Профессиональные устройства сваривания
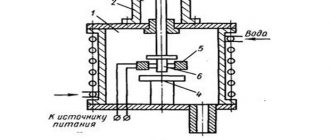
Для проведения широкомасштабных работ (например, для создания покрытий парников большой площади или при коммерческой деятельности) рекомендуется использовать профессиональные устройства сваривания полиэтилена. Достоинства этих приборов в том, что они позволяют проводить гибкую настройку параметров давления, температуры, скорости движения по шву. Если ведется работа с одинаковой партией полиэтилена, то один раз задав необходимые значения, можно вести процесс сварки с большой скоростью.
Устройства для сваривания часто имеют задающие и натяжные ролики, позволяющие протягивать соединяемые полотна пленки с одинаковой скоростью, что благотворно влияет на итоговое качество шва.
Промышленные приборы выпускаются различного типа. Они могут иметь контактный нагрев или нагрев, осуществляемый горячим воздухом.
Действия с большими площадями материала экономически выгодны при выборе соединения методом сварки, так как нет потребности в клеящих веществах или скотче. Производительность и точность работ значительно возрастает. Невысокая температура плавления и податливость материала позволяет проводить соединение методом сваривания в домашних условиях. Получаемая прочность стыка в основном зависит от температуры и чистоты соединяемых поверхностей.
Как выбрать оборудование?
Прежде, чем купить запайщик пакетов, стоит обратить внимание не несколько критериев:
- безопасность — удостоверьтесь, что у аппарата имеются все необходимые элементы защиты пользователя от ожогов. Ими могут быть специальные ограничители или экраны, существенным преимуществом будет наличие индикации температуры нагрева;
- толщина и длина шва — наилучшим вариантом станет устройство, которое имеет возможность корректировки этих параметров. В этом случае вы сможете работать с разным количеством слоев материала и разнообразными размерами;
- вид шва — если запайщик необходим для упаковки готовой продукции и ее внешний вид играет решающую роль, обратите внимание на модели с возможностью исполнения различных типов скрепления (еврошвы, плоские швы, швы с тиснением);
- прочность и надежность конструкции — напрямую будут влиять на долговечность службы, устойчивость к внешним воздействиям и высокой температуре;
- возможность маркировки на шве нужной информации — если есть необходимость указания даты выпуска, серии, срока годности.
Параметры сварки изделий из полиэтилена и полипропилена
Индекс текучести расплава материалов (MFR)
Сварка полиэтилена высокой плотности (PE-HD, ПЭНД)
Изделия из полиэтилена высокой плотности группы плавления с индексом 005 (MFR 190/5:0,4-0,7 г/10 мин.), группы 010 (MFR 190/5:0,7-1,3 г/10 мин.) или группы 003 (MFR 190/5:0,3г/10 мин.) и 005 (MFR 190/5:0,4-0,7 г/10 мин.) пригодны для сварки друг с другом. Это подтверждается нормами DVS 2207 часть 1 (DVS — Немецкий союз сварщиков) и подтверждается в документах DVGW (Немецкий союз по газу и воде).
Сварка полипропиленов: полипропилен-гомополимер (РР тип 1, РР-Н) и полипропилен-блоксополимер (PP тип 2, РР-С, PP-R)
Свариваемость полипропиленов указана в пределах группы индекса плавления 006 (MFR 190/5:0,4-0,8 г/10мин.). Это подтверждается нормами DVS 2207 часть 11.
Температура процесса сварки полипропилена и полиэтилена
Сварка горячим газом
| Воздух, л/мин. | Температура в сопле форсунки ˚ С | Скорость газа см/мин | ||||
| Диаметр форсунки, мм | Диаметр скоростной форсунки | |||||
| 3 | 4 | 3 | 4 | |||
| Сварка полиэтилена | 60-7060-7060-70 | 300-340300-340270-300# | 10-1510-15- | ок.10ок.10- | 50-6050-6025-30 | 40-5040-5020-25 |
| Сварка полипропилена | 60-7060-7060-70 | 280-320280-320280-320 | ок.10ок.10ок.10 | 50-6050-6050-60 | 40-5040-5040-50 |
Сварка ручным экструдером
| Температура экструдата, замеренная на выходе из форсунки, º C | Температура воздуха, замеренная в форсунке подачи теплого воздуха, ºC | Количество воздуха, литров/мин. | |
| PE твердыйPP | 200-230200-240 | 210-240210-250 | 350-400350-400 |
Влияние влажности
Свариваемые изделия (листы, плиты) и сварочный пруток из полиэтилена и полипропилена могут при определенных условиях поглощать влагу. В результате исследований, произведенных рядом производителей, было выявлено, что из полиэтилена и полипропилена сварочные прутки из полиэтилена и полипропилена абсорбируют влагу в зависимости от материала и окружающей среды. При экструзионной сварке наличие влаги может проявиться в форме раковин в шве или грубой поверхности шва. Этот феномен усиливается с увеличением толщины шва.
С целью предотвращения подобных нежелательных последствий были разработаны следующие рекомендации:
- Установка влаго- и масло-сеператоров в системе подачи воздуха,
- Недопущение существенной разницы температур свариваемых деталей (конденсатная влага),
- Хранение сварочного прутка, по возможности, в сухом месте,
- Сушка сварочного прутка при температуре 80°C в течение не менее 12 час,
- Сварка широких швов (>18мм) за несколько проходов.
В зависимости от типа нагревания полипропилена и полиэтилена различают следующие виды сварки:
- Сварка термопластов горячим воздухом (феном)
- Сварка термопластов экструдером
- Сварка термопластов с помощью нагревательного элемента
- Сварка термопластов высокой частотой
- Сварка термопластов лазером
Сварка с прутком
Например, при укладке линолеума из ПВХ требуется сваривание с использованием присадочного прутка. Линолеум предварительно готовят. Он должен быть плотно уложен на пол.
Все стыки должны подгоняться без образования щелей или зазоров. Качественный шов без использования специального оборудования очень трудно. Обычный фен сделать это не способен из-за значительной толщины линолеума.
Требуется специальное приспособление и оборудование. Перед свариванием прутком кромки необходимо подготовить, расплавленный пруток обеспечит их надежное соединение. Образовавшиеся наплывы удаляют специальным ножом.
Сварка при помощи паяльника
Для скрепления пленки в бытовых условиях подходит и обычный электрический паяльник. На его жало лучше всего надеть наконечник с ученическим или плакатным пером, выполненный из металла. Если полимер прожигается насквозь, наконечник слегка сдвигают с жала прибора – так уменьшается площадь теплоотдачи.
Пайка получается более надежной, если укрепить на паяльник специальные ролики. У наконечника до упора стачивается жало, в центре торца вырезается паз, для чего используют ножовку. Вам понадобится медный диск с диаметром 1 см (те, кто всерьез озаботится сооружением такого прибора, могут выточить его самостоятельно).
Просверлите отверстие диаметром примерно 5 мм для крепления оси, диск вставьте в сделанную прорезь и закрепите. Он должен свободно вращаться. Чтобы сварочный шов получился ровным, ведите его по линейке. Аппарат надо вести до той точки, где шов кончается, не отрывая, с нажимом. Чаще такой подход применяют для запайки пакетов. Чтобы получить красивый шов, немного потренируйтесь на ненужных кусках.
Применение запайщиков пакетов
Запайка пакетов – это важный технологический процесс. Без него не обходится ни одно предприятие, выпускающее продукцию на продажу. Прибор применяется в целях упаковки, фасовки, хранения, транспортировки, продажи товаров, таких как:
- ткань;
- одежда;
- бельё;
- продукты питания (в магазинах, столовых, заведениях общественного питания);
- лекарства;
- аксессуары;
- бытовая техника;
- игрушки;
- одноразовая посуда;
- подарки, сувениры;
- цветы;
- полиграфическая продукция.
Запайщик полиэтилена широко применяется и в бытовых целях.
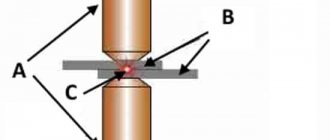
Сварка полиэтилена с помощью нагревательного элемента (Butt Welding)
Сварка полиэтилена с помощью нагревательного элемента (называемая также сваркой встык) применяется для сварки плит, блоков и других профилей полуфабрикатов. Чрезвычайно широко данный вид сварки применятся для сварки трубопроводов из термопластов. В отличие от предыдущих двух способов сварки данный метод не требует использования присадочного материала.
Для сварки с помощью нагревательного элемента применяются т.н. машины для сварки встык, принцип действия которых (разогрев с помощью нагревательного элемента различной формы) одинаков, и отличающиеся между собой лишь типом привода (ручной, механический, пневматический и т.д.), передающего сдвижное усилие на свариваемые элементы. Кроме того, машины для сварки встык могут отличаться комплектацией специальным оборудованием и всевозможными опциями- например для сварки листов под углом, для сворачивания свариваемых листов.
Некоторые виды стыковых сварочных машин помимо ПЭНД позволяют сваривать также ВМПЭ и СВМПЭ.
При сварке полиэтилена встык необходимое тепло подводится непосредственно от подогревающего элемента в зону сварки соединяемых поверхностей. При этом достигается более благоприятное распределение тепла, так что ни одна из зон материала не нагружена теплом больше, чем другая. Кроме этого стыкующиеся поверхности подогревающего элемента должны быть чистыми и полностью прилегать. Такой вид сварного шва показывает небольшое внутреннее напряжение и его можно нагружать практически также, как и исходный материал.
Применение паяльника для сваривания пленки
Соединение листов полиэтилена с помощью обычного паяльника (40-60 Вт) позволяет получить прочный шов, при этом потребуется незначительная доработка инструмента. Использование паяльника без специальных насадок не даст качественного результата. Стык будет неравномерным, возможно образование мест растекания материала.
Схема сваривания пленки.
Для получения хорошего результата и сварки значительных по длине стыков потребуется использование дополнительных приспособлений. Существует несколько вариантов доработки паяльника.
Берется обычный паяльник, затем у него удаляется окончание жала. При помощи ножовки создается пропил. После этого в пропил вставляется пластина из меди или алюминия, которая закрепляется заклепкой. Поверхность пластины обрабатывается, ее края скругляют надфилем. Сваривание ведется путем небольшого прижима паяльника под углом 45° и равномерного движения им.
Температура и прижим выбирается опытным путем. Во время создания стыка рекомендуется подложить под нижний слой пленки ровную деревянную или текстолитовую подложку, а паяльник центровать по ровному бруску. В некоторых случаях между пластиной и пленкой помешают тонкую бумагу. Это актуально, если ведется сварка тонкой пленки. После создания шва бумагу аккуратно отделяют.
Примерный образец насадки показан на рис.1 (1 – пластина; 2 – паяльник и его стержень).
Схема ультразвуковой сварки.
Возможна установка диска в отдельную трубочку-наконечник, а она, в свою очередь, надевается на жало паяльника. Сварка кусков пленки ведется путем прокатывания разогретого паяльника на требуемое расстояние. Величина прижима регулируется в зависимости от проваривания шва. Данный метод позволяет проводить значительный объем работ.
Основные принципы сваривания пленки и применяемые методы
Под сваркой полиэтилена понимают соединение отдельных слоев материала путем нагрева до температуры плавления и сжатия слоев с образованием сварочного шва. В период расплавления поверхности пленки происходит соединение слоев на молекулярном уровне, в результате после остывания образуется моноструктура в теле сварочного шва. Коэффициент прочности стыка равняется приблизительно 0.7-0.85. То есть 70-85% от исходной прочности свариваемого полиэтилена. В идеальных условиях коэффициент может быть и выше, но для этого требуется специальное оборудование, чистота материала и подобранная температура нагрева. Температура расплавления полиэтиленовой пленки приблизительно равна 120-160°С и зависит от ее применения.
Если свариваются загрязненные поверхности, то прочностные характеристики стыка снижаются, так как в расплавленную массу попадают примеси, нарушающие молекулярную структуру в шве. Для получения качественного и прочного соединения требуются следующие условия:
Рисунок 2. Схема насадки для утюга.
- однородность свариваемых кусков пленки (имеется в виду ее принадлежность к одной партии изготовления);
- чистота соединяемых поверхностей;
- подобранный температурный режим (при недогреве резко падает прочность, а при перегреве возможна деформация стыка и предшовного участка);
- приложение нужного сжатия во время нагрева.
Для качественного соединения не допускается повторное сваривание кусков по тем же кромкам, в подобных случаях их обрезают.
Чаще всего в быту и при выполнении строительных операций применяются следующие способы соединения нагревом:
- сварка при помощи паяльника (может включать использование насадок);
- стыковка в результате нагрева и расплавления слоев пленки утюгом;
- нагрев выжигателем;
- использование для создания шва специальных промышленных приспособлений.
Пайка пленки своими руками
Трубопроводы из полиэтилена монтируются двумя способами: при помощи фитингов и фланцев или нескольких видов сварки.
Соединение требует специальных фитингов (муфт и раструбов) и без них. Для труб с толщиной стенки меньше 4,5 (диаметры 50-110 мм) применяют сварку с помощью фитингов, для более крупных труб с более толстой стенкой допустима сварка встык и экструдерная.
Диффузионный
Диффузионный способ заключается в разогреве торцов до вязкотекучего состояния. Подготовленные торцы заготовок стыкуются и слегка сжимаются. Подвижные молекулы полимера под воздействием давления продвигаются в соединяемые части, перемешиваются, при охлаждении застывают в новом положении, образуют новые химические связи и обеспечивают надежное сцепление патрубков между собой.
Раструбный метод
Не самый типичный способ. Имеется два варианта выполнения: с помощью раструбных труб и муфт. Сам метод напоминает сварку трубопроводов из полипропилена: раструб или муфты и заготовки разогревается с помощью паяльника со специальной насадкой.
Затем заготовка вставляется в раструб другой трубы или муфту, фиксируется, прижимается и выдерживается. Время сварки – 20 секунд. Если используются муфты, то вторая труба впаивается в муфту аналогично. Стоимость муфт невелика, изделия с раструбом в магазинах встречаются нечасто.
Соединение получается надежным и прочным, можно сварить небольшие диаметры.
Сварка встык
Перед проведением работ отрезают полиэтиленовую трубу строго перпендикулярно и тщательно зачищают торцы. Затем закрепляют трубу в аппарате для сварки и тщательно центруют.
Охлаждают стык, затем убирают станок. Работа имеет свои тонкости, для нее необходимы два человека.
Сварка экструдером
Экструзионная – сварка при помощи небольшого аппарата, из которого под давлением выдавливается расплавленный полиэтилен. Сырье в виде стержней или гранул загружается в экструдер.
Экструзия применяется на напорных коммуникациях с толщиной стенки более 6 мм, но им можно залатать и безнапорные канализационные трубопроводы с более тонкой стенкой. Место соединения разогревается потоком горячего воздуха.
Желательно на торцах снимать фаску.
Инструменты и приборы
Спайка утюгом
Это достаточно простой способ соединения частей полотен, ведь бытовые утюги есть почти в каждом доме.
Чтобы соединить полиэтилен таким способом, нужно установить на стол деревянный брусок. На этой своеобразной подставке располагаются края соединяемых полотен.
Они должны выступать от кромок бруска миллиметров на двадцать. Сверху полиэтилен накрывается листом тугоплавкого материала (целлофана, фторопластовой пленки).
Ускорить формирование шва можно последующим охлаждением. Для этого после воздействия высоких температур стык обрабатывается мокрой тряпкой.
При проведении по месту соединения утюг наклоняется на пять градусов. Продвигать его нужно медленно, вдоль стыка. Одного раза для формирования прочного шва недостаточно, процедуру нужно повторить около четырех-пяти раз.
Также для работы с утюгом применяются специальные паяльные насадки, которые закрепляются поверх прибора. Они имеют плоскую форму ребристой основы.
Спайка паяльником
Для сварки двух полотнищ пленки применяется домашний паяльник мощностью в 40-60Вт. Однако для выполнения такой работы этот аппарат требует некоторого улучшения.
Для работы с полиэтиленовым материалом с паяльника снимается окончание жала. После этого создается пропил, в который вставляется пластина из алюминия либо меди. Пластина закрепляется заклепкой, обрабатывается и округляется надфилем.
Воздействие на стык полотен производится под углом в сорок пять градусов. Паяльник прижимается к поверхности, после чего медленно продвигается вдоль стыка. Движение должно быть равномерным, без рывков и остановок.
Колесико представляет собой диск диаметром восьми-десяти миллиметров. Материалом диска может служить алюминий или медь.
Его можно изготовить самому. Металлическое колесико помещается в пропил, в котором закрепляется осью. Метод соединения колесиком основан на его разогреве с дальнейшим прокатыванием вдоль стыка.
Принцип работы
Запаивание пакетов происходит в несколько этапов:
- Выбрать подходящие по размеру и составу пакеты для запайки.
- Включить аппарат, нажав на ручку, должна загореться лампочка.
- Открыть крышку.
- Два конца плёнки положить на нагревательную поверхность. Закрыть крышку.
- Нажать на кнопку «Спайка». Запайщик для пакетов нагревает материал до температуры частичного плавления. Благодаря этому они соединяются.
- Когда индикаторная лампочка погаснет – процесс окончен. Повторить действия для двух других сторон.
- В упаковку, запаянную с трёх сторон, положить готовую продукцию. Четвёртый край полиэтилена положить на нагревательную поверхность. Закрыть крышку.
- Запаивание продукции окончено.
Специальное оборудование
При выборе оборудования необходима предусмотрительность
Важно учитывать сложности проведения работ. Чтобы справиться с большими объемами пленок применяют промышленное оборудование
Для соединения полиэтилена используют специальные приборы. Стоимость их разная. Стоит отметить бюджетную модель ПП-40.
Она позволяет получить ровный и прочный шов на любом контуре: прямом или сложном. ПП-40 по форме напоминает паяльник, но имеет другой наконечник.
Еще применяют специальные насадки для электроутюгов. Их изготавливают из листового металла, например: алюминия. Основание насадок делают плоским и ребристым. Такая поверхность прочно фиксирует соединение пленки во время сварки.
Ребрами фиксируют края пленки. После перемещают рейку вдоль свариваемого участка. Так получается двойной шов.
Крупные работы требуют применения более серьезных инструментов. Чтобы создать соединение пленки большой площади, понадобятся специальная аппаратура для сварки.
Подобная аппаратура оснащена настройками уровня давления, температуры, скорости перемещения разогретого элемента по поверхности полиэтилена. В бытовых вариантах формирования пленочных швов таких функций нет.
Помимо регуляторов настроек, аппараты для спайки оснащены роликовыми механизмами. Это задающие и натяжные элементы, стабилизирующие скорость продвижения свариваемых пленочных полотен.
Это улучшает качество пропайки полиэтилена, повышает прочность соединения.
Существуют аппараты, применяющие разные способы нагрева: воздушные и контактные. Воздушный нагрев производится воздействием на материал горячим воздухом. При контактном задействован контактирующий с материалом нагревающий элемент.
Оборудование
Сварка полиэтиленовой пленки может выполняться при помощи утюга, паяльника, а также специальными промышленными приборами.
Сварка пленки бытовым утюгом
Такой способ пользуется широкой популярностью. Сначала нужно подготовиться: для этого на стол кладется деревянный брусок, а уже на него помещаются края полотнищ пленки. Здесь важно проследить, чтобы окончания материала выступали на 20 мм от краев бруска. Поверх полотнищ из полиэтилена кладется тугоплавкий листовой материал, например целлофан или фторопластовая пленка.
Для того, чтобы процесс протекал быстрее, после того, как вы проведете утюгом по пленке, свариваемый участок нужно охладить, например, можно воспользоваться мокрой тряпкой.
Важно контролировать температуру терморегулятора: она должна составлять 120-150 °С.
Листы пленки нужно сложить внахлест, а затем на них уложить бумажный лист. После этого, утюг нужно наклонить на 5° и медленно проводить им вдоль шва. С первого раза получить прочное соединение не получится, нужно повторять последовательность действий 4-5 раз.
Сварщики, имеющие опыт в этом деле, часто применяют специальные насадки, которые фиксируются на электрическом утюге.
Насадка имеет плоское ребристое основание. Именно ребра отвечают за соединение участков полиэтиленовой пленки. В области пайки при помощи насадки образуются два прочных шва, размещенных параллельно.
Воспользовавшись для соединения пленки обычным паяльником (40-60 Вт), можно получить прочный и надежный шов, но необходимо немного усовершенствовать инструмент. Применение паяльника без специальных насадок, не приведет к желаемому результату, т.к. стык получится неравномерным, а материал и вовсе может растечься. Именно поэтому надо воспользоваться специальными насадками, которые крепятся к аппарату.
Использование утюга в качестве сварочного нагревателя
Следующий популярный способ – это расплавление пленки и создание стыка с использованием утюга. Преимущество этого метода состоит в том, что таким образом можно сваривать значительные участки пленки, создавая при этом нужную ширину шва. Так как любой утюг имеет термореле и возможность регулировать температуру, то подобрать требуемый терморежим для полиэтилена различной толщины не составит труда.
Процесс сваривания лучше вести на гладкой деревянной поверхности. Куски (листы) пленки накладываются внахлест, ширина которого выбирается индивидуально, затем верхний слой покрывается бумагой или фторопластовым листом, после чего прижимают и проводят утюг вдоль линии сварки. Сила прижима, скорость и температура подбираются опытным путем.
Насадку изготавливают из латуни, меди или алюминия.