Технология
Физические характеристики
Лазерная сварка металлов отличается от других видов сварочных технологий высокой плотностью энергии в пятне нагрева — до 1 МВт на кв.см. Это обеспечивает высокую скорость разогрева и охлаждения зоны сварного шва, что значительно уменьшает тепловое воздействие на околошовную зону. Поэтому сварочный процесс не вызывает структурных изменений материала, приводящих к разупрочнению, деформации и образованию трещин.
Размер пятна фокусировки промышленной установки может изменяться в пределах от 0,2 до 13 мм. Глубина проплавления материала прямо пропорциональна энергии излучения лазера, но также зависит от расположения фокальной плоскости луча. Во время сварочной операции зона расплавленного материала перемешается по заданной траектории вместе лазерным лучом, создавая по линии движения сварной шов. Он получается узким и глубоким, поэтому по своей форме принципиально отличается от сварных швов других сварочных технологий.
Виды и режимы лазерной сварки
Технология лазерной сварки включает два вида сварочного соединения: точечное и шовное. При этом промышленные установки могут генерировать два типа лазерного излучения: непрерывное и импульсное. При точечном соединении обычно применяют только импульсное излучение, а при шовном — как непрерывное, так и импульсное. Во втором случае сварной шов образуется путем перекрытия зон импульсного нагрева, поэтому скорость сварки зависит от частоты импульсов. Точечную сварку обычно применяют для соединения тонких металлических деталей, а шовную – для формирования глубоких сварных швов.
Гибридная лазерная сварка относится к сварочным технологиям, при проведении которых применяют присадочные материалы. В этом случае сварочное оборудование дополняется механизмами подачи проволоки, ленты или порошка. Присадочные материалы подаются в зону плавления синхронно с движением сварочной головки, а их толщина соответствует ширине сварного шва и диаметру пятна.
Технологические особенности
Скорость перемещения и энергетические режимы сварочного процесса зависят от ширины сварного шва, а также от вида и толщины свариваемых материалов. Например, стальные листы толщиной 20 мм свариваются газовым лазером со скоростью несколько сот метров в час. Этот показатель на порядок выше предельных характеристик электродуговой сварки.
Лазерная технология особенно эффективна при работе с легированными сталями, чугуном, титаном, медью, медными сплавами, термопластами, стеклом и керамикой. Высокая плотность энергии в пятне нагрева разрушает поверхностные окисные пленки, препятствуя образованию новых окислов. Это позволяет сваривать лазерным лучом титан, алюминий и нержавеющую сталь, не применяя флюсы или защитной среды инертных газов.
Из чего состоит лазерная установка для ручной сварки
Независимо от бренда и модели устройства, оно будет иметь следующие базовые элементы:
- источник лазерного излучения (генератор);
- блок, именуемый сварочная головка (альтернативное наименование, сварочная голова). В нём имеется линза для фокусировки;
- программный блок, с которого осуществляется управление сварочным аппаратом;
- блок питания;
- чиллер (охлаждающее устройство);
- устройство, подающее присадочную проволоку.
Лазерный источник для лазерного сварочника
Мы предлагаем заказчикам генераторы излучения только проверенных брендов, гарантирующих высочайшее качество сварочных работ. Это изделия следующих производителей:
- IPG
Самые перспективные источники, если оценивать их по таким характеристикам, как качество формируемого лазерного луча, стабильность последнего, к-т преобразования электроэнергии (ЭЭ) в энергию луча лазера (ЛЛ).
Обеспечивают выполнение сварки разнородных материалов, включая алюминий, медь, латунь.
Предлагаются с двойной защитой, исключающей обратное излучение (ОИ). Это гарантирует стабильную работу сварочного аппарата при попадании луча лазера в диодную сборку или волокно.
Важное преимущество – российское производство. применяется без ограничений на типы свариваемых материалов.
- JPT
Сопоставимы по характеристикам с предыдущей продукцией, однако уступают ей по эффективности преобразования ЭЭ в энергию ЛЛ. Также комплектуются комплексной защитой от ОИ. Оптимальный выбор для сварки Alи сплавов на его основе. Обладают более доступными ценами.
- RECI
Наиболее простые в плане конструктивного исполнения. Прекрасный выбор для сварки алюминия, стали углеродистой и нержавеющих марок.
Отсутствует защита от обратного отстрела. Установки, укомплектованные подобными источниками, рекомендованы для организаций, специализирующихся на изготовлении мебели из стали нержавеющих марок, производством металлоконструкций.
этих источниках используется жидкостное охлаждение, что обеспечивает существенное увеличение сроков безаварийной эксплуатации.
Продукция иных брендов в наши сварочные установки не ставится, что объясняется значительным числом нареканий от пользователей на низкое качество сборки и качество формируемого лазерного пучка.
Сварочная голова
Предлагаются в следующих вариантах исполнения:
- В комплект входит 1 блок двигателей для 1 блока линз фиксирующих.
Рассчитана на качественное выполнение сварки с диаметром формируемого пятна ≤5 мм. Это позволяет вести сварку достаточно толстых деталей встык. При этом разрешённые допуски качества кромок свариваемых заготовок могут варьироваться в широком диапазоне.
Допускается ведение сварки с осциляцией лазерного луча, либо без таковой. Вес головы не превышает 800 г.
Эти модели производители рекомендуют применять совместно со специальными системами, подающими сварочную проволоку.
- Число блоков двигателей и линз – по два.
Обеспечивает качественную (без прожига) сварку материалов, толщина которых задаётся диапазоном (0,5-1,0) мм. Повышению качества формируемого шва способствует применение осцилляции, которой придана форма песочных часов. Для сварочной головки с одним мотором это невозможно. Такая головка значительно тяжелее (свыше 2 кг).
Состав и принцип работы сварочного оборудования
Все установки лазерной сварки состоят из следующих функциональных модулей:
- технологический лазер;
- система транспортировки излучения;
- сварочная головка с фокусирующей линзой;
- блок фокусировки луча;
- механизмы перемещения сварочной головки и заготовки;
- система управления перемещениями, фокусировкой и мощностью лазера.
В сварочном оборудовании в качестве генераторов излучения применяют два типа лазеров: твердотельные и газовые. Мощность первых лежит в диапазоне от десятков ватт до 6 кВт, а вторых – от единиц до 25 кВт. В твердотельных установках излучатель — это прозрачный стержень из рубина или алюмо-иттриевого граната, легированного неодимом. А в газовых аппаратах — прозрачная трубка, заполненная углекислым газом или газовыми смесями.
Кроме излучателя в состав любого лазера входит система накачки, оптический резонатор, блок питания и система охлаждения. Генерируемый световой поток попадает через переднее зеркало оптического резонатора на систему зеркал, которая передает его на фокусирующую линзу сварочной головки.
Установки лазерной сварки выпускаются в разных компоновках: от традиционных портальных или консольных станков с рабочими столами и до роботов-манипуляторов с пятью степенями свободы. Управление сварочным оборудованием может выполняться в ручном или автоматическом режиме. Если установка имеет систему ЧПУ, то выполнение сварочного процесса осуществляется в автоматическом режиме по заданной программе. В случае ручной лазерной сварки оператор с выносного пульта задает перемещения, скорости и параметры сварочного процесса.
Виды лазеров
Лазерная сварка проводится при помощи разных лазеров в зависимости от обрабатываемого материала. Для нержавейки, алюминиевых сплавов или меди применяется другой тип, нежели тот, к которому прибегают для обработки стекла и керамики.
Оборудование бывает следующих типов:
- газовое;
- твердотельное.
Каждому из них соответствуют определенные характеристики.
Твердотельные лазеры
Твердотельные лазеры используются для сварки лазером серебра, пластмасс, нержавейки, меди, стекла и других твердых элементов. В составе таких лазеров имеется особый рубиновый стержень, который также производится из неодимового стекла. Располагается внутри специальной осветительной камеры.
Процесс использования данного вида лазеров выглядит следующим образом:
- В осветительную камеру с выбранной частотой направляется луч света с высокими показателями мощности. При этом возникает возбуждение атомных частиц.
- Появляется световое излучение. Его волны обладают одинаковой длиной.
- Так как части стержневой детали на торцах состоят из отражающих зеркал, а одно из них является частично прозрачным, именно через него проходит энергия в качестве лазерного излучения.
Мощность твердотельных лазеров — от 1 до 6 кВт.
Газовые лазеры для сварки
Газовые сварочные лазеры отличаются большими мощностными показателями и производительностью. Это их отличает от твердотельных лазеров.
Активный компонент в случае таких устройств — газовая смесь.
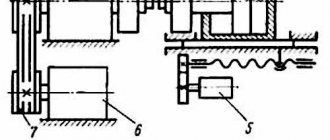
Рис.5. Сварка металла газовым лазером
Они проводят сварку таких материалов, как алюминий, титан, нержавейка и других похожих по параметрам металлов с использованием вспомогательных средств:
- прокачивание газа и передача его из баллонов происходит через насос, поэтому в качестве дополнительного элемента с ним используется газоразрядная трубка;
- между электродами проходит электрический разряд (ток). Из-за этого возбуждается газовая смесь;
- лазерные лучи проходят через установленные зеркала. Они располагаются в торцевой области газоразрядной трубы;
- при лазерной сварке крупных деталей (автомобильный кузов, детали с большой толщиной и др.) источник питания соединяется с электродами;
- охлаждается за счет водяной системы.
Газовое оборудование отличается большими габаритами, что не для всех удобно. В то же время существуют лазерные устройства, которым характерна поперечная прокачка газа. Они отличаются небольшими размерами и считаются более компактными. Показатели мощности подобных устройств — от 20 кВТ. Это позволяет проводить сварку толстостенного металла с высокой скоростью — приблизительно до 60 метров в час.
Такой метод лазерной сварки применим не только для прочных металлических сплавов — с его помощью обрабатываются драгоценные металлы (платина, золото, серебро), алюминий, медь, титан. Так как это специфические материалы, для них проведение операций по сварке происходит в атмосферных условиях со специально созданным вакуумом. Дополнительные средства формируют защиту от воздушного воздействия на расплавленный металл. В первую очередь, это газы. В особенности — аргон.
Из-за того, что во время сварки создается высокая тепловая мощность лазерного луча, процесс испарения металлических частиц проходит еще активнее. Параллельно с этим проводится ионизация паров, чтобы луч лазера экранизировался и рассеялся.
Газовые лазеры для сварки используются не только для металла, но также для стекла или пластмассы. В их обработке встречаются два вида газа:
- защитный;
- плазмоподавляющий.
Чаще всего, это гелий — он не рассеивает луч лазера и легче, чем аргон.
Сварщики с большим опытом работы упрощают процесс использованием комбинированных смесей газов, у которых есть защитные и плазмоподавляющие параметры.
Особенности газодинамических лазеров
У газодинамических лазеров самые высокие показатели мощности. Они относятся к устройствам с использованием окиси углерода. Данный состав нагревается до 3000 К. После проходит через сопло Лаваля, после чего происходит снижение давления и последующее охлаждение газового компонента.
Рис.6. Применение лазеров для сварки по металлу
Использование гибридных установок
Лазерная сварка специальных элементов в виде толстостенных деталей, элементов с зазорами или большими металлическими плоскостями проводится при помощи дополнительных материалов для присадки. В первую очередь, это проволока для зажигания электрической дуги. За счет этого заполняется пространство между пластинами и создается соединительный шов с высокой прочностью.
Обдув инертным газом производит защиту толстостенных металлических конструкций и автомобильных деталей. Его подача происходит через сопло, которое крепится рядом с лазерной головкой.
Их сварка проходит на столе и на отдельных подставках от оборудования. Процесс осуществляется поэтапно:
- Сначала металл очищается от загрязнений, окалин, масляных остатков, водяных капель и влаги в цело.
- Детали плотно подгоняются стык в стык.
- Создается химическое травление металлической поверхности.
- Аппарат лазерной сварки настраивается с выставлением необходимых параметров. Для этого обращаются к типу свариваемого материала и подбивают параметры под него.
- Головка сварочного инструмента размещается у линии начала соединения.
- Активируется кнопка запуска сварки.
Во время сварочного процесса нужно следить за тем, как луч попадает на стыковую область.
Особенности сварки тонкостенных изделий
Тонкостенные детали представлены в виде небольших изделий из области микроэлектроники. Это могут быть проволочные выводы, чей диаметр варьируется от 0,01 до 0,1 мм, или же фольгированные элементы с диаметром точки лазера 0,5-0,9 мм. Их обработка производится твердотельными лазерами. Твердотельная лазерная установка способна провести точечную лазерную сварку для катонного соединения с высокой герметичностью. Необходимая деталь в современных кинескопах.
Для работы по мелким деталям с тонкими стенками подходит минимальная мощность проведения.
Операции проводятся импульсным или непрерывным режимом.
При импульсном режиме необходимо повышается скважность импульса и сокращать длительность. При непрерывном режиме — повышать скорость лазера.
Лазерная сварка стекла и пластмассы
Что касается изделий из стекла и пластмассы, лазерная сварка также проводится благодаря твердотельным установкам. Они представляют собой простое устройство, которое состоит из отражательной трубки с двумя электродами, а также смеси из ионизирующих газов в пространстве между ними.
Рис.7. Лазерная сварка по стеклу
Такое устройство встречается во время ремонта очков — как пластиковых, так и стеклянных элементов. Сварка таким образом не требует дополнительного припоя при сваривании оправ.
Лазерная сварка деталей из стекла и пластика происходит с той же последовательностью, что и металлические изделия:
поверхности элементов, которые будут подвержены сварке, очищаются от пятен, пыли и других загрязнений
подготавливаются установка и электроды к дальнейшей работе, настраивается линза для фокусировки. В случае использования расфокусированной линзы есть риск смазанного лазерного луча. В таком в случае не получится сделать четкий локальный расплав металла. Корректно сфокусированный пучок обладает круглой формой
устанавливается нужное значение мощности сварки
можно приступать к работе.
Применение лазерной сварки
Основная область применения лазерной сварки — это передовые производства с инновационными технологиями. Наиболее широко ее применяют в микроэлектронике, приборостроении, авиакосмической отрасли, атомной энергетике и автомобильной промышленности.
В приборостроении и микроэлектронике с помощью лазера соединяют разнородные и разнотолщинные материалы диаметром от микронов до десятых долей миллиметра. Кроме того, лазерная технология позволяет сваривать элементы, расположенные на близком расстоянии от кристаллов микросхем, а также других чувствительных к нагреву элементов.
Применение лазера в автомобильной промышленности не ограничивается точеной сваркой кузовных элементов из тонколистовой стали. Для снижения веса в современных автомобилях все чаще применяют детали из алюминиевых и магниевых сплавов. Характерная особенность этих материалов — наличие у них поверхностной оксидной пленки с высокой температурой плавления. Поэтому для их соединения чаще всего применяют лазерную сварку.
Лазерная сварка кузова автомобиля
В судостроении, оборонной промышленности, атомной энергетике и авиакосмической отрасли широко используются комплектующие из титана и титановых сплавов. Сварка титана — это одна из самых сложных задач для сварочного производства. В расплавленном состоянии титан обладает высокой химической активностью к кислороду и водороду, что ведет к насыщению зоны расплава газами и образованию холодных трещин. Лазерная сварка успешно справляется с этой проблемой при работе в защитной среде из газовой смеси на основе из аргона и гелия.
Как сделать аппарат для лазерной сварки своими руками
Рис.8. Лазерная сварка своими руками
Многим интересно, как можно самому сделать лазерный резак? Его высокая стоимость подходит не каждому, поэтому часто пробуют создать простое лазерное режущее устройство самостоятельно.
Во время изготовления используются следующие компоненты:
- лазерная указка;
- паяльник;
- отвертка для закручивания;
- работающий на батарейках фонарик;
- DVD ROM. Из него будет извлекаться матрица с лазерным приводом.
В первую очередь полностью разбирается старый дисковод для компьютера и его привод. Все операции проходят осторожно, чтобы не повредить главное устройство.
Привод дисковода в такой технологии — исключительно пишущий.
Следом вынимается красный диод, который будет прожигать диск при записи нужных данных. Паяльником распаиваются диодные крепления — самый чувствительный элемент, который нельзя бросать. Лазерная указка в процессе разбирается, чтобы оказалось возможным модифицировать ее внешний вид. Видео того, как это сделать, можно на видео из интернета.
Диод из разобранной указки меняется красной лампочкой, которая досталась из привода. Корпусная часть самодельного лазерного резака создается из фонарика. Аккумуляторные батарейки используются для запитки данного устройства.
Преимущества и недостатки
Лазерная сварка обладает рядом неоспоримых достоинств, но, как и все сварочные технологии, имеет свои недостатки. Первые являются следствием уникальных характеристик лазерного луча, а вторые в основном связаны с высокой стоимостью и сложностью оборудования.
Главные преимущества:
- возможность сварки разнообразных материалов: от металлов и магнитных сплавов до термопластов, стекла и керамики;
- высокая точность и стабильность траектории пятна нагрева;
- наименьший размер сварного шва среди всех сварочных технологий;
- отсутствие нагрева околошовной зоны, следствием чего является минимальная деформация свариваемых деталей;
- отсутствие продуктов сгорания и рентгеновского излучения;
- химическая чистота сварочного процесса (не применяются присадки, флюсы, электроды);
- возможность сварки в труднодоступных местах и на большом удалении от места расположения лазера;
- возможность сварки деталей, находящихся за прозрачными материалами;
- быстрая переналадка при переходе на изготовление нового изделия;
- высокое качество сварных соединений.
Основные недостатки:
- высокая стоимость оборудования, запасных частей и комплектующих;
- низкий КПД (для твердотельных лазеров — около 1%, для газовых — до 10%);
- зависимость эффективности сварочного процесса от отражающей способности заготовки;
- высокие требования к квалификации обслуживающего персонала;
- особые требования к помещениям для размещения лазерного оборудования (в части вибрации, запыленности и влажности).