Импульсная сварка – что это за методика?
Импульсная сварка, известная иначе как MIG – это вариация дуговой сварки, при которой сплошные сварные швы создаются путем плавления в конкретных точках и дальнейшем их покрытии. Такая методика является альтернативой традиционной электродуговой технологии, которая отличается невысокой производительностью и низким качеством шва. Особенность импульсно-дуговой сварки состоит в том, что помимо основного рабочего тока возникают переменные импульсы с колебаниями до 250 Гц.
Благодаря этому происходит увеличение силовой нагрузки и существенно экономится присадочный материал, а также уменьшается вероятность непроваров. Основной элемент импульсной сварки – дежурная дуга средней мощности, которая не перестает функционировать в перерывах между повторяющимися импульсами и поставляет лишь незначительную порцию тока. Дежурная дуга имеет специальный режим вкл./выкл., обусловленный программой с учетом природы металлов, а также толщины кромок и расположения швов.
Нагреваясь под воздействием высокой температуры, дуга расплавляет заготовку, перенося ее затем в ванну с минимальным рассеиванием частиц. Такая методика позволяет обрабатывать даже тончайшие металлы, не прожигая их насквозь.
Разновидности
С учетом типа сплавляемых материалов выделяют 4 основных разновидности MIG:
- Магнитно-импульсная. Элементы соединяются под высоким давлением, шов формируется под влиянием температур и силы сжатия. В основе находится принцип электромеханики вихревых токов. Используется для варки разных материалов с высокой продуктивностью.
- Конденсаторная. Сварочные аппараты имеют отличные параметры, огромный диапазон силы тока и разные характеристики мощности. Используются для варки деталей из алюминия.
- Инерционная. Особенность такой сварки состоит в наличии мощнейшего маховика, работающего от электрического двигателя. Кинетическая энергетика затем поступает к импульсным токам, провоцируя возникновение инерционного резонанса.
- Аккумуляторная. Сварочные устройства оснащены щелочными аккумуляторами, мгновенно стабилизирующими короткие замыкания, образующиеся в процессе розжига электрода.
Также нередко используется TIG-сварка, при которой применяются аргоновые электроды. Методика ТИГ является отличным вариантом для обработки неферромагнитных металлов. В настоящее время огромной популярностью пользуется лазерная сварка, которая в основном применяется в области электронной технике и радиоэлектронике.
Для работы с дентальными сплавами из титана в сфере протезирования зубов используются аппараты дуговой микросварки, работающие не менее эффективно, чем лазерные приборы. Микроимпульсная сварка обеспечивает надежные стыки.
Разновидности импульсной сварки
Выбор параметров соединения в зависимости от вида сплавляемых металлов. Выделяют четыре возможных варианта аппаратов:
- Конденсаторные, они применяются для нержавеющих сплавов и алюминия. Различаются по мощностным характеристиками, есть модели свыше 100 кА. Характеризуются сильным, максимально дозированным энергетическим выплеском.
- Для магнитно-импульсной сварки характерно соединение деталей под большим давлением, возникающим из-за наведенного магнитного поля. Шов образуется под воздействием температуры и сжатия. Такой вариант аппаратов позволяет варить однородные и разнородные металлы с хорошей продуктивностью. В основе магнитно-импульсного вида сварки заложен принцип электромеханики вихревых токов. При пересечении их с магнитным полем возникает взаимное притяжение деталей, они с большой силой вдавливаются в зоне расплава, образуя гомогенную структуру. Кромки деталей располагают под углом относительно друг друга. В результате пластической деформации образуются химические связи.
- В инерционных моделях конструктивной особенностью является мощный маховик, приводимый в движение электродвигателем. Кинетическая энергия маховика передается импульсным токам, возникает инерционный резонанс.
- Аккумуляторные характеризуются прочной конструкцией, низким влиянием просадки сети на работу устройства. Короткие замыкания, возникающие при розжиге электрода или присадочной проволоки в полуавтоматах, мгновенно стабилизируются. В качестве электролитного наполнителя для аккумулятора применяют щелочь.
Сферы применения импульсной сварки
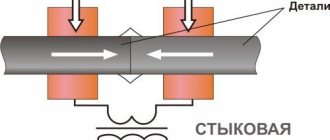
Импульсно-дуговая сварка широко применяется в современных сферах промышленности. Чаще всего технология используется для соединения современных трубопроводов, которые должны иметь максимально прочное и надежное сопряжение. Кроме того, импульсная точечная сварка пользуется большим спросом при:
- возведении мостов и других сооружений, на которые оказывается высокая нагрузка;
- сборке кузовов автомобилей;
- изготовлении вагонов поездов;
- производстве кранов, землеройной техники;
- создании корабельных корпусов, обшивок.
Такая разновидность сварочных работ позволяет соединять даже самые прихотливые и капризные металлы с толщиной заготовок от 1 мм до 5 см. Она отлично справляется даже со сложнейшими стыковыми швами. Такие аппараты могут применяться как на крупных производствах, так и в автосервисах, небольших мастерских.
Преимущества и недостатки методики
Такой метод обработки материала, как MIG, имеет массу преимуществ сравнительно с другими технологиями:
- высокая скорость провара;
- возможность соединения тончайших алюминиевых заготовок;
- отличное качество сварного шва;
- возможность контроля и минимизации кристаллизации металла;
- минимальный риск деформации сварочного шва, выгорания материала;
- экономия проволоки и газа;
- экономия трат на расходные материалы;
- стабильность рабочих положений;
- точный контроль момента расплавления;
- исключение риска замыкания при запуске;
- исключение разбрызгивания окалины, образования дыма;
- низкое вложение тепла.
Технология MIG дх-808 отличается высокой производительностью, универсальностью, надежностью и безопасностью, благодаря чему прекрасно подходит как для сварщиков, как с большим опытом, так и с полным его отсутствием.
Однако имеются и определенные минусы, о которых нужно знать перед началом работы. К недостаткам МИГ-сварки можно отнести следующие моменты:
- перегревание преобразователя;
- возможность работы только на небольших площадях;
- отсутствие моделей для бытового использования;
- сложности в уходе;
- высокая стоимость.
Плюсы импульсной сварки существенно превышают ее недостатки, благодаря чему она и пользуется большим спросом.
Преимущества
К преимуществам импульсного сварочного оборудования можно отнести следующие его свойства:
- высокая точность отслеживания момента расплавления присадочного материала (формирования сварочной ванны) и сохранение заданных параметров во всём диапазоне режимов работы;
- в момент зажигания дуги при импульсной сварке не наблюдается короткого замыкания, что положительно сказывается на сварочных процедурах (образуется меньше брызг);
- независимость положительных характеристик сварочного процесса от типа применяемого расходного материала.
Благодаря системному управлению в инверторно-импульсных сварочных аппаратах удаётся реализовать автоматическое управление режимами, определяемыми такими параметрами как толщина металла, скорость подачи проволоки и сила тока.
В импульсных аппаратах применяются инновационные технологии, позволяющие получать эффективную дугу с возможностью двукратного снижения производственных затрат.
Несмотря на относительно высокие стоимостные показатели, образцы импульсной сварочной техники используются не только на массовых производствах, но и в домашнем хозяйстве.
Наибольшей популярностью пользуются они у профессионалов, поскольку позволяют выполнять любые сварочные работы с более высоким качеством шовных соединений.
Технология выполнения импульсной сварки
Весь процесс импульсной сварки полуавтоматом происходит в несколько этапов:
- Небольшая капля расплавленного металлического расходного материала под мощным импульсом отделяется и помещается поверх заготовки.
- Сила тока снижается до того уровня, которого будет достаточно для поддержания дуги.
- Металл в сварочной ванне моментально остывает.
- Идет циклическое повторение вышеперечисленных действий.
Для надлежащей работы автомата должна быть произведена настройка, включающая в себя выполнение следующих действий:
- Обеспечить хорошее заземление, необходимое для надежного контакта в период импульса, когда появляются высокие токи.
- Убедиться в верности подсоединения всех кабелей.
- Снизить значение индуктивности, используя силовые кабели длиной до 15 м.
- Повысить эффективность варки, избегая наматывания кабелей вокруг предметов, проводимых ток.
Очень важно правильно настраивать форму импульсной волны при MIG, поскольку от этого качественность провара и эстетичность шва.
Необходимое оборудование и материалы
Сварочный аппарат имеет несложную конструкцию, поэтому при наличии необходимого оборудования и материалов можно соорудить устройство для импульсной сварки своими руками. Для этого нужно подготовить следующие детали:
- низкочастотный выпрямитель напряжения;
- высокочастотный преобразователь трансформаторного типа;
- инверторный блок с транзисторами;
- трансформатор с понижающими обмотками;
- блок управления;
- силовой фильтр;
- рабочий шунт;
- система подачи проволоки.
Все составляющие несложно найти, стоят они недорого. После подготовки оборудования остается подсоединить детали согласно схеме. При выборе деталей нужно обратить внимание на их качество. Особенно не стоит экономить на транзисторах, поскольку именно они ломаются чаще всего.
Общая информация
Для начала определимся с терминами, поскольку у многих возникает путаница. Запомните: инвекторно импульсных аппаратов не существует. Само слово «инвектор» — это просто неправильное написание слова «инвертор». Просто забудьте о самом словосочетании «инвекторный аппарат».
Следующее, что вам нужно понять: импульсный инверторный аппарат и аппарат для импульсной сварки (импульсный сварочный аппарат) — это две разных вещи. Импульсная сварка — это совсем другая сварочная технология, которая к инвертору не имеет никакого отношения. Такая путаница возникает именно из-за слова «импульсный».
А инверторный аппарат часто называют импульсным, потому что в его основе лежит применение источника питания, работающего по импульсному режиму. Так что мы рекомендуем использовать словосочетания «инверторный сварочный аппарат» или просто «инвертор». Так вы будете правильно поняты. В этой статье мы будем использовать термин «инвертор».
С терминами разобрались, перейдем к самому понятию. Итак, сварочный инверторный аппарат — это разновидность сварочного оборудования, которое обеспечивает питание дуги за счет встроенного в аппарат инвертора. Для сравнения, в сварочном оборудовании других типов в качестве источника питания дуги может выступать трансформатор, выпрямитель или генератор.
На данный момент инверторные аппараты являются самыми востребованными и распространенными. Они появились сравнительно недавно, в конце 20 века. В начале 21 века инженеры существенно доработали эту технологию и создали инверторные аппараты для широко круга потребителей.
Разновидности
Существует несколько типов инверторных сварочных аппаратов: инверторы для ММА сварки, для TIG сварки и для MIG/MAG сварки. Аппараты для TIG и MIG/MAG принято называть полуавтоматом, поскольку в данной технологии используется присадочная проволока, в полуавтоматическом режиме подающаяся в зону сварки с помощью специального механизма.
Все инверторы имеют схожее устройство и отличаются лишь вольт-амперными характеристиками. Это значит, что из любого ММА инвертора можно сделать, например, TIG инвертор, просто изменив эти самые вольт-амперные характеристики и добавив к конструкции дополнительные компоненты в виде механизма подачи проволоки и т.п.
Достоинства и недостатки
Инверторный сварочный аппарат обладает своими плюсами и минусами, как любое другое сварочное оборудование. Мы перечислим основные.
Начнем с достоинств. Прежде всего, все инверторы очень компактны. Это особенно заметно при сравнении инвертора и классического трансформатора или выпрямителя. Сейчас в продаже можно найти инверторы весом не более 5 кг, тогда как обычный трансформаторный сварочный аппарат весит несколько десятков килограммов.
Все дело в применении компактных источников питания, которые являются «сердцем» любого инвертора. Также инверторы снабжаются электроникой, благодаря которой удалось добавить в сварочный аппарат ряд дополнительных функций. Чаще всего в инверторах можно встретить такие функции как форсаж дуги, горячий старт и антизалипание. Эти функции не доступны в других типах сварочного оборудования.
КПД у инверторов гораздо выше, чем у других сварочных аппаратов. Также дуга легче поджигается и горит стабильнее, металл практически не разбрызгивается во время сварки, а все настройки регулируются плавно и интуитивно понятно.