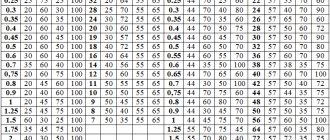
Цветом выделен основной шаг резьбы
| Метрическая резьба, М | |||
| Метчик | Сверло | Метчик | Сверло |
| М1.4х0.3 | 1.1 | М14х1.25 | 12.8 |
| М1.6х0.35 | 1.25 | М14х1 | 13 |
| М2х0.4 | 1.6 | М16х2 | 14 |
| М2.5х0.45 | 2.05 | М16х1.5 | 14.5 |
| М3х0.5 | 2.5 | М16х1.25 | 14.8 |
| М3.5х0.6 | 2.9 | М16х1 | 15 |
| М4х0.7 | 3.3 | М18х2.5 | 15.5 |
| М4х0.5 | 3.5 | М18х2 | 16 |
| М5х0.8 | 4.2 | М18х1.5 | 16.5 |
| М5х0.5 | 4.5 | М18х1 | 17 |
| М6х1 | 5 | М20х2.5 | 17.5 |
| М6х0.5 | 5.5 | М20х2 | 18 |
| М7х1 | 6 | М20х1.5 | 18.5 |
| М7х0.5 | 6.5 | М22х2.5 | 19.5 |
| М8х1.25 | 6.8 | М22х2 | 20 |
| М8х1 | 7 | М22х1.5 | 20.5 |
| М8х0.75 | 7.2 | М24х3 | 21 |
| М8х0.5 | 7.5 | М24х2 | 22 |
| М9х1.25 | 7.8 | М24х1.5 | 22.5 |
| М9х1 | 8 | М27х3 | 24 |
| М10х1.5 | 8.5 | М27х2 | 25 |
| М10х1.25 | 8.8 | М27х1.5 | 25.5 |
| М10х1 | 9 | М30х3.5 | 26.5 |
| М11х1.5 | 9.5 | М30х3 | 27 |
| М11х1.25 | 9.8 | М30х2 | 28 |
| М11х1 | 10 | М30х1.5 | 28.5 |
| М12х1.75 | 10.2 | М33х3.5 | 29.5 |
| М12х1.5 | 10.5 | М33х3 | 30 |
| М12х1.25 | 10.8 | М33х2 | 31 |
| М12х1 | 11 | М33х1.5 | 31.5 |
| М14х2 | 12 | М36х4 | 32 |
| М14х1.5 | 12.5 | М42х4.5 | 37.5 |
| Трубная резьба, G | |||
| Метчик | Сверло | Метчик | Сверло |
| G 1/8 | 8.8 | G 1 1/4 | 39.5 |
| G 1/4 | 11.8 | G 1 3/8 | 42 |
| G 3/8 | 15.25 | G 1 1/2 | 45.5 |
| G 1/2 | 19 | G 2 | 57.5 |
| G 5/8 | 21 | G 2 1/4 | 63.5 |
| G 3/4 | 24.5 | G 2 1/2 | 72.5 |
| G 7/8 | 28.25 | G 2 3/4 | 78.5 |
| G 1 | 30.75 | G 3 | 85.5 |
| G 1 1/8 | 35.5 | ||
| Дюймовая резьба UNC | |||
| 1/4х20 | 5.1 | 7/8х9 | 19.5 |
| 5/16х18 | 6.5 | 1х8 | 22.25 |
| 3/8х16 | 8 | 1 1/8х7 | 25 |
| 7/16х14 | 9.4 | 1 1/4х7 | 28.25 |
| 1/2х13 | 10.8 | 1 3/8х6 | 30.75 |
| 9/16х12 | 12.2 | 1 1/2х6 | 34 |
| 5/8х11 | 13.6 | 1 3/4х5 | 39.5 |
| 3/4х10 | 16.5 | 2х4 | 45 |
| Дюймовая мелкая резьба UNF | |||
| 1/4х28 | 5.5 | 3/4х16 | 17.5 |
| 5/16х24 | 6.9 | 7/8х14 | 20.5 |
| 3/8х24 | 8.5 | 1х12 | 23.25 |
| 7/16х20 | 9.9 | 1 1/8х12 | 26.5 |
| 1/2х20 | 11.5 | 1 1/4х12 | 29.75 |
| 9/16х18 | 12.9 | 1 3/8х12 | 33 |
| 5/8х18 | 14.5 | 1 1/2х12 | 36 |
| Трапецеидальная резьба Tr | |||
| Tr 8х1.5 | 6.6 | Tr 14х3 | 11.25 |
| Tr 10х1.5 | 8.6 | Tr 14х4 | 10.25 |
| Tr 10х2 | 8.2 | Tr 16х4 | 12.25 |
| Tr 10х3 | 7.5 | Tr 18х4 | 14.25 |
| Tr 12х2 | 10.2 | Tr 20х4 | 16.25 |
| Tr 12х3 | 9.25 | Tr 22х3 | 19.25 |
| Tr 14х2 | 12.2 | Tr 22х5 | 17.25 |
Чтобы нарезать внутреннюю резьбу метчиком, сначала необходимо просверлить отверстие определенного диаметра. В таблице указаны самые популярные резьбы и диаметры сверл, необходимые для сверления отверстий под резьбу.
Для каких материалов указаны значения в таблице?
Указанные диаметры отверстий обеспечивают нарезание метрической резьбы в:
- сером чугуне
- сталях углеродистых обыкновенного качества
- сталях конструкционных качественных
- сталях конструкционных легированных
- сталях высоколегированных
- сплавах корозионностойких, жаростойких и жаропрочных
- сталях теплоустойчивых
- алюминиевых литейных сплавах
- меди
Полный список резьб и диаметров можно посмотреть в ГОСТ 19257-73 — официальном техническом документе со всеми нюансами и подробностями.
Перед тем, как приступить к работе рекомендуем ознакомиться с практическими советами в статье Как правильно нарезать резьбу метчиком. А еще там можно найти подходящую СОЖ для разных материалов.
Упрощенный подбор
Вполне возможно, что не всегда в вашем распоряжении будет таблица для выбора диаметра. В том случае, если к резьбовому соединению не предъявляются высокие требования и оно не будет подвергаться повышенным нагрузкам, то можно определить искомое значение по простой формуле:
Дотв = d – P
Где Дотв – это потребный диаметр отверстия; d – номинальный диаметр резьбы и р – её шаг
Так, если взять резьбу М5х0,8 то мы получим диаметр с отверстия равный: 5-0,8=4,2 мм.
Также хотим отметить, что при ручной нарезке резьбы в бытовых условиях или в слесарной мастерской допускается небольшое увеличение диаметра отверстия относительно табличного значения. В целом же, подбор диаметра отверстия под резьбу регулирует ГОСТ 19257-73.
Диаметр сверла под резьбу (таблица)
SVERLA.info » Статьи » Диаметр сверла под резьбу
| Метрическая резьба, М | |||
| Метчик | Сверло | Метчик | Сверло |
| М1.4х0.3 | 1.1 | М14х1.25 | 12.8 |
| М1.6х0.35 | 1.25 | М14х1 | 13 |
| М2х0.4 | 1.6 | М16х2 | 14 |
| М2.5х0.45 | 2.05 | М16х1.5 | 14.5 |
| М3х0.5 | 2.5 | М16х1.25 | 14.8 |
| М3.5х0.6 | 2.9 | М16х1 | 15 |
| М4х0.7 | 3.3 | М18х2.5 | 15.5 |
| М4х0.5 | 3.5 | М18х2 | 16 |
| М5х0.8 | 4.2 | М18х1.5 | 16.5 |
| М5х0.5 | 4.5 | М18х1 | 17 |
| М6х1 | 5 | М20х2.5 | 17.5 |
| М6х0.5 | 5.5 | М20х2 | 18 |
| М7х1 | 6 | М20х1.5 | 18.5 |
| М7х0.5 | 6.5 | М22х2.5 | 19.5 |
| М8х1.25 | 6.8 | М22х2 | 20 |
| М8х1 | 7 | М22х1.5 | 20.5 |
| М8х0.75 | 7.2 | М24х3 | 21 |
| М8х0.5 | 7.5 | М24х2 | 22 |
| М9х1.25 | 7.8 | М24х1.5 | 22.5 |
| М9х1 | 8 | М27х3 | 24 |
| М10х1.5 | 8.5 | М27х2 | 25 |
| М10х1.25 | 8.8 | М27х1.5 | 25.5 |
| М10х1 | 9 | М30х3.5 | 26.5 |
| М11х1.5 | 9.5 | М30х3 | 27 |
| М11х1.25 | 9.8 | М30х2 | 28 |
| М11х1 | 10 | М30х1.5 | 28.5 |
| М12х1.75 | 10.2 | М33х3.5 | 29.5 |
| М12х1.5 | 10.5 | М33х3 | 30 |
| М12х1.25 | 10.8 | М33х2 | 31 |
| М12х1 | 11 | М33х1.5 | 31.5 |
| М14х2 | 12 | М36х4 | 32 |
| М14х1.5 | 12.5 | М42х4.5 | 37.5 |
| Трубная резьба, G | |||
| Метчик | Сверло | Метчик | Сверло |
| G 1/8 | 8.8 | G 1 1/4 | 39.5 |
| G 1/4 | 11.8 | G 1 3/8 | 42 |
| G 3/8 | 15.25 | G 1 1/2 | 45.5 |
| G 1/2 | 19 | G 2 | 57.5 |
| G 5/8 | 21 | G 2 1/4 | 63.5 |
| G 3/4 | 24.5 | G 2 1/2 | 72.5 |
| G 7/8 | 28.25 | G 2 3/4 | 78.5 |
| G 1 | 30.75 | G 3 | 85.5 |
| G 1 1/8 | 35.5 |
| Дюймовая резьба UNC | |||
| 1/4х20 | 5.1 | 7/8х9 | 19.5 |
| 5/16х18 | 6.5 | 1х8 | 22.25 |
| 3/8х16 | 8 | 1 1/8х7 | 25 |
| 7/16х14 | 9.4 | 1 1/4х7 | 28.25 |
| 1/2х13 | 10.8 | 1 3/8х6 | 30.75 |
| 9/16х12 | 12.2 | 1 1/2х6 | 34 |
| 5/8х11 | 13.6 | 1 3/4х5 | 39.5 |
| 3/4х10 | 16.5 | 2х4 | 45 |
| Дюймовая мелкая резьба UNF | |||
| 1/4х28 | 5.5 | 3/4х16 | 17.5 |
| 5/16х24 | 6.9 | 7/8х14 | 20.5 |
| 3/8х24 | 8.5 | 1х12 | 23.25 |
| 7/16х20 | 9.9 | 1 1/8х12 | 26.5 |
| 1/2х20 | 11.5 | 1 1/4х12 | 29.75 |
| 9/16х18 | 12.9 | 1 3/8х12 | 33 |
| 5/8х18 | 14.5 | 1 1/2х12 | 36 |
| Трапецеидальная резьба Tr | |||
| Tr 8х1.5 | 6.6 | Tr 14х3 | 11.25 |
| Tr 10х1.5 | 8.6 | Tr 14х4 | 10.25 |
| Tr 10х2 | 8.2 | Tr 16х4 | 12.25 |
| Tr 10х3 | 7.5 | Tr 18х4 | 14.25 |
| Tr 12х2 | 10.2 | Tr 20х4 | 16.25 |
| Tr 12х3 | 9.25 | Tr 22х3 | 19.25 |
| Tr 14х2 | 12.2 | Tr 22х5 | 17.25 |
Чтобы нарезать внутреннюю резьбу метчиком, сначала необходимо просверлить отверстие определенного диаметра. В таблице указаны самые популярные резьбы и диаметры сверл, необходимые для сверления отверстий под резьбу.
Диаметр сверла под резьбу. Как правильно выбрать диаметр сверла
Для компоновки сборочных единиц в единый узел применяются несколько различных типов соединений деталей. Широкое применение в промышленности и быту нашло резьбовое соединение деталей. Этот тип сборки является разъемным, что означает, что сопрягаемые детали могут подвергаться многократной сборке и разборке без потери размерных значений и эксплуатационных характеристик. Резьбовое соединение отличается высокой универсальностью и взаимозаменяемостью, относительной легкостью изготовления и невысокой стоимостью, простотой в обращении, надежностью и стойкостью к высоким рабочим нагрузкам.
По типу поверхности образования резьбы различают два их типа:
- внутренние (расположены в отверстии заготовки);
- наружные (образованы на наружности стержня).
Как подобрать сверло под нарезку резьбы метчиком
Чаще возникает ситуация, когда необходимо получить отверстие с резьбой в детали и установить в него стандартный болт, винт или шпильку. Первым этапом получения резьбы будет сверление отверстия с заданным диаметром. В статье ниже подробно рассказано про то, какие отверстия сверлить под резьбу.
Sources:
https://stroyvolga.ru/%D1%82%D0%B0%D0%B1%D0%BB%D0%B8%D1%86%D0%B0-%D1%80%D0%B0%D0%B7%D0%BC%D0%B5%D1%80%D0%BE%D0%B2-%D1%81%D0%B2%D0%B5%D1%80%D0%BB-%D0%B4%D0%BB%D1%8F-%D0%BD%D0%B0%D1%80%D0%B5%D0%B7%D0%B0%D0%BD%D0%B8/ https://cnc-magic.ru/chtoby-narezat-rezbu-m6-kakoe-otverstie-prosverlit/
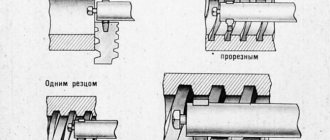
Виды по конструкции
По своему конструктивному исполнению метчики также подразделяются на различные виды. Так, в зависимости от данного параметра различают инструменты:
- со стружечными канавками укороченной длины, которые также называют бесканавочными (конструкция таких метчиков специально разработана для того, чтобы нарезать резьбу в деталях из вязких низкоуглеродистых сталей, алюминиевых сплавов, а также высокопрочных легированных сталей);
- с канавками, расположенными по винтовой линии (устанавливают такие инструменты на обрабатывающие центры и используют для нарезки глухой резьбы);
- с режущими зубьями, размещенными в шахматном порядке (за счет того, что режущие зубья на калибровочной части такого инструмента срезаны через один, удается добиться уменьшения силы трения при обработке);
- ступенчатого типа с рабочей частью, разделенной на два участка, каждый из которых выполняет свою функцию (например, есть ступенчатые метчики, первый участок которых работает по генераторной схеме, а второй – по профильной; у ступенчатых инструментов других типов первый участок выполняет режущую функцию, а второй – выглаживающую);
- комбинированные (это фактически два инструмента в одном: их режущая часть, выполненная в единой конструкции, начинается со сверла, а заканчивается метчиком);
- метчики-протяжки, используемые для нарезания резьбы в сквозном отверстии любого диаметра (с их помощью резьба нарезается на токарных станках, в патроне которых закрепляется обрабатываемая деталь, а в резцедержателе – хвостовик используемого инструмента; перемещение метчика в процессе нарезания резьбы обеспечивается автоматической подачей суппорта станка, а вращение обрабатываемой детали – вращением шпинделя);
- с внутренней полостью, за счет которой происходит охлаждение инструмента в процессе обработки (использование таких метчиков, установленных на специализированном или многооперационном оборудовании, позволяет значительно повысить производительность нарезки резьбы);
- колокольные (такие метчики используются для нарезания внутренней резьбы большого диаметра (50–400 мм) и имеют сборную конструкцию, состоящую из отдельных режущих элементов).
Конструкции основных типов метчиков
Конструктивно все перечисленные выше метчики настолько различаются между собой, что отличить их друг от друга можно даже по фото.
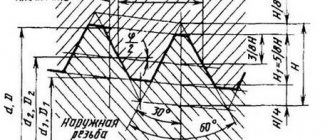
Разновидности и параметры резьбы
Параметрами, по которым резьбу разделяют на различные типы, являются:
- единицы исчисления диаметра (метрическая, дюймовая и др.);
- количество заходов ниток (одно-, двух- или трехзаходная);
- форма, в которой выполнены элементы профиля (треугольная, прямоугольная, круглая, трапециевидная);
- направление подъема витков (правая или левая);
- место размещения на изделии (наружная или внутренняя);
- форма поверхности (цилиндрическая или коническая);
- назначение (крепежная, крепежно-уплотнительная, ходовая).
В зависимости от вышеперечисленных параметров различают следующие виды резьбы:
- цилиндрическая, которая обозначается буквами MJ;
- метрическая и коническая, обозначаемые соответственно M и MK;
- трубная, для обозначения которой используются буквы G и R;
- с круглым профилем, названная в Honor Эдисона и маркируемая буквой E;
- трапецеидальная, обозначаемая Tr;
- круглая, используемая для монтажа сантехнической арматуры, – Кр;
- упорная и упорная усиленная, маркируемые как S и S45 соответственно;
- дюймовая резьба, которая также может быть цилиндрической и конической, – BSW, UTS, NPT;
- используемая для соединения труб, монтируемых в нефтяных скважинах.
Формула подбора сверлильного инструмента
Подбор оптимального размера сверла под резьбу – залог качественной работы нарезного приспособления.
Для расчета проще всего использовать известную формулу: от значения номинального диаметра отнимают величину шага. Например, для М8 необходимо приспособление сечением 8-1,25 (стандартный шаг) = 6,75 мм.
Следует помнить, что при работе с пластичными материалами расчетное количество витков увеличивается. Таким образом, для сверления латуни необходимо подготовить буравчик большего диаметра, чем необходимо для хрупких металлов и сплавов, таких как чугун или бронза.
Как показывает практика, диаметр отверстия должен быть меньше, чем номинальная величина нарезки. При этом существуют предельные показатели, превышение которых считают нарушением технологического процесса. Например, для М6 максимальный диаметр отверстия не должен превышать 5,153 мм.
Нарезка резьбы метчиком, таблицы отверстий и сверел под метрические и дюймовые резьбы, виды СОЖ
В данной статье будут приведены, основные таблицы отверстий и сверл под резьбы, рассмотрены основные виды метчиков, технология нарезания резьб ручным инструментом, виды СОЖ и причины возникновения брака.
Правила нарезания резьбы метчиком
Процесс начинается со сверления отверстия под резьбу, для определения диаметра сверла, которое необходимо взять, следует руководствоваться:
READ Сверление чугуна в домашних условиях
Таблицей диаметров сверл для нарезания метрической резьбы
Также большой популярностью пользуется упрощенная таблица диаметров под метрическую резьбу
| Обозначение резьбы | Диаметр отверстия, мм | Обозначение резьбы | Диаметр отверстия, мм |
| М 1 | 075 | М 10 | 8.5 |
| М 1.1 | 0.85 | М 11 | 9.5 |
| М 1.2 | 0.95 | М 12 | 10.2 |
| М 1.4 | 1.1 | М 14 | 12.0 |
| М 1.6 | 1.25 | М 16 | 14.0 |
| М 1.8 | 1.45 | М 18 | 15.4 |
| М2 | 1.6 | М 20 | 17.4 |
| М 2.2 | 1.75 | М 22 | 19.4 |
| М 2.5 | 2.05 | М 24 | 20.9 |
| М3 | 2.5 | М 27 | 23.9 |
| М 3.5 | 2.9 | МЗО | 26.4 |
| М 4 | 3.3 | МЗЗ | 29.4 |
| М 4.5 | 3.8 | М36 | 31.9 |
| М 5 | 4.2 | М 39 | 34.9 |
| МБ | 5.0 | М 42 | 37.4 |
| М 7 | 6.0 | М 45 | 40.4 |
| М 8 | 6.7 | М 48 | 42.8 |
| М 9 | 7.7 | М 52 | 46.8 |
Отверстие, с которым будем работать, должно быть чистым от стружки, следует учитывать, что при нарезании металл будет частично выдавливаться, из-за этого диаметр сверла подбирают немного большим, чем внутр. диам. резьбы. А при работе с металлами, имеющими повышенную вязкость, перед сверлением отверстия необходимо внести коррективы учитывающие явление подъёма витка.
| Материал | Величина подъема витка резьбы для шага резьбы, мм | ||||||||||||||||||||||
| 0,2 | 0,25 | 0,3 | 0,35 | 0,4 | 0,45 | 0,5 | 0,6 | 0,7 | 0,75 | 0,8 | 1 | 1,25 | 1,5 | 1,75 | 2 | 2,5 | 3 | 3,5 | 4 | 4,5 | 5 | ||
| Алюминиевые сплавы | 0,080 | 0,016 | 0,020 | 0,024 | 0,028 | 0,032 | 0,036 | 0,040 | 0,048 | 0,056 | 0,060 | 0,064 | 0,080 | 0,100 | 0,120 | 0,140 | 0,160 | 0,200 | 0,240 | 0,280 | 0,320 | 0,360 | 0,400 |
| Магниевые сплавы | 0,115 | 0,023 | 0,029 | 0,034 | 0,040 | 0,046 | 0,052 | 0,057 | 0,069 | 0,080 | 0,086 | 0,092 | 0,115 | 0,144 | 0,172 | 0,201 | 0,230 | 0,288 | 0,345 | 0,402 | 0,460 | 0,518 | 0,575 |
| Латунь | 0,073 | 0,014 | 0,018 | 0,022 | 0,025 | 0,029 | 0,033 | 0,036 | 0,044 | 0,051 | 0,055 | 0,058 | 0,073 | 0,090 | 0,110 | 0,127 | 0,146 | 0,182 | 0,219 | 0,256 | 0,292 | 0,328 | 0,365 |
| Титановые сплавы | 0,130 | 0,026 | 0,032 | 0,039 | 0,045 | 0,052 | 0,058 | 0,065 | 0,078 | 0,091 | 0,097 | 0,104 | 0,130 | 0,162 | 0,195 | 0,227 | 0,260 | 0,325 | 0,390 | 0,455 | 0,520 | 0,585 | 0,650 |
| Жаропрочные стали и сплавы | 0,150 | 0,030 | 0,037 | 0,045 | 0,052 | 0,060 | 0,067 | 0,075 | 0,090 | 0,105 | 0,112 | 0,120 | 0,150 | 0,187 | 0,225 | 0,262 | 0,300 | 0,375 | 0,450 | 0,525 | 0,600 | 0,675 | 0,750 |
| Коррозионностойкие, жаростойкие стали на никелевой основе | 0,170 | 0,034 | 0,042 | 0,051 | 0,059 | 0,068 | 0,076 | 0,085 | 0,092 | 0,119 | 0,127 | 0,136 | 0,170 | 0,212 | 0,255 | 0,295 | 0,340 | 0,425 | 0,510 | 0,595 | 0,680 | 0,765 | 0,85 |
Процесс нарезания резьбы начинается с чернового метчика, он устанавливается в ручной инструмент (вороток, различные варианты метчикодержателей) или в станок.
Как выбрать диаметр отверстия под резьбу
Важно проводить нарезание резьбы, полным набором метчиков соблюдая очередность двухкомплектные – черновой/чистовой, трехкомплектные – черновой/средний/чистовой. Недопустимо сразу проводить нарезание резьбы средним или чистовым метчиком, это оказывает существенную нагрузку на режущий инструмент и может стать причиной поломки метчика и плохого качества резьбы.
Работая с материалами, имеющими повышенную вязкость или мягкость, метчик нужно с некоторой периодичностью полностью выворачивать, для очистки режущих канавок от стружки.
Средний и чистовой метчики вставляются в черновую резьбу, после попадания в резьбу и легкого проворачивания, на них одевают вороток и доводят резьбу до чистового состояния.
Если вам необходимо работать не со сквозным отверстием, требуется, чтобы отверстие было несколько глубже, чем требуемая длина резьбы.
В процессе нужно постоянно проверять отсутствие перекоса угольником, проверка выполняется через два-три нарезанных витка.
Общее правило: на 2 оборота по ходу резьбы, необходимо сделать 1 в обратную сторону для сбрасывания стружки, это снижает нагрузку на резьборезный инструмент.
Виды СОЖ используемых при нарезании резьбы
Использование СОЖ является важным моментом, который позволит:
- Улучшить отвод тепла;
- Значительно увеличить период эксплуатации метчика;
- Повысить качество резьбы;
- Повысить скорость работы;
- Снизить налипание стружки.
При правильном выборе СОЖ для вашей задачи вы сможете повысить стойкость инструмента до 4 раз и значительно продлить срок его эксплуатации. Подбор оптимальной эффективной СОЖ зависит от режима резания и рабочего металла.
| Металл | сож |
| Инструментальная и конструкционная сталь | Сурепное масло, сульфофрезол, компаундированное масло, эмульсия |
| Стальное литье, легированные стали | Сурепное масло, эмульсия |
| Чугунное литье | Сурепное масло, керосин, обработка без охлаждения |
| Латунь, бронза | Сурепное масло, обработка без охлаждения |
| Алюминий | Эмульсия, обработка без охлаждения |
Влияние СОЖ на стойкость инструмента
| Область применения | Обрабатываемый материал | СОЖ аналог | Коэффициент увеличения стойкости режущего инструмента |
| Масляная СОЖ ОСМ-3 | |||
| Нарезание внутренней резьбы | Конструкционная сталь | Сульфофрезол | 1,5 |
| Серый чугун | Керосин | 1Д | |
| Масляная СОЖ МР-1 | |||
| Нарезание резьбы при помощи плашки метчика на токарных автоматах | Конструкционная сталь | Сульфофрезол | От 1,2 до 1,4 |
| Коррозионно-стойкая сталь | Сульфофрезол, олеиновая кислота, ИС-20 | От 1,4 до 2 | |
| Титановые сплавы | Сульфофрезол | 1,3 | |
| Нарезание внутренней резьбы | Конструкционная сталь | 1,2 | |
| Коррозионно-стойкая сталь | 1,5-3 | ||
| Высокомарганцовистые стали | 1,3 | ||
| Масляная СОЖ ОСМ-5 | |||
| Нарезание внутренней резьбы | Чугун серый | 3% эмульсия ЭГТ и ЭТ-2 | 1,2 |
| Сплавы алюминия | 1,3 | ||
| Масляные СОЖ МР-6, ЛЗ-СОЖ 1Т, ЛЗ-СОЖ ПИО | |||
| Мелкие резьбы в глухих отверстиях | Конструкционная сталь | 3% эмульсия ЭГТ и ЭТ-2 | 1,9 |
Кустарные смеси, популярные при работе с малоуглеродистыми и легированными сталями высокой вязкости:
- 30% керосина, 70% льняного масла;
- 5% скипидара и 95% сульфофрезола;
- 5% сала, 10% скипдара, 15% керосина, 70% льняного масла;
- 5% жидкого мыла, 95% сульфофрезола;
- 2-3% серы, 97-98% сульфофрезола.
При работе со сталями высокой и средней прочности часто используют чистое льняное масло или свиной жир, с бронзовыми и чугунными изделиями допускается работать без СОЖ.
СОЖ на органической основе, имеет более высокие противозадирные характеристики, чем минеральные масла даже с соответствующим присадками. Большинство СОЖ рекомендуемых для резьбонарезки это смесь растительных и минеральных масел с добавлением серы.
| Тип брака | Причина | Как предотвратить |
| Рваная резьба | Не использовалась СОЖ | Применение СОЖ |
| Затупленный метчик | Проверять состояние инструмента | |
| Отклонение режущего инструмента при работе | Следить за правильностью установки инструмента | |
| Тупая резьба | Отверстие было просверлено больше необходимого размера или неправильно подобран размер метчика | Руководствоваться соотв. ГОСТ |
| Метчик сломался | Канавки при работе забились стружкой | При нарезании отверстия не забывать обламывать стружку, в глубоких отверстиях чаще извлекать метчик и удалять стружку |
| Метчики использовались в неправильном порядке | Нарезать резьбу черновым а потом чистовым метчиком, а в случае использования трехкомплектного набора черн./сред./чист. | |
| Затупленный метчик | Проверять остроту инструмента |
Как делается нарезание резьбы
Когда определено, какое сверло под резьбу необходимо, отверстие вырезано, то можно переходить к следующему этапу – непосредственной нарезке.
Стенки отверстия следует очистить от посторонних загрязнений. Это можно сделать металлическим ершиком либо продуть его воздухом. Обрабатываемую деталь необходимо надежно зафиксировать. Метчик необходимо установить в отверстие строго параллельно его оси. Для качественной центровки в отверстии при сверлении выполняется фаска обычно под 30 либо 45 градусов. Параллельность осей метчика и отверстия проверяется при помощи угольника, который прикладывают к поверхности инструмента и грани детали. Затем производят нарезку резьбы вращением инструмента по часовой стрелке (в случае правой резьбы). Особенно важно нарезать ровно первые витки резьбы.
READ Как Правильно Разрезать Плод Граната
Прокручивание воротка производят постепенно. Сделав полный оборот, метчик выкручивают на половину оборота. Если прилагаемое усилие возрастает, то метчик достают из отверстия и снимают с него стружку. При работе рекомендуется применение смазки. Это может быть специальная смазка, например, паста на основе жиров и воска, которая наносится непосредственно на инструмент. Заменой может служить олифа, керосин либо машинное масло. Нарезание резьбы на сверлильном станке проводится с применением специальных метчиков. Сам процесс нарезания не отличается от технологии ручной работы.
Выбор диаметра сверла под резьбу
Размер сверла должен строго соответствовать номинальному диаметру резьбы. Наиболее достоверные величины отверстий под метрическую резьбу даны в ГОСТ 19257-73. В данном стандарте представлены размеры отверстий для любого диаметра резьбы, учитывая шаг резьбы и применяемое поле допуска. При работе удобно иметь под рукой таблицу сверл под резьбу, в которой должны быть собраны данные по отверстиям для самых применяемых типоразмеров резьб.
Размер сверла под резьбу, когда в нужный момент нет таблицы, можно определить следующим методом. От диаметра резьбы нужно отнять значение шага. Сверло под резьбу М6 с основным шагом, будет с диаметром 5 мм. Это вычисляется вычитанием из диаметра 6 мм значения шага 1,0 мм: 6 мм – 1,0 мм = 5,0мм. Сверло для резьбы М4 с основным шагом будет иметь диаметр 3,3 мм: 4 мм – 0,7 мм = 3,3 мм. Таким образом, можно определить диаметр сверла для резьбы любого номинального диаметра. Для проверки такого расчета лучше заглядывать в таблицу ГОСТа.
Чтобы по таблице определить какое отверстие сверлить под резьбу М10, нужно посмотреть на последнюю строку. При крупном шаге 1,5 мм нам необходимо просверлить отверстие диаметром 8,5 мм. Для определения того, какое отверстие сверлить под резьбу М8, смотрим на последний столбец соответствующей строки и видим диаметр 6,7 мм. Более подробные таблицы представлены в ГОСТ 19257-73.
Часто возникает вопрос, какие сверла под резьбу следует использовать. Тут все зависит от марки обрабатываемого материала.
Для обычной низколегированной стали используют стандартные спиральные сверла, изготовленные из быстрорежущей стали. Для работы с нержавеющей и высоколегированной сталью рекомендуется использовать сверло под резьбу, изготовленное из стали, легированной кобальтом и вольфрамом.
Основные виды и различия метчиков
- Слесарные – используются в ручном инструменте.
- Гаечные – позволяют массово, быстро и удобно изготавливать гайки.
- Машинные или машинно-ручные – имеют повышенную износостойкость, могут использоваться как в ручном инструменте, так и в станках.
- Метчики трубные – для накатывания резьбы в трубах, резьба в дюймовой системе, позволяют создавать резьбы от 1/8 до 2 дюймов.
Виды метчиков для разных отверстий:
С подточкой – лучше всего подходит для отверстий сквозного типа, срезанный металл идет перед метчиком и стружечный канал остаётся чистым.
С канавками винтового типа – используется для глухих отверстий, срезанный металл за счет инерции и СОЖ поступает наружу, благодаря чему снижается нагрузка на инструмент.
С канавками прямого типа – представляет собой универсальный вариант, оптимально походит для материалов, у которых короткая и легко обламывающаяся стружка.
По типу обрабатываемого материала:
- Легированные, нерж., низколегированные, легкообрабатываемые стали – угол 8-10 градусов, прочность до 900 Н/мм2.
- Конструкционные, углеродистые, легированные и улучшаемые стали, сплавы алюминия, которые дают короткую стружку (невязкие) – угол 12-15 градусов, прочность до 500 Н/мм2.
- Нерж. труднообраб. стали – передний угол 6-8 градусов, прочность до 500 Н/мм2.
- Бронза, латунь, дающие короткую стружку, твёрдые пластмассы, чугун (строго HSS) – угол 0-3 градуса.
- Сплавы алюминия, которые дают длинную стружку, магниевые, цинковые сплавы, медь – угол 15-20 градусов.