Берегите глаза | 28.07.2015
Без такой операции, как сварка сегодня не обходится ни одна стройка, ни одно производство, где необходимо соединить металлические детали. Этот вид соединения считается одним из быстрых и довольно качественных. Существует несколько видов сварки, но в этой статье, речь пойдет именно об аргонодуговой. Чем она примечательна, ее плюсы и минусы, все это будет рассмотрено ниже.
Содержание
- Схема процесса аргонодуговой сварки
- Марки аргона, используемые при сварке
- Схема поста механизированной аргонодуговой сварки
- Схема ручной аргонодуговая сварки
- Схема сварки постоянным током
- Схема сварки переменным током
- Преимущества и недостатки аргонодуговой сварки
- Особенности сварки в среде аргона
- Техника ручной аргонодуговой сварки
- Область применения аргонодуговой сварки
- Видео: аргонодуговая сварка
Оборудование для сварки аргоном
Электродуговая сварка аргоном может реализовываться с помощью классического дугового сварочного аппарата с дополнительным оборудованием, которое необходимо для правильной реализации технологии.
Классический Сварочный аппарат ручной дуговой сварки G250i
- источник постоянного тока (для работы с черными и цветными металлами, а также с титаном);
- источник переменного тока (для работы с алюминием);
- осциллятор для возбуждения дуги (для работы с алюминием);
- устройство управления сварочным циклом;
- горелка с электродом;
- газовый баллон.
Для инверторов нового образца первые три пункта можно не рассматривать.
Присадочный материал подается со стороны и никак не связан с электрической цепью. При этом подача сварочной проволоки должна осуществляться максимально равномерно с помощью медленных поступательных движений.
Некоторые металлы, например, титан, свариваются без присадочного материала. Сам процесс выбирается в зависимости от требований к шву.
Для лучшего усвоения материала советуем посмотреть данное видео:
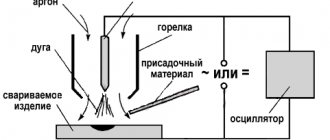
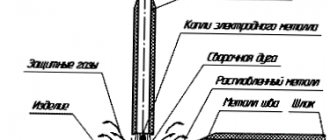
Схема процесса аргонодуговой сварки
Аргон является одним из основных газов, применяемых при сварке металлов для защиты зоны сварки от вредного воздействия окружающей среды. Сварка в среде аргона в технической литературе получила название аргонодуговая сварка. В разговорном языке также встречаются такие термины как: сварка в аргоне, сварка аргоном, аргоновая сварка, аргонная сварка и др.
Сварка в среде аргона может осуществляться как плавящимся, так и неплавящимся электродом. В качестве неплавящегося электрода используется вольфрамовый, угольный или графитовый электрод. Сущность процесса сварки в среде аргона показана на рисунке.
1 — электрод; 2 — присадочный пруток; 3 — изделие; 4 — сварной шов; 5 — электрическая дуга; 6 — поток защитного газа; 7 — сварочная горелка; 8 — воздух.
Дополнительные материалы
Дуговая сварка в защитном газе неплавящимся электродом требует, кроме основного аппарата, дополнительные аксессуары. Рассмотрим самые необходимые:
- присадочные прутки, выполненные из различного материала, подходят для создания качественного шва на различных металлах – цветных, стальных, нержавеющих и т.д. Для изделия из разных металлов существуют соответствующие прутки – алюминиевые, нержавеющие, чугунные, медные и множество других. Они служат дополнительным материалом, которые выполняют роль припоя. То есть, неплавящийся проводник обеспечивает сварочную дугу и высокую температуру, а прут плавится для создания дорожки. Присадочные прутки применяются в режиме ручной дуговой сварки неплавящимся электродом в защитных газах. Примеры использования прутьев для разных видов сплавов можно увидеть в таблице:
- проволока – это дополнительный материал, который применяется в качестве припоя для автоматической аргонодуговой сварки неплавящимися электродами. Она подается в механизированном режиме из катушки, установленной в сварочном аппарате. Так же, как и прутья, проволока выполняется из разных материалов, для применения на различных металлах.
- газ является основным расходным материалом. Механизированная аргонодуговая сварка плавящимся проводником или проволокой не может быть без инертного газа, выполняющего основную защитную функцию. Вместо аргона, в силу его высокой стоимости, иногда сварщики заменяют его на гелий или углекислый газ. Его состав определяется типом металла, который подлежит свариванию. Баллоны бывают разного литража, на 5, 10, 20, 40 литров и так далее. Объем газа в баллоне зависит от давления. Например, в 10-ти литровом баллоне при давлении 150атм находится 10х150=1500 литров аргона(1атм).
- дополнительные аксессуары – это шланги, фитинги и прочие детали, необходимые для работы. Они имеют особенность снашиваться поэтому требуют периодической замены. Выбирая длину шланга, рекомендуется пространство между установленным аппаратом и рабочей зоной.
Все вышеописанные материалы необходимо приобретать в соответствии с качеством металла и местом работы. Необходима тщательно следить за исправностью и пригодностью каждого из них. Эти дополнения являются незаменимой и важной частью рабочего процесса.
Марки аргона, ипользуемые при сварке
По ГОСТ 10157 существуют три марки аргона, применяемые для сварки, см. таблицу:
Состав
| Марка аргона | |||
| А | Б | В | |
| Аргона, % не менее | 99,99 | 99,96 | 99,90 |
| Кислорода, % не менее | 0,003 | 0,005 | 0,005 |
| Азота, % не менее | 0,01 | 0,04 | 0,1 |
| Влаги при р=760мм рт. мт., не более | 0,03 | 0,03 | 0,03 |
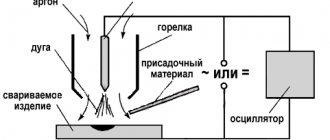
Схема поста механизированной сварки в среде аргона плавящимся электродом
1 — балластный реостат; 2 — контактор; 3 — сварочная горелка; 4 — механизм для подачи электродной проволоки; 5 — ротаметр (прибор для контроля расхода газа); 6 — редуктор; 7 — баллон для газа; Г — сварочный генератор; А — амперметр; V — вольтметр; Ш — шунт.
Как работает аргоновая сварка
Аргон обладает редкими достоинствами:
- выводит воздух из рабочей области, защищая ее от сторонних газов;
- не образует взрывчатых смесей с кислородом;
- как инертный газ, не вступает в химическую реакцию с рабочими металлическими поверхностями.
Аргон создает защитное облако в зоне сварки. Он тяжелее воздуха, поэтому имеет свойство скапливаться у пола, вызывая дефицит кислорода у сварщика. В качестве электрода можно использовать вольфрамовую проволоку, т.к. температура в столбе дуги стремится к 2000°C.
Выделяют следующие технологические особенности аргонодуговой сварки:
- Металлические детали зачищают и обезжиривают. Это можно сделать химически или механически.
- Чем ближе расположен электрод к металлу, тем проще будет достичь нужной температуры сварочной ванны, размера и плотности шва.
- Электрод ведут по шву, избегая поперечных движений. Так он становится ровным, без потери глубины.
- Необходимо следить за скоростью подачи присадки. Проволока и электрод должны всегда оставаться под защитой аргонного облака.
- Следует избегать рывков, сопровождающихся отскакиванием металла. Газ подают в сопло равномерно.
- Если работа проводится на открытом воздухе, нужно обеспечить дополнительную защиту в виде ограждения. Даже слабый ветер нарушает защитную газовую среду.
- Сварочный шов накладывают медленно, с соблюдением методики подачи газа. Включают газ за 15 секунд и выключают спустя 10 секунд после наложения шва.
- Расход веществ рассчитывают по утвержденным нормам. Слишком большой поток газа не будет преимуществом. В результате его защитные свойства снизятся. Существует 2 подхода к определению расхода: по количеству затраченной проволоки или по метражу шва. Второй расчет оптимален для больших объемов.
- Заканчивают работу, снижая напряжение с помощью реостата – важного элемента сварочного процесса. Если отвести горелку без соблюдения этого правила, к шву откроется доступ нежелательным газам.
- Если работают с большим количеством деталей, сначала делают пробный ход на незаметном участке.
Рекомендуем к прочтению Как варить сталь в аргоновой среде
Схема ручной аргонодуговой сварки
Ручная дуговая сварка в среде аргона может выполняться постоянным и переменным током. Схемы сварки постоянным и переменным током показаны на рисунках:
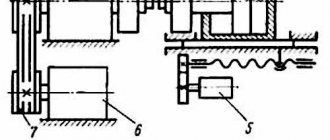
Схема ручной сварки постоянным током
1 — сварочная горелка; 2 — баллон с защитным газом (аргоном); 3 — реостат; 4 — генератор; 5 — сварной шов.
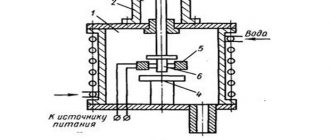
Схема ручной сварки переменным током
1 — баллон с защитным газом (аргоном); 2 — сварочная горелка; 3 — сварной шов; 4 — осциллятор; 5 — трансформатор с регулятором.
Принцип работы сварочного оборудования
В состав сварочного оборудования входят:
- Сварочный аппарат любого типа для дуговой сварки, у которого напряжение холостого хода: 60-70 вольт.
- Контактор силовой, с помощью которого напряжение будет подаваться от сварочного аппарата на горелку.
- Осциллятор. Этот прибор преобразует сетевое напряжение 220 вольт и частотой колебания 50 Гц в напряжение 2000-6000 вольт с частотой 150-500 кГц. Эти параметры электрического тока позволяет легко зажечь дугу.
- Устройство обдува зоны сварки аргоном.
- Горелка керамическая.
- Баллон для аргона, он с горелкой соединяется через редуктор и шланг.
- Электрод неплавящийся и присадочная проволока.
Как работает аргонная сварка, можно посмотреть видео, но принцип таков. Сначала производится настройка сварочного режима и очистка соединяемых металлов. В правую руку берется горелка, в левую присадочная проволока, она не подключена к электроэнергии. На рукоятке горелки есть специальная кнопка, с помощью которой можно подавать защитный газ в зону сваривания. Включается подача газа за 20 секунд до начала производства сварочных работ.
Горелку нужно опустить так, чтобы между неплавящимся электродом и свариваемыми поверхностями осталось маленькое расстояние – в пределах 2 мм. Кстати, электрод вставляется в горелку таким образом, чтобы из нее торчал конец длиною не более 5 мм. Внутри горелки есть защелка, в которую вставляется электрод любого диаметра.
Включается сварочный аппарат, и напряжение подается на электрод. Между ним и стыкуемыми металлами возникает дуга. Из сопла горелки в это время подается аргон, который собой покрывает зону сваривания. Сварщик в сварочный стык подает присадочную проволоку, которая под действием электрической дуги расплавляется и покрывает собой зазор между деталями. При этом производится медленное движение вдоль шва.
Нельзя зажигать электрод при помощи соприкосновения его со свариваемыми металлами. Для розжига специально используется осциллятор, как это показано на видео.
Преимущества и недостатки аргонодуговой сварки
В общем случае, рекомендовать применение какого-либо одного газа для сварки (аргона, гелия, азота или др.) нельзя. Применение того или иного газа зависит от технологии сварки конкретного металла или сплава, или исходя из технико-экономических показателей. Но в целом, аргонодуговая сварка обладает рядом преимуществ по сравнению со сваркой в среде других газов:
1. Аргон, так же как и гелий, относится к инертным газам, которые не взаимодействуют ни с какими металлами и другими газами и не растворяются в расплавленном металле.
2. Аргон тяжелее воздуха и поэтому надёжно защищает зону сварки, вытесняя из неё воздух. Дуга в среде аргона обладает высокой стабильностью.
3. Аргон — это достаточно распространённый газ, по сравнению с другими инертными газами, в частности, с гелием. Его содержание в воздухе составляет около 0,9%, в связи с этим аргон является самым дешёвым из инертных газов.
4. Ещё одно преимущество аргона (над гелием) в том, что расход аргона на 30-35% меньше расхода гелия (при прочих равных условиях) из-за того, что аргон в 10 раз тяжелее гелия.
Благодаря своим преимуществам, сварка в среде аргона получила достаточно большое распространение при сварке различных материалов. Но у аргонодуговой сварки есть и недостатки. Ручная сварка в среде аргона затруднена. При ручной аргонодуговой сварке не рекомендуется выполнять колебательные движения электродом из-за возможного нарушения защиты зоны сварки. В связи с этим производительность ручной сварки в среде аргона оказывается невелика. А сварку автоматическую не во всех случаях возможно применить.
Выбор режима аргонодуговой сварки и ее основных параметров.
Режимы аргонодуговой сварки выбираются, исходя из условий сварки. А для того чтобы выбрать наиболее подходящий в том или ином случае режим, необходимо обращать внимание на несколько важных параметров.
- Род и полярность тока.
При аргонодуговой сварке применяют ток прямой полярности. Ток обратной полярности в данном случае не может считаться пригодным, так как он сопровождается следующими особенностями:
- напряжение дуги увеличивается, а вот ее устойчивость становится меньше
- также уменьшается стойкость электрода, в результате чего он больше нагревается и быстрее расходуется.
Что касается рода тока, то в большинстве случае в аргонодуговой сварке используется постоянный ток. Переменный ток применяется только в том случае, если сварке подвергается алюминий, магний, бериллий или их сплавы.
- Величина сварочного тока.
Величина сварочного тока при аргонодуговой сварке зависит от диаметра электрода, свариваемого металла, а также от рода и полярности тока. Точные значения сварочного тока приведены ниже в таблице:
Постоянный ток прямой полярности (А)
Источник
Особенности сварки в среде аргона
Характерной особенностью аргонодуговой сварки неплавящимся вольфрамовым электродом при использовании переменного тока является возникновение в сварочной цепи составляющей постоянного тока, величина которого может достигать 50% от величины эффективного значения переменного тока сварочной цепи.
Выпрямление тока, т.е. появление составляющей постоянного тока, зависит от формы и размеров вольфрамового электрода, свариваемого материала и выбранных режимов сварки (силы тока, скорости сварки и длины сварочной дуги). Появление в сварочной цепи составляющей постоянного тока оказывает отрицательное влияние. Это влияние особенно сильно сказывается при сварке алюминия и сплавов на его основе.
При чрезмерной величине составляющей постоянного тока стабильность горения дуги снижается, качество поверхности наплавленного металла снижается. В сварном шве образуются дефекты (подрезы, чешуйчатость), снижается прочность и пластичность сварного шва.
Режимы аргонной сварки
Сварка аргоном пройдет качественно, если правильно выбрать оптимальный режим проведения процесса.
- От свойств свариваемых металлов будет зависеть выбор полярности и направления тока. Так со стальными конструкциями в аргонной сварке используется постоянный ток прямой полярности. Для сваривания алюминия или бериллия применяется постоянный ток обратной полярности.
- Сила свариваемого тока выбирается на основе трех составляющих: диаметра используемого электрода, типа металла свариваемых деталей и их толщины, полярности. Взаимосвязь всех параметров определяется табличными значениями. Некоторые мастера выбор делают с учетом собственного опыта. Вот одна из таблиц, которая определяет режим работы аргонодуговой сварки титана.
| Толщина металла, мм | Диаметр вольфрамового электрода, мм | Сила тока, А |
| 0,3-0,7 | 1,6 | 40 |
| 0,8-1,2 | 1,6 | 60-80 |
| 1,5-2,0 | 2 | 80-120 |
| 2,5-3,5 | 3 | 150-200 |
- Как уже было сказано выше, чем короче сварочная дуга, тем качественнее получается шов. Та же самая зависимость напряжения дуги и ее длины.
- Расход инертного газа зависит от показателя силы и равномерности его потока, выходящего из горелки. Специалисты рекомендуют создавать поток ламинарного типа. То есть, газ подается без пульсаций.
Правильно подобрать определенный режим – дело непростое. Поэтому еще в процессе обучения нужно изучать теорию и овладевать практическими навыками.
Техника ручной аргонодуговой сварки
При ручной аргонодуговой сварке вольфрамовый электрод с одной стороны затачивают на конус. Длина заточки составляет два-три диаметра электрода.
Электрическая дуга зажигается на специальной угольной пластине. Не рекомендуется зажигать дугу на основном металле из-за возможности загрязнения и оплавления конца электрода.
Для возбуждения дуги можно применить источник питания с повышенным напряжением холостого хода или дополнительный источник питания с высоким напряжением (осциллятор), т.к. потенциал возбуждения и ионизация инертных газов значительно выше, чем кислорода, азота и паров металла. Дуговой разряд инертных газов отличается высокой стабильностью.
Для защиты металла шва от окисления со стороны корня, с обратной стороны, рекомендуется обеспечивать поддувание защитных газов. При сварке трубопроводов защитный газ продувают внутри трубы.
Ручную дуговую сварку, как мы уже говорили выше по тексту, выполняют без резких, колебательных движений электрода из-за возможного нарушения газовой защиты. Сварочную горелку располагают под углом 75-80° к свариваемому изделию (см. рисунок слева). Присадочную проволоку располагают под углом 90° относительно оси мундштука горелки. Пи этом угол между сварным изделием и проволокой составляет 15-20°. Сварку выполняют «углом вперёд».
Технология сварки углеродистых и низколегированных сталей
Температура плавления углеродистой стали составляет 1535°С. Наиболее часто аргонодуговой сваркой неплавящимся электродом сваривают стали, используемые в теплоэнергетике
Углеродистые и низколегированные стали
Марка стали
Свариваемость
Технологические особенности сварки
Зачистка кромок до металлического блеска
12X1МФ, 15Х1М1Ф, 12Х2М1, 12Х2МФСР, 12Х2МФБ
Присадок Св-08ХМФА, Св-08ХГСМФА
ТРУДНОСТИ ПPИ СВАРКИ. Основная — трудно избежать образования пор из-за недостаточного раскисления основного металла. Средством борьбы с порообразованием служит снижение доли основного металла в наплавленном металле шва
Подготовка к сварке. Для разделки сталей, а также подготовки кромок используют газовую, плазменную или воздушно-дуговую резку. После нее участки нагрева металла зачищают резцовым или абразивным инструментом до удаления следов термообработки. Непосредственно перед сборкой стыка кромки зачищают на ширину 20 мм до металлического блеска и обезжиривают.
Стыки собирают в сборочных кондукторах либо с помощью прихваток, которые выполняют с полным проваром и их переплавкой при наложении основного шва. Прихватки с недопустимыми дефектами следует удалять механическим способом. На потолочные участки шва прихватки накладывать не рекомендуется, поскольку там они труднее поддаются переплавке при выполнении основного шва. На сталях 10 и 20 прихватки выполняют только с помощью присадочной проволоки. Ее поверхность должна быть чистой, без окалины, ржавчины и грязи. Очищать проволоку можно как механическим способом, гак и химическим травлением в 5%-ном растворе соляной кислоты.
Высота прихваток, мм
Толщина кромок свариваемых изделий, мм
1-5 — очередность установки прихваток А, Б — выводные планки для начала и окончания сварки
Выбор параметров режима. Сварку ведут на постоянном токе прямой полярности. Сварочный ток назначают: при однопроходной сварке — в зависимости от толщины конструкции, а при многопроходной — исходя из высоты шва. Высота шва (валика) при ручной аргонодуговой сварке должна составлять 2-2,5 мм. Ориентировочно сварочный ток выбирают из расчета 30-35 А на 1 мм диаметра вольфрамового электрода.
Напряжение на дуге должно быть минимально возможным, что соответствует сварке короткой дугой.
Скорость сварки выбирают с учетом гарантированного проплавления кромок и формирования требуемой выпуклости сварного шва.
Техника сварки. При выполнении первого (корневого) шва возможна сварка без присадочной проволоки, но при этом все прихватки должны быть проплавлены. Нельзя сваривать без присадочной проволоки конструкционные углеродистые стали марок 10 и 20, так как в металле шва могут появиться поры. Сварку ведут углом вперед. Присадочную проволоку подают навстречу движению горелки, причем угол между ними должен составлять 90°. Следует избегать резких движений проволокой — они приведут к разбрызгиванию присадочного металла или окислению конца проволоки.
Присадок должен всегда находиться в зоне защиты аргоном.
Корневой шов сваривают без поперечных колебаний. При наложении последующих слоев горелкой совершают колебательные движения, амплитуда которых зависит от формы разделки кромок.
Кратер шва при отсутствии системы плавного снижения сварочного тока заваривают путем введения в кратер капли присадочного металла, одновременно плавно увеличивая дугу до ее естественного обрыва. Газовую защиту убирают, отводя горелку через 10-15 с после обрыва дуги.
РЕЖИМЫ СВАРКИ НИЗКОУГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ
Подготовка кромок и вид сварного соединения (1-6 — очередность проходов)
Источник
Область применения сварки с аргонной защитой
Сварку в среде аргона можно использовать для сваривания различных материалов. Её можно применять для сварки сталей (углеродистых и легированных), для сварки цветных металлов (меди, алюминия, титана, никеля и их сплавов), для сварки трубопроводов. Аргонодуговой сваркой можно выполнять все виды сварных соединений: стыковые, тавровые, нахлёсточные, угловые.
Сварка в аргоне может успешно применяться как при сварке мелких деталей, так и при сварке крупногабаритных изделий и в бытовых условиях и на производстве и при проведении строительно-монтажных работ.
В некоторых случаях, употребление смеси газов вместо технически чистого аргона повышает устойчивость горения сварочной дуги, уменьшает разбрызгивание металла, улучшает формирование сварного шва, увеличивает глубину проплавления, а также воздействует на перенос металла и увеличивает производительность сварки.
Особенности аргонной с варки
Процесс – аргонодуговая сварка происходит в среде инертного газа аргона, отсюда и название сварочного процесса. Использование аргона в сварке при соединении двух металлов – это защита от окисления, которая может произойти за счет соприкосновения с кислородом в воздухе. То есть, аргон покрывает зону сварки и не дает кислороду проникнуть в зону сопрягаемых поверхностей.
Сам режим сварки может производиться ручным способом, полуавтоматическим и автоматическим. Существует классификация режимов, которые зависят именно от вышеописанных способов и вида электрода, участвующего в процессе сварки. Два вида электродов: плавящийся и неплавящийся. Ко второму виду относится вольфрамовая проволока, с помощью которой можно гарантировать прочное и надежное соединение двух металлов, даже разнородных.
Итак, классификация режимов сварки аргонодуговой:
- Ручная сварка аргоном, где используется неплавящийся электрод – его маркировка РАД.
- Аргоновая сварка автоматическая, где применяется неплавящийся элемент – ААД.
- Аргонно дуговая сварка автоматического типа, где используется плавящийся электрод – ААДП.
Техника сварки аргоном
Знание некоторых правил облегчит проведение процесса сварки аргоном и позволит добиться высокого качества сварного шва.
- Чем длиннее сварочная дуга, тем шире шов и меньше его глубина, что снижает качество шовного соединения. Поэтому рекомендуется неплавящийся электрод держать как можно ближе к стыку свариваемых деталей.
- Чтобы создать узкий и глубокий шов, необходимо придерживаться только продольного движения электрода и горелки. Отклонения в сторону (поперечные движения) уменьшают качество сварочного соединения. Поэтому при сварке аргоном необходима аккуратность и внимание сварщика.
- Присадочная проволока и неплавящийся электрод должны находиться только в зоне сварки, прикрытыми аргоном. Это не даст возможности кислороду и азоту проникнуть внутрь зоны.
- Подача присадочной проволоки должно проводиться плавно и равномерно. Резкая подача – это разбрызгивание металла в большом количестве. Процесс подачи не самый простой, все приходит с опытом.
- Есть такой показатель – проплавленность. В аргонной сварке он определяется самим сварочным швом. Если он имеет округлую и выпуклую форму, то это говорит о низком его качестве. Проплавление поверхности было проведено недостаточно.
- Присадочная проволока подается перед горелкой с неплавящимся электродом. К тому же ее подача производится под углом. Эти требования обеспечивают ровность сварочного шва и его небольшую ширину. Просто так удобно контролировать сам сварочный процесс.
- Нельзя начинать и заканчивать сварку аргоном резко, потому что это открывает доступ кислорода и азота в зону сваривания. Поэтому рекомендуется сварку начинать после 15-20 секунд, как будет начата подача в стык соединения двух металлов инертного газа. И заканчивать (убирать присадочную проволоку) до того, как будет выключена горелка. На это обычно дается 7-10 секунд.
Внимание! Заканчивать сварочный процесс нужно снижением силы тока при помощи реостата, который входит в состав сварочного аппарата. Просто отводить горелку – это значит, открыть доступ в зону сваривания азота и кислорода.
Стыки свариваемых металлических деталей перед началом работ необходимо очистить и обезжирить.