Что такое аргонодуговая сварка
Нередко возникает необходимость сварить пластичные материалы, которые не соединяются при обычных видах сварки. Например, медь, алюминий, титан и пр. Для создания прочной и неразъемной конструкции из указанных металлов может применяться сварка аргоном.
Аргонодуговая сварка проходит в среде инертного газа – аргона. Именно поэтому так и называется данный сварочный процесс.
Использование такого газа, как аргон, в процессе соединения деталей обусловлено необходимостью защиты от окисления за счет соприкосновения с кислородом. Аргон тяжелее и плотнее воздуха на 38%, он покрывает сварочную зону и не допускает кислород в зону с сопрягаемыми поверхностями.
Под воздействием кислорода серьезно страдает качество сварных швов, а алюминий может воспламениться. Именно поэтому и используется аргон.
Помимо аргона, при дуговой сварке применяются иные газы, создающие изоляционную среду. Это гелий, активный азот, водород, двуокись углерода.
Инверторные сварочные аппараты
Наиболее популярным сварочным устройством для аргонной сварки, которое с успехом может применяться не только на производстве, но и в быту, является инверторный аппарат. Для тех, кто хочет узнать, как научиться варить аргоном, использование сварочного инвертора является оптимальным вариантом, поскольку разобраться с принципом его работы может даже начинающий сварщик, не обладающий богатыми профессиональными навыками, с помощью изучения «Аргонно дуговая сварка, инструкция».
Инверторный аппарат аргонно дуговой сварки обладает рядом существенных преимуществ:
- Высокие качественные характеристики сварного шва, что позволяет использовать это оборудование для ремонта автомобилей: сварки узлов и деталей кузова, коробки передач, двигателя.
- Малые габариты и небольшой вес по сравнению с трансформаторными аппаратами.
- Простая эксплуатация. Для начала работы необходимо уложить присадочную проволоку и включить аппарат. Подача проволоки и инертного газа включаются автоматически.
Как правило, такие современные аппараты оснащены целым рядом дополнительных опций и защитных устройств, это — ускоренный поджиг, стабилизация дуги, модуляция сварочного тока.
Всего известно более 60 видов сваривания металлов. Если вам нужно быстро и качественно нарезать металл, используйте для этого газовую резку. Подробнее читайте в этой статье.
Если вы начинающий ювелир, то вам будет полезна статья по https://elsvarkin.ru/materialy/cvarka-cvetnyx-metallov-texnologiya-svarki-medi/ ссылке.
ГОСТы
При использовании данного способа необходимо учитывать следующие законодательные нормативы и стандарты:
- ГОСТ 5.917-71. Горелки ручные для аргонодуговой сварки;
- ГОСТ 14771-76. Дуговая сварка в защитном газе. Соединения сварные;
- ГОСТ 18130-79. Полуавтоматы для дуговой сварки плавящимся электродом;
- ГОСТ 14806-80. Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры;
- ГОСТ 2246-70. Проволока стальная сварочная. ТУ;
- ГОСТ 23949-80. Электроды вольфрамовые сварочные неплавящиеся;
- ГОСТ 10157-79. Аргон газообразный и жидкий. ТУ;
- ГОСТ 7871-75. Проволока сварочная из алюминия и алюминиевых сплавов;
- ГОСТ 13821-77. Выпрямители однопостовые с падающими внешними характеристиками для дуговой сварки.
Классификация ручной сварки
По типу зажигания дуги:
- С применением осциллятора
- Касанием об изделие
- На выходных планках
В сварке используются следующие газы:
- Азот
- Аргон
- Гелий
- Смесь газов
Электрические дуги при сварки аргоном бывают следующих видов:
- Сжатая дуга
- Импульсно-дуговая
- Непрерывно горящая
Защитный газ может быть подан:
- Устойчивым потоком
- В газовой камере
Виды аргоновой сварки
Различают несколько разновидностей аргоновой сварки. Она может проводиться такими способами:
- Ручными.
- Полуавтоматическими.
- Автоматическими.
В основе классификации, помимо степени автоматизации процесса, лежат виды используемых электродов.
Электроды бывают плавящиеся и неплавящиеся. Примером последнего электрода выступает тугоплавкая вольфрамовая проволока, которая позволяет обеспечить надежное соединение деталей, даже если они по своему типу относятся к разнородным материалам. Реже применяется графит.
Электроды производятся с разными диаметрами и материалами для отличающихся свариваемых металлов.
Таким образом, различают такие виды аргоновой сварки, как:
- Ручная – с использованием неплавящегося электрода (этот вид маркируется как РАД).
- Автоматическая – с использованием неплавящихся электродов (маркируется как ААД).
- Автоматическая – с использованием плавящихся электродов (маркировка – ААДП).
Наибольшее распространение сегодня приобрели два способа сварки — ААД и РАД.
Использование плавящихся электродов возможно только в автоматическом режиме. Для этого применяются особые установки и аппараты, которые сваривают спецгорелкой, оснащенной электродвигателем, который передает проволоку из катушки. Плавящийся электрод одновременно используется для поджога и выступает паяльным материалом. Проводник в процессе поджога плавится и предоставляет массу для шва.
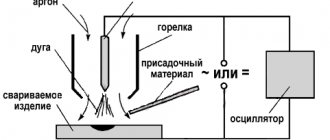
Схема аргонодуговой сварки
Автоматическая аргонодуговая сварка в основном применяется только на различных промышленных предприятиях (в частности, по производству металлоконструкций, для сварки в стационарных и монтажных условиях медных шин), что связано с дороговизной автоматических установок и сложностью их настройки. Гораздо проще сварить несколько деталей вручную, но если требуется высокая производительность, то без оборудования не обойтись.
Какие применять приемы для работы в аргоновой среде
Что необходимо знать, чтобы начать работать? Важно знать теорию и развивать практические навыки. Теоретическую часть мы объясним, а вот практиковаться вам надо самим.
При большей практике — вы скорее сможете приниматься за более сложные задачи. Сначала, разберем способы варки в аргоновой среде и что надо знать, чтобы допустить как можно меньше погрешностей.
Во-первых, надо основательно почистить и обезжирить края деталей, которые вы будете приваривать. Даже если на первый взгляд все чисто и отсутствует ржавчина, все равно необходимо все очистить.
Виды оборудования
Для аргонодуговой сварки может применяться 4 типа оборудования:
- Ручная сварка предполагает, что сварщик своими руками должен держать горелку и присадочную проволоку.
- Механизированный вариант, при котором сварщик держит горелку, а подача проволоки осуществляется механизированным способом.
- Автоматическая аргонодуговая сварка – при данном способе реализации процесса сварщик не нужен, он заменяется оператором, который следит за процессом, потому что подача горелки и присадочной проволоки производится в автоматической режиме.
- Роботизированный сварочный процесс – в данном случае не нужен ни сварщик, не оператор, вся процедура производится в рамках программы, которая полностью отвечает за процесс производства.
Цены на услуги и оборудование
Услуги аргонной сварки (профессиональные) сегодня совсем не дешевы. Что говорить, если цена за сантиметр аргонной сварки колеблется в диапазоне от 25 и до 100 рублей (все зависит от мастерства сварщика, качества оборудования и нюансов предполагаемой работы).
Потому, такое решение, как купить аргонную сварку — вполне объяснимо. Тем паче, если человек настроен решительно и многое в этой жизни делает собственными руками…
Цена аргонной сварки, само собой, зависит от того, по какой именно технологии она будет производиться, и какому именно мастеру вы доверите, несомненно, ответственное мероприятие.
Так, к примеру, для того чтобы максимально удешевить данный процесс наиболее рациональным решением будет купить аргонную сварку для алюминия.
Хотя, справедливости ради, стоит заметить, что с экономической точки зрения подобный выбор оправдан лишь в одном случае — если необходимость производить сварку у вас возникает действительно часто.
В противном случае цена аргонодуговой сварки для вас более доступной будет (при единоразовой необходимости), если вы поручите ее профессионалу.
Технология
Рассмотрим технологию аргоновой сварки на основе ручной с неплавящимся электродом.
Необходимое оборудование
Сварочное оборудование включает в свой состав:
- Сварочный аппарат любого типа для дуговой сварки с напряжением 60-70 вольт.
- Силовой контактор, который подает напряжение от сварочного материала на горелку.
- Осциллятор – прибор, преобразующий сетевое напряжение в 220 вольт и частотой колебания в 50 ГЦ в напряжение 2000-6000 вольт. Указанные параметры тока позволяют легко сформировать дугу.
- Горелка керамическая.
- Устройство для обдува сварной зоны аргоном.
- Баллон для аргона.
- Электрод и присадочная проволока.
Примерная стоимость сварочных аппаратов на Яндекс.маркет
В качестве дополнительных опций может выступать регулятор времени по обдуву аргонов, шланги и фитинги и пр.
Если требуется рассчитать экономическую эффективность дуговой сварки в защитном газе, то, помимо стоимости самого сварочного аппарата, нужно учесть цену расходных материалов: присадочных прутков, проволоки, аргона в баллонах, шлангов с разными размерами и пр.
Присадочная проволока производится из различных материалов: алюминиевых, чугунных, нержавеющих, медных и пр.
Примерная стоимость сварочной проволоки на Яндекс.маркет
Аргон подается из специальных баллонов со стандартным рабочим давлением 150 АМ. Баллоны бывают различного объема: на 5,10,20,40 литров и пр. Именно газ выступает основным и наиболее дорогим расходным материалом при данной сварке.
Примерная стоимость баллонов с аргоном разных объемов на Яндекс.маркет
Шланги, фитинги и прочие детали для работы часто изнашиваются, поэтому они подлежат периодической замене.
Также нельзя забывать, что для проведения работ нужны средства индивидуальной защиты: перчатки, маска, роба.
Этапы выполнения
При выполнении аргонодуговой ручной сварки необходимо придерживаться следующего алгоритма действий:
- Настроить сварочный режим.
- Очистить соединяемые металлы.
- Включить на рукоятке горелки кнопку для подачи защитного газа в сварную зону (горелку следует взять в правую руку). Это нужно сделать примерно за 20 секунд до начала сварки. Присадочная проволока должна быть в левой руке.
- Горелка опускается так, чтобы между электродом и поверхностями осталось расстояние до 2 мм. Электрод из горелки должен вставляться в горелку, чтобы на поверхности оставался стержень длиной не более 5 мм.
- Включить сварочный аппарат и передать напряжение на электрод. Между ним и металлом возникает дуга, а из горелки подается в зону сварки аргон. Присадочная проволока под действием электрической дуги расплавляется и покрывает зазор.
- Осуществить медленное движение вдоль шва.
Электрод желательно не зажигать при помощи соприкосновения со свариваемыми металлами, как при обычной сварке, для этого используется осциллятор (он подает высоковольтные импульсы для зажигания дуги). Без него вольфрамовый электрод загрязняется.
Что влияет на качество и размеры сварного шва
Для правильной сварки нужно соблюдение четырех базовых принципов:
- Правильные настройки: для удержания нужной дуги необходимо отрегулировать подачу газа, тока, прута и пр.
- Мастерство сварщика, которое гарантирует непрерывное создание качественного шва.
- Правильно организованное рабочее место. В данном случае важно наличие жаропрочного стола, возможность фиксации детали, хорошая вентиляция и пр.
- Правильная настройка оборудования для работы.
Знание определенных правил при сварке аргоном позволяет добиться высокого качества сварного шва:
- Для создания узкого и глубокого шва стоит придерживаться только продольного движения электрода и горелки. Любые поперечные движения и отклонения уменьшат качество соединения. Поэтому в процессе сварки нужна аккуратность и внимание сварщика.
- Чем длиннее сварочная дуга, тем шире получается шов и меньше его глубина. В конечном итоге от этого снижается качество соединения. Поэтому в процессе рекомендовано как можно ближе держать неплавящийся электрод к стыку.
- Подачу присадочной проволоки нужно производить как можно более равномерно и плавно, резкая подача недопустима.
- Газ лучше подавать с противоположной стороны сварочной дорожки. Это, конечно, увеличит его расход, но существенно увеличит качество.
- Присадочная проволока вместе с электродом обязательно должны находиться в сварочной зоне, прикрытой аргоном, чтобы не допускать сюда азот и кислород.
- Проволока подается перед горелкой с электродом под углом, что обеспечивает ровность шва и небольшую его ширину.
- Важно достигать хороших значений проплавленности. В аргонодуговой сварке она определяется по визуальному осмотру шва: если он округлый и выпуклый, то это свидетельство недостаточного проплавления поверхности.
- Сварка под аргоном не должна начинаться и заканчиваться резко, иначе будет открыт доступ кислорода и азота в сварную зону. Рекомендуется начать сварку через 15-20 секунд после подачи инертного газа, а заканчивать за 7-10 секунд до выключения горелки. Это требуется, чтобы материал успел кристаллизоваться в среде аргона без воздействия кислорода.
- Перед тем как сварить большие изделия, нужно сделать пробные швы на небольших заготовках или на неважном участке.
Перед началом работы металлические изделий необходимо очистить и обезжирить.
Для снижения финансовых затрат на сварку можно использовать не только чистый аргон, но и его смесь с иными газами.
Как подобрать оборудование, необходимое для работы
Оборудование для аргонодуговой сварки нужно выбирать исходя из предстоящих задач и их объемов. Иначе можно купить слишком слабый агрегат, или наоборот переплатить за тот потенциал, который останется незадействованный. Сперва поговорим о выборе источника тока.
Как выбрать сварочный аппарат для TIG сварки
Аргонный сварочный аппарат — это инвертор, подключаемый к сети 220 или 380 V, который несколько раз преобразует ток из переменного в постоянный, повышая при этом его частоту. Внутри используется несколько трансформаторов, диодные мосты и плата с ключами. Все это содействует небольшому весу 4-30 кг и высокому качеству шва.
Если Вам необходим аппарат для сварки в гараже, то выбирайте модель 220 В. Для производства оптимально 380 В. Вес 4-8 кг пригодится при выездной деятельности и работе на высоте, а также с объемными конструкциями. При стационарном использовании вес не играет значения. Обратите внимание на следующие параметры и возможности оборудования при выборе инвертора для аргоновой сварки.
Сварочный аргоновый аппарат и необходимо оборудование.
Вид металла и сварочного тока
На выходе инвертор выдает постоянный ток. Это позволяет отлично сваривать черные стали, нержавейку, чугун, медь и даже титановые сплавы.
Если в Вашей мастерской работают только с этими металлами, то выбирайте любой аргоновый аппарат со значением DC.
Но соединить таким аппаратом алюминий и его сплавы не получится. Трудность составляет оксидная пленка, которая имеет температуру плавления свыше 2000 градусов, хотя сам металл становится текучим уже после 660 градусов. Для сварки алюминия необходим универсальный инвертор AC/DC, который может переключаться на переменный ток. Благодаря этому легко разрушается оксид на поверхности, а основной металл не прожигается от высокой температуры дуги.
Если у Вас СТО или деятельность связана с емкостями из алюминия, то ищите аргоновый аппарат с обозначением AC/DC.
| Постоянный ток | Переменный ток |
| Различные виды сталей | Алюминий |
| Нержавеющая сталь | Сплавы магния |
| Чугун | — |
| Медь | — |
| Титановые сплавы | — |
Диапазон сварочного тока
От диапазона силы тока (А) зависит, с какой толщиной заготовок получится работать. Здесь важен как верхний, так и нижний показатель. Средним расчетным значением служит 35 А на каждый 1 мм толщины металла. Например, если Вы свариваете трубы и профиль, у которых сечение стенки не превышает 2 мм, то будет достаточно 70 А. Аргоновый аппарат с максимальным показателем 160 А покроет любые потребности по сварке заготовок с толщиной до 4 мм. Когда требуется соединять аргоновой сваркой заготовки 5-7 мм, то выбирайте инвертор с максимумом 200-250 А.
Минимальное значение, до которого можно опустить силу тока, влияет на возможность сварки тонкого металла. Например, есть аргоновые аппараты с нижним порогом в 5 А. Этого хватит, чтобы заварить жесть с сечением 0.6 мм. Модели с нижним показателем 20-30 А на такое не способны.
| Вид металла | Толщина металла, мм | Род тока | Сила тока¸ А |
| Стальные сплавы | 1,0 | DC | 20-40 |
| 1,5 | DC | 40-70 | |
| 4,5 | DC | 120-140 | |
| Алюминий | 1-2 | AC | 20-60 |
| 4-6 | AC | 120-180 | |
| 6-10 | AC | 220-230 | |
| 11-15 | AC | 280-360 |
Импульсный режим
Выбирать аргоновый аппарат с такой функцией необходимо для еще более качественной сварки тонких металлов. Импульсный режим подразумевает чередование сварочного тока и паузы. Это позволяет сократить тепловложение, полностью устранить деформации и коробление детали. Частоту смены импульса можно регулировать, что определяет скорость сваривания. Такой режим востребован и при соединении алюминия, поскольку высокий ток разрушает оксид, а понижение мощности во время паузы не дает прожечь основной металл.
Интенсивность использования (продолжительность включения)
По-другому этот параметр называется продолжительностью включения и обозначается в процентах. Например, с ПВ 40% аргоновым аппаратом получится работать 4 минуты из десяти. Если применять его чаще, то он перегреется и сработает защита. Оборудование отключится принудительно до полного охлаждения. Когда в работе есть много подготовительных процессов, зачистка, нарезка заготовок, то достаточно показателя ПВ 40%. Инвертор будет успевать остывать во время таких пауз. Если сварщик работает постоянно, а все подготовительные процессы выполняют другие, то необходим более производительный аппарат с ПВ 80 или 100%. Тогда работа не будет простаивать.
Но продолжительность включения измеряется на максимальном токе, поэтому у модели на 300 А с ПВ 60%, при понижении сварочного тока до 200 А, ПВ составит 100%. Так что при определении интенсивности использования еще стоит учесть, какой рабочий ток необходим для повседневных задач.
Дополнительные функции
Аппараты для аргонодуговой сварки могут оснащаться некоторыми функциями, облегчающими процесс или повышающими качество шва. Конечно, чем шире возможности оборудования, тем оно дороже, поэтому стоит подумать, насколько каждая функция необходима в конкретном случае.
Вот самые распространенные:
- Время продувки газом. В аппарате можно настраивать время предварительной и пост продувки аргоном. В начале процесса это помогает убрать окружающий воздух из зоны возбуждения дуги. В конце это содействует кристаллизации сварочной ванны и охлаждению электрода. Чем дольше остывает металл, например алюминий, тем длительнее должна быть продувка (до 7 с).
- Высокочастотный поджиг. Любой инвертор можно оснастить вентильной горелкой, чтобы им получилось выполнять ТИГ сварку. Но для возбуждения дуги потребуется касаться кончиком электрода об изделие, к которому подключена масса. В моделях с высокочастотным поджигом используется осциллятор, который пробивает напряжением по воздуху расстояние до 10 мм. Это помогает начать сварку без касания, просто поднеся горелку. На поверхности изделия остается меньше следов, а электрод приходится реже затачивать.
- Заварка кратера. Это постепенное снижение амплитуды сварочного тока, которое помогает устранить точку на «замке» шва. Такая функция важна при сварке труб и емкостей под воду и другие жидкости, а также во время работы с тонкими листами 0.6-1.0 мм.
- Водяное охлаждение. В аппаратах для аргоновой сварки может быть установлен насос, перекачивающий антифриз по кабель-каналу в горелку. Это содействует ускоренному отводу тепла от керамического сопла и электрода, продлевая время беспрерывной работы. Функция необходима там, где используются высокие токи 250-400 А и нужна продолжительная работа оборудования.
Дополнительное оборудование, необходимое для работы
Для аргонодуговой сварки, кроме источника тока понадобится кабель с горелкой. Чаще всего он идет в комплекте с оборудованием, но у премиальных моделей EWM, Lincoln Electric и других может продаваться отдельно.
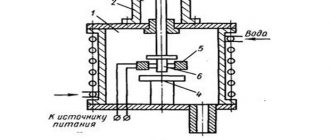
Горелка для аргонодуговой сварки в разрезе.
Горелки бывают вентильного типа (подача газа открывается вентилем на горелке) и с кнопочным управлением (нажатие кнопки на горелке запускает газ и ток). Длина рукава 2-5 м выбирается в зависимости от требуемой мобильности сварщика и размеров собираемых конструкций.
Горелка для аргонодуговой сварки вентильного типа.
Горелка для аргонодуговой сварки с кнопочным управлением.
Для сварки необходим баллон с инертным газом. Если работать приходится периодически, то достаточно купить баллон на 10 л, который не занимает много места и его легко отвезти в багажнике на заправку. Этот же вариант практичен при выездном образе работы. При постоянной стационарной деятельности в мастерской или на производстве выбирают большой баллон на 150 л.
Баллон с инертным газом для аргонодуговой сварки.
К баллону необходим редуктор с манометрами высокого и низкого давления, а также шланг, связывающий баллон с инвертором. По манометру высокого давления сварщик следит за остатком газа, а по низкому устанавливает расход аргона в горелке.
Редуктор манометры и шланг.
Для сварки понадобятся вольфрамовые электроды. Они бывают с синим, золотистым, красным или зеленым наконечником для разных типом металлов. Самым универсальным служит синий цвет наконечника. Диаметр электрода 1.6-4.0 мм выбирается в зависимости от требований к ширине шва, глубине проплавки и максимальной силы тока.
Электроды для аргонодуговой сварки.
Аргоновую сварку можно выполнять без присадки, если детали плотно подогнаны между собой, а на конструкцию не оказывается сильной механической нагрузки. В других случаях используют присадочную проволоку из того же материала, что и основной свариваемый металл.
Присадочная проволока для аргонодуговой сварки.
Видео. Что такое аргоновая сварка и как выбрать аппарат для аргонодуговой сварки
Режимы
Сварка под аргоном пройдет максимально качественно при правильном выборе ее оптимального режима. Выбор режима основывается на следующих составляющих:
- свойства свариваемых металлов. Они определяют выбор направления подачи тока и полярности. Например, для сварки стальных конструкций применяется постоянный ток прямой полярности, для сварки алюминия и бериллия – постоянный ток с обратной полярностью;
- сила тока. Она выбирается на основе диаметра электрода, который применяет сварщик; на основе типа металла для сварки, толщины металлов и из полярности. Например, для сварки титана режим работы определяется по следующим параметрам, из которых следует, что чем толще соединяемый металл, тем больший диаметр должен быть у вольфрамовых электродов:
| Толщина материала | Диаметр электрода, мм | Сила тока, А |
| от 0,3 до 0,7 | 1,6 | 40 |
| от 0,8 до 1,2 | 1,6 | от 60 до 80 |
| от 1,5 до 2,0 | 2 | от 80 до 120 |
| от 2,5 до 3,5 | 3 | от 150 до 200 |
- длина сварочной дуги. От нее зависит напряжение (как отмечалось, длина дуги напрямую влияет на качество шва);
- расход газа зависит от силы и равномерности его подачи горелкой. Специалисты рекомендуют избегать пульсаций.
Распространенные ошибки при сваривании в аргонной среде
Ниже приведен перечень часто встречающихся при аргонной сварке ошибок, причин этих дефектов и пути их исправления.
| Вероятная причина проблемы | Как устранить |
| Электрод сгорает слишком быстро | |
| Расход газа слишком мал | Проверить работоспособность системы подачи газа, уровень давления в баллоне. Нормативный расход в большинстве случаев составляет 7…12 л/мин. |
| Электрод ошибочно подключен к плюсовому выводу | Выполнить правильное подключение (к минусу) |
| Неправильно (не подходит для данной силы тока) выбран диаметр электрода | Увеличить диаметр электрода или снизить ток |
| Электрод окисляется в паузах между этапами сварки | Сохранять подачу газа в течение 10…15 секунд после гашения дуги (ориентировочно на каждые 10А тока – по одной секунде задержки) |
| Неверно выбрана марка электрода (без присадок) | Поменять электрод в соответствии с выбранным режимом сварки |
| В шве присутствует вольфрам (загрязнение металла) | |
| Электрод плавится в сварочную ванну | Выбрать другую марку электрода (например, легированный) |
| Электрод касается расплава в сварочной ванне | Поднимать горелку чуть выше во время работы |
| Пористый или странного цвета шов (цвета «побежалости») | |
| На свариваемых деталях присутствовал конденсат | Не допускать сварки на влажных деталях, обеспечивать их выдержку в помещении до выравнивания температуры металла и окружающего воздуха |
| Плохое соединение горелки и шланга | Проверить целостность соединений и шланга |
| Расход газа меньше нормы (идет окисление расплава) | Отрегулировать расход газа (норму см.выше) |
| Металл свариваемых деталей загрязнен или используется неподходящая присадка | Очистить поверхности, проверить соответствие присадки режиму сварки и материалу деталей |
| Желтый дым, пыль на поверхности сопла, изменение цвета электрода | |
| Расход газа в разы меньше нормы | Отрегулировать расход (см.выше) |
| Газ отключается слишком рано после того, как погашена дуги | Соблюдать требования продолжительности газовой защиты (см.выше) |
| Нестабильная электрическая дуга | |
| Неверно выбранная полярность подключения (при постоянном токе) | Переключить на минусовый вывод |
| Загрязнен электрод | Очистить поверхность, при необходимости переточить электрод |
| Загрязнен свариваемый металл | Удалить загрязнения, обезжирить поверхность |
| Неверно подготовлен к работе электрод | Заточить конусом с притуплением на конце для постоянного тока, с закруглением – для переменного |
Преимущества и недостатки
Аргонодуговая сварка обладает своими преимуществами и недостатками. Ключевыми достоинствами ее являются:
- Процесс обеспечивает невысокую температуру нагрева. Это сохраняет форму и размеры заготовок.
- Инертность аргона обеспечивает высокую защиту сварной зоны.
- Процесс сварки предельно простой и ему легко обучиться (хотя без обучения приступать к сварке не представляется возможным).
- В процессе применяется дуга с высокой мощностью, что обеспечивает оперативность сварки.
- Технология позволяет соединить разные разновидности металлов, которые невозможно скрепить другими способами.
- Требуется редкая замена электродов.
Высокое качество получаемых аргонодуговой сваркой сварочных швов позволяет применять метод в отраслях, в которых высока потребность в качественной сварке металлов. В частности, способ допускается применять и нашел распространение в авиационной, атомной, пищевой промышленности, медицине, машиностроении.
Дополнительными преимуществами автоматической сварки является оперативность при соединении нескольких деталей, а также исключение фактора человеческих ошибок. Для обслуживания такой установки требуется минимальное количество персонала.
Недостатками процесса является сложное сварочное оборудование, в котором сложно провести настройку режимов. Это ограничивает использование метода новичками: от сварщика требуются опыт и сноровка. Когда в процессе соединения нужна высокоамперная дуга, то сварщику необходимо продумать дополнительное охлаждение стыков.
Также нужно обеспечить хорошую защиту от ветра и сквозняка, чтобы не потерять аргоновую защиту, что усложняет практическое применение метода. Поэтому такую работу рекомендовано выполнять в закрытых помещениях. При ручном способе ограничением метода является низкая стоимость выполнения работ.
Ограничением в применении автоматической установки является невозможность сварить любые нестандартные швы, дороговизна техники, ограничения по параметрам настройки, при сбое в работе аппарата бракованной может стать вся партия изделий.
Еще один недостаток способа – высокая стоимость аргона. На практике сварщики иногда заменяют его гелием и углекислым газом, но подобная замена возможна не всегда: все зависит от типа металла, который предстоит сварить.
Положительные и отрицательные стороны
Положительные:
- Не надо сильно греть соединение, чтобы детали не меняли форму от воздействия нагрева.
- Аргон — неактивный сварочный газ, поэтому воздух легче него. Это препятствует проникновению кислорода в область пайки.
- Дуга вынослива к повышенным температурам, поэтому у опытных специалистов эта работа выполняется быстро и четко.
- Аргонодуговая сварка — это не так сложно, поэтому ее легко научиться выполнять.
- Подходят для варки металлических элементов, не пригодных для других видов пайки.
Отрицательные:
- Не желательно варить на природе, преимущественно при ветреной погоде. Частички газа распыляются, это ведет к тому, что шов от сварки получается не очень гладким и четким. Варить лучше в закрытом пространстве при хорошем проветривании помещения.
- Неопытным мастерам сначала будет трудно установить необходимые настройки прибора и вести дугу.
- При использовании сварочной дуги с большой амперностью, желательно сначала обдумать, какие методы будут использованы для охлаждения шва.
Безопасность при сварке
Практически все правила безопасности по проведению сварки в аргоне касаются предварительной подготовки к процессу. Вероятность возникновения опасной ситуации минимальна при правильной подготовке. Приведем базовые принципы для обеспечения безопасности при сварке аргонным способом:
- Специалист не вправе проводить настроечные и ремонтные процедуры при работающем аппарате.
- От источника газа до источника огня должно быть как минимум 10 метров.
- При автоматической сварке не допускается проведение никаких манипуляций. Это может не только нарушить технологию, но и навредить здоровью.
- Перед началом работ требуется проверить заземление сварочного аппарата, надежность крепления шланга для подачи аргона и воды (если предполагается охлаждение горелки водой), проверить пломбы на манометрах, резьбу на накидных гайках, изоляцию рукоятки держателя.
- На аппаратах автоматической сварки со стороны сварщика устанавливают откидной щиток со светофильтром. Электропроводка и трубки заключаются в общий резиновый шланг. Горелки не должны иметь открытых токоведущих частей.
- Рукоятки горелок покрывают материалом и щитком, защищающими руки сварщика от ожогов.
- В процессе сварки некоторых металлов (в частности, меди и алюминия) выделяются ядовитые газы, поэтому в помещении должна быть обеспечена хорошая вентиляция, или организована подача воздуха.
- В исключительных ситуациях проводить работу следует в противогазе. Для того чтобы избежать ожоги горячим алюминием, на горизонтальных швах используют формовочные прокладки, а на вертикальных – подвижные шторки.
- Очистку присадок из алюминия в растворе едкого натра следует проводить с использованием резиновых перчаток и очков для защиты.
Таким образом, аргонодуговая сварка позволяет качественно сварить металлы особого типа, которые невозможно соединить другими способами. Это алюминий, медь и цветные металлы. При стандартной сварке получить качественный и надежный шов для соединения тугоплавких заготовок не представляется возможным. Особенностью сварки является ее проведение в среде защитного газа. Аргон обеспечивает надежную защиту сварочной зоны от влияния внешних неблагоприятных факторов.