Ультразвуковая сварка материалов
С помощью ультразвука можно выполнить сварку различных материалов. Возможна следующая ультразвуковая сварка материалов:
- Различные металлы;
- Пластмассы;
- Керамика;
- Кожа;
- Ткань;
- Стекло.
С помощью ультразвука можно не только соединять однородные металлы, но и разнородные. Например: с помощью ультразвука можно соединить металл со стеклом, а пластмассу с кожей.
Но не все разнородные материалы можно качественно между собой соединить. Иногда приходится использовать алюминиевую прослойку или другие материалы.
В любом случае лучше всего себя показывает сварка металлов и пластмасс.
Сварка пластмассы ультразвуком
Механизм соединения
Малоамплитудные смещения происходят между деталями с ультразвуковой частотой. За счет них микронеровности на поверхности деталей подвергаются пластическому деформированию. Вместе с этим из зоны соединения эвакуируются загрязнения. Ультразвуковые механические колебания передаются к участку сварки от инструмента с внешней стороны заготовки. Весь процесс организуется таким образом, чтобы исключить проскальзывания приспособления и опоры по поверхностям деталей. В процессе прохождения колебаний сквозь заготовки происходит рассеивание энергии. Это обеспечивается внешним трением между поверхностями на начальной стадии сварки и внутренним трением в материале, располагающемся между опорой и инструментом после формирования участка схватывания. В соединении при этом повышается температура, что облегчает деформацию.
Ультразвуковая сварка пластмасс
Процесс ультразвуковой сварки пластмасс можно разделить на несколько этапов:
К первому этапу можно отнести процесс воздействия на материал ультразвуком. От этого процесса происходит движение молекул, а следовательно нагрев пластмассы. Нагрев происходит на участке будущего соединения двух деталей.
Ко второму этапу можно отнести остывание двух деталей. После этого получается неразъёмное соединение.
Такое устройство бывает 2-х видов:
- Механическим;
- Ручным.
При механическом способе аппарат перемещается самостоятельно без помощи оператора. Его задача задать нужные параметры сварки.
При ручном способе сварщик должен сам выполнять процесс сварки.
В зависимости от толщины металла и выбранного материала, ультразвуковая волна бывает:
- Непрерывная;
- Импульсная.
Непрерывная волна всегда идёт непрерывно. Импульсная волна обрывается на определённое время.
По подачи энергии устройство ультразвуковой сварки пластмасс бывает:
- Односторонним;
- Двусторонним.
Односторонняя подача энергии применяется для соединения конструкций большого сечения.
Двусторонняя подача энергии нужна для соединения деталей из пластмасс небольшого сечения.
Достоинства и недостатки у ультразвуковой сварки пластмасс
У ультразвуковой сварки пластмасс есть следующие достоинства:
- Качественное и герметичное соединение;
- Возможность сварки пластмасс без предварительной подготовки деталей;
- Возможно сваривать различные типы пластмасс;
- Не требуется дополнительных присадочных материалов;
- Отсутствие излучения;
- Высокая производительность;
- Низкая себестоимость.
К недостаткам ультразвуковой сварки можно отнести:
- Невозможно контролировать качество шва во время сварки;
- На качество влияют настройки оборудования.
Сварка медного кабеля ультразвуком
Ультразвуковая сварка металлов
С помощью ультразвука можно сваривать не только пластмассы, но и металлы. Ультразвуковая сварка металлов происходит при низких температурах, по сравнению со сваркой плавлением. Поэтому такой способ соединения металла более предпочтителен в тех случаях, когда перегрев двух деталей недопустим.
Ещё одним достоинством ультразвуковой сварки металлов является то, что она способна сваривать разнородные металлы. Особенно те, которые плохо свариваются между собой: алюминий с никелем, алюминий с медью и другие металлы. Причём такое соединение получается довольно надёжным.
Кроме сварки разнородных сталей, можно варить сталь с пластмассой, керамикой и стеклом.
Аппараты для ультразвуковой сварки
Все аппараты для ультразвуковой сварки можно разделить на несколько видов:
- Точечные;
- Шовные;
- Контурно-передаточная.
Ультразвуковая точечная сварка выполняет соединение двух деталей точечно. Оператор после подачи импульса в нужное место, перемещает заготовку или оборудование. После этого снова подаётся импульс в нужном месте на изделие.
Не смотря на такое перемещение заготовки или оборудования, сварщик может довольно быстро выполнить сварку на большой площади изделия. При этом расстояние между точками можно контролировать вручную.
Шовная УЗС применяется для получения неразъемного соединения деталей внахлёст. Такой аппарат ультразвуковой сварки пропускает между своих роликов заготовку. Именно через ролики происходит подача ультразвуковой волны на поверхность изделия.
Контурно-передаточная УЗС является более универсальной, по сравнению с шовной сваркой. Такая машина ультразвуковой сварки способна соединять изделия любой конфигурации. При этом делится ещё на два вида:
- Контурную;
- Передаточную.
Контурная УЗС служит для соединения тонколистового металла внахлёст.
Передаточная УЗС является более сложным решением, так как способна генерировать ультразвуковой импульс в нескольких точках сразу.
Как работать с аппаратом ультразвуковой сварки
- Для начала нужно включить сам аппарат УЗС.
- Собрать и выставить две детали. Для удобства можно использовать струбцины или зажимы.
- Опустить электрод на поверхность заготовки и пустить ультразвуковой импульс.
- Выдержать детали под прессом определённое время. Время выбирается в зависимости от свариваемого материала, формы и толщены изделия.
- Убрать электроды.
В зависимости от особенностей аппарата ультразвуковой сварки, операции могут немного отличатся друг от друга. При шовной сварке ролики могут автоматически начать вращаться, при этом автоматически подав электрический импульс.
При ручном способе сварки, оператор самостоятельно прижимает электрод к заготовке. Обычно это точечная ультразвуковая сварка. Нажатием на кнопку или курок подаётся электрический импульс на электрод.
Возможные дефекты
Все способы сварки могут иметь определённые дефекты. И УЗС не исключение. Дефекты могут быть вызваны многими факторами:
- Изношенность электродов;
- Неверно выставленные режимы;
- Ошибки допущенные оператором или сварщиком.
Возможны следующие дефекты:
- Непровар. Встречается часто. Причина неверно выбранные режимы. В основном непровары происходит из-за низкой интенсивности ультразвуковой волны и времени выдержки электродов под давлением. Это может произойти, если две детали имеют разную толщину. Из-за этого не удаётся прогреть более толстую деталь.
- Прожих. Возникает из-за завышенных режимов и плохого охлаждения системы. При высокой интенсивности звуковой волны и передержки двух деталей, может возникнуть прожиг в любом материале.
- Подрезы. Причиной может быть износ электрода или чересчур завышенное давление на изделие. Обычно это возникает при сварке пластмасс или любых других мягких материалов. Чтобы этого не происходило, нужно следить за рабочей поверхностью электродов. При необходимости их менять или затачивать.
Подробное описание реализации различных способов сварки ультразвуком:
- Отчет о результатах исследования сварки компасов ультразвуком
- Рекомендации по выбору технологических режимов и параметров для ультразвуковой сварки изделий из полимерных материалов
- Сварка заклепок ультразвуком
- Ультразвуковая сварка полимерных пленок
- Формирование кольцевого сварного шва большого диаметра ультразвуковой сваркой
Наша компания предлагает широкий спектр ультразвуковых аппаратов и принадлежностей к ним для сварки различных изделий из термопластичных полимеров:
| 1) Аппараты серии «ГИМИНЕЙ-УЛЬТРА», различных моделей для соединения конструкционных изделий и листовых материалов методом непрерывной или пошаговой ультразвуковой сварки. | |||
| АУС-0,1/27-ОМА (вариант исполнения №2) | АУС-0,4/22-ОМ | АУС-0,4/22-ОМЛн (вариант исполнения №2) | АУС-1/22-ОМ |
| 2) Аппараты серии «ГИМИНЕЙ-К», различных моделей для формирования методом ультразвуковой сварки герметичного сварного соединения кольцевой формы. | |||
| АУС-0,63/22-ОК-25 | АУС-1/22-ОК-40 | АУС-1/22-ОК-50 (вариант исполнения №2) | АУС-3/22-ОК-100 |
| 3) Аппараты серии «ГИМИНЕЙ-Ш», различных моделей для формирования сварных швов методом непрерывной или пошаговой (длина от 50-360 мм, ширина до 12 мм) низкотемпературной ультразвуковой сварки. | |||
| АУС-1/22-ОШ-75 (вариант исполнения №2) | АУС-3/22-ОШ-220 | АУС-3/22-ОШ-270 | АУС-3/18-ОШ-360 |
Возможности метода
Сварка ультразвуковая наиболее эффективна для пластичного сырья. Изделия из меди, никеля, золота, серебра и пр. могут соединяться как друг с другом, так и с другими малопластичными изделиями. С повышением твердости свариваемость ультразвуком ухудшается. Эффективно соединяются с помощью УЗ тугоплавкие изделия из вольфрама, ниобия, циркония, тантала, молибдена. Ультразвуковая сварка полимеров считается относительно новым способом. Такие изделия могут также соединяться как друг с другом, так и с другими твердыми деталями. Что касается металла, то его можно соединять со стеклом, полупроводниками, керамикой. Связывать заготовки можно и через прослойку. К примеру, стальные изделия сваривают друг с другом через алюминиевую пластику. За счет кратковременности пребывания под повышенной температурой получается высококачественное соединение разнородных изделий. Свойства сырья подвергается незначительным изменениям. Отсутствие посторонних примесей – одно из преимуществ, которым обладает ультразвуковая сварка. Вредные факторы для человека также отсутствуют. При соединении создаются благоприятные гигиенические условия. Связи изделий отличаются химической однородностью.
Особенности соединения
Сварка металла осуществляется, как правило, нахлесточным способом. При этом добавляется различное конструктивное оформление элементов. Сварка может осуществляться точками (одной или несколькими), непрерывным швом либо по замкнутому кругу. В некоторых случаях при предварительной формовке конца заготовки из проволоки производится тавровое соединение ее с плоскостью. Можно осуществлять ультразвуковую сварку нескольких материалов одновременно (пакетом).
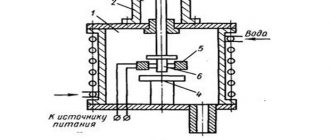
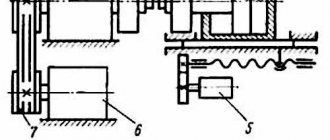
Узлы устройств
Ультразвуковая сварка пластика осуществляется с использованием специальных машин. В них присутствуют следующие узлы:
- Источник питания.
- Колебательная механическая система.
- Аппаратура управления.
- Привод давления.
Колебательная система используется для преобразования электроэнергии в механическую для последующей ее передачи на участок соединения, концентрирования ее и получения требуемой величины скорости излучателя. В этом узле присутствуют:
- Электромеханический преобразователь с обмотками. Он заключен в металлический корпус и охлаждается водой.
- Трансформатор упругих колебаний.
- Сварочный наконечник.
- Опора с механизмом давления.
Крепление системы осуществляется с помощью диафрагмы. Излучение ультразвука происходит только в момент сварки. Процесс происходит под воздействием колебаний, давления, приложенного под прямым углом к поверхности, и теплового эффекта.