- Изображение шлицев на стержне
- Соединения резьбовые
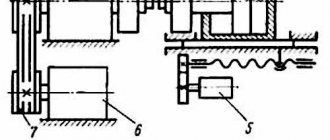
- Клёпаные соединения
Соединения разъемные и неразъемные:
Соединения деталей в приборах и машинах весьма разнообразны по своему назначению, конструкции, технологии изготовления.
Соединения подразделяют на разъемные и неразъемные.
Болтовое соединение и сварка металлоконструкций: преимущества и особенности
Строительство из металлоконструкций успешно зарекомендовало себя практически во всех сферах бизнеса, позволяя быстро, качественно и сравнительно недорого возводить надежные долговечные площади для организации деятельности. В основе монтажа зданий из таких конструкций лежит метод болтового соединения и сварка металлоконструкций, благодаря которым отдельные элементы приобретают форму полноценного функционального сооружения.
Невзирая на то, что помимо сварки и болтового соединения металлоконструкций также имеет место крепление на основе заклепок и пайки, все же представленные варианты наиболее популярны и чаще всего применяемые в силу их преимуществ и технологии соединения.
Разбираемся какое соединение лучше: сварное или болтовое
Необходимость делать подобный выбор сегодня обусловлена тем, что практически все современные металлоконструкции собираются по частям. Сегодня не меньше 95% металлических конструкций делаются именно сборными. Чем обоснован такой подход?
В связи с этим возникает вопрос: какой из существующих типов соединения конструкций использовать лучше всего? В полной мере об этом можно судить, только имея представление о каком-то конкретном строительном случае. Однако, в любом случае есть некоторые особенности двух методов, справедливые для любой ситуации. Основываясь на них, мы дадим вам несколько советов.
Наиболее популярные сегодня техники соединения металлоконструкций – это сварная и болтовая. Есть также клёпка и пайка, но они используются далеко не так часто.
Сварка
По причине того, что данный тип металлоконструкции является облегченным, и толщина элементов его невелика, применение сварки при монтаже требует особой осторожности. Швы небольшой толщины, как правило, не содержат внутренних дефектов, которые могут наблюдаться при больших размерах, однако, могут быть пористыми, и как следствие – не очень прочными. При сварке тонкой стали используется специальная технология, ключевым моментом которой является быстрое отведение тепла из зоны шва и использование специальных, быстро плавящихся электродов.
Сварка или болты?
| Страница 1 из 5 | 1 | 2 | 3 | > | 5 » |
Здравствуйте уважаемые форумчане. Вопрос собственно находится в теме. Интересует почему у нас в России преимущественно делают соединения металлических конструкций на сварке, а в Европе на болтах?
Вот собственно снова столкнулся с ситуацией — проектирую временное сооружение (торговый павильон 5х5х15 м), сначала заказчик хотел, чтобы узлы были на болтах, но строители сказали, что если заменить болтовые соединения сварными, то это будет быстрее. Так ли это?
Мне так больше симпатизируют болтовые соединения — взяли, на заводе просверлили все отверстия в балках, изготовили отправочные марки, привезли на стройку и быстренько собрали.
Оснащение проходки горных выработок, ПОС, нормоконтроль, КР, АР
Так Россия ж. Сегодня 10 болтов, завтра 9.
Если серьёзно, надо через ГЭСН и ФЕР сравнить стоимость и трудоёмкость вариантов. Мне лень. Так навскидку разница небольшая будет, сварка дольше и более трудоёмко. Но нормы порой бывают со мной не согласны.
| Tyhig |
| Посмотреть профиль |
| Посетить домашнюю страницу Tyhig |
| Найти ещё сообщения от Tyhig |
| troja |
| Посмотреть профиль |
| Найти ещё сообщения от troja |
| 110ХЛ |
| Посмотреть профиль |
| Найти ещё сообщения от 110ХЛ |
| boris_r |
| Посмотреть профиль |
| Найти ещё сообщения от boris_r |
Во вложении эскиз моего каркаса. Как думаете как будет быстрее при всех прочих равных условиях (обеспечения качества и т.п.) собрать каркас на болтах или сварке?
Доп. условие — время считаем с момента получения чертежей раздела КМ. т.е. получается два варианта: 1) Соединение на сварке: по факту изготовления железобетонной плиты строители сразу начинают монтаж 2) Соединение на болтах: пока строители делают плиту они одновременно заказывают изготовление отправочных марок по разделу КМ. На изготовление плиты думаю нужно дней 7, а отправочные марки как я предполагаю могут изготавливать дольше (хотя это как повезет).
Примечание к эскизу
— узлы примыкания балок к колоннам у меня рамные, поэтому хочется, чтобы монтаж был точным, а со сваркой мне я думаю, что это будет не очень просто сделать. Что думаете по этому поводу?
Вложения
| Каркас.pdf (36.4 Кб, ) |
Специальный Институт Строительных Конструкций Изделий
Dyuk
, каркасик маленький. Можно на болтах. Всё можно собрать двумя трезвыми мужиками с нормальными руками. И потом — Вы сами себе дали ответ в примечаниях — коль заморочились с узлами на ВП болтах добейте и остальное таким же макаром.
А вообще — большепролетные каркасы — вот где надо думать. Я последнее время стараюсь всё на болты сажать и в ТУ прописывать при проектировании.
Заклепочные соединения
По назначению заклепочные соединения подразделяются на прочные, плотные и прочноплотные. Прочные соединения применяют при сборке и монтаже колонн, ферм, балок; плотные — цистерн, резервуаров; прочноплотные — для изготовления емкостей, находящихся под давлением.
Заклепочные соединения применяют при изготовлении тяжелых подкрановых балок, мостов, элементов пролетных и других конструкций, для которых необходимо обеспечить высокую вибрационную прочность. Чаще всего используют заклепки диаметром 12-30 мм, которые ставят в отверстия, диаметр которых на 1-1,5 мм больше диаметра заклепки.
За расчетный диаметр заклепки принимают диаметр отверстия, так как при образовании замыкающей головки стержень головки осаживается и утолщается.
Длину заклепки выбирают с учетом толщины соединяемого пакета и длины стержня, идущей на образование замыкающей головки и заполнение зазора между отверстием и стержнем.
В самих заклепках и в заклепочных соединениях возникают срезывающие, сжимающие и изгибающие напряжения; наиболее опасны из них срезывающие и сжимающие.
Клепку выполняют горячим и холодным способами. Горячую клепку производят, как правило, в заводских условиях. Для этого применяют электрические или пневматические клепальные скобы. Заклепку, нагретую до 900-1100°С (оранжевый цвет), вставляют в отверстие соединяемых элементов. При остывании заклепка укорачивается и плотно стягивает склепанный пакет. В условиях монтажной площадки клепку ведут холодным способом с применением пневматических клепальных молотков. Операции выполняют в такой последовательности: изготовление деталей с отверстиями; установка в часть отверстий временных болтов (не менее 1/3 от числа всех заклепок); рассверливание (при необходимости) отверстий в сборных деталях; непосредственно клепка. При установке заклепок их удерживают ручными поддержками.
Заклепки располагают в один или несколько рядов. Расстояние между осями продольного ряда заклепок, т.е. установленных вдоль прилагаемого усилия, называют шагом, а в поперечном ряду — дорожкой. В зависимости от числа заклепок в соединении и их расположения монтажную клепку подразделяют на узловую и рядовую. Узловой считают клепку, если в узле не более 15 заклепок, рядовой — клепку при числе заклепок в узле более 15.
Для рассверливания отверстий применяют пневматические сверлильные машины.
Качество поставленных заклепок проверяют внешним осмотром, замерами и остукиванием. При внешнем осмотре удостоверяются, что нет перекосов, а при остукивании, что отверстие целиком заполнено стержнем. Для этого применяют контрольный молоток массой 0,3-0,4 кг. Удары наносят по боковой поверхности головок в направлении, перпендикулярном ее оси.
Слабые заклепки заменяют. Чтобы извлечь заклепку, одну из ее головок срубают зубилом или срезают кислородным резаком, после этого выбивают стержень заклепки пневматическим молотком и выколоткой. Чтобы заклепка легче выходила из отверстия, его со стороны срубленной головни заливают керосином.
Заклепки в конструкциях из алюминиевых сплавов изготовляют из сплавов тех же марок, что и соединяемые элементы, и ставят только в холодном состоянии. Контакт алюминиевых сплавов с другими металлами недопустим, так как в местах соприкосновения возникает электрохимическая коррозия.
Разъемные соединения
Соединения данного типа широко применяются там, где возникает необходимость периодической замены деталей. Причины для проведения данной операции бывают совершенно разными, начиная с регламентного обслуживания, и заканчивая сменой износившегося рабочего компонента агрегата.
Соединения резьбовые
Разъемные соединения данного типа получили наибольшее распространение. Обусловлено это относительно невысокими стоимостными показателями процесса изготовления единицы резьбового крепежа, а также простотой и удобством монтажа/демонтажа. Понятие «резьба» обозначает последовательность равноудаленных один от другого выступов, расположенных по винтовой линии на поверхности стержня либо отверстия. Они могут иметь различную форму, но в каждом конкретном случае сечение выступов на всей резьбовой нити неизменно.
Резьба бывает метрической (в крепеже используется чаще всего) и дюймовой (применяется при реализации трубных соединений). По иным критериям она подразделяется на:
- цилиндрическую. Место ее формирования – боковая поверхность правильного кругового цилиндра;
- коническую. Наносится резьбовая нить на стальной стержень либо трубу, характеризующиеся конусообразной конфигурацией;
- трапецеидальную. Подвид резьбы метрической. Отличается профилем витков в виде равнобедренной трапеции;
- круглую. Профиль сформирован дугами, объединенными прямолинейными участками. Стороны образуют угол, равный 30°;
- упорную. Сечение витков выглядит как неравнобокая трапеция. Уклон одной стороны к вертикали составляет те же 30°, а другой – рабочей – 3°.
По количеству нитей резьба бывает одно- и многозаходной.
Штифтовые соединения
Формирование данного соединения выполняется путем совместного просверливания скрепляемых элементов конструкции с последующей установкой в созданные отверстия специальных деталей, называемых штифтами. Последняя операция должна осуществляться с натягом.
Производство цилиндрических штифтов регламентируют положения четырех Государственных стандартов. Чертежи установленных ими исполнений данных фиксаторов представлены ниже.
Исполнение штифтов по ГОСТу10774-80
Исполнение штифтов по ГОСТу 12207-79
Размерные характеристики
Для получения представления о порядке цифр, отображающих диапазон изменений размеров цилиндрических штифтов, представим данные, прописанные нормами ГОСТа 3128-70.
- Внешний диаметр (обозначение «d»): от 0,6 мм до 50,0 мм;
- Высота большей фаски (параметр «с»): минимальная 0,12 мм; максимальная 8,0 мм.
- Высота меньшей фаски (обозначение «а»): min 0,08 мм; max 6,3 мм.
- Общая длина штифта (параметр «l»): 2,0 мм…280,0 мм.
Сегодня производятся также конические штифты. По сравнению с вышеописанными цилиндрическими они обеспечивают фиксацию с большей точностью. При этом значение данной характеристики остается, практически, неизменным после многочисленных переборок. Также не влияет на него износ штифта. Эта деталь просто погружается на большую глубину, поэтому плотность ее посадки восстанавливается.
Нормируют производство конических штифтов положения трех Государственных стандартов. Ниже представлены утвержденные ими чертежи исполнений фиксаторов данного типа.
Размерные характеристики
Ниже для конкретики представлены пределы изменения размеров штифтов конических, утвержденных ГОСТом 9465-79. Особенностью этих метизов является наличие на одной из частей стержня резьбовой накатки.
- Диаметр гладкого участка стержня (параметр «d»): от 5,0 мм до 50,0 мм.
- Диаметр метрической резьбы (обозначение «d1»): минимальный M5; максимальный M36.
- Длина сегмента с резьбой (параметр «b»): не меньше 14,0 мм; не больше 78,0 мм.
- Ширина перехода с гладкого конусообразного участка стержня на отрезок с резьбой (обозначение «а»): min 2,4 мм; max 12,0 мм.
- Общая длина конического штифта (параметр «l»): 40,0 мм…400,0 мм.
- Высота трапецеидального торца (обозначение «с»): от 0.8 мм до 6,3 мм.
Соединения шпоночные
Сфера предназначения этих соединений – передача момента вращающего усилия. Их используют для закрепления на валах вентиляторов, муфт, шестерней, шкивов и т.д. В качестве сырья для изготовления шпонок служат, как правило, среднеуглеродистые стали. Создание шпоночных пазов на валу осуществляется посредством концевых либо дисковых фрез, а на ступицах – технологиями протягивания или долбления.
Разновидности
Шпоночные соединения бывают двух видов.
Ненапряженные. Обеспечивают высокую степень соосности сопрягаемых элементов конструкции. Ненапряженные соединения формируются с использованием шпонок призматических (поз. «а» на ниже размещенном рисунке) и сегментных (поз. «б»).
Высота и ширина шпонок (обозначение «h» и «b», соответственно) являются характеристиками производными от диаметра вала и устанавливаются положениями Государственных стандартов. Например, на призматические метизы распространяются требования ГОСТа 23360-78. Длина шпонок (параметр «l») рассчитывается в каждом конкретном случае.
Напряженные. Для создания данных соединений используются шпонки двух типов: клиновые. Это самотормозящиеся клинья, имеющие уклон, равный 1:100. (поз. «а» на ниже размещенном рисунке); тангенциальные. Когда работа ведется в реверсивном режиме, фиксация производится путем установки двух пар шпонок данного вида с соблюдением угла между ними 120° (поз. «б»).
Степень соосности, обеспечиваемая напряженными соединениями, не столь высокая по сравнению с ненапряженными. При использовании первых в ходе забивания клиньев возможен перекос ступицы. Поэтому на применение напряженных шпоночных соединений накладываются ограничения.
Шлицевые соединения
Используются данные соединения для передачи значительных моментов. По сравнению со шпоночными они ослабляют вал меньше. Шлицы выполняются технологиями накатки, долбления либо фрезерования. Что же касается пазов в ступицах, то при крупносерийном производстве их получают протягиванием, а при производстве мелкими партиями – долблением.
Шлицы отличаются формой профиля.
Они бывают:
- прямобочными (поз. «а» на выше размещенном рисунке). Используются для валов, диаметр которых не превышает 125,0 мм;
- эвольвентными (поз. «б»). Применяются для валов с диаметром (обозначение d), изменяющемся в диапазоне 4,0 мм≤d≤500,0 мм. В сравнении с предыдущим вариантом эвольвентное соединение отличается меньшей концентрацией напряжений и большей технологичностью;
- треугольными (поз. «в»). Применяются, когда требуется передать пустотелыми валами, а также тонкостенными ступицами небольшой вращающий момент. Другой широко распространенный вариант – использование в сопряжениях торсионных валов или в приводах управления. Автомобилистам знакомо соединение треугольными шлицами по приводу щеток стеклоочистителя.
Нормативные документы
Технические характеристики шлицевых соединений установлены Государственными стандартами под номерами:
- 1139-58 – шлицы прямобочные;
- 6033-80 – шлицы эвольвентные.
Рабочие параметры шлицевых соединений с треугольным профилем прописаны в Отраслевом стандарте 1.00092, принятом в 1973 году.
Виды соединений
Бывают следующие виды соединения металлических конструкций.
Сварные соединения
Это самый быстрый способ соединения двух и более металлических деталей. Современное сварочное оборудование позволяет совершать эти операции практически в любом месте, где есть подача электроэнергии – на стройке, на даче, в лесу. Инверторы, разработанные в последние годы, мобильны и легки.
Болтовые соединения
Удобство этого вида соединений в том, что конструкции, которые они держат, можно демонтировать, перевезти в другое место и собрать заново. Прочность такого соединения весьма высока, как и простота работы при сборке.
Некоторое неудобство при применении таких соединений состоит в том, что при этом повышается расход металла на соединения. Опять же есть вероятность ослабления соединений и появление зазора между корпусом и болтом. Изделия, которые соединяются таким способом, содержат необходимые отверстия после того, как их изготовит завод металлоконструкций.
Заклепочные соединения
На сегодняшний день это самый малораспространенный тип соединений для металлических конструкций. Хотя по вибростойкости и противодействию знакопеременным нагрузкам, этот вид соединений очень хорош.
Основные разновидности соединений
Все соединения принято подразделять на следующие два основных вида:
- неподвижное. В данном случае детали соединяются так, чтобы в процессе работы их взаимное пространственное расположение не изменялось. Самый наглядный пример – это сварные соединения;
- подвижное. Соединение этого вида предусматривает возможность перемещения деталей относительно друг друга при работе. За примерами тоже далеко ходить не надо – лучше всего соответствует данному определению соединение зубчатое.
Соединения этих видов подразделяются в свою очередь на две большие группы:
- разъемные. Предоставляют возможность проведения многократной сборки, а также разборки конструкции без нарушения целостности ее компонентов. Например, резьбовые соединения и пр.;
- неразъемные. В данном случае разборка соединения сопровождается разрушением входящих в него деталей.
Неподвижные неразъемные соединения выполняются:
Механическим методом:
- прессовым давлением – запрессовка;
- расплющиванием наконечника крепежной детали – расклепывание;
- отклонением края соединительного элемента – загибка;
- формированием точечных углублений – кернение;
- обжатием шляпок заклепок и кромок металлических пластин – чеканка;
С использованием сцепления, проявляемого на физико-химическом уровне:
- сплавлением заготовок путем их нагрева – сварка;
- введение между скрепляемыми деталями металлического расплава – пайка;
- соединение посредством клеящего состава – склеивание;
Погружением заготовок в расплав:
формовка в:
- кокиле;
- специальной форме для литья под давлением – пресс-форма.
Сборка подвижных разъемных соединений осуществляется:
- металлургической операцией, в результате которой увеличивается длина заготовки и уменьшается площадь поперечного сечения – свободная обжимка;
- приданием заготовке определенного профиля пропусканием ее через вальцы – развальцовка.
Формирование подобных соединений призвано заменить целый элемент конструкции, если производство его из одной заготовки экономически невыгодно либо связано с неразрешимыми технологическими сложностями.
Типы металлоконструкций и особенности их монтажа
По типу соединения металлические конструкции бывают сварными, заклепочными и болтовыми.
Сварные конструкции
Монтаж методом сварки является наиболее простым, однако не всегда приемлемым. Конструкции, смонтированные при помощи сварных соединений, немобильны, а значит, их нельзя разобрать и переместить в другое место.
Средняя стоимость монтажа металлоконструкций методом сварки определяется по цене за тонну и составляет примерно 12 тыс. рублей.
Заклепочные устройства
Этот способ соединения не так популярен, как сварка, однако имеет существенное преимущество — надежность при низких и сверхнизких температурах. Монтажные работы на мостах и зданиях с большими нагрузками выполняются преимущественно с помощью заклепок.
Болтовые соединения
Монтаж сооружений с помощью болтов, гаек и шайб называется болтовым. Его главное преимущество — возможная разборность. Этот способ монтажа годится для конструкций разного типа: от мобильных стеллажей и лестниц до металлических ферм и каркасов большепролетных зданий.
После установки металлоконструкций осуществляют их заземление. Заказать монтаж сооружений из металлических конструкций можно по тел. +7-961-777-39-96.
Сварное соединение
Неоспоримое преимущество сварного метода соединения – это герметичность шва, которая предохраняет конструкцию от попадания влаги между деталями. Сварка хороша тем, что, имея соответствующие навыки, вы можете прикрепить к основной конструкции детали совершенно любой формы и в самых разных положениях. Болтовое соединение такой вариативности не обеспечит, так как у него есть свои пространственные ограничения. И, наконец, сварное соединение – достаточно дешевый процесс.
Что касается недостатков сварки, здесь нужно сказать о том, что от сильного локального нагрева увеличивается подверженность коррозии, и металл может повести. Кроме того, сварочное соединение невозможно без наличия определенного инструментария: тут и сварочный аппарат, и кабели, и щиток, и надежный источник тока. И, что самое главное – соответствующий высокоразвитый навык.
Монтаж металлических колонн
Колонны — основа каркаса будущего здания. Именно на них возлагается несущая способность. Как правило, колонны крепятся к сплошному бетонному фундаменту. Наиболее часто используются следующие способы их крепления:
- с помощью анкерных болтов, после регулировки место соединения заливается достаточным количеством бетонной смеси для укрепления сцепления;
- напрямую фундаментом до уровня подошвы, дополнительная бетонная стяжка не требуется;
- с применением опорных листов, вспомогательная цементная заливка производится в случае возникновения необходимости.
Используемые прокладки при устройстве колонн в обязательном порядке привариваются к основанию. На верхних ярусах для монтажа элементов металлических конструкций (в частности, колонн) используются сварка или специальные крепежные системы, а также болтовое соединение.
Болтовое соединение
В чем состоит преимущество болтового соединения перед сварным? Прежде всего, это возможность разобрать конструкцию. Это особенно важно, когда мы говорим о соединении элементов водопровода или других конструкций, элементы в которых требуется регулярно заменять. Ведь для того, чтобы проникнуть в конструкцию, она должна легко разбираться – но при этом все же быть очень прочной. Болты это обеспечивают.
К недостаткам болтового соединения можно причислить геометрическую ограниченность. Соединяемые элементы должны идеально совпадать поверхностями, все углы должны быть ровными – иначе прочность крепежных отверстий обеспечить невозможно.
Основные типы сварных соединений, применяемых при сварке металлических конструкций.
- Стыковые соединения.
При этом способе элементы соединяются торцевыми поверхностями, находясь в одной плоскости. Всего насчитывается 32 вида таких соединений, обозначаются согласно ГОСТу буквами С1,С2….С32.
На рисунки № 1 приведено несколько основных видов стыковых соединений для крепления металлоконструкций.
Отличительная особенность – сварка происходит по всей длине кромки. Её вид зависит от толщины свариваемого металла, плоскости соприкосновения, наличия необходимого оборудования. Стыковые швы могут быть с отборной кромкой (рис. 2а), без разделки кромок (рис. 2б), с раздельной одной кромкой, с прямолинейной или нет формой разделки, с V и X–образной. Линии, образующие скос кромки, могут быть прямые или криволинейные. Если толщина металла до 60 мм и более, кромки выполняются на строгальном станке или термической резкой.
Главное правило – суммарный угол скоса должен быть в пределе 50±4°. Данный вид считается одним из экономичных, но более трудоемким и требует большой точности при производстве работ.
- Угловые соединения.
Этапы создания лестницы своими руками
Изготовить своими руками металлическую лестницу довольно просто, причем неважно, строится конструкция на крыльцо или второй этаж, меняется только вид конструкции. Первое, что необходимо сделать, – это определиться с типом строения, в зависимости от его предназначения.
А далее – просто четко следовать инструкции и грамотно продумывать свои шаги.
Расчеты
Если вы заказали проектный расчет в специальной компании, то такие организации используют компьютерные программы для создания конструкции. В такой программе легко меняются параметры, и после утверждения заказчиком окончательного варианта компьютер выдает чертежи.
Если же в проектную компанию вы не обращались, а решили выполнить чертежи самостоятельно, то тут придется немного сложнее. Рассмотрим выполнение расчетов для самой простой конструкции – прямой одномаршевой.
При расчёте имеются стандартные требования
- Высота ступеней должна составлять 17-18 см.
- Оптимальная ширина лестницы для частных домов составляет 90 см.
- Минимальная глубина ступеней – 27 см.
- Шаг лестничной конструкции составляет 60-65 см, сюда входит высота ступеньки и подступенка.
- Оптимальный угол наклона ступеней равняется 30-45°.
- Ограждение должно выдерживать вес около 100 кг.
- Минимальное расстояние между стойками ограждения составляет 15 см.
Помимо типовых требований, для изготовления прямого одномаршевого строения необходимо выполнить следующие расчеты:
- Длина приспособления. Для этого необходимо высчитать два размера. Первый – это расстояние от начала и до конца лестницы (имеется в виду расстояние от первого этажа до второго). Второй – высота между ними. У вас получилось две цифры. Каждую необходимо возвести в квадрат, а потом сложить их. Далее из полученного числа извлекаем корень.
- Количество ступеней. Для этого необходимо полученную длину приспособления разделить на выбранную высоту ступени. Оптимальная высота указана в типовых требованиях.
- Глубина ступеней. Необходимо разделить длину лестницы на количество ступеней и посмотреть, чтобы полученная цифра соответствовала требованиям, при необходимости изменить размеры в предыдущем пункте.
Полученные размеры нужны для определения количества материала.
Подготовительные работы
Перед началом работ нужно подготовить все необходимые приспособления. Вне зависимости от типа выбранной конструкции, часть элементов каркаса будет соединяться друг с другом швами, поэтому первым и главным приспособлением при строительстве конструкции является аппарат для сварки. Если ранее вам не доводилось выполнять сварочные работы, то используйте ручной инвертор, он более легок в обращении. Если же опыт имеется, то можно применять любой другой аппарат, который подойдет для сварки выбранного вами металла.
Также следует подготовить механическую пилу, наждачный круг и болгарку. Если вы хотите изготовить металлическую лестницу с деревянными ступенями своими руками, то вам понадобится струбцина и электрическая дрель, а также циркулярная пила и саморезы.
Важным этапом подготовительных работ является создание проекта будущей конструкции. Его можно как заказать в специализированной компании, так и выполнить самостоятельно, используя подходящие чертежи из интернета. По проекту вы можете рассчитать требуемое количество арматурной стали, металлопрофиля, листового металла. Перед началом работы необходимо потренироваться в сварном деле на ненужных металлических заготовках.
Сборка соединений на высокопрочных болтах с контролируемым натяжением
В соединениях на высокопрочных болтах с контролируемым натяжением соприкасающиеся поверхности деталей должны быть подготовлены в соответствии с указаниями в проектной документации. Способ обработки соприкасающихся поверхностей деталей сдвигоустойчивых соединений должен быть указан в чертежах КМ и КМД.
Состояние поверхности, независимо от способа обработки или очистки, следует контролировать и фиксировать в журнале выполнения монтажных соединений на болтах с контролируемым натяжением непосредственно после обработки или очистки и перед сборкой соединений. Способы обработки и соответствующие им коэффициенты трения даны в ТКП 45-5.04-41 [табл. 5.2].
До установки высокопрочных болтов соединение собирают на пробках и временных болтах и стягивают так, чтобы щуп толщиной 0,3 мм проходил вглубь пакета не более чем на 20 мм. Резьбу гаек высокопрочных болтов слегка смазывают минеральным маслом. Смазывать болт и поверхность гайки не разрешается. Болты в один прием затягивают гайковертом или ручным динамометрическим ключом. При отсутствии таких гайковертов затягивание осуществляют в два приема: сначала на величину меньше требуемой – гайковертом ИП-3106, а затем тарировочным ключом. Со стороны гайки после натяжения должно оставаться не менее трех ниток резьбы.
Величину крутящего момента для закручивания гаек высокопрочных болтов определяют по формуле
MK= N d ku,
где N – расчетное усилие натяжения болта, в Н;
d – диаметр болта, в м;
ku– коэффициент, зависящий от качества нарезки, принимаемый в пределах 0,186–0,193.
Тарировка ключей и гайковертов должна осуществляться систематически до начала и в середине смены. Болты, дотянутые до проектного усилия, отмечаются краской. При применении в узлах и стыках высокопрочных болтов используют ключи-мультипликаторы (табл. 1).
Таблица 1. Техническая характеристика ключей-мультипликаторов
| Показатели | КПМ-130 | КПМ-220 |
| Момент затяжки, Н·м | 500–1300 | 1100–2200 |
| Относительная погрешность, не более, % | +5 | +5 |
| Передаточное число | 16 | 16 |
| Усилие на рукоятке, Н | 200 | 200 |
| Габариты, мм | 188 × 96 × 278 | 220 × 112 × 278 |
| Масса (без сменных головок и рычага), кг | 7,7 | 11,35 |
Натяжение болтов с регулировкой усилий по величине крутящего момента следует осуществлять поэтапно. Сначала болты необходимо затянуть на 50–80 % расчетного усилия для обеспечения плотности пакета. Затем болты должны быть дотянуты до полного расчетного усилия динамометрическими ключами статического действия с контролем натяжения по величине прикладываемого крутящего момента.
После окончания натяжения всех болтов в соединении старший рабочий-сборщик (бригадир) обязан поставить в предусмотренном месте клеймо (присвоенный ему номер или знак) и предъявить соединение для контроля.
После контроля натяжения и приемки соединения все наружные поверхности стыков, включая головки болтов, гайки и выступающие из них части резьбы болтов, должны быть очищены, огрунтованы, окрашены, а щели в местах перепада толщин и зазоры в стыках зашпатлеваны.