2/3 | THQ |
| 3881-67-1.6-THQ-1.4/2 | 67 | 1.6 | 1.4/2 | THQ |
| 3881-80-1.6-THQ-1/1.25 | 80 | 1.6 | 1/1.25 | THQ |
► 3881 CARBIDE THS
Запатентованная геометрия и технология изготовления этой пилы позволяют распиливать труднообрабатываемые материалы на основе никеля, хрома, нержавеющих сталей, специальных аэрокосмических сплавов и абразивных материалов без обкатки, сразу на рабочих режимах резания. Благодаря особой конструкции риск заклинивания полотна значительно снижен.
Запатентованная технология подготовки режущих кромок.
Исключается обкатка – пилу можно сразу использовать на установленных режимах резания.
Снижена вероятность скалывания при врезании.
Конструкция идентична THQ, но с более низким уровнем шума.
Не подходит для пиления титановых сплавов, так как резание титана необходимо выполнять острым инструментом.
| Артикул | Ширина | Толщина | TPI | Тип зуба |
| 3881-41-1.3-THS-1.4/2 | 41 | 1.3 | 1 4/2 | THS |
| 3881-54-1.6-THS-1.4/2 | 54 | 1.6 | 1.4/2 | THS |
| 3881-54-1.6-THS-1 4/2-1 1/25 | 54 | 1,6 | 1 1/25 | THS |
| 3881-67-1.6-THS-1.4/2 | 67 | 1.6 | 1.4/2 | THS |
| 3881-67-1.6-THS-1 4/2-1 1/25 | 67 | 1,6 | 1 1/25 | THS |
| 3881-80-1.6-THS- 0/7/1 | 80 | 1.6 | 0/7/1 | THS |
► 3860 TCA, TCT, TCZ
Конструкция и состав твердосплавных зубьев семейства TC обеспечивает наибольшую производительность резания и стойкость инструмента.
TCA – ленточная пила для резки заготовок из алюминия, особенно в условиях автоматизированного производства.
Передний угол 12° позволяет эффективно распиливать сплавы из алюминия, идеально подходит для распиливания больших отливок.
TCZ – ленточная пила с передним углом 0°.
Конструкция зубьев для распиливания твердых металлов и труднообрабатываемых заготовок из хрома, а также неметаллических материалов без образования стружки (графит).
TCT – ленточная пила с передним углом 10°.
Более экономичная версия TMC. Применение аналогично TMC, когда цена играет определяющую роль; или аналогично 3868 или 3881, когда решающим фактором является чистота поверхности.
| Артикул | Ширина | Толщина | TPI | Тип зуба |
| 3860-27-0.9-TCA-2 | 27 | 0.9 | 2 | TCA |
| 3860-27-0.9-TCA-3 | 27 | 0.9 | 3 | TCA |
| 3860-34-1.1-TCA-2 | 34 | 1.1 | 2 | TCA |
| 3860-34-1.1-TCA-2/3 | 34 | 1.1 | 2/3 | TCA |
| 3860-34-1.1-TCA-3 | 34 | 1.1 | 3 | TCA |
| 3860-41-1.3-TCA-1.4/2 | 41 | 1.3 | 1.4/2 | TCA |
| 3860-41-1.3-TCA-2/3 | 41 | 1.3 | 2/3 | TCA |
| 3860-54-1.6-TCA-1/1.25 | 54 | 1.6 | 1/1.25 | TCA |
| 3860-54-1.6-TCA-1.4/2 | 54 | 1.6 | 1.4/2 | TCA |
| 3860-27-0.9-TCT-3 | 27 | 0.9 | 3 | TCT |
| 3860-27-0.9-TCT-3/4 | 27 | 0.9 | 3/4 | TCT |
| 3860-34-1.1-TCT-2/3 | 34 | 1.1 | 2/3 | TCT |
| 3860-34-1.1-TCT-3/4 | 34 | 1.1 | 3/4 | TCT |
| 3860-41-1.3-TCT-1.4/2 | 41 | 1.3 | 1.4/2 | TCT |
| 3860-41-1.3-TCT-1.9/2.1 | 41 | 1.3 | 1.9/2.1 | TCT |
| 3860-41-1.3-TCT-2/3 | 41 | 1.3 | 2/3 | TCT |
| 3860-41-1.3-TCT-3/4 | 41 | 1.3 | 3/4 | TCT |
| 3860-54-1.6-TCT-1.4/2 | 54 | 1.6 | 1.4/2 | TCT |
| 3860-54-1.6-TCT-2/3 | 54 | 1.6 | 2/3 | TCT |
| 3860-54-1.6-TCT-3/4 | 54 | 1.6 | 3/4 | TCT |
| 3860-27-0.9-TCZ-3/4 | 27 | 0.9 | 3/4 | TCZ |
| 3860-34-1.1-TCZ-3/4 | 34 | 1.1 | 3/4 | TCZ |
| 3860-41-1.3-TCZ-2/3 | 41 | 1.3 | 2/3 | TCZ |
| 3860-41-1.3-TCZ-3/4 | 41 | 1.3 | 3/4 | TCZ |
► 3860 TMC
Неразведенная форма зуба обеспечивает высокопроизводительную резку труднообрабатываемых и абразивных материалов.
Это твердосплавное полотно без разводки хорошо подходит для разрезания нержавеющих, инструментальных сталей, никелевых и титановых сплавов.
Разная геометрия зубьев обеспечивает получение стружки семи сечений.
Каждый зуб пилы направленно врезается в заготовку для получения высокопроизводительного процесса при работе на высоких режимах резания даже при пилении крупных заготовок.
| Артикул | Ширина | Толщина | TPI | Тип зуба |
| 3860-41-1.3-TMC-2/3 | 41 | 1.3 | 2/3 | TMC |
| 3860-41-1.3-TMC-1.4/2 | 41 | 1.3 | 1.4/2 | TMC |
| 3860-54-1.6-TMC-1/1.25 | 54 | 1.6 | 1/1.25 | TMC |
| 3860-54-1.6-TMC-1.4/2 | 54 | 1.6 | 1.4/2 | TMC |
| 3860-54-1.6-TMC-2/3 | 54 | 1.6 | 2/3 | TMC |
| 3860-67-1.6-TMC-1/1.25 | 67 | 1.6 | 1/1.25 | TMC |
| 3860-67-1.6-TMC-1.4/2 | 67 | 1.6 | 1.4/2 | TMC |
| 3860-67-1.6-TMC-2/3 | 67 | 1.6 | 2/3 | TMC |
| 3860-80-1.6-TMC-0.7/1 | 80 | 1.6 | 0.7/1 | TMC |
| 3860-80-1.6-TMC-1/1.25 | 80 | 1.6 | 1/1.25 | TMC |
| 3860-80-1.6-TMC-1.4/2 | 80 | 1.6 | 1.4/2 | TMC |
► 3869 CARBIDE TRIPLE SET®
Для резки сплавов цветных металлов и абразивных материалов.
Идеально для отрезания литников алюминиевых отливок, магниевых и циркониевых сплавов, пластмасс.
Специальная форма для использования в литейном производстве гарантирует быстрое отрезание с легкой подачей.
Форма зуба имеет передний угол 7°, что обеспечивает получение стружки трех различных сечений.
Пила предназначена для использования в литейном производстве, но также хорошо работает в узком диапазоне применения при резании нержавеющих и высоколегированных сталей.
| Артикул | Ширина | Толщина | TPI | Тип зуба |
| 3869-13-0.9-TS-3 | 13 | 0.9 | 3 | TS |
| 3869-20-0.9-TS-3 | 20 | 0.9 | 3 | TS |
| 3869-20-0.9-TS-4 | 20 | 0.9 | 4 | TS |
| 3869-27-0.9-TS-3 | 27 | 0.9 | 3 | TS |
| 3869-27-0.9-TS-4 | 27 | 0.9 | 4 | TS |
| 3869-29-1.1-TS-2 | 29 | 1.1 | 2 | TS |
| 3869-34-1.1-TS-3 | 34 | 1.1 | 3 | TS |
Лучшие производители
Среди компаний-производителей ленточных пил специалисты рекомендуют следующие, занимающие первые строчки рейтинга:
- Arntz. Немецкая компания, в производственных помещениях которой осуществляется постоянный мониторинг качества выпускаемой продукции, а также ведутся работы по исследованиям с целью модернизации технологий и улучшению показателей характеристик ленточных пил.
- Lenox. Американская компания, особенностью этого производителя является специально разработанное покрытие, оно носит название Armor. Благодаря ему изделия обладают повышенной прочностью и устойчивостью к физическому износу.
- Wikus. Еще один производитель из Германии, на протяжении большого промежутка времени находящийся в лидерах списка лучших производителей ленточных пил. К достоинствам компании можно отнести наличие многолетнего опыта в выпуске инструментов и большого перечня имеющихся моделей.
- Forezienne — французская компания по производству и техническому обслуживанию режущих инструментов. Главной ее особенностью является изготовление полотен для ленточных пил из стали, которая производится из высокопробных горных пород и проходит обработку системой закаливания и отпуска.
- Lennartz — не менее крупный производитель лезвий для ленточных станков, востребованный в Европе. Эта компания специализируется на изготовлении пил на базе композиционных сплавов.
- Doall — американский производитель, его знают на рынке благодаря высокому качеству ленточных пил.
Все изделия отличаются надежностью и длительным сроком службы.
Описание ГОСТ Р 53924-2010
ГОСТ Р 53924-2010 подготовлен ОАО «ВНИИИНСТРУМЕНТ», внесен Техническим комитетом по стандартизации ТК 95 «Инструмент», утвержден и введен в действие Приказом Федерального агентства по техническому регулированию и метрологии от 12 ноября 2010 г. N 399-ст. ГОСТ распространяется на бесконечные ленточные пилы для резки сортового и фасонного проката, литья, листового материала, труб и других изделий из черных и цветных металлов, также неметаллических материалов на ленточнопильных станках. ГОСТ Р 53924-2010 содержит модифицированные главные нормативные положения следующих международных стандартов: – ИСО 4875-1:2006 «Полотна ленточных пил по металлу. Словарь» (ISO 4875-1:2006 «Metal-cutting band saw blades – Part 1: Vocabulary»); – ИСО 4875-2:2006 «Полотна ленточных пил по металлу. Характеристики и размеры» (ISO 4875-2:2006 «Metal-cutting band saw blades – Part 3.2: Characteristics and dimensions»). В реальном образце использованы следующие нормативы: ГОСТ 3882-74 Сплавы твердые спеченные. Марки (ИСО 513-75 «Материалы твердые инструментальные для обработки резанием. Обозначение основных групп стружкоудаления и групп внедрения», MOD). ГОСТ 5950-2000 Прутки, полосы и мотки из инструментальной легированной стали. Общие технические условия. ГОСТ 19265-73 Прутки и полосы из быстрорежущей стали. Технические условия.
Варианты производства ленточных полотен:
1 – полотна из инструментальной легированной стали по ГОСТ 5950; 5 – полотна биметаллические (материал режущей части – быстрорежущая сталь по ГОСТ 19265); 3 – полотна из инструментальной легированной стали с зубьями, обустроенными жестким сплавом по ГОСТ 3882; 4 – полотна для фрикционной резки (под действием возникающего при трении нагрева) из стали, стойкой к усталостности.
Типы разводки зубьев:
1.Стандартная разводка:Поперечная разводка каждого зуба попеременно на право и на лево. Примечание – не применяется для полотен, предназначенных для работ по черным металлам.
Рисунок – Разводка 2-ух смежных зубьев через один неразведенный.
4.5.Разводка 2-ух смежных зубьев через один неразведенный:Разводка одной книжки зуба на право, }учебника на лево, одной книжки – без разводки.
Рисунок – Разводка 2-ух смежных зубьев через один неразведенный
3.Волнообразная разводка:Поперечная разводка групп зубьев с неизменной переменой направления разводки на право и на лево.
Рисунок – Волнообразная разводка
4.Групповая разводка:Поперечная разводка нескольких зубьев попеременно на право и на лево, за ними один, по минимому, неразведенный.
Рисунок – Групповая разводка
Общая разводка зубьев ленточных пил всех выполнений – по усмотрению изготовителя. Разводка зубьев с боковых сторон полотна должна быть равной. Предельные отличия разводки – ±0,05 мм. Допуск прямолинейности боковых сторон полотна в поперечнике на всей ширине не разведенной части должен наименее 3.5 мкм/мм.
Главные размеры полотен должны} быть соответствовать обозначенным в таблице
Длина бескрайних ленточных пил определяется соответственно с типом используемого станка.
Ремонт полотна
Разрыв режущей части является редким явлением в деревообработке, но металлическую ленту можно отремонтировать и повторно использовать в работе. Процесс восстановления включает в себя следующие этапы:
- измерение длины ленточного полотна;
- выявление недостающих фрагментов;
- обработка кромок;
- сварка электроконтактным способом;
- закалка и обработка сварного шва.
Восстановление полотна для ленточной пилорамы требует квалификации мастера. Стоимость услуги зависит от того, сколько швов нужно сделать и какой ширины должны быть вставки.
Как ухаживать за полотнами
Как Вы затачиваете полотно ленточных пил?
СамостоятельноУ мастера
При неправильном обращении с инструментом, все пилы приходят в негодность раньше срока.
Пила требует периодического техобслуживания, которое включает в себя следующие пункты:
- Очищение полотна – производится после каждой обработки материалов. Скапливающаяся оплавленная грязь не только придает изделию неопрятность, но и препятствует его корректной работе.
- Проведение профилактических заточек. Ленточные пилы подразумевают два варианта заточки – по полнопрофильной схеме и по граням режущих зубьев. Для первого метода мастеру понадобится станок. Очистка граней возможна вручную.
- Разведение зубьев. Смысл разводки заключается в разведении зубцов инструмента в разные стороны. Четные зубцы отгибаются в одну сторону, а нечетные – в противоположную. Самый простой способ разведения производится с помощью плоскогубцев.
- Сварка полотна. Контактная стыковая сварка заключается в пропуске электрического тока через сжатые концы пилы. В результате прохождения тока торцевые кромки пильной ленты разогреваются, оплавливаются и свариваются. Для сварки полотен выпускаются специализированные аппараты.