Параметры дюймовой резьбы
Требования к эталонным параметрам цилиндрической дюймовой резьбы прописаны в ГОСТ 6111-52. Здесь же указаны такие базовые характеристики резьбовых соединений, как шаг и диаметр.
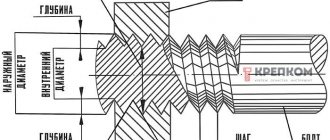
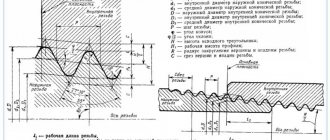
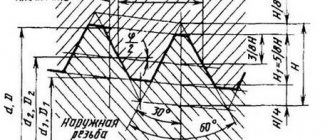
- Наружный диаметр — расстояние между верхними точками резьбовых гребней на противоположных сторонах трубы. Чтобы узнать его, можно использовать линейку или штангенциркуль.
- Внутренний диаметр — расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, находящейся на противоположной стороне трубы.
Основные параметры дюймовой резьбы
Зная наружный и внутренний диаметры дюймовой резьбы, можно рассчитать высоту ее профиля. Для этого достаточно определить разницу между диаметрами.
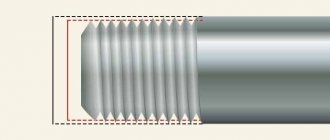
Шаг дюймовой резьбы обозначает расстояние, которое разделяет два соседних гребня (или две соседние впадины). Резьбовой шаг как правило не превышает 3 мм, поэтому для его измерения используют высокоточные линейки.
Измерение шага дюймовой резьбы
Как определить тип резьбы
Необходимость определения нарезанной резьбы возникает при подборе детали, которую нужно присоединить к существующему резьбовому соединению. Сделать это возможно несколькими способами.
Резьбомер
Это специальное приспособление, предназначенное для определения шага нарезанной резьбы. Устройство инструмента построено по принципу корпуса, к которому присоединено несколько щупов (тонкие пластины с гребёнкой). Форма каждой из них схожа с конкретным размером нарезанного шага.
Метрический резьбомер с открытыми вкладышами Источник tdchiz.ru
Существует несколько типов резьбомеров:
- Метрические. Используются для измерения шага резьбы изделий с метрическим типом нарезки. Применимы к соответствующим диаметрам: от 1 до 600 мм. В устройстве имеется 20 разных пластин, позволяющих самостоятельно вычислять шаг резьбы в интервале от 0,4 до 7 мм. Маркировка метрических резьбомеров осуществляется нанесение буквы «М» на корпус и упаковку.
- Дюймовые. Используются для определения резьбы, нарезанной на металлических трубах и сопрягаемых с ними элементах. Для определения шага резьбы соответствующего характера применяется расчёт количества витков, приходящихся на один дюйм нарезки. В комплект такого инструмента входит 17 измерительных пластин с разным количеством витков (от 1 до 28). Обозначается аббревиатурой «Д55».
- Универсальные. Их название говорит само за себя – такие приспособления используются для определения резьбы в обоих случаях. Такой инструмент является наиболее востребованным, так как позволяет работать со всеми типами резьбовых соединений.
Замер резьбы с помощью электронного штангенциркуля Источник stroyday.ru
Важно! Перед началом работ с резьбомером вам понадобится измерить диаметр изделия штангенциркулем.
Другие способы
Получить точное значение можно и другими способами. Конкретная методика подбирается в зависимости от вида искомого значения (внутренняя или наружная резьба), а также имеющихся подручных средств и приспособлений. В зависимости от выбранной методики, для этого может понадобиться штангенциркуль дюймовой разметкой, металлическая линейка, чистая бумага, маркер или иные приспособления.
Таблица для самостоятельного определения резьбы Источник trubomet.ru
Полезно! Ещё одним способом является использование стандартных таблиц. Однако недостатком такой методики является необходимость проведения максимально точного замера (до десятых долей миллиметра).
Замер шага резьбы Источник moy-metall.ru
Отличия дюймовой резьбы от метрической
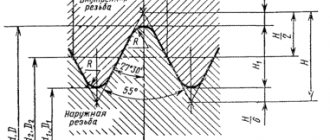
Метрическая и дюймовая резьбы различаются количеством витков на резьбовом шаге и разным углом наклона при вершине. У дюймовой резьбы он более острый и равняется 55 градусам. Остальные различия происходят из этого.
- Из-за более острого угла наклона меняется профиль резьбовых гребней. У дюймовых соединений гребни более длинные, но менее широкие. У метрического профиля гребни по форме более сбалансированные (шире и не такие длинные).
- Из-за разницы профилей соединить детали с метрической и дюймовой резьбой не представляется возможным. Крепеж будет очень хрупким и негерметичным, что может привести к протечке жидкостей при транспортировке.
Различия в профиле дюймовой, метрической и трубной резьбы
Таблица размеров дюймовых и метрических резьб
Узнать, как соотносятся размеры метрических резьб с размерами дюймовых резьб можно, пользуясь данными таблицы, приведенной ниже.
Сходные размеры метрических и различных разновидностей дюймовых резьб в диапазоне примерно Ø8-64 мм
Разновидности дюймовой резьбы
Дюймовая резьба может быть цилиндрической или конической. При цилиндрическом соединении размеры внешнего и внутреннего диаметра сохраняются по всей длине запчасти. Резьбовой шаг имеет фиксированный размер, а количество витков взаимосвязано с шагом. Запчасти с таким соединением более прочные и надежные.
При конусном соединении резьба имеет переменный диаметр. Наибольшее применение получили резьбы с сужающимся диаметром, при котором диаметр у основания больше диаметра у хвоста запчасти. На детали с конусным соединением нередко наносят двойную маркировку, указывая не только начальный, но и конечный диаметр. Резьба коническая дюймовая прочнее и медленнее истирается, однако наносить ее сложнее, а ошибки в процедуре могут серьезно ухудшить качество соединения.
Метрическая резьба
Как уже упоминалось, метрическая резьба обозначается буквой «М». Кроме вышеупомянутой буквы в наименовании элемента могут присутствовать и другие сокращённые аббревиатуры. В качестве примера рассмотрим несколько наглядных примеров сокращений:
- М 20 х 1,5 – резьба метрическая цилиндрического типа со стержнем диаметром 20 мм и шагом резьбы 1,5 мм.
- М 20 х Ph3P1,5 – резьба метрическая цилиндрического типа со стержнем диаметром 20 мм, двухзаходная с шагом резьбы 1,5 мм.
- M 20 x 1,5-LH – резьба метрическая цилиндрического типа со стержнем диаметром 20 мм и шагом резьбы 1,5 мм, левая.
- МК 20 х 1,5 – резьба метрическая конического типа со стержнем диаметром 20 мм и шагом резьбы 1,5 мм.
Болт с метрической резьбой Источник stankiexpert.ru
Метрическая коническая
Данный тип соединений применяется для максимальной герметичности и стопора резьбы без применения вспомогательных уплотнительных элементов. Основное отличие заключается в конусообразной форме нарезки. Это способствует тому, что по мере накручивания соединяемых элементов нарастает плотность соединения и увеличивается показатель герметичности.
Классификация конической метрической резьбы осуществляется по внешним признакам. Различают всего 2 вида:
- Внутреннюю.
- Наружную.
Что такое метрическая коническая резьба Источник cf2.ppt-online.org
Как уже упоминалось в примерах, представленных чуть ранее, маркировка осуществляется посредством использования первой буквы «М», обозначающей общую принадлежность к резьбовым типам соединений и аббревиатурой «К» — означающей «коническая». В совокупности получается «МК» с последующей записью размерных характеристик (диаметр стержня и шаг резьбы).
Технология нарезания дюймовой резьбы
Нарезание трубной дюймовой резьбы может производиться ручным и механическим способами. Опишем оба варианта.
Способ 1. Нарезание резьбы вручную
Вручную дюймовую резьбу нарезают метчиком (внутренняя резьба) или плашкой (наружная). Операции проводятся в такой последовательности.
- Трубу зажимают в тисках, а инструмент фиксируют: если это метчик, то в воротке, если плашка, то в плашкодержателе.
- Плашку надевают на конец трубы, метчик вставляют в ее просвет.
- Инструмент вворачивают в трубу или навинчивают на ее конец, вращая вороток или плашкодержатель.
- При необходимости добиться более точного результата процедуру нарезания дюймовой резьбы повторяют несколько раз.
Способ 2. Нарезание резьбы на токарном станке
Механический способ подразумевает нарезание дюймовой резьбы на токарном станке. В ходе работы нужно придерживаться такого алгоритма.
- Трубу зажимают в патроне станка, на суппорте которого установлен резьбонарезной резец.
- На конце трубы резцом снимают фаску, после чего настраивают скорость резания.
- После подведения резца к поверхности трубы на станке включают резьбовую подачу.
Нарезать дюймовую трубную резьбу на токарном станке можно только в том случае, если изделия обладают достаточным запасом жесткости и прочности. Механический способ гарантирует точный и качественный результат, но требует от мастера больших умений.
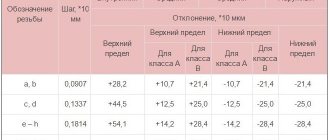
Классы точности и правила маркировки дюймовой резьбы
Дюймовая резьба по ГОСТу может соответствовать одному из классов точности: 1, 2 или 3. Соседнее место с цифрой, обозначающей класс точности, занимает буква А (соответствует наружной резьбе) или В (внутренней). Отметим, что 1-му классу точности соответствуют самые грубые резьбы, а 3-му самые точные, именно к ним предъявляются наиболее жесткие требования.
Понять, каким параметрам соответствует конкретный резьбовой элемент, необходимо разобраться с обозначениями, которые на него нанесены. В маркировке имеется следующая информация:
- номинальный размер дюймовой резьбы;
- число витков на дюйм длины;
- группа;
- класс точности.
Маркировка наносится на саму деталь или упаковку с деталями и представляет собой буквенно-числовой код следующего вида T1 T2 X Y1 Y2 — Z.
Этот код расшифровывается следующим образом.
- Т1 — параметр говорит о категории резьбовой запчасти и может иметь несколько значений: М (метрическая резьба), МК (коническая), Tr (трапециевидная однозаходная), S (упорная однозаходная), G (трубная цилиндрическая).
- Т2 — обозначает внешний диаметр запчасти, для дюймовых резьб указывается в дюймах.
- Х — символ-разделитель, который не несет смысловой нагрузки, но обязателен к нанесению по ГОСТу.
- Y1 — ширина резьбового шага, которая даже на дюймовых резьбах указывается в миллиметрах. В редких случаях параметр может указываться в дюймах, но тогда рядом с числом ставятся две насечки, которые говорят, что перед нами дюймы.
- Y2 — направление резьбового винта. Есть резьба левая, параметр обозначают как LH. Если правое — его пропускают.
- — тоже относится к символам-разделителям, который отделяет главную часть кода от параметра Z.
- Z — параметр, который указывает на класс точности резьбы. Может принимать вид обозначений 4k, 6h, 6E, 8G, 8D и др.
Пример условного обозначения дюймовой резьбы
Расшифровка маркировки дюймовой резьбы
Обозначение дюймовой резьбы в технической документации разберем на примере маркировки G 2” LH-2-40.
- G — показывает, что резьба трубная цилиндрическая.
- Цифра 2 указывает на размер наружного диаметра в дюймах.
- LH — эти буквы говорят о том, что резьба левая.
- Цифра 2 информирует о классе точности.
- Цифра 40 указывает на длину завинчивания.
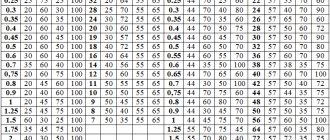
Резьба UNC и резьба UNF. Диаметр под резьбу UNC, UNF.
Профиль резьбы UNC, UNF такой же, как и в метрической резьбе 60°, но размеры резьбы считаются в дюймах.
UNC – крупная резьба
UNF – мелкая резьба
Ниже представлены таблицы с подробными размерами резьбы и диаметром под нарезаемую резьбу.
Унифицированная крупная резьба UNC
| 1,854 | 1,5 | 64 | 0,397 | ||
| N 2 — 56 UNC | 0,086 | 2,184 | 1,8 | 56 | 0,453 |
| N 3 — 48 UNC | 0,099 | 2,515 | 2,1 | 48 | 0,529 |
| N 4 — 40 UNC | 0,112 | 2,845 | 2,35 | 40 | 0,635 |
| N 5 — 40 UNC | 0,125 | 3,175 | 2,65 | 40 | 0,635 |
| N 6 — 32 UNC | 0,138 | 3,505 | 2,85 | 32 | 0,794 |
| N 8 — 32 UNC | 0,164 | 4,166 | 3,5 | 32 | 0,794 |
| N 10 — 24 UNC | 0,19 | 4,826 | 4 | 24 | 1,058 |
| N 12 — 24 UNC | 0,216 | 5,486 | 4,65 | 24 | 1,058 |
| 1/4″ — 20 UNC | 0,25 | 6,35 | 5,35 | 20 | 1,27 |
| 5/16″ — 18 UNC | 0,313 | 7,938 | 6,8 | 18 | 1,411 |
| 3/8″ — 16 UNC | 0,375 | 9,525 | 8,25 | 16 | 1,587 |
| 7/16″ — 14 UNC | 0,438 | 11,112 | 9,65 | 14 | 1,814 |
| 1/2″ — 13 UNC | 0,5 | 12,7 | 11,15 | 13 | 1,954 |
| 9/16″ — 12 UNC | 0,563 | 14,288 | 12,6 | 12 | 2,117 |
| 5/8″ — 11 UNC | 0,625 | 15,875 | 14,05 | 11 | 2,309 |
| 3/4″ — 10 UNC | 0,75 | 19,05 | 17 | 10 | 2,54 |
| 7/8″ — 9 UNC | 0,875 | 22,225 | 20 | 9 | 2,822 |
| 1″ — 8 UNC | 1 | 25,4 | 22,25 | 8 | 3,175 |
| 1 1/8″ — 7 UNC | 1,125 | 28,575 | 25,65 | 7 | 3,628 |
| 1 1/4″ — 7 UNC | 1,25 | 31,75 | 28,85 | 7 | 3,628 |
| 1 3/8″ — 6 UNC | 1,375 | 34,925 | 31,55 | 6 | 4,233 |
| 1 1/2″ — 6 UNC | 1,5 | 38,1 | 34,7 | 6 | 4,233 |
| 1 3/4″ — 5 UNC | 1,75 | 44,45 | 40,4 | 5 | 5,08 |
| 2″ — 4 1/2 UNC | 2 | 50,8 | 46,3 | 4,5 | 5,644 |
| 2 1/4″ — 4 1/2 UNC | 2,25 | 57,15 | 52,65 | 4,5 | 5,644 |
| 2 1/2″ — 4 UNC | 2,5 | 63,5 | 58,5 | 4 | 6,35 |
| 2 3/4″ — 4 UNC | 2,75 | 69,85 | 64,75 | 4 | 6,35 |
| 3″ — 4 UNC | 3 | 76,2 | 71,1 | 4 | 6,35 |
| 3 1/4″ — 4 UNC | 3,25 | 82,55 | 77,45 | 4 | 6,35 |
| 3 1/2″ — 4 UNC | 3,5 | 88,9 | 83,8 | 4 | 6,35 |
| 3 3/4″ — 4 UNC | 3,75 | 95,25 | 90,15 | 4 | 6,35 |
| 4″ — 4 UNC | 4 | 101,6 | 96,5 | 4 | 6,35 |
Унифицированная мелкая резьба UNF
| Обозначение резьбы | Наружный диаметр, дюйм | Наружный диаметр, мм | Диаметр сверла под резьбу, мм | Число ниток на дюйм | Шаг нарезаемой резьбы, мм |
| N 0 — 80 UNF | 0,06 | 1,524 | 1,25 | 80 | 0,317 |
| N 1 — 72 UNF | 0,073 | 1,854 | 1,55 | 72 | 0,353 |
| N 2 — 64 UNF | 0,068 | 2,184 | 1,9 | 64 | 0,397 |
| N 3 — 56 UNF | 0,099 | 2,515 | 2,15 | 56 | 0,453 |
| N 4 — 48 UNF | 0,112 | 2,845 | 2,4 | 48 | 0,529 |
| N 5 — 44 UNF | 0,125 | 3,175 | 2,7 | 44 | 0,577 |
| N 6 — 40 UNF | 0,138 | 3,505 | 2,95 | 40 | 0,635 |
| N 8 — 36 UNF | 0,164 | 4,166 | 3,5 | 36 | 0,705 |
| N 10 — 32 UNF | 0,19 | 4,826 | 4,1 | 32 | 0,794 |
| N 12 — 28 UNF | 0,216 | 5,486 | 4,7 | 28 | 0,907 |
| 1/4″ — 28 UNF | 0,25 | 6,35 | 5,5 | 28 | 0,907 |
| 5/16″ — 24 UNF | 0,313 | 7,938 | 6,9 | 24 | 1,058 |
| 3/8″ — 24 UNF | 0,375 | 9,525 | 8,5 | 24 | 1,058 |
| 7/16″ — 20 UNF | 0,438 | 11,112 | 9,9 | 20 | 1,27 |
| 1/2″ — 20 UNF | 0,5 | 12,7 | 11,5 | 20 | 1,27 |
| 9/16″ — 18 UNF | 0,563 | 14,288 | 12,9 | 18 | 1,411 |
| 5/8″ — 18 UNF | 0,625 | 15,875 | 14,5 | 18 | 1,411 |
| 3/4″ — 16 UNF | 0,75 | 19,05 | 17,5 | 16 | 1,587 |
| 7/8″ — 14 UNF | 0,875 | 22,225 | 20,4 | 14 | 1,814 |
| 1″ — 12 UNF | 1 | 25,4 | 23,25 | 12 | 2,117 |
| 1 1/8″ — 12UNF | 1,125 | 28,575 | 26,5 | 12 | 2,117 |
| 1 1/4″ — 12 UNF | 1,25 | 31,75 | 29,5 | 12 | 2,117 |
| 1 3/8″ — 12 UNF | 1,375 | 34,925 | 32,75 | 12 | 2,117 |
| 1 1/2″ — 12 UNF | 1,5 | 38,1 | 36 | 12 | 2,117 |